
Variable Einstellungen der Shore-Härte von TPU-Pulver ab jetzt bei der Fuse-Serie möglich
TPU 90A Powder wird von Formlabs-Kunden für verschiedenste Anwendungen eingesetzt: von Dämpferteilen, die von Herstellern von Schienenfahrzeuge verwendet werden, bis hin zu Greifern für Robotikanwendungen und für vieles mehr. Mit der Fuse-Serie ist es möglich, hochwertige, langlebige Elastomere mit geometrischer Freiheit und ohne mehrstufige Produktionsprozesse herzustellen.
Jetzt erweitert Formlabs' Druckeinstellungseditor (PSE) die Möglichkeiten des SLS-3D-Drucks mit TPU. Mit dem Druckeinstellungseditor in PreForm können Sie die Härte des TPU 90A Powders ändern, um mit weicheren, nachgiebigeren Teilen zu experimentieren. Ohne die Materialien wechseln zu müssen und ohne zusätzliche Reinigung oder Wartung können Sie PSE jetzt nutzen, um Ihre Konstruktionen zu erneuern und Ihrem gewünschten Elastomer für den Endverbrauch näher zu kommen.
Formlabs hat verschiedene Kombinationen von Einstellungen getestet, um TPU-Teile mit variablen Shore-Härten zu erstellen, und unsere Ergebnisse sind im Folgenden aufgeführt. Mit dem Druckeinstellungseditor wollen wir Entwickler und Innovatoren dazu ermutigen, neue Dinge auszuprobieren. Möglicherweise müssen Sie selbst einige Tests und Einstellungen vornehmen, um ein Teil mit der für Ihre Anwendung richtigen Shore-Härte und Oberflächenbeschaffenheit zu erhalten.
Verwendung des Druckeinstellungseditors für TPU mit variablen Shore-Härten
Um neue Druckmöglichkeiten für SLS-TPU-Pulver mit variabler Shore-Härte zu erhalten, sind vor allem zwei Einstellungen wichtig.
-
Fill Laser Power (Laserleistung für die Füllung): PSE kann die Leistung des Lasers steuern. Laser mit geringerer Leistung schmelzen die TPU-Partikel nicht so dicht zusammen, was zu einem weicheren Teil führt. Wenn jedoch die Laserleistung zu niedrig eingestellt ist, kann es sein, dass das Teil überhaupt nicht gesintert wird und Merkmale nicht umgesetzt werden.
-
Fill Hatch Spacing (Schraffurabstand in der Füllung): PSE kann den Abstand des Lasers beim Scan-Vorgang steuern. Ein größerer Abstand zwischen den Scans des Lasers untersintert das Material, was zu einem weicheren Teil führt. Wenn der Schraffurabstand in der Füllung zu groß ist, kann dies zu sichtbaren Defekten auf der Oberfläche und zu einer gewissen Delamination bestimmter positiver Strukturen führen.
Um ein TPU mit weicherer Shore-Härte zu erhalten, können Sie entweder die Laserleistung für die Füllung, den Schraffurabstand für die Füllung oder beides verändern. Durch eine Kombination von Änderungen an diesen beiden Einstellungen können folgende Ergebnisse erzielt werden:
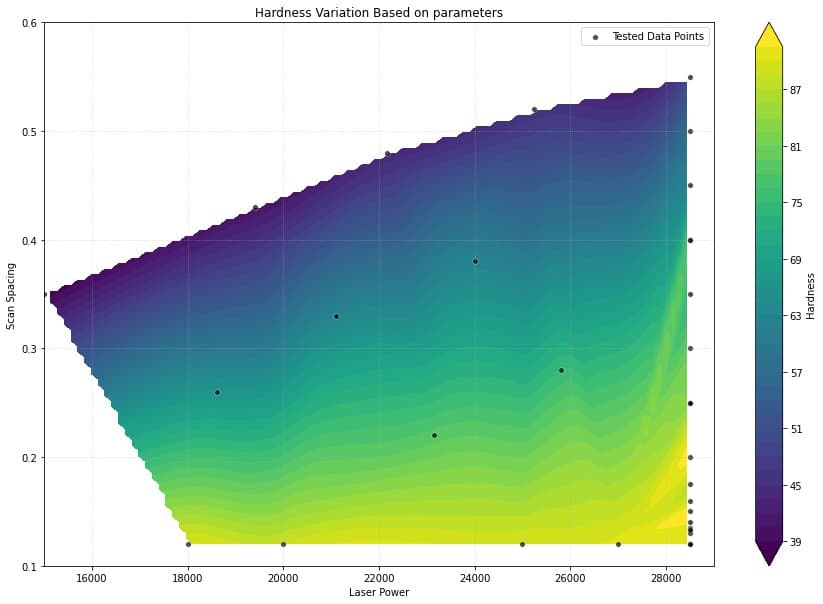
Wie die Grafik zeigt, wurde bei den Tests eine Shore-Härte von 38A erreicht. Im Allgemeinen wirkt sich eine Änderung des Abstandes zwischen den Füllschraffuren wesentlich stärker auf die Härte des Teiles aus, während die Laserleistung für die Füllung den Effekt verstärkt. Um beispielsweise ein Teil mit einer Härte von 60A zu schmelzen, wäre ein Abstand der Füllschraffur von 0,35 mm und eine Laserleistung für die Füllung von 21.000 mW ein guter Ausgangspunkt.
Bei sehr geringer Laserleistung für die Füllung oder einem großem Schraffurabstand für die Füllung kann es zu sichtbaren Effekten an der Oberfläche kommen. Bestimmte Strukturen lassen sich möglicherweise nicht umsetzen oder das Ergebnis sind „unscharfe“ oder „bröckelige“ Oberflächenstrukturen. Die Änderung der Dicke eines Teils kann helfen, die Auswirkungen einer Einstellungsänderung auf die Auflösung von Merkmalen abzuschwächen; dicke Teile werden in der Regel besser umgesetzt, selbst bei größeren Schraffurabständen für die Füllung. Formlabs rät davon ab, dünne Teile mit mehr als 0,45 mm Abstand zu drucken.
Weitere Anleitungen zur Anpassung der Shore-Härte Ihres Pulvers mit PSE finden Sie in unserem PSE Anwendungsleitfaden.
Die Tests und Analysen der variablen Shore-Härte-Einstellungen mit PSE wurden mit dem Fuse 1+ 30W Drucker durchgeführt. Obwohl PSE auch für den Fuse 1 verfügbar ist, stimmen die Ergebnisse möglicherweise nicht genau mit den oben genannten Angaben überein.
Auswirkungen von Änderungen der Einstellungen auf die mechanischen Eigenschaften
TPU mit variabler Shore-Härte kann bei der Prototypenentwicklung von Bauteilen für die Dämpfung hilfreich sein.

TPU 90A Powder wurde bereits als hautverträglich zertifiziert, so dass sich weichere Shore-Härten ideal für die Anpassung von Ausrüstungen eignen.
Wenn Teile weicher werden, nimmt ihre Dichte ab, wodurch sie auf mikroskopischer Ebene schaumstoffähnlicher werden. Dies wirkt sich sowohl auf die mechanischen Eigenschaften als auch auf die Wasserdichtigkeit aus. Wenn Sie vorhaben, das Teil in einer Anwendung zu verwenden, die eine bestimmte mechanische Beständigkeit erfordert oder einem bestimmten Verschleiß ausgesetzt ist, sollten Sie das Teil sorgfältig testen.
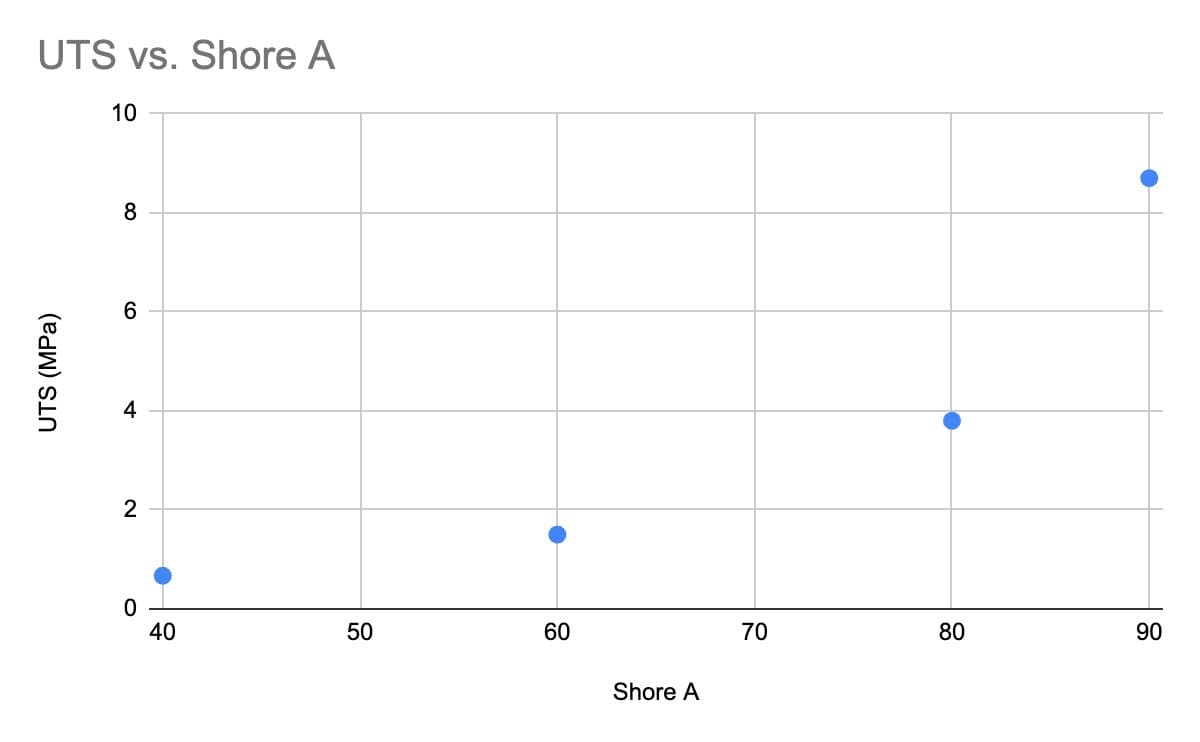
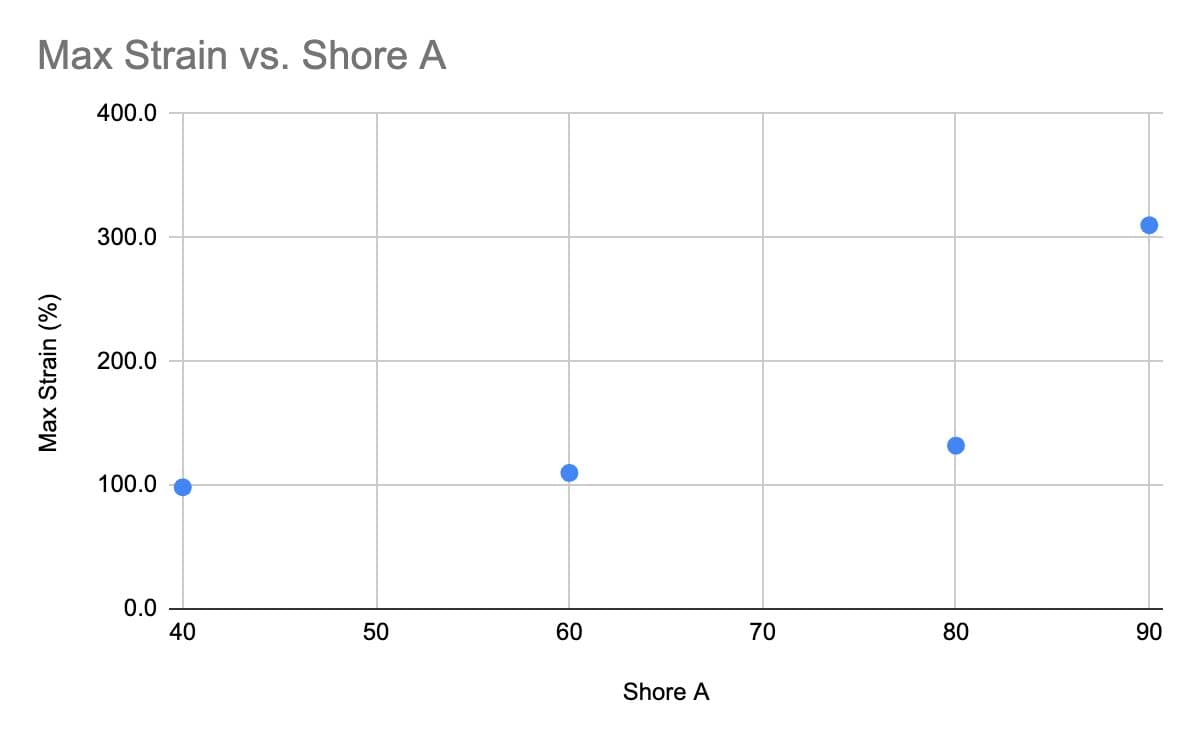
Die Bruchdehnung (EAB), die Maximale Zugfestigkeit (UTS) und die Steifigkeit werden insbesondere durch eine Änderung der Laserleistung in der Füllung und des Schraffurabstands in der Füllung beeinflusst.

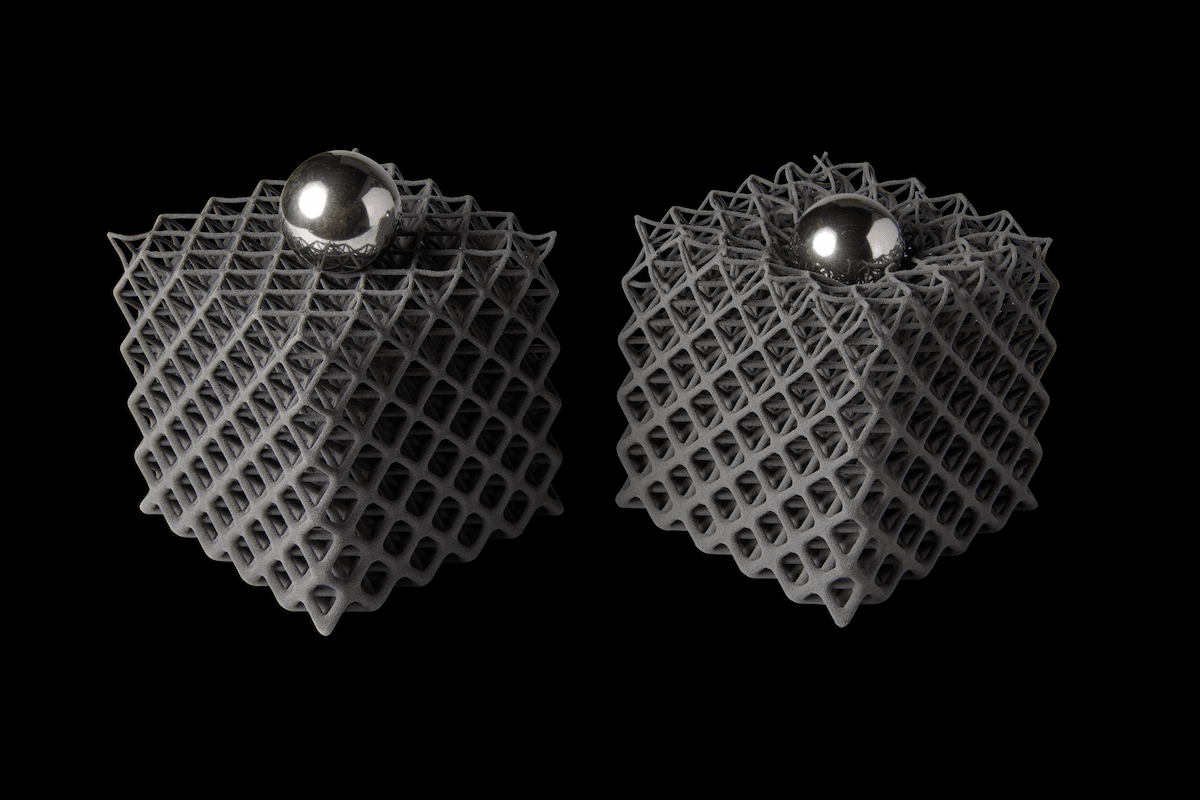
Bei langen Bändern wie bei den Zugprobestücken in diesem Bild werden die verschiedenen Materialeigenschaften besonders deutlich. Die hintere Zugprobe (40A), die mittlere Zugprobe (60A) und die vordere Zugprobe (80A) weisen alle eine unterschiedliche Steifigkeit auf.
Um diesen Effekt genauer zu quantifizieren, schauen Sie sich die nachstehenden Grafiken an. Die Verringerung der Härte von 90A auf 80A reduziert auch die Maximale Zugfestigkeit und die maximale Verformung der Teile um über 50%. Dadurch ist es wahrscheinlicher, dass Teile während des Endpulverns reißen und damit feine Strukturen beschädigt werden.
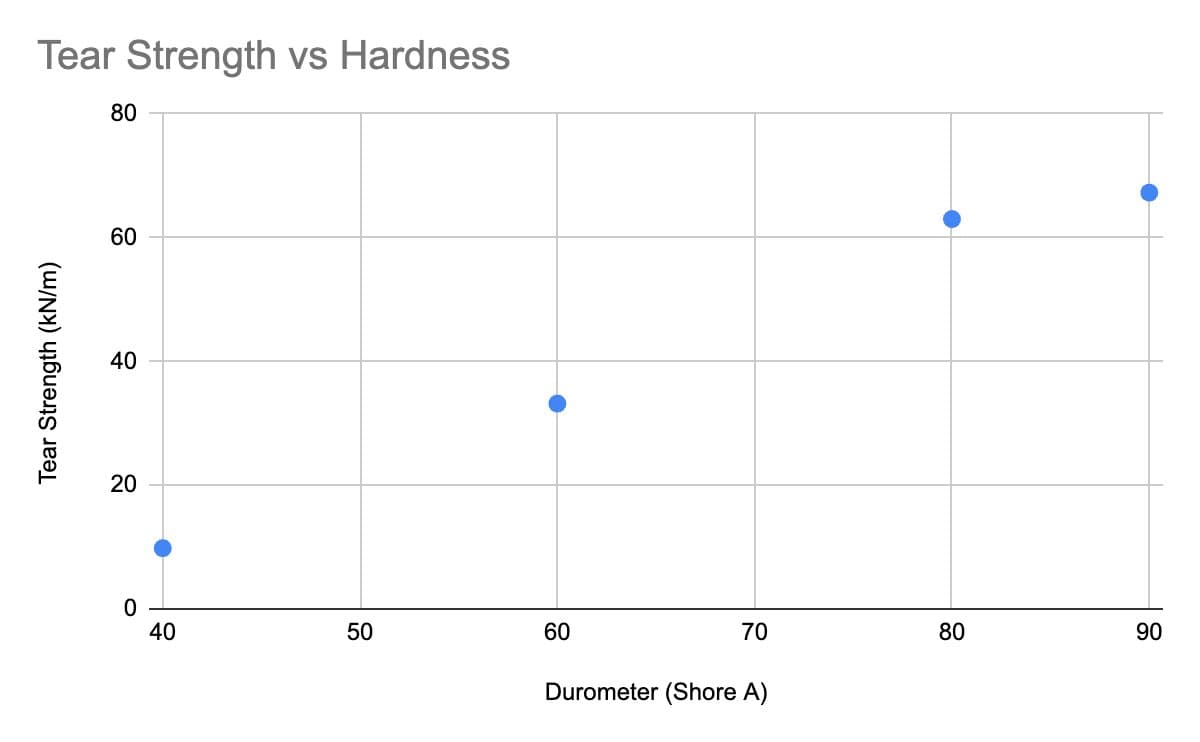
Die Verringerung der Härte von 90A auf 80A wirkt sich auch deutlich auf die Reißfestigkeit der Teile aus, wobei die höheren Härten näher an die nominale Reißfestigkeit von 66 kN/m herankommen und die Festigkeit der Teile mit geringerer Härte schnell abnimmt.
TPU-Pulver mit variabler Shore-Härte ermöglicht neue Anwendungen

TPU mit variabler Shore-Härte kann für die Entwicklung von Dichtungen und schwingungsdämpfenden Teilen verwendet werden, die auf Ihre spezielle Baugruppe und Anwendung passen.

Beim Testen von Konsumgütern können weichere elastomere Materialien wie ein TPU-Pulver mit einer Shore-Härte von 60A Ihrem Designteam helfen, dem endgültigen spritzgegossenen Produkt näher zu kommen.
TPU 90A Powder hat es u. a. führenden Schuhdesignern sowie Herstellern von Sportgeräten und Teilen für die Luft- und Raumfahrt ermöglicht, eine breitere Palette von Materialien im Laufe ihres Fertigungsprozesses genauer und früher zu prototypisieren. Mit der Möglichkeit, die Shore-Härte zu variieren – ohne den Drucker zu wechseln oder zusätzliche Reinigungs- oder Wartungsarbeiten durchzuführen – sind nun völlig neue Materialeigenschaften möglich. Mit dem richtigen Testprotokoll für Ihre eigenen individuellen Einstellungen ist es möglich, weichere, elastischere Teile mit einer guten Oberflächenbeschaffenheit zu drucken.
Weitere Informationen über das TPU 90A Powder bzw. ein mit SLS-3D-Druck gedrucktes TPU-Probeteil mit einer anderen Shore-Härte erhalten Sie von unserem Team. Weitere Informationen über PSE finden Sie auf unserer Kundenservice-Seite.
Rohdaten aus den Tests
In der nachstehenden Tabelle sind die Rohdaten aus den Tests von Formlabs zur Auswirkung der Laserleistung und des Schraffurabstands in der Füllung auf die Shore-Härte aufgeführt. Ziehen Sie diese Daten heran, wenn Sie Ihre eigenen Druckeinstellungen optimieren.
| Fill Laser Power (Laserleistung für die Füllung) | Fill Hatch Spacing (Schraffurabstand in der Füllung) | Härtegrad |
|---|---|---|
| 15 000 | 0,35 | 37,7 |
| 18 000 | 0,12 | 90,1 |
| 18 625 | 0,26 | 66,3 |
| 19 400 | 0,43 | 40,4 |
| 20 000 | 0,12 | 88,5 |
| 21 100 | 0,33 | 62,7 |
| 22 160 | 0,48 | 43,6 |
| 23 150 | 0,22 | 78,6 |
| 24 000 | 0,38 | 62,3 |
| 25 000 | 0,12 | 89,8 |
| 25 250 | 0,52 | 45,3 |
| 25 800 | 0,28 | 74,9 |
| 27 000 | 0,12 | 90,6 |
| 28 500 | 0,12 | 89,8 |
| 28 500 | 0,12 | 91,4 |
| 28 500 | 0,13 | 90,7 |
| 28 500 | 0,1325 | 89,5 |