
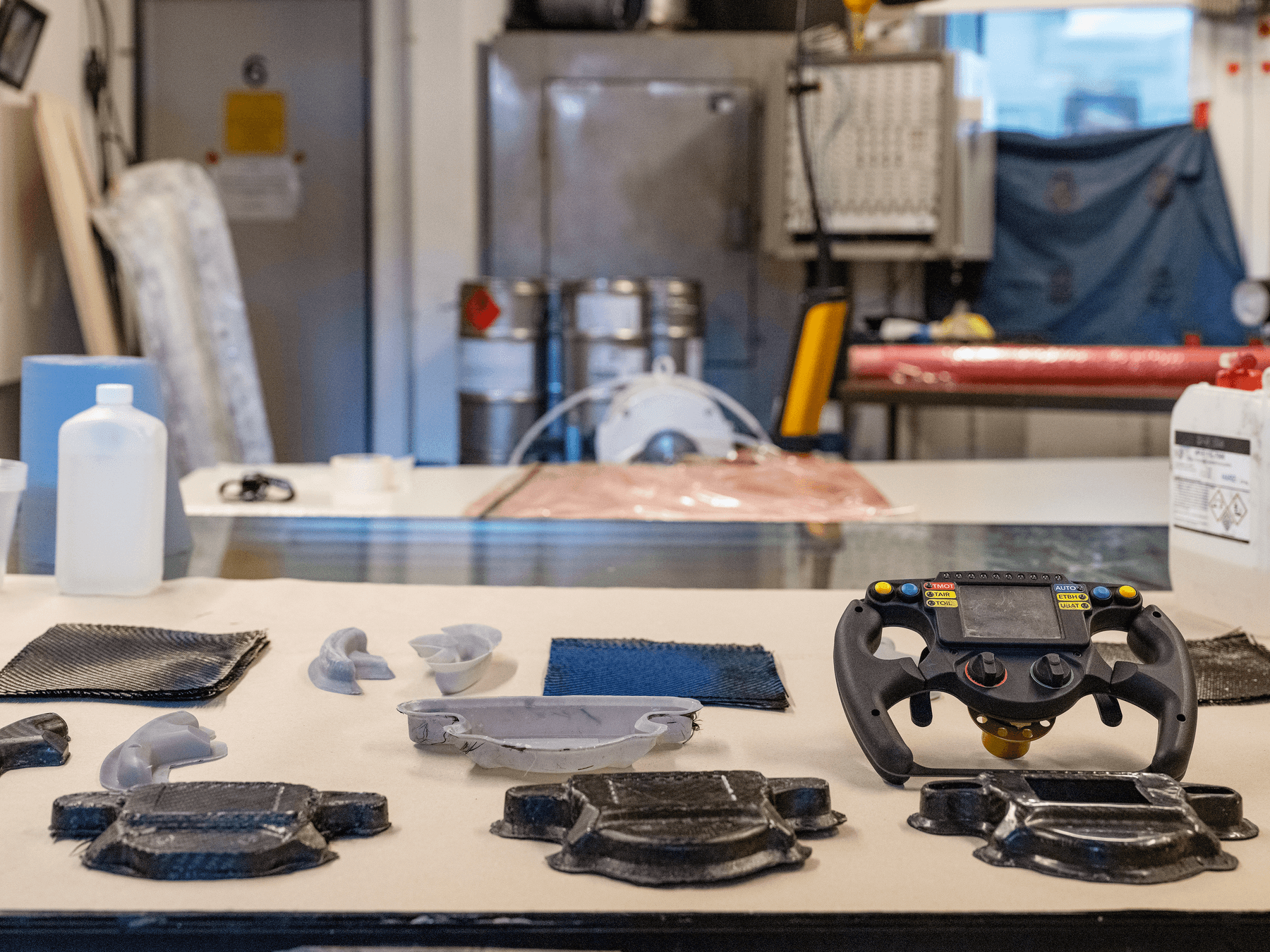
Herstellung von Verbundwerkstoffteilen
Herstellung von Verbundwerkstoffteilen
Verbundwerkstoffe sind hochgradig vielseitige und effiziente Materialien, die zwei oder mehr Materialien kombinieren, um verbesserte Eigenschaften wie zusätzliche Festigkeit, Effizienz oder Haltbarkeit zu erzielen. Verbundwerkstoffe bestehen aus Faser- oder Partikelverstärkungen, die von einer Matrix aus Polymer, Metall oder Keramik zusammengehalten werden. Kunstharz kann auch verwendet werden, um diese Fasern zusammenzuhalten und einen starren Verbundstoff zu schaffen. Faserverstärkte Polymere regieren den Markt und treiben neue Anwendungen in verschiedenen Branchen voran.
Die Fertigung faserverstärkter Polymere benötigt viel Geschick und Arbeitsaufwand. Sie kommt sowohl bei der Produktion von Einzelstücken als auch von Serien zum Einsatz. Arbeitszyklen reichen von einer Stunde bis zu 150 Stunden, abhängig von der Größe und Komplexität des Teils. Bei der Herstellung von FVK werden die durchgehenden geraden Fasern in der Matrix zu einzelnen Lagen verbunden, die Schicht für Schicht auf das Endteil laminiert werden.
Der Prozess der Faserintegration hat einen starken Einfluss auf die Leistung des Teils. Die Duroplast-Harze nehmen zusammen mit der Verstärkung in einem Werkzeug oder einer Form die gewünschte Gestalt an. Durch Aushärtung wird dann daraus ein festes Produkt. Es gibt verschiedene Laminierungstechniken, die sich in drei Haupttypen untergliedern lassen:
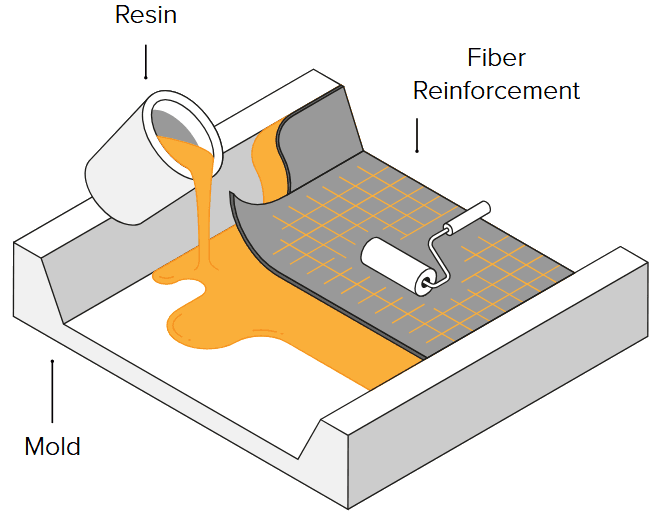
Nasslaminierung
Das Fasermaterial wird in eine Form gelegt. Danach wird mit einem Pinsel, einer Rolle oder einer Sprühpistole das Harz aufgetragen.
Prepreg
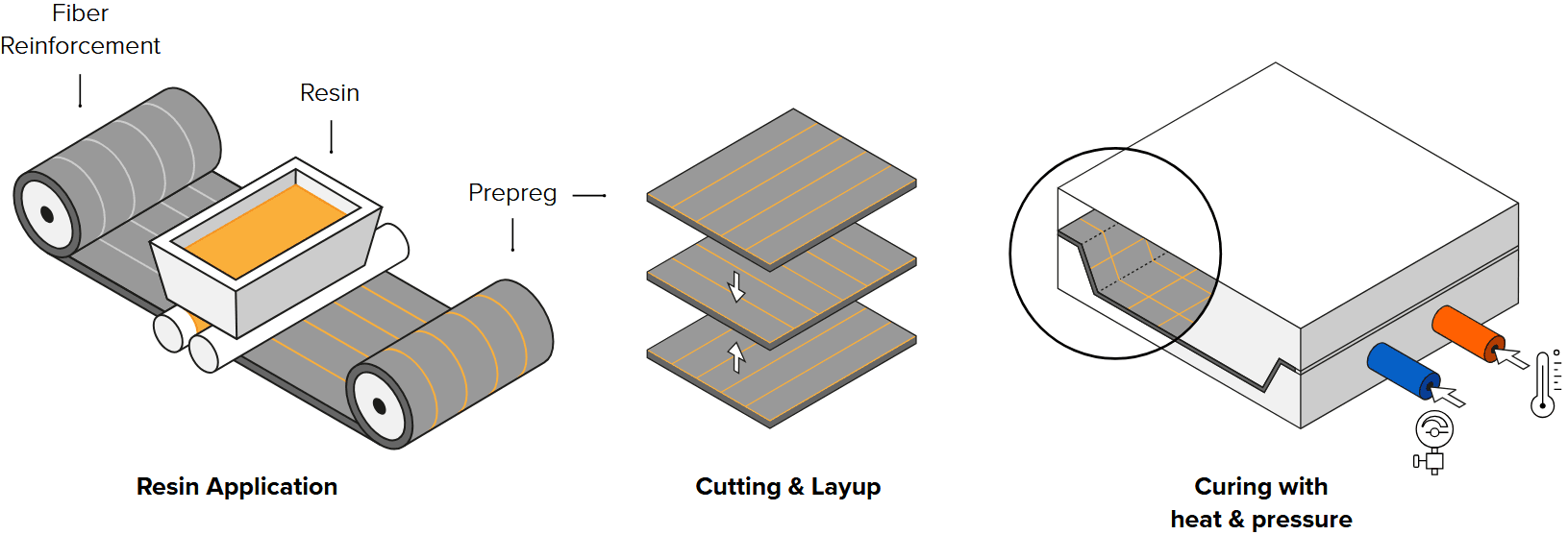
Das Harz wird im Vorfeld in die Faser eingebracht und dann kalt gelagert, um die Aushärtung zu verhindern. Anschließend werden die Prepreg-Lagen in die Form eingelegt und in einem Autoklaven unter Hitze und Druck ausgehärtet. Dieses Verfahren steuert die Harzmenge präzise, ist aber die teuerste Technik zur Herstellung von Verbundwerkstoffteilen.
Spritzpressen
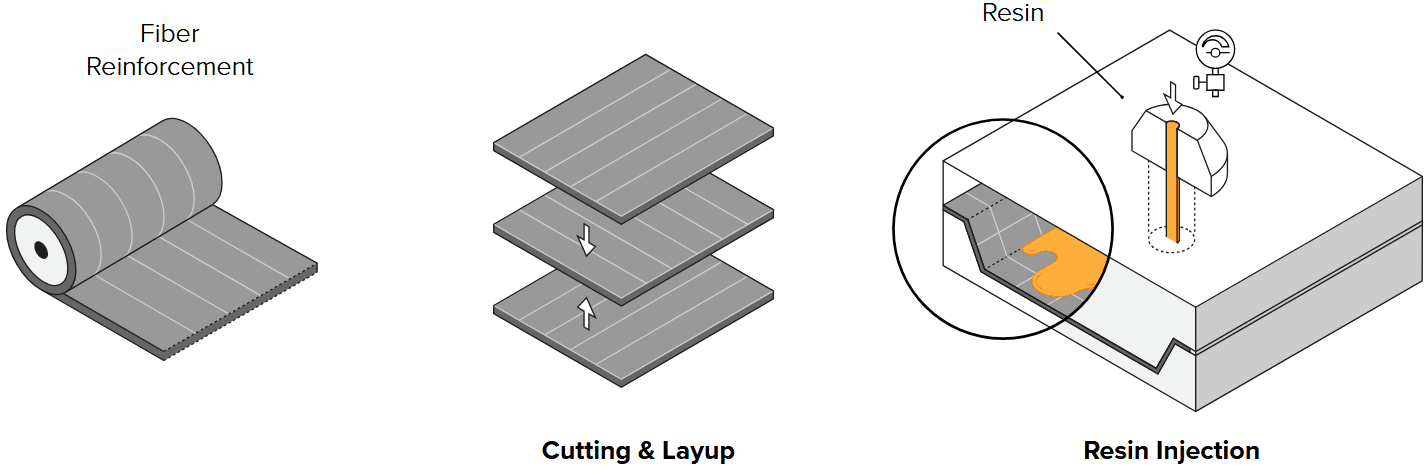
Die trockenen Fasern werden in eine zweiteilige Form gelegt. Die Form wird fest verschlossen und dann wird das Harz unter hohem Druck in den Hohlraum gespritzt. Der Prozess ist für gewöhnlich automatisiert und wird zur Produktion großer Mengen eingesetzt.
Die meisten Formen für die Herstellung von GFK werden aus Wachs, Schaumstoff, Holz, Kunststoff oder Metall durch CNC-Bearbeitung oder Handarbeit hergestellt. Sowohl manuelle als auch CNC-Arbeitsabläufe erfordern qualifizierte Arbeitskräfte und bieten wenig Flexibilität bei Designiterationen und Formanpassungen. 3D-Druck bietet eine Lösung für die schnelle Herstellung von Formen und Mustern zu geringen Kosten. Der Ersatz von Metallwerkzeugen durch intern gedruckte Kunststoffteile verkürzt die Produktionszeit und erhöht die Designflexibilität.
Von Formlabs empfohlene Materialien
Die 3D-Drucktechnologie erzeugt Teile mit einer sehr glatten Oberflächenbeschaffenheit, die für eine Laminierform unerlässlich ist. Das ermöglicht komplexe Geometrien mit höchster Präzision. Das Portfolio von Formlabs an Harzen und Pulvern umfasst technische Materialien mit mechanischen und thermischen Eigenschaften, die sich gut für die Herstellung von Formen und Mustern eignen.
| Material | Prozess | Details |
|---|---|---|
| High Temp Resin | Prepreg | Wärmeformbeständigkeitstemperatur (HDT) von 238 °C bei 0,45 MPa. Hält der Hitze und dem Druck eines Autoklaven stand. Zeigt eine gute Steifigkeit, um die Form während des Betriebs zu halten, und ein hohes Maß an Details. |
| Tough 1500 Resin | Nasslaminieren | Zugmodul von 1,5 GPa und Bruchdehnung von 51 %. Stark und stützend während des Laminierens, aber ausreichend flexibel, um das Teil nach dem Aushärten von der Form zu trennen. |
| Tough 2000 Resin | Nasslaminieren | Stabiler als Tough 1500 Resin, gute Option für größere Teile. |
| Rigid 10K Resin | Nasslaminieren Prepreg | Wärmeformbeständigkeitstemperatur (HDT) von 218 °C bei 0,45 MPa und ein Zugmodul von 10.000 MPa. Starkes, extrem steifes und thermisch stabiles Formmaterial, das seine Form unter Druck und Temperatur beibehält. |
| Nylon 12 Powder (SLS) | Nasslaminierung | Schlagfest, hohe Detailgenauigkeit und große Maßgenauigkeit. Hohe Steifigkeit und Haltbarkeit. |
Designüberlegungen
Wenn Sie ein Druckteil für die Herstellung von Verbundteilen entwerfen, befolgen Sie die Best Practices von Formlabs für die additive Fertigung sowie die allgemeinen Regeln für die Formgestaltung.
Allgemeine Richtlinien:
- Entwerfen Sie Teile mit 2–3° Entwurfswinkel
- Runden Sie die Kanten ab
- Setzen Sie einen Mindestradius, der für Ihre Materialstärke geeignet ist, um die Fasern an den Ecken auszurichten, Lufteinschlüsse zu vermeiden und wiederholbar hochwertige Teile zu erstellen
- Fügen Sie Passstifte und Vertiefungen für Formen ein, die eine präzise Ausrichtung erfordern
- Fügen Sie einen Oberflächenüberstand ein
- Fügen Sie Trennlinien hinzu
Drucküberlegungen
Befolgen Sie die Best Practices von Formlabs zur Ausrichtung von Modellen und vermeiden Sie das Drucken von Stützstrukturen auf Formflächen. Sofern die Geometrie dies zulässt, drucken Sie die Form mit der flachen Seite direkt auf der Konstruktionsplattform, um den Verzug zu reduzieren. Durch den Verzicht auf Stützstrukturen sparen Sie so außerdem Druckzeit, Arbeitszeit und Harz. Wählen Sie die Grundfläche so aus, dass Überhänge minimiert werden.
- Drucken Sie mit der kleinstmöglichen Schichthöhe, um die Auflösung und den Entformungsschritt zu optimieren.
- Vermeiden Sie Stützstrukturen auf den Formflächen, um die beste Oberflächenbeschaffenheit zu gewährleisten.
Überlegungen zur Nachbearbeitung
Befolgen Sie die bewährten Praktiken von Formlabs für das Waschen und Nachhärten von Drucken. Spezifische Anweisungen zum Waschen und Aushärten finden Sie in den einzelnen Materialartikeln.
Allgemeine Richtlinien:
- Schleifen und polieren Sie die Formoberflächen, um die Reibung zu verringern und die Entformung zu erleichtern.
- Verwenden Sie ein mit der Verbundmatrix kompatibles Trennmittel, um den Entformungsprozess zu ermöglichen.
Richtlinien für das Nasslaminieren:
- Befolgen Sie die Anweisungen des Harzherstellers genau und lesen Sie vor der Verwendung das Sicherheitsdatenblatt.
- Warten Sie nach dem Rühren oder Mischen zwei Minuten, damit etwaige Luft aus dem Harz entweichen kann und nicht miteingeschlossen wird. Gleiches sollten Sie auch nach dem Auftragen der ersten Harzschicht tun. Falls doch kleine Luftblasen zurückbleiben, kann dies während der Nachbearbeitung beim Polieren und Versiegeln ausgebessert werden.
- Lassen Sie alles 48 Stunden lang bei Raumtemperatur in Vakuumfolie aushärten.
- Schleifen Sie alle Kanten ab, um die Arbeit zu beenden.
Weitere Informationen zum Nasslaminierverfahren finden Sie im Whitepaper Herstellung von Carbonfaserteilen mit 3D-gedruckten Formen.
Prepreg-Richtlinien:
- Bedecken Sie die Form mit Kapton-Band, um die Oberfläche bei jedem Formvorgang zu erneuern.
- Befolgen Sie die Anweisungen des Autoklavenherstellers genau und lesen Sie vor der Verwendung das Sicherheitsdatenblatt.
- Platzieren Sie die Formen in einen Vakuumbeutel, bevor Sie sie im Autoklaven aushärten.
- Formen, die mit High Temp Resin gedruckt wurden, können eine langsame Aushärtung bei 38 °C für 10 Stunden oder alternativ eine schnelle Aushärtung bei 126 °C für 1 Stunde ohne Beschädigung überstehen.
- Schneiden Sie die Kanten ab, um die Arbeit zu beenden.
Weitere Informationen zum Prepreg-Verfahren finden Sie im Whitepaper Herstellung von Carbonfaserteilen mit 3D-gedruckten Formen.
Empfehlungen und Einschränkungen für die Endverwendung
Die Fertigung faserverstärkter Polymere ist ein aufregender, aber auch schwieriger und arbeitsaufwändiger Prozess. Mit 3D-gedruckten Formen und Modellen verringern Unternehmen die Komplexität dieses Arbeitsablaufs, gewinnen mehr Flexibilität und Gestaltungsfreiheit und reduzieren die Kosten sowie die Durchlaufzeit. Es wird besonders empfohlen für:
- Kleinserienproduktion von Teilen mit komplexen Geometrien und hoher Präzision.
- Kostengünstige Formproduktion für die Verbundteilfertigung, die schneller ist als herkömmliche CNC-Verfahren.
- Schnelle Design-Iterationen und Teileanpassungen.
Einige Einschränkungen sind:
- Nicht alle SLA-gedruckten Teile sind mit der Verwendung in Autoklaven kompatibel. Informieren Sie sich vor der Verwendung über die Materialeigenschaften der einzelnen Harze.
- Wiederholter Lösungsmittelkontakt kann SLA-Druckteile beeinträchtigen.
- Formen halten in der Regel 10–15 Anwendungen, bevor Verschleißerscheinungen auftreten; nicht für die Massenproduktion empfohlen.
Weitere Ressourcen