
Industrieller Feinguss
Industrieller Feinguss
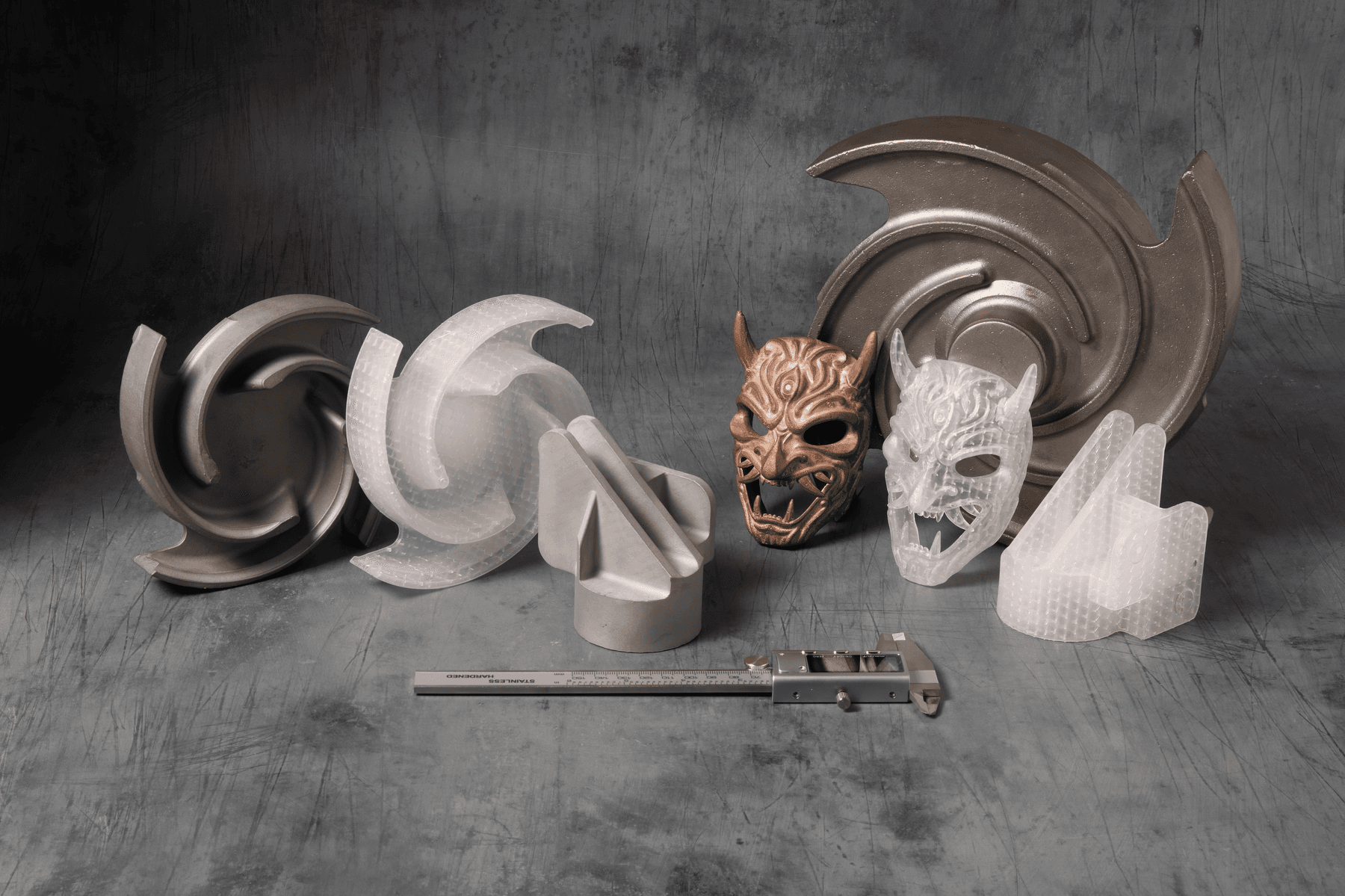
Industrieller Feinguss, auch Wachsausschmelzverfahren genannt, ist ein vielseitiges Gießereiverfahren zur Herstellung von Metallteilen mit komplexen Formen. Dieses Verfahren wird in fast allen Branchen eingesetzt und ist für die Herstellung von hochwertigen Metallteilen mit hoher Integrität unverzichtbar. Das Feingießen ermöglicht die Herstellung von Geometrien, die auf keine andere Weise gefertigt werden können, und mit einer hohen Oberflächengüte.
Das Feingießen umfasst in der Regel drei Hauptschritte:
- Erstellung eines verlorenen Musters, oft durch Wachsspritzguss mit Metallwerkzeugen.
- Herstellung einer nicht dauerhaften Keramikform aus diesem Muster.
- Gießen oder Einfüllen von flüssigem Metall in die Keramikform.
Das Feingießen kann teuer sein, insbesondere bei der Produktion kleiner Stückzahlen. Das 3D-Drucken des Opfermodells hat sich als kostengünstige und zeiteffiziente Alternative zur Herstellung von Wachsformen erwiesen und ermöglicht schnellere Durchlaufzeiten und wettbewerbsfähige Preise. Mit SLA-3D-Druck können Modelle innerhalb eines Tages erstellt werden, da der Werkzeugbau entfällt. Dank des geringen Bedarfs an Ausrüstung ermöglicht er Einsparungen von CNC-Kapazitäten und erlaubt es qualifizierten Arbeitskräften, sich anderen anspruchsvollen Aufgaben zu widmen.
Von Formlabs empfohlene Materialien
Formlabs empfiehlt dringend die Verwendung von Clear Cast Resin für industrielle Feingussverfahren. Clear Cast Resin ist ein antimonfreies Material mit geringem Aschegehalt (<0,02 %) und hat sich in der Lage gezeigt, die Anforderungen an Maßgenauigkeit, Oberflächenqualität und Kosten pro Teil für eine Vielzahl von Anwendungen zu erfüllen.
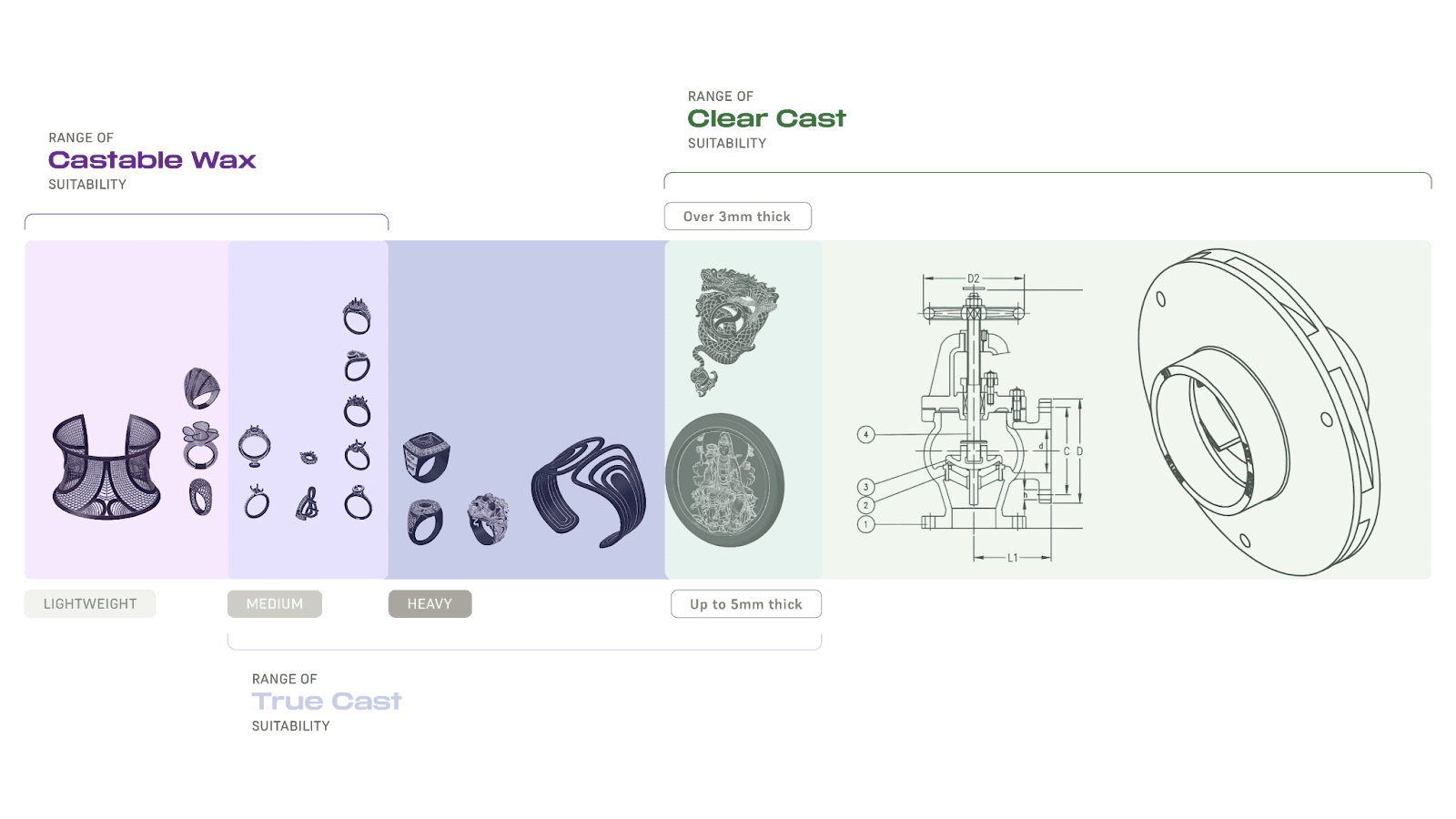
Berücksichtigen Sie bei der Auswahl eines Gießharzes die Gießeigenschaften des jeweiligen Materials. Für kleinere Teile oder Drahtfiligran verwenden Sie Castable Wax Resin. Für mittelschweren bis schweren Schmuck oder kleine technische Komponenten verwenden Sie True Cast Resin. Für größere Feingussformen verwenden Sie Clear Cast Resin.
Designüberlegungen
Die „verlorenen“ Modelle für den industriellen Feinguss müssen stark genug sein, um dem Druck beim Eintauchen in den keramischen Schlicker standzuhalten, und gleichzeitig dünn genug, um sauber auszubrennen. Dünne Wände verhindern Risse, die durch thermische Ausdehnung beim Ausbrennen entstehen. Es gibt Softwarelösungen, die das Teil aushöhlen und durch ein inneres Gittergerüst verstärken. Das Gitter stützt die Außenwand des Teils, verhindert Verformungen und ermöglicht das Drucken mit dünnen Wänden. Der Gusskanal kann auch als Teil des Modells in 3D gedruckt werden. Für die Herstellung hochwertiger Gussteile ist ein Gitter erforderlich. Daher wird empfohlen, einen Wert von 3 mm über den Großteil des Stücks nicht zu unterschreiten.
Nachdem Sie das Teil mit Ihrer CAD-Software konstruiert haben, importieren Sie die CAD-Datei in das Gittermodul und legen die Einstellungen für die äußere Schale, die Gitterstruktur und die Ablauflöcher fest. Dünnere Wände verbessern den Gusserfolg, erhöhen aber das Risiko von Fehldrucken und können die Teile schwächen.
Empfehlungen für die Druckeigenschaften
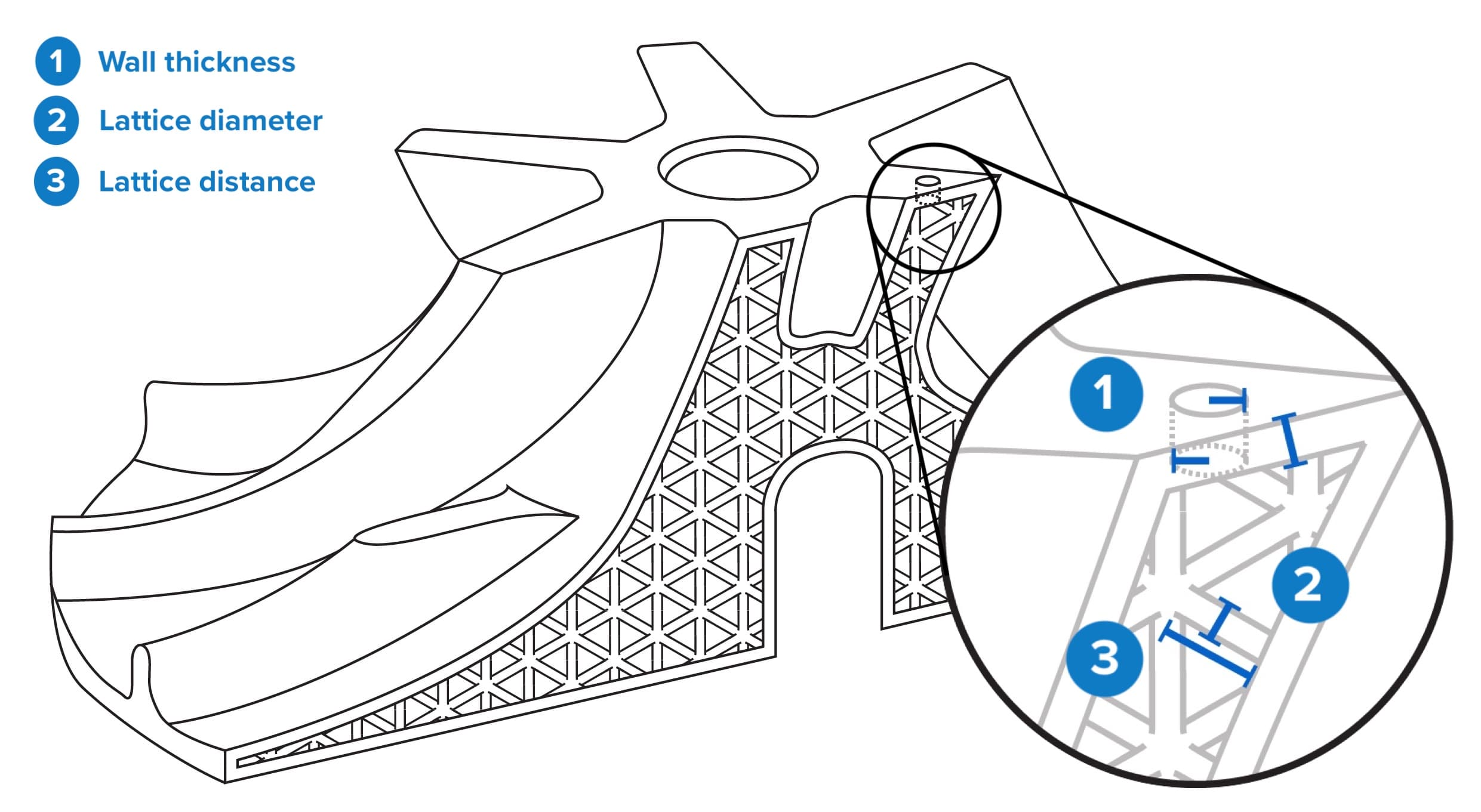
| Wandstärke | Gitterdurchmesser | Gitterabstand | |
|---|---|---|---|
| Sehr konservativ | 1 mm | 1 mm | 3 mm |
| Konservativ | 1 mm | 0,5 mm | 3 mm |
| Allgemein | 0,75 mm | 0,75 mm | 3 mm |
| Empfohlen | 0,5 mm | 1 mm | 3 mm |
| Detailgröße | 0,5 mm (Standard) | ||
| Lochgröße | 2 mm (Minimum, bei Bedarf erhöhen) | ||
Weitere Informationen finden Sie im Whitepaper Industrieller Feinguss mit 3D-gedruckten Mustern unter Verwendung von Formlabs Clear Cast Resin.
Ablauflöcher
Ablauflöcher verringern das Risiko von Druckfehlern, die durch Saugglockenbildung verursacht werden, und ermöglichen das Ablaufen von flüssigem Harz aus dem Teil.
- Beachten Sie bei der Konstruktion der Ablauflöcher die geplante Ausrichtung des Teils.
- Bringen Sie Löcher in der Nähe der äußersten Enden der Teile oder entlang der Kanten an, damit IPA und flüssiges Kunstharz vollständig ablaufen können.
- Platzieren Sie die Löcher oben und unten in der geplanten Modellausrichtung.
- Platzieren Sie Löcher auf Flächen, die bearbeitet oder geschnitten werden, um die Nachbearbeitung zu vereinfachen.
- Erstellen Sie gerade Löcher (r1 = r2) oder nur leicht abgeschrägte Löcher (r1 > r2).
- Bringen Sie Löcher an der Stelle an, an der der Gusskanal befestigt werden soll, um einen guten Luftstrom während des Ausbrennens zu gewährleisten.
Teile mit Gitterstrukturen können zu großen Dateigrößen führen, die die Druckvorbereitung und die Erstellung der Stützstrukturen verlangsamen. Konvertieren Sie Ihre exportierten Dateien in 3MF, um die Dateigröße zu reduzieren.
Drucküberlegungen
Befolgen Sie die Best Practices von Formlabs zur Ausrichtung von Teilen. Richten Sie das Modell in einem Winkel von 30–45 Grad zur Konstruktionsplattform aus.
- Fügen Sie ein vollständiges Raft hinzu, mit einer Stützstrukturendichte von 0,75 und Berührungspunkten von 0,30 mm oder kleiner. Vermeiden Sie die Platzierung von Stützberührungspunkten auf kritischen Oberflächen.
- Formlabs empfiehlt, interne Stützen bei vergitterten Teilen auszuschalten, da sie die Gitterstruktur beeinträchtigen können.
- Aufgrund ihrer Geometrie lösen Gussmodelle häufig PreForm-Warnungen aus, weil sie unzureichend gestützt sind oder Saugglocken haben. Unterstützen Sie Minima auf der Haut des Teils, um diese Warnungen so weit wie möglich zu minimieren.
- Möglicherweise möchten Sie Stützstrukturen für ein Modell ohne Gitter erzeugen und die Stützstrukturen der gitterförmigen Version davon anpassen.
Drucken Sie mit einer Schichthöhe von 100 µm.
Überlegungen zur Nachbearbeitung
Befolgen Sie die bewährten Praktiken von Formlabs für das Waschen und Nachhärten von Drucken. Spezifische Anweisungen zum Waschen und Aushärten finden Sie in den einzelnen Materialartikeln.
Nach einer ersten Wäsche trocknen Sie die Teile und reinigen die Gitterstruktur mit Druckluft. Waschen Sie das Teil erneut und säubern Sie es gründlich mit Druckluft, wobei Sie darauf achten, so viel IPA und Kunstharz wie möglich aus dem Inneren zu entfernen. Wenn IPA und Kunstharz in das Teil eindringen, kann das Gehäuse weich werden, sodass es sich nicht zum Gießen eignet. Es ist unerlässlich, den gesamten eingeschlossenen IPA zu entfernen, da Flüssigkeitsreste beim Ausbrennen Dämpfe verursachen und zu Rissen in der Keramikhülle führen können.
Clear Cast Resin muss nachgehärtet werden, um seine optimalen mechanischen Eigenschaften zu erreichen. Befolgen Sie die Best Practices von Formlabs bei der Entscheidung, ob Sie die Stützstrukturen vor oder nach dem Nachhärten entfernen.
Im Supportartikel für Ihr Gerät finden Sie Empfehlungen zum Nachhärten.
Vorbereitung des Musters
Es gibt drei Hauptmethoden zum Abdichten von Ablauflöchern:
- Wachs: Dies ist in der Regel die einfachste Methode, aber manchmal anfällig für Nadelstichfehler. Es kann auch einfach durch das Anbringen von Ablauflöchern an Entlüftungen oder Angüssen, die ohnehin erforderlich sind, erfolgen.
- Kunstharz: Formlabs empfiehlt, eine kleine Menge Kunstharz über das Loch zu geben und es mit einem UV-Stift auszuhärten. Auf diese Weise entstehen in der Regel solide Abdeckungen, die funktional mit dem Rest des Teils identisch sind.
- Teilekonstruktion: Sie können die Lochflicken als eigene Teile generieren, drucken und dann an den Teilen anbringen, obwohl dies für Teile ohne extrem große Löcher in der Regel nicht notwendig ist.

Flicken eines Ablaufs mit Clear Cast Resin und Aushärten mit einem UV-Stift.
Prüfen Sie die Passung der Löcher, indem Sie Druckluft in das letzte Loch pressen und auf Undichtigkeiten achten.
Befolgen Sie die üblichen Verfahren für den Zusammenbau des Modells, die Erstellung des Gehäuses und das Ausbrennen. Zum Ausbrennen empfiehlt Formlabs einen Flash-Fire-Ofen mit einer Temperatur von 700 bis 900 °C für zwei Stunden. Verwenden Sie zum Entwachsen der Teile keinen Autoklav, da dies zu einer Ausdehnung, Verziehen und Verbeulen der Teile führen kann, und oft Risse in der Schale entstehen. Prüfen Sie nach dem Ausbrennen, ob die Schale Risse oder Grate aufweist, und blasen Sie etwaige Ascherückstände aus der Form.

Befolgen Sie Ihr übliches Verfahren zum Gießen und Fertigstellen.
Ausführliche Anweisungen zum Arbeitsablauf finden Sie im Whitepaper Industrieller Feinguss mit 3D-gedruckten Mustern unter Verwendung von Formlabs Clear Cast Resin.
Empfehlungen und Einschränkungen für die Endverwendung
Der 3D-Druck von Feingussmodellen hat sich als kostengünstige und zeitsparende Alternative zu Wachsmodellen erwiesen, die kürzere Durchlaufzeiten und wettbewerbsfähige Preise ermöglicht. Mit Formlabs Clear Cast Resin 3D-gedruckte Muster können Feinguss-Teile mit einer Qualität erzeugen, die mit traditionellen Wachsmodellen vergleichbar ist. Es wird besonders empfohlen für:
- Modelle mit komplexen Metallgeometrien mit Hinterschneidungen, gewundenen Kanälen und dünnen Wänden
- Kleinserien- oder Schnellproduktionen
Einige Einschränkungen sind:
- 3D-gedruckte Modelle können spröder sein als Wachsmodelle und sollten mit Vorsicht behandelt werden.
- Erfordert einen Schnellbrandofen, der 700–900 °C erreicht.
- Verwenden Sie zum Entwachsen der Teile keinen Autoklav, da dies zu einer Ausdehnung, Verziehen und Verbeulen der Teile führen kann, und oft Risse in der Schale entstehen.
Weitere Ressourcen