
Blechumformung
Blechumformung
Die Blechumformung ist heutzutage das kostengünstigste Umformverfahren, um Teile in großer Stückzahl zu fertigen. Es kann in Fabriken hochautomatisiert oder in Metallwerkstätten für Kleinteileserien manuell betrieben werden. Es handelt sich um ein vielseitiges, konsistentes und hochwertiges Verfahren zur Herstellung präziser Metallteile mit geringem Materialverlust.
Die Blechumformung ist ein geräteintensiver Prozess und erfordert von den Teilen abhängige Maschinen und Spezialwerkzeuge. Das Werkzeug, auch Form oder Matrize genannt, ist der Teil der Umformmaschine, der das Blech biegt. In der Regel stellen Hersteller ihre Formwerkzeuge aus Metall durch CNC-Bearbeitung im eigenen Haus oder durch Auslagerung an Dienstleister her.
Obwohl große Teile mit schwerem Werkzeug verbunden sind, produzieren die meisten Metallwerkstätten auch alle Arten von kleinen Elementen, die geringere Biegekraft erfordern. Der Ersatz dieser Metallwerkzeuge durch 3D-gedruckte Kunststoffteile, die intern für Prototypen und Kleinserien gefertigt werden, kann die Entwicklungszeiten verkürzen und die Produktionskosten senken. Der hausinterne Druck ermöglicht es Ingenieuren, schnell Prototypen von Metallteilen zu erstellen und Werkzeugdesigns mit komplexen Geometrien zu iterieren, während die Abhängigkeit von externen Anbietern verringert wird.
Beim Umformen von Metallen werden Kräfte aufgebracht, um das Material plastisch so zu verformen, dass es die gewünschte Form einnimmt, wodurch eine sehr feste und komplexe Struktur mit minimalem Materialverbrauch ermöglicht wird. Zu den Umformverfahren für Blech gehören Biegen, Drücken, Tief- und Streckziehen, was mit Form- oder Stanzwerkzeugen durchgeführt wird.
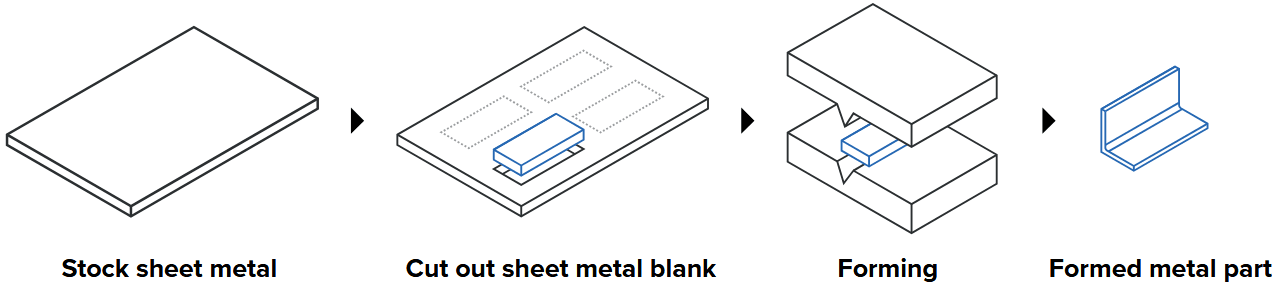
Das Blechumformverfahren ist unkompliziert:
- Ein Blech wird aus einem Metallvorrat ausgeschnitten, um einzelne Rohlinge zu erstellen.
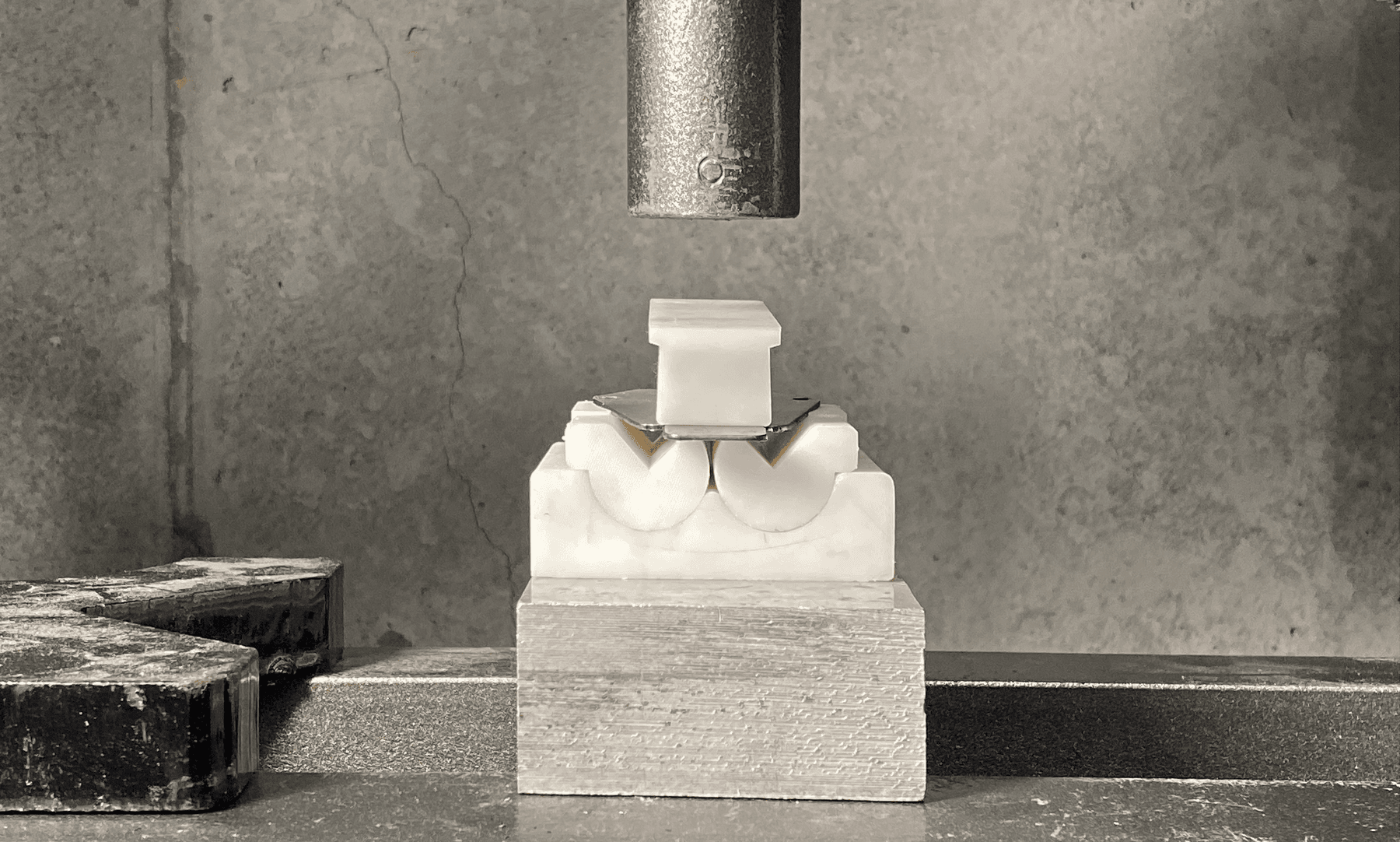
- Der Blechzuschnitt wird zwischen zwei Formwerkzeuge in das Gerät gelegt.
- Unter der hohen Krafteinwirkung im Gerät drückt das Oberwerkzeug das Blech in das Unterwerkzeug und biegt es so in die gewünschte Form.
Von Formlabs empfohlene Materialien
Formlabs bietet eine breite Palette technischer Harze und Pulver mit unterschiedlichen Materialeigenschaften, die zur Optimierung des Prozesses für verschiedene Anwendungen eingesetzt werden können.
- Rigid 10K Resin hat eine hohe Zugfestigkeit (88 MPa) und einen hohen Zugmodul (11 GPa), was eine gute Steifigkeit gewährleistet, die den Werkzeugen hilft, hohen Belastungen ohne Verformung standzuhalten.
- Tough 2000 Resin und Tough 1500 Resin sind geeignete Optionen, wenn geringere Kräfte und dynamische Belastungen auftreten. Diese Harze absorbieren die Aufprallenergie, ohne zu brechen, und sollten Verschleiß, Hämmern und Prägebehandlungen standhalten.
- Nylon 12 Powder hat eine hohe Zugfestigkeit (50 MPa) und eignet sich am besten für komplexe Baugruppen und langlebige Teile.
- Draft Resin eignet sich für die schnelle Validierung der Stumpfgeometrie. Formlabs empfiehlt dieses Harz nicht für die Herstellung von Blechumformteilen.
Designüberlegungen
Die Geometrie des Werkzeugs ist ausschlaggebend für den Erfolg des Umformprozesses. Beim Betrachten der CAD-Datei des endgültigen Teils ist zunächst zu bestimmen, wie es gebogen und geformt werden soll. Formlabs empfiehlt, jedes Merkmal in einen eigenen Formschritt des Verfahrens zu unterteilen.
Allgemeine Richtlinien:
- Das Biegen von Flanschen in der Nähe eines Lochs kann zu Verformungen führen. Stellen Sie sicher, dass das obere Werkzeug die gesamte Oberfläche des oberen Teils drückt.
- Berücksichtigen Sie die Elastizität von Metall beim Biegen vertikaler Wände. Biegen Sie die Bleche über 90° hinaus, um vertikale Wände zu schaffen.
- Verwenden Sie Rampen, um Flansche über 90° zu biegen.
- Lassen Sie einen Abstand zwischen den beiden Stümpfen, sonst kann das Teil brechen. Einige CAD-Softwaretools verfügen über eine Funktion namens „Adaptivität“, die Toleranzen automatisch integriert.
Weitere Informationen zu Konstruktionsüberlegungen finden Sie im Whitepaper Rapid Tooling für die Blechumformung mit 3D-gedruckten Matrizen.
Drucküberlegungen
Befolgen Sie die Best Practices von Formlabs zur Modellausrichtung und vermeiden Sie das Drucken von Stützstrukturen auf Formflächen. Wenn die Geometrie es zulässt, drucken Sie das Werkzeug flach auf der Kante direkt auf der Konstruktionsplattform, um Verzug zu reduzieren.
Allgemeine Richtlinien:
- Stellen Sie eine ausreichende Stützung sicher, um ein Verziehen zu verhindern.
- Drucken Sie mit einer Schichthöhe von 50–100 μm.
Überlegungen zur Nachbearbeitung
Befolgen Sie die bewährten Praktiken von Formlabs für das Waschen und Nachhärten von Drucken. Spezifische Anweisungen zum Waschen und Aushärten finden Sie in den einzelnen Materialartikeln.
Tipps für den Erfolg bei der Blechumformung:
- Validieren Sie das Werkzeug mit einem dünneren Material, um die Bruchgefahr zu verringern.
- Schneiden Sie das Blech vor dem Umformen. Bei traditionellen Formgebungsverfahren wird das Material mit der Metallform geschnitten. 3D-gedruckte Teile sind jedoch nicht stark genug, um das Metall auszustanzen. Formlabs empfiehlt zum Schneiden des Blechrohlings eine Tischschere, eine Handschere, Bohren, Wasserstrahlschneiden, Plasmaschneiden oder Laserschneiden.
- Verwenden Sie Schmiermittel, um den Verschleiß der Werkzeuge zu verringern und die zum Pressen erforderlichen Kräfte zu reduzieren.
- Kunststoffwerkzeuge hinterlassen keine Spuren auf dem Blech im Umformprozess, sodass kein Polieren erforderlich ist.
Empfehlungen und Einschränkungen für die Endverwendung
Der 3D-Druck von Blechwerkzeugen im eigenen Haus bietet Designern und Ingenieuren Flexibilität, indem er die Vorlaufzeit von Wochen auf einen Tag reduziert. Bei der Großserienproduktion ermöglicht die Prototypenfertigung des Werkzeugs aus Kunststoff den Anwendern, das Design zu überprüfen, bevor sie sich für ein teures Metallwerkzeug entscheiden. Bei der Kleinserienproduktion sparen gedruckte Matrizen im Vergleich zur Auslagerung der Teile Hunderte von Dollar. Es wird besonders empfohlen für:
- Prototyping von Blechteilen wie Halterungen, Schutzvorrichtungen und Flanschen.
- Kleinserienproduktion von einfachen oder mittelkomplexen Geometrien.
- Testen und Validieren vor der Investition in Metallformen.
Einige Einschränkungen sind:
- Nicht geeignet für große Platten oder Tiefziehteile, die extrem hohe Presskräfte erfordern.
- Gedruckte Stümpfe können bei übermäßigem Druck reißen. Formlabs empfiehlt, die Matrize zunächst mit dünnerem Blech zu validieren.
- Druckteile haben eine begrenzte Scherfestigkeit und können keine Stanzformen schneiden oder stanzen.
Weitere Ressourcen