Avis :
Pour éviter d’endommager votre équipement, consultez le tableau de compatibilité des bacs à résine dans la section Choisir le bon matériau afin de vous assurer que vous utilisez un bac à résine compatible avec ce matériau.

Avis :
Pour éviter d’endommager votre équipement, consultez le tableau de compatibilité des bacs à résine dans la section Choisir le bon matériau afin de vous assurer que vous utilisez un bac à résine compatible avec ce matériau.

Tough 2000 Resin simule à la fois le toucher et les propriétés mécaniques importantes du plastique Acrylonitrile Butadiène Styrène (ABS). L'ABS est un thermoplastique très commun, offrant un bon équilibre entre résistance et flexibilité. Tough 2000 Resin permet de créer des prototypes techniques robustes et a été développée pour résister à des contraintes et des déformations élevées. Pour un traitement ultérieur, Tough 2000 Resin peut également être usinée une fois imprimée.
Tough 2000 Resin présente également une température de fléchissement sous charge (HDT) plus élevée que les autres matériaux de la famille Tough Resin et Durable Resin, tels que Tough 1500 Resin et Durable Resin.
Tough 2000 Resin s’imprime à 50 microns et 100 microns.
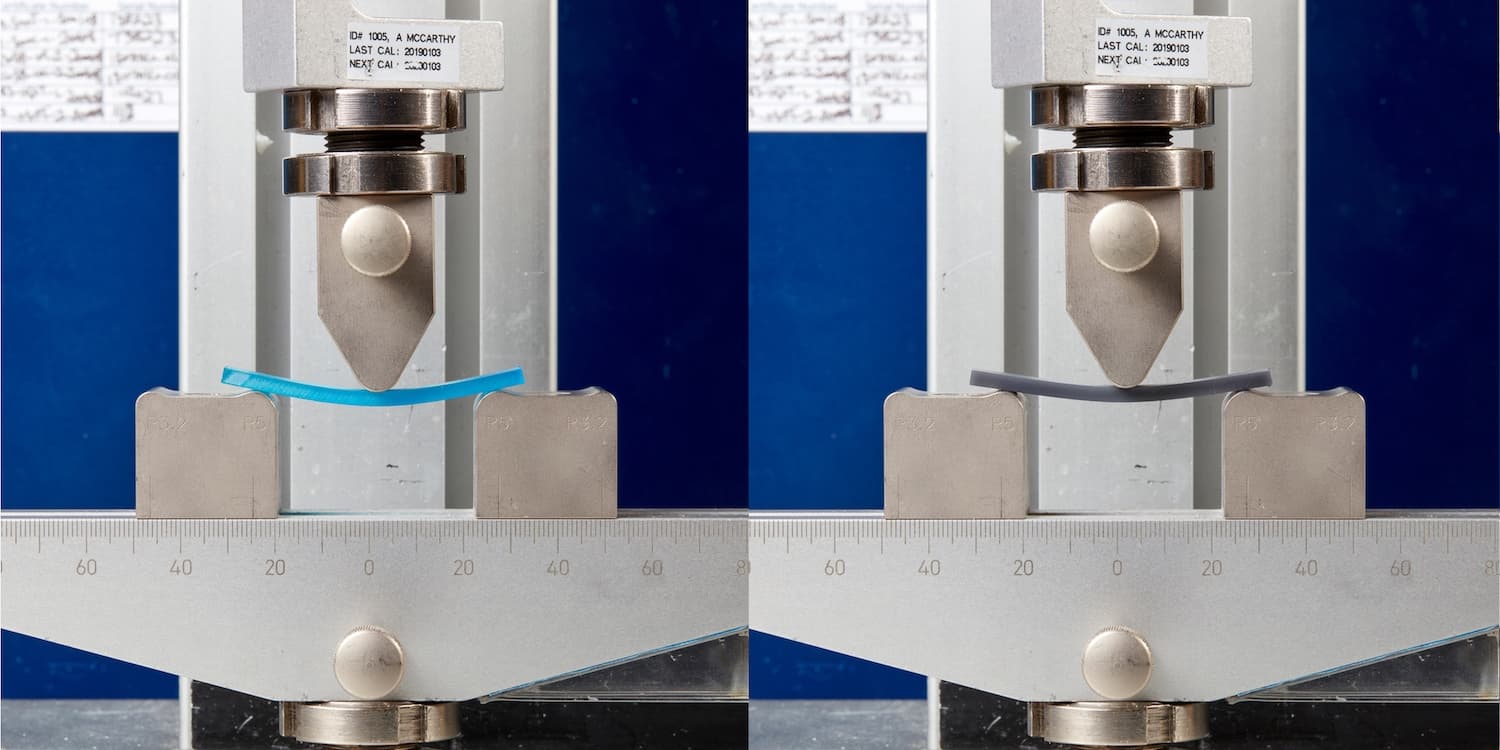
résistance à la rupture fait référence à la capacité d’un matériau à absorber l’énergie avant de se fracturer. Lorsqu’un matériau résistant cède, il se déforme au lieu de se briser. En d'autres termes, un matériau dur a plus de « souplesse » qu'un matériau cassant.
La ténacité est également définie comme la zone située sous une courbe contrainte-déformation. Les matériaux résistants présentent généralement un bon équilibre entre la « résistance » (la quantité de contrainte qu’un matériau peut supporter) et la « ductilité » (l’allongement ou la contrainte en pourcentage). C’est pourquoi la zone située sous la courbe contrainte-déformation d’un matériau tenace est beaucoup plus grande que celle d’un matériau très résistant et rigide avec un faible allongement. Tough 2000 Resin est moins rigide et résiste à un allongement plus important que les résines standard, ce qui signifie qu’elle peut absorber plus d’énergie avant de se rompre.
Recommandée pour :
Non recommandée pour :
Remarque :
Pour en savoir plus sur les performances ou les propriétés spécifiques de Tough 2000 Resin, consultez la Fiche de données de sécurité (FDS) et la Fiche technique. Consultez toujours la FDS comme source principale d’information pour savoir comment manipuler les matériaux Formlabs correctement et en toute sécurité.
Comparaison avec d’autres matériaux
| Durable Resin V2, post-cured (60 °C) | Tough 1500 Resin, post-cured (70 °C) | Tough 2000 Resin, post-cured (80 °C) | |
|---|---|---|---|
| Ultimate Tensile Strength (MPa) | 31.8 | 33 | 46 |
| Tensile Modulus (GPa) | 1.26 | 1.50 | 2.20 |
| Elongation at Break (%) | 49.0 | 51.0 | 48.0 |
| Flexural Modulus (GPa) | 0.82 | 1.40 | 1.90 |
| Izod Impact Strength (J/m) | 109 | 67 | 40 |
| HDT @ 1.8 MPa (°C) | -- | 45 | 53 |
| HDT @ 0.45 MPa (°C) | 43.3 | 52.0 | 63 |
Pour en savoir plus sur les propriétés de performance de chaque résine Formlabs, consultez la bibliothèque des fiches techniques des propriétés des matériaux.

Impression avec Tough 2000 Resin
Avis :
Pour éviter d’endommager votre équipement, consultez le tableau de compatibilité des bacs à résine dans la section Choisir le bon matériau afin de vous assurer que vous utilisez un bac à résine compatible avec ce matériau.
Installez ou mettez à jour PreForm, puis configurez la prochaine tâche d’impression.
Pour préparer un modèle à l’impression dans PreForm :
Imprimez Tough 2000 Resin avec des supports et évitez d’imprimer directement sur la plateforme de fabrication en raison de la forte probabilité que l’impression soit difficile à retirer de la plateforme de fabrication. Pour les pièces très volumineuses, augmentez la taille des points de contact du support pour éviter les erreurs d'impression.
Les pièces imprimées avec Tough 2000 Resin peuvent être plus difficiles à retirer de la plateforme de fabrication que les pièces imprimées avec des résines standard. Pour faciliter cette opération, chauffez légèrement la plateforme à l'air chaud.
Finition
La Form Wash agite le bain de solvant et sort les pièces du bain après une durée définie. Lavez les pièces conformément à l’article d’assistance Paramétrage des durées de lavage de la Form Wash. Accordez une attention particulière aux informations ayant une incidence sur les propriétés mécaniques ou les exigences en matière de biocompatibilité.
Avis :
Laissez les pièces sécher complètement avant de les post-polymériser. La post-polymérisation de pièces qui ne sont pas complètement sèches peut avoir un effet négatif sur les propriétés mécaniques.
Conditions de post-polymérisation
La Tough 2000 Resin nécessite un traitement de post-polymérisation pour atteindre tout le potentiel de ses propriétés mécaniques.