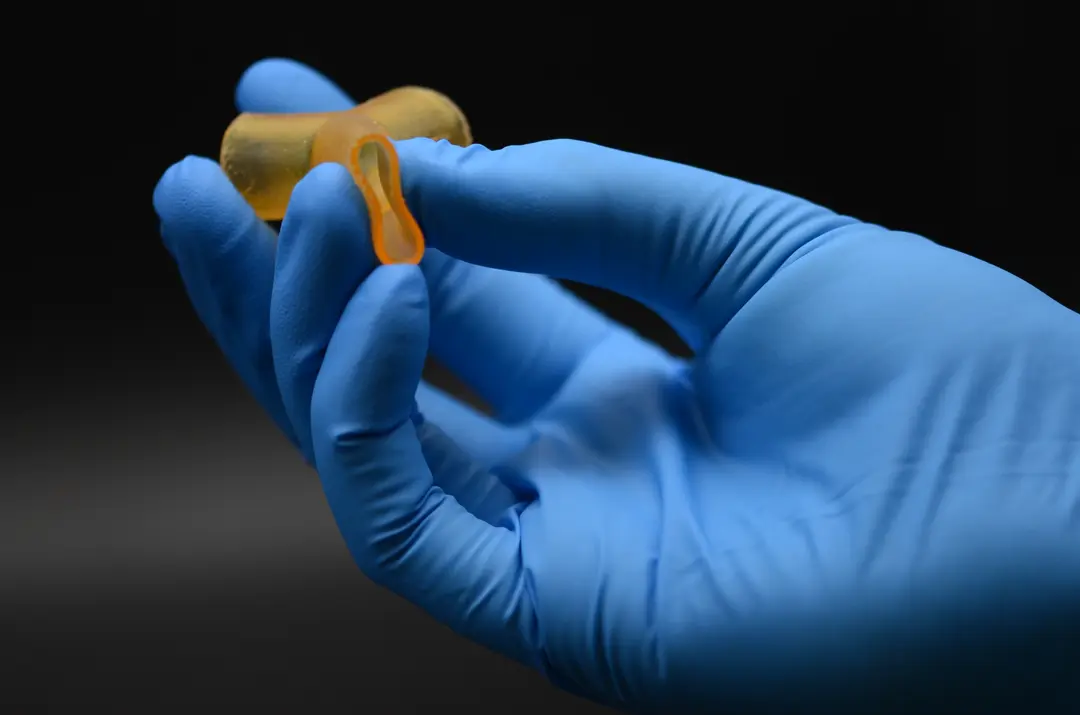
La gomma siliconica è un materiale versatile con proprietà meccaniche che la rendono particolarmente indicata per le applicazioni mediche, tra cui resistenza al calore e biocompatibilità. Il silicone è un materiale fondamentale per il settore sanitario e viene usato in un'ampia gamma di applicazioni, da apparecchi acustici personalizzati a maniglie e impugnature speciali di dispositivi medici, passando per modelli anatomici morbidi e protesi.
In questa guida illustreremo i modi in cui l'ecosistema Formlabs può essere utilizzato per creare vere e proprie parti in silicone per applicazioni nel settore sanitario, tra cui come stampare con la resina Silicone 40A utilizzando le stampanti 3D a stereolitografia (SLA) Formlabs03, e come stampare il silicone utilizzando utensili stampati in 3D a resina (tra cui stampi a iniezione in due parti, overmold e stampi a compressione).

Contatta i nostri esperti
Se hai bisogno di realizzare strumenti chirurgici adatti al paziente o prototipi biocompatibili ad alta fedeltà per un dispositivo medico, siamo qui per aiutarti. Contatta i nostri esperti di stampa 3D per trovare la soluzione giusta per te e per le esigenze della tua azienda.
Produzione di parti in silicone
Le parti morbide e gommose hanno numerose applicazioni nel settore sanitario, dai modelli anatomici morbidi fino alle protesi e ad altri dispositivi indossabili. Al fine di aggiungere al proprio portfolio le parti robuste, flessibili e allungabili in vero silicone, i team di design possono utilizzare due metodi: la stampa diretta con la Silicone 40A Resin e lo stampaggio in silicone mediante attrezzature realizzate in 3D tramite SLA.
Il silicone è un materiale molto comune per la produzione di dispositivi medici morbidi per utilizzo finale. Inoltre, può essere utilizzato per la produzione di stampi morbidi per la colata di materiali rigidi, ovvero la realizzazione di stampi in silicone. Questa guida illustra soltanto la produzione di parti in silicone, che consente di realizzare componenti morbidi e gommosi stampando direttamente con la Silicone 40A Resin o colando il silicone in stampi realizzati in 3D. Maggiori informazioni sulla produzione di parti rigide tramite la realizzazione di stampi in silicone sono disponibili nella nostra guida.
Il presente report include esempi di produzione di parti in silicone attraverso svariati metodi. Tra questi, vi sono:
-
Stampa diretta in silicone: le parti in silicone vengono prodotte direttamente sulle stampanti 3D Form Series con la Silicone 40A Resin. Questo è il metodo migliore per la realizzazione di geometrie complesse impossibili da ottenere tramite stampaggio.
-
Stampaggio a compressione del mastice siliconico: un mastice siliconico a polimerizzazione rapida viene inserito nei due lati di uno stampo realizzato in 3D, tenuti insieme con una morsa da banco. Questo metodo viene utilizzato spesso per realizzare prototipi di guarnizioni e riprodurre fedelmente le attrezzature impiegate nella produzione di massa.
-
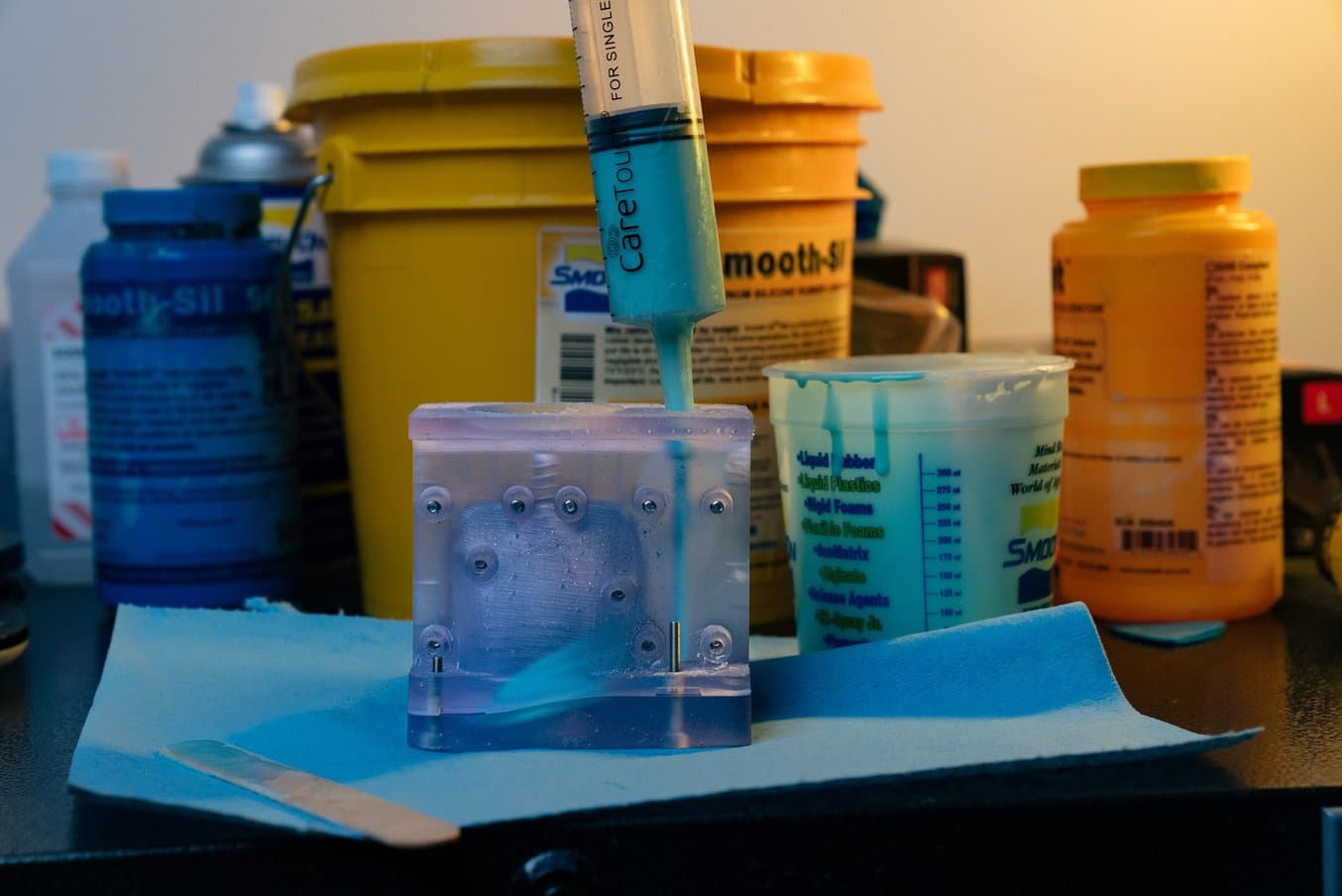
Stampaggio a iniezione per silicone liquido: il metodo più utilizzato per formare un singolo prototipo continuo in silicone utilizzando uno stampo a due o più componenti. In molti casi lo stampo è configurato in modo che la gravità favorisca il processo di riempimento da parte del silicone, che viene iniettato in un canale nella parte superiore dello stampo, la cui cavità si riempie gradualmente dal basso. Infine, il silicone liquido fuoriesce dalle aperture e i canali d'aria presenti nella parte superiore dello stampo.
-
Sovrastampaggio per l'incapsulamento completo o parziale di componenti elettronici nel silicone: i componenti elettronici sono sospesi in uno stampo a due o più componenti. Il silicone liquido viene quindi iniettato nella cavità dello stampo, avvolgendo completamente o parzialmente i componenti elettronici.
-
Stampo a guscio
per beni in silicone personalizzati: lo stampo è una scocca dallo spessore inferiore a 1 mm che avvolge perfettamente la cavità di iniezione del silicone. Dopo la polimerizzazione del silicone, lo stampo a guscio realizzato in 3D viene rotto per estrarre la parte. Dato che si tratta di uno stampo usa e getta, questa tecnica viene utilizzata per creare una sola parte personalizzata. Una guida dettagliata alla produzione di stampi a guscio è fornita qui sui modelli auricolari in silicone.
I passaggi chiave dei metodi di progettazione, stampa e colata sono gli stessi anche nell'ambito di settori e applicazioni diversi. Illustreremo un esempio dettagliato di progettazione di un sovrastampo a iniezione, tenendo conto dei consigli e delle buone pratiche fornite dalla nostra clientela.
Tipi di silicone
I siliconi sono una classe di polimeri che contengono silicio e ossigeno nella catena molecolare. Con la polimerizzazione, passano da uno stato gelatinoso o liquido a uno stato solido altamente flessibile e allungabile. Sono materiali versatili con proprietà ad alte prestazioni, come l'eccellente isolamento elettrico, la resistenza al calore, la stabilità chimica, l'alta resistenza alla lacerazione e la biocompatibilità, che li rendono adatti per i settori più esigenti, come quello sanitario.
Gli elastomeri siliconici dominano il mercato e si suddividono in tre categorie:
-
Le gomme siliconiche liquide (LSR) sono siliconi ad alte prestazioni solitamente impiegati per la produzione di parti tecniche resistenti con tolleranze ridotte, come guarnizioni o connettori elettronici. Vengono lavorate ad alte temperature, spesso mediante stampaggio a iniezione di liquidi, e utilizzate per la produzione di grandi volumi.
-
I siliconi vulcanizzati ad alta temperatura (HTV), detti anche gomme polimerizzate a caldo (HCR), sono molto resistenti alle temperature elevate e durevoli, il che li rende ideali per i cavi o gli isolanti nei dispositivi medici. Solitamente sono polimerizzati con un catalizzatore al platino e modellati mediante estrusione o stampaggio a compressione con vulcanizzazione tramite applicazione di pressione e calore. Scopri come SIOCAST, azienda esperta di silicone, forma stampi in silicone HTV sulla base di modelli master stampati in 3D.
-
I siliconi vulcanizzati a temperatura ambiente (RTV) sono relativamente più facili da lavorare e hanno ottime proprietà meccaniche e termiche per guarnizioni e dispositivi medici, nonché per l'incapsulamento di componenti elettrici e la realizzazione di stampi. Sono tradizionalmente modellati a temperatura ambiente tramite stampaggio a iniezione, stampaggio a compressione o colata per gravità.
In questo report viene illustrato l'utilizzo dei siliconi vulcanizzati a temperatura ambiente (RTV) e vengono descritte tecniche implementabili in-house in qualsiasi laboratorio di prototipazione o sviluppo di prodotto. Tra le forme specifiche dei siliconi RTV possiamo citare:
-
Silicone 40A Resin: si tratta di una resina in silicone RTV monocomponente per la produzione di parti in silicone al 100% con eccellenti elasticità, resistenza alle sostanze chimiche e stabilità termica. Le parti vengono stampate direttamente con la Form 3/3B e sottoposte a post-elaborazione usando una miscela di alcool isopropilico e acetato di n-butile, quindi acqua, calore e raggi UV.
-
Silicone liquido RTV: tipicamente, i siliconi liquidi includono uno o due componenti e una piccola quantità di catalizzatore aggiuntivo. Vi sono due categorie generali disponibili sul mercato. I siliconi catalizzati al platino hanno un costo più elevato, ma offrono una maggiore stabilità dimensionale a lungo termine e garantiscono un restringimento molto ridotto una volta che la polimerizzazione è completa. I siliconi catalizzati allo stagno hanno un costo inferiore, ma sono meno stabili nel tempo e tendono ad avere maggiori tassi di restringimento. Il tempo di polimerizzazione può variare da dieci minuti a diverse ore.
-
Polidimetilsilossano (PDMS): un tipo di silicone liquido RTV diverso dal punto di vista chimico e contiene gruppi metilici sulla catena polimerica silicio-ossigeno. Il polimero liquido è spesso utilizzato come lubrificante o additivo viscoso nella produzione di beni di consumo e industriali. In quanto gomma polimerizzata, il PDMS è impiegato in diverse applicazioni nel campo della ricerca. Data l'elevata trasparenza ottica e la capacità di riprodurre finiture superficiali e canali di dimensioni microscopiche, è ideale per la microfluidica e la soft-litografia. Molte formule di PDMS si polimerizzano a temperatura ambiente nell'arco di 48 ore o in meno di un'ora a temperatura elevata.
-
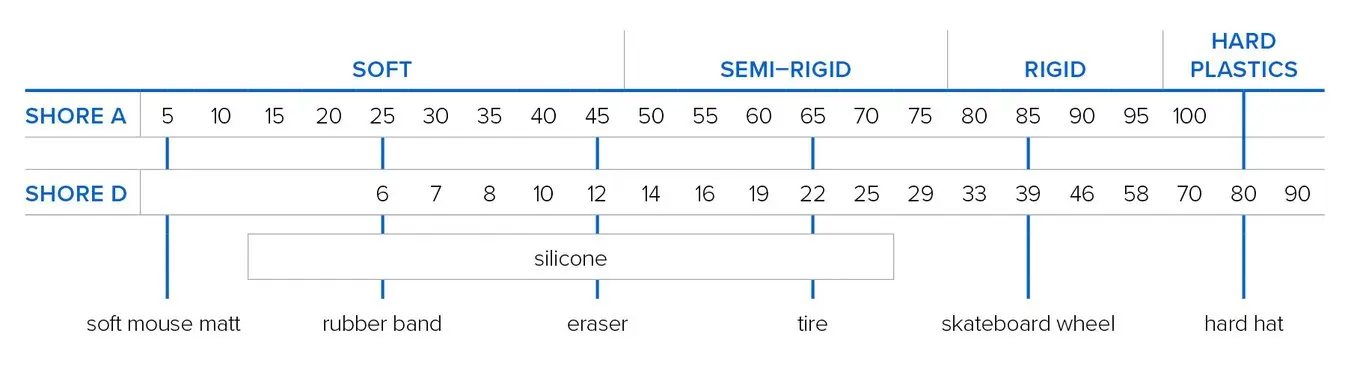
Mastice siliconico: si tratta di un mastice i cui due componenti vengono miscelati insieme a mano in volumi uguali. Il tipo descritto in questo report ha una durezza Shore 40A (si veda la scala di seguito), simile a quella di una gomma per cancellare. Questo tipo di silicone si può acquistare presso fornitori di gioielleria, in quanto viene comunemente utilizzato per la produzione di master in cera per la fusione dei metalli. A ogni modo, il silicone stesso si presta bene a simulare guarnizioni o sigilli realizzati mediante stampaggio a compressione.
Sicurezza per pelle, mucose e alimenti
Alcune applicazioni richiedono più cautela rispetto ad altre, in quanto comportano il contatto con il corpo o con alimenti. Controlla sempre la scheda dati di sicurezza fornita dall'azienda produttrice del silicone per accertarti che il materiale sia sicuro per la tua applicazione. Considera che, in genere, i siliconi liquidi bicomponente valutati come sicuri per la pelle sono catalizzati al platino.
La Silicone 40A Resin è attualmente in fase di valutazione come dispositivo per il contatto con la pelle conforme alla norma ISO 10993-1 per i seguenti endpoint di biocompatibilità: ISO 10993-5:2009, 10993-23-2021:2021, ISO 10993-10:2021.
Scala di durezza
I materiali gommosi, come le gomme siliconiche, possono essere formulati a diversi gradi di durezza, da quelli molto morbidi a quelli estremamente duri, secondo un valore specifico sul durometro Shore. I materiali più morbidi vengono misurati sulla scala Shore A e quelli più duri sulla scala Shore D. La tabella riportata di seguito fornisce un confronto utile con articoli comuni di uso domestico.
Scelta tra stampa e stampaggio
La scelta tra la stampa diretta e lo stampaggio in silicone dipende dai requisiti specifici di ciascuna applicazione e workflow. Riportiamo di seguito alcune caratteristiche da tenere in considerazione per ogni processo:
-
Geometrie complesse: non tutte le geometrie si possono ottenere con lo stampaggio. Per le applicazioni che richiedono geometrie complesse, è preferibile utilizzare la stampa diretta.
-
Colore: Silicone 40A Resin è nera. Per le applicazioni che richiedono parti chiare o colorate, lo stampaggio in silicone può essere un'opzione preferibile.
-
Tempo: il processo di progettazione delle parti per la stampa diretta è meno lungo rispetto a quello dedicato agli stampi. Inoltre, il tempo necessario alla stampa di una singola parte in silicone è sensibilmente minore rispetto a quello necessario alla stampa di uno stampo da riempire in seguito con il silicone. In termini di tempo, è generalmente preferibile usare la stampa diretta.
-
Odore: l'odore della stampa con la Silicone 40A Resin impiega tempo a svanire. È possibile accelerare questo processo polimerizzando la parte stampata in una miscela di acqua e Febreze HD, ma lo stampaggio in silicone è comunque preferibile per le applicazioni in cui l'odore del materiale è di immediato interesse.
-
Biocompatibilità: ogni tipo di silicone ha il proprio livello di biocompatibilità. La Silicone 40A Resin è attualmente sottoposta ai controlli di routine per il contatto con la pelle, ai sensi delle norme ISO 10993-1. Lo stampaggio in silicone potrebbe essere la scelta migliore per applicazioni che richiedono livelli più importanti di biocompatibilità.
-
Esposizione ai raggi UV: le proprietà meccaniche della Silicone 40A Resin si degradano dopo la ripetuta esposizione ai raggi UV. Per le applicazioni in cui le parti sono destinate a rimanere a lungo sotto la luce del sole, è di gran lunga preferibile lo stampaggio in silicone.
Per le applicazioni mediche che richiedono parti gommose per le quali il silicone non è adatto, si possono considerare elastomeri alternativi di Formlabs, come la BioMed Elastic 50A Resin e la BioMed Flex 80A Resin per la stampa SLA o la TPU 90A Powder per la stampa SLS.
| Materiale | Stampante | Carico di rottura a trazione | Sollecitazione ad allungamento del 100% | Allungamento a rottura |
|---|---|---|---|---|
| Silicone 40A Resin di Formlabs | Form 4/B Form 3/B/+ | 7,2 MPa | 4,5 MPa | 135% |
| BioMed Elastic 50A Resin | Form 4/B Form 3/B/+ | 2,3 MPa | 1,3 MPa | 150% |
| BioMed Flex 80A Resin | Form 4/B Form 3/B/+ | 7,2 MPa | 4,5 MPa | 135% |
| TPU 90A Powder | Fuse 1+ 30W | 8,7 MPa (X/Y) 7,2 MPa (Z) | 7,2 MPa (X/Y) 7,0 MPa (Z) | 310% (X/Y) 110% (Z) |
Panoramica sulla stampa con la Silicone 40A Resin
La Silicone 40A Resin utilizza la Pure Silicone Technology™, una tecnologia in attesa di brevetto che consente di produrre in-house parti in silicone al 100% nel giro di poche ore utilizzando l'ecosistema di stampa stereolitografica (SLA) di Formlabs. È ideale per le applicazioni che richiedono flessibilità, robustezza e resistenza a cicli ripetuti di allungamento, flessione o compressione.
| Proprietà del materiale | Silicone 40A Resin |
|---|---|
| Durometro Shore | 40A |
| Allungamento a rottura | 230% |
| Resistenza alla lacerazione | 12 kN/m |
| Resilienza | 34% |
| Intervallo di temperatura | Da -25 °C a 125 °C |
La Silicone 40A Resin si presta a svariate applicazioni, tra cui prototipazione rapida, test beta e fasi di convalida nello sviluppo dei prodotti, nonché produzione a costi accessibili di parti per utilizzo finale personalizzate o in volumi ridotti. Questo materiale è anche adatto alla fabbricazione di dispositivi medici, protesi su misura, componenti del settore dell'audiologia e parti con geometrie complesse difficili da realizzare con i metodi tradizionali.

La stampa 3D in silicone diretta con la Silicone 40A Resin è ideale per un'ampia gamma di applicazioni, dalla prototipazione rapida ai supporti di produzione, alle attrezzature, fino alla produzione di parti personalizzate o in volumi ridotti.
L'introduzione della Silicone 40A Resin permette di affrontare problematiche da sempre associate ai metodi tradizionali di stampa 3D in silicone, tra le quali i costi elevati e le limitazioni tecniche. La stampa immediata con la Silicone 40A Resin consente di risparmiare tempo ed eliminare la necessità di progettare e fabbricare gli stampi per poi versare e colare il silicone. Apre inoltre la strada a nuove possibilità di progettazione, consentendo di creare geometrie complesse difficili da realizzare con i metodi tradizionali. Questa soluzione accessibile permette alle aziende di creare parti per utilizzo finale eccezionali senza scendere a compromessi su prezzo, qualità o rapidità.
Panoramica sulle attrezzature stampate in 3D per lo stampaggio in silicone
Gli stampi tradizionali per la produzione di parti in silicone sono realizzati con la lavorazione meccanica CNC a partire da blocchi di alluminio o acciaio. Tra questi ci sono gli stampi a iniezione da due o più parti per le gomme siliconiche liquide (LSR) o quelli a compressione a cavità singola, utilizzati con uno strato di gomma siliconica polimerizzata a caldo (HCR) che viene polimerizzata sotto pressione e ad alta temperatura. Solitamente questo tipo di stampi metallici viene utilizzato per la produzione di massa, ma quando viene impiegato per la prototipazione, i tempi di realizzazione di diverse settimane e i costi iniziali per le attrezzature, che variano da centinaia a migliaia di euro, limitano la capacità dei team di design di implementare e testare piccole modifiche sul design dello stampo.
La stampa 3D desktop è un'ottima soluzione che consente di produrre questi strumenti in modo rapido e a basso costo. Richiede un'attrezzatura molto limitata, il che consente al personale di concentrarsi su attività ad alto valore. Con la stampa 3D in-house, aziende produttrici e designer di prodotto possono introdurre la creazione rapida di attrezzature nel processo di sviluppo dei prodotti per validare le scelte di design e materiali prima di passare alla produzione di massa. Possono eseguire iterazioni rapide, accelerare lo sviluppo del prodotto e lanciare sul mercato prodotti migliori. Le attrezzature stampate in 3D con le resine SLA Formlabs offrono molti vantaggi ai team di design di prodotto per la prototipazione e la produzione di piccoli lotti o di parti personalizzate. Con le attrezzature stampate in 3D, i siliconi RTV bicomponente vengono iniettati in uno stampo a uno o più parti oppure un mastice siliconico RTV viene pressato tra le sezioni di uno stampo a compressione realizzato in 3D. Le attrezzature stampate in 3D consentono ai team di design di avere a disposizione un'ampia gamma di siliconi polimerizzati con stagno e platino con scale di durezza, colori e gradi di trasparenza diversi, oltre a caratteristiche specifiche come la sicurezza in caso di contatto con la pelle.

Produzione di parti in silicone con strumenti stampati in 3D
Questo report contiene indicazioni dettagliate sulla stampa 3D di attrezzature per la produzione di parti in silicone, buone pratiche e casi di studio su clienti reali.
La tecnologia di stampa 3D stereolitografica (SLA) è un'ottima scelta per la creazione di attrezzature per lo stampaggio in silicone. La parti stampate in stereolitografia sono caratterizzate da una finitura superficiale liscia e da un'elevata precisione. Le gomme siliconiche RTV catturano i dettagli superficiali più minuti, difetti inclusi, per cui la qualità della superficie dello strumento si riflette sulla finitura superficiale della parte finale. Ad esempio, uno stampo realizzato con una stampante a modellazione a deposizione fusa (FDM) lascerebbe impronte visibili delle linee degli strati sulla parte in silicone.
Al contrario, la stampa 3D SLA con la BioMed Clear Resin o la Clear Resin di Formlabs permette di controllare visivamente il processo di iniezione del silicone, consentendo ai team di design di verificare la formazione di bolle e vuoti e individuare le aree in cui è necessario smussare gli angoli o aggiungere ulteriori sfiati. La stampa 3D SLA permette anche di realizzare design complessi; uno stampo realizzato in 3D consente ai team di design di sfruttare sottosquadri o altre geometrie complesse che con la lavorazione meccanica CNC avrebbero costi proibitivi o sarebbero addirittura impossibili da produrre.

PSYONIC incapsula le dita della Ability Hand utilizzando il sovrastampaggio in silicone. Alcuni stampi includono un inserto in Tough 2000 Resin per ancorare la componente strutturale "ossea" incapsulata nello stampo.
La BioMed Clear Resin e la Clear Resin di Formlabs offrono anche prestazioni meccaniche piuttosto versatili. Questi materiali si possono utilizzare sia per realizzare stampi a guscio molto sottili e facili da rompere per produrre parti in silicone personalizzate, sia per stampi a compressione robusti utilizzabili più volte per produrre guarnizioni. Infine, l'utilizzo di un sistema di produzione economico da banco riduce i tempi di realizzazione: il personale addetto al design può stampare la geometria di uno stampo e iniziare a iniettare il silicone il giorno successivo.
Quando viene utilizzata con gli stampi realizzati in 3D, la gomma siliconica RTV è in grado di riprodurre i dettagli superficiali più minuti, tra cui le scritte goffrate. Inoltre, la maggior parte dei siliconi da colata non sono chimicamente adesivi e dopo la polimerizzazione si staccano dalla superficie dello stampo. Si può raggiungere il fissaggio meccanico colandoli su superfici molto porose come tessuti intrecciati. In alcuni casi si può stimolare il fissaggio chimico con leganti speciali.
Il silicone RTV non richiede calore o pressione elevati, quindi può essere facilmente lavorato con attrezzature limitate in un laboratorio di prototipazione, riducendo i costi di avvio necessari per inserire parti morbide nel portfolio di design di un'azienda.
Compatibilità delle resine per la stampa 3D con i siliconi
Ogni volta che un materiale colabile come il silicone entra in contatto con uno stampo realizzato in 3D, dobbiamo tener conto dell'interazione chimica tra i due materiali. Ad esempio, quando si colano siliconi catalizzati con platino in stampi realizzati tramite SLA, emerge un problema: il monomero della resina può inibire il processo di polimerizzazione del silicone, dando come risultato una superficie gommosa non polimerizzata. Tuttavia, è possibile produrre parti in silicone catalizzato con platino di alta qualità assicurandosi che gli stampi realizzati tramite SLA siano perfettamente puliti e polimerizzati e applicando rivestimenti protettivi e agenti distaccanti.
Esistono moltissime combinazioni possibili di silicone, resina, rivestimento protettivo e agente distaccante. Abbiamo chiesto a clienti di diversi settori di descriverci i flussi di lavoro con cui hanno ottenuto i risultati migliori e riportiamo di seguito le loro risposte. Nello sviluppare i passaggi del nostro processo, abbiamo tenuto conto di molte di queste esperienze.
| Settore | Applicazione | Tipo di stampo | Silicone | Resina | Buone pratiche |
|---|---|---|---|---|---|
| Design di prodotto | Prototipi beta Contatto con la pelle | Sovrastampo | Non specificato (catalizzato con platino) | Clear Resin | Agente distaccante: vaselina applicata con un pennello |
| Design di prodotto | Utilizzo finale | Stampo a guscio | Mold Max di Smooth-On (catalizzato con stagno) | Clear Resin | Nessun agente distaccante; stampo usa e getta/monouso |
| Design di prodotto | Prototipi | Stampo a compressione | Quick-Sil di Castaldo (mastice) | Clear Resin | Agente distaccante per uso generico di Smooth-On |
| Design di prodotto | Prototipi contatto con la pelle | Stampo a iniezione | Non specificato (catalizzato con platino) | LT Clear Resin, Clear Resin, Grey Resin | Qualsiasi agente distaccante per uso generico |
| Design di prodotto | Prototipi Contatto con la pelle | Stampo a iniezione, sovrastampo | Dragon Skin 20 di Smooth-On (catalizzato con platino) | Clear Resin | Rivestimento spray acrilico Cyrstal Clear di Krylon + Ease Release 200 |
| Produzione/settore sanitario | Utilizzo finale | Stampo a iniezione, sovrastampo | Dragon Skin 20 di Smooth-On (catalizzato con platino) | Clear Resin | Nessun agente distaccante necessario |
| Produzione/settore sanitario | Utilizzo finale Contatto con le mucose | Stampo a guscio | Non specificato (catalizzato con platino) | BioMed Amber Resin | Nessun agente distaccante; stampo usa e getta/monouso |
| Audiologia/settore sanitario | Utilizzo finale Contatto con la pelle | Stampo a guscio | BioPor AB 40 di Dreve | Clear Resin, Biomed Clear Resin | Nessun agente distaccante; stampo usa e getta/monouso |
| Intrattenimento | Modelli e oggetti di scena Contatto con la pelle | Stampo a iniezione Stampo aperto | FX Pro di Smooth-On (catalizzato con platino) | Black Resin >br>Grey Resin | Agente distaccante non sempre necessario |
| Intrattenimento | Modelli e materiali scenici Riproduzione di parti | Stampo aperto Stampo in silicone | Varietà di siliconi Smooth-On polimerizzati con platino e stagno | Crear Resin Grey Resin | Rivestimento per stampa 3D ad alte prestazioni XTC-3D |
| Intrattenimento | Modelli e materiali scenici Riproduzione di parti | Stampo in silicone | Non specificato (catalizzato con platino) | Cler Resin | Rivestimento a spruzzo Flexible Primer Surfacer di SEM |
| Intrattenimento | Modelli e oggetti di scena Contatto con la pelle | Stampo a iniezione | PlatSil Gel-25 di Polytek (catalizzato con platino) | Rigid 10K Resin | Rivestimento Super Seal di Smooth-On e Easy Release 200 |
| Hobbistica | riproduzione d'arte | Stampo aperto Stampo in silicone | OOMOO 30 di Smooth-On (catalizzato con platino) | Grey Resin | Agente distaccante per uso generico di Smooth-On |
Nonostante la varietà di materiali combinati, la nostra clientela concorda sui seguenti punti:
- Asciugare e polimerizzare completamente le parti. Lo stampo realizzato in 3D deve essere lavato accuratamente in alcool isopropilico pulito, in modo che le superfici non siano appiccicose una volta asciutto. Lo stampo deve essere anche polimerizzato perfettamente per ridurre la quantità di monomero che non ha reagito sulle parti stampate in stereolitografia. Per questo processo, la FormCure è un'ottima opzione. Le parti realizzate con la Clear Resin si coloreranno di giallo, un buon indicatore del fatto che lo stampo è completamente polimerizzato.
- Utilizzare un rivestimento protettivo. Esistono in commercio molti rivestimenti acrilici o epossidici che si applicano come spray in un unico passaggio (ad esempio, Crystal Clear di Krylon) o come materiale in due componenti da applicare con un pennello (ad esempio, XTC-3D di Smooth-On). Entrambi i tipi permettono di ottenere una finitura lucida simile al vetro sulle superfici interne dello stampo, pur usando pochissimo prodotto. Potrebbero essere necessarie più applicazioni. I tempi di asciugatura e polimerizzazione sono indicati sulle istruzioni fornite dal produttore.
- Utilizzare un agente distaccante ogniqualvolta il silicone entra in contatto con un altro materiale. In questo modo si semplifica il passaggio di rimozione della parte e si eliminano i residui di silicone nello stampo, che potrà essere riutilizzato per più colate. In molti casi è sufficiente utilizzare un agente distaccante per uso generico dello stesso marchio del silicone (come il Dry Film E408 di Stoner). Basta una leggera nebulizzazione di agente distaccante. Anche in questo caso, i tempi di asciugatura consigliati sono indicati sulle istruzioni fornite dal produttore.

Introduzione alla Form 4B: produzione più rapida, maggiore precisione e conformità alle normative
Unisciti a Formlabs per dare un'occhiata esclusiva al FORM 4B e scoprire come aumenta la produzione, raggiunge un'accuratezza senza pari e si integra senza problemi (l'equivalenza normativa è spiegata).
Altre buone pratiche
Alcuni siliconi, come il PDMS, sono più suscettibili di altri all'inibizione della polimerizzazione quando entrano in contatto con attrezzature realizzate con la stampa 3D SLA. Di seguito sono elencati ulteriori passaggi per la risoluzione dei problemi forniti dagli utenti Formlabs, che vanno ad aggiungersi alle nostre linee guida generali per i siliconi liquidi RTV.
- Lavare con acetone. Applicare l'acetone con una bottiglia contagocce sullo stampo realizzato in 3D può aiutare a rimuovere il solvente ed eventuali residui dopo la fase di lavaggio standard con alcool isopropilico.
- Sovrapolimerizzare lo stampo. Incrementa il tempo di polimerizzazione per le attrezzature stampate con la Clear Resin da 15-20 minuti a 60-120 minuti a 60° C.
- Attendere 24-48 ore dopo la post-elaborazione. Lascia riposare lo stampo a temperatura ambiente e alla luce naturale prima di applicare rivestimenti e colare il silicone. Durante questa fase è utile esporre le superfici dello stampo all'aria aperta.
- Usare un rivestimento epossidico. Un sigillante epossidico a due componenti può fungere da barriera tra il silicone e lo stampo realizzato in 3D.
- Usare una concentrazione di catalizzatore più alta. Quando si utilizzano stampi a due componenti, consigliamo di aumentare leggermente la quantità di catalizzatore. Se una piccola parte del catalizzatore viene inibita dalla superficie dello stampo, la quantità aggiuntiva può compensare questa reazione ed evitare che la superficie del silicone risulti appiccicosa.

Campioni di resine BioMed
Ogni campione realizzato con una resina BioMed presenta design goffrati e incisi, sezioni di taglio con spessori di 0,5-2,0 mm, nonché informazioni normative specifiche di tale resina.
Selezione del tipo di stampo
Per quanto il risultato di ogni processo di stampaggio possa sembrare simile, ci sono alcuni criteri che consigliamo di seguire per la scelta del tipo di stampo. Tra questi ci sono la geometria della parte finale e la possibilità di inserire nel design sottosquadri e fori, la scala della produzione e i materiali da colare. Nella tabella seguente riportiamo alcune linee guida.
| Tipo di stampo | Geometria delle parti | Materiali | Scala della produzione |
|---|---|---|---|
| Stampo a compressione | Nessun sottosquadro | Mastice siliconico a durezza elevata | Decine di colate |
| Stampo a iniezione | Piccoli sottosquadri | Siliconi liquidi bicomponente | Decine di colate |
| Sovrastampo | Incapsulamento di componenti elettronici interni, piccoli sottosquadri | Siliconi liquidi bicomponente | Decine di colate |
| Stampo a guscio | Possibilità di inserire grandi | Siliconi liquidi bicomponente | Uso singolo |
Stampaggio in silicone passo passo
Il team di Formlabs ha elaborato un processo dettagliato per la creazione di un prototipo di prodotto in silicone, combinando gli aspetti dei flussi di lavoro con cui la nostra clientela ha ottenuto i risultati migliori. Uno dei progetti presentati di seguito è un portachiavi in silicone realizzato mediante stampaggio con un dispositivo AirTag Apple incorporato. L'altro è la guarnizione progettata da OXO. Le linee guida di progettazione affrontano tutti i passaggi più importanti, dall'importazione di una geometria di riferimento all'aggiunta di caratteristiche che facilitano l'allineamento dei componenti elettronici incapsulati. Abbiamo utilizzato anche il nuovo metodo di riempimento del silicone consigliato da Dame Products, ovvero una pistola per resina epossidica con un ugello di miscelazione con un volume 50:50.
Molti dei passaggi e delle buone pratiche descritti sono comuni a tutti i tipi di stampo. Ogni passaggio del tutorial indica la pertinenza con gli stampi a iniezione, i sovrastampi o gli stampi a compressione.
Ulteriori informazioni sugli stampi a guscio sono disponibili nel nostro whitepaper sull'audiologia Realizzazione in 3D di stampi auricolari personalizzati in silicone.
Cosa serve?
Di Formlabs:
- BioMed Clear Resin o Clear Resin di Formlabs
- Stampante SLA di Formlabs compatibile con il firmware aggiornato
- Software PreForm (versione più recente)
- Piattaforma di costruzione compatibile
- Serbatoio resina compatibile
- Form Wash, Form Wash L o Finish Kit
- Form Cure o Form Cure L
Di terze parti:
Processo di stampaggio: Stampo a iniezione o sovrastampo
| Articolo | Azienda fornitrice | Note |
|---|---|---|
| Spray acrilico ad alta lucidità | Krylon | Rivestimento protettivo |
| Ease Release 200 | Mann Release Technologies | Agente distaccante |
| AirTag di Apple | Componente elettronico incapsulato | |
| Dragon Skin 20 | Smooth-On | Silicone RTV bicomponente polimerizzato con platino |
| Silc Pig | Smooth-On | Pigmento colorato |
| Bastoncini per mescolare | ||
| Cartuccia di resina epossidica | McMaster-Carr | Rapporto 1:1 |
| Pistola per resina epossidica | McMaster-Carr | |
| Ugello miscelatore | McMaster-Carr | |
| Morsetti a C o a molla | ||
| Nastro adesivo | ||
| Camera sottovuoto e pompa (facoltative) | Amazon | |
| Pentola a pressione (facoltativa) | Amazon |
Processo di stampaggio: Stampaggio a compressione
| Articolo | Azienda fornitrice | Note |
|---|---|---|
| Ease Release 200 | Mann Release Technologies | Agente distaccante |
| Quick-Sil di Castaldo | Castaldo | |
| Morsa da banco |
Progettazione dello stampo
Sovrastampo
- Importa il file di riferimento Se intendi sovrastampare o incapsulare un altro oggetto nel silicone, importa l'oggetto o il substrato di riferimento nel software CAD che preferisci. In questo esempio, abbiamo importato la replica digitale di un AirTag di Apple.
Stampo a iniezione, sovrastampo o stampo a compressione
- Progetta la parte in silicone Il silicone ed eventuali elementi incapsulati costituiscono il volume di base. Per le parti realizzate con sovrastampaggio, lo spessore minimo del guscio deve essere di 2 mm. Nel nostro esempio di stampo a compressione, l'oggetto presenta un foro passante completo. Consigliamo di considerare il nucleo come un oggetto separato. La parte in silicone e il nucleo possono essere considerati come volume di base.
- Progetta lo stampo Crea un blocco intorno al volume di base che si estenda per almeno 1 cm oltre la scocca esterna della parte.
- Dividi lo stampo Per uno stampo base composto da due componenti, occorrerà dividere il volume di base in due lungo una superficie definita basandosi su una linea di separazione. Inizia utilizzando lo strumento di analisi dello sformo per definire la linea di separazione. Pensa a come si divideranno le due metà, per assicurarti che la parte in silicone possa essere rimossa facilmente dallo stampo. Per evitare sottosquadri, la linea di separazione dovrebbe essere un contorno anziché una linea retta. Successivamente, estrudi la linea di separazione in una superficie e usa quest'ultima per dividere lo stampo. Per gli stampi complessi che richiedono più di due componenti, questo processo può essere ripetuto più volte per creare il numero di componenti necessarie.
- Rimuovi il volume di base dallo stampo Usa la sottrazione booleana nel software CAD per ottenere la cavità dello stampo dal blocco solido. Nel caso del nostro stampo a compressione, il singolo componente del nucleo viene aggiunto nuovamente con un'addizione booleana su un lato dello stampo, creando di fatto due linee di separazione.
- Controlla gli angoli di sformo A questo punto è bene fermarsi a pensare a come le parti dello stampo si staccheranno dopo aver iniettato il silicone. I nostri clienti raccomandano di utilizzare un angolo di sformo di almeno 2° per i prototipi di prodotti in silicone. Tuttavia, questo aspetto del design dello stampo in silicone non è determinante. Poiché la gomma siliconica può deformarsi molto durante l'estrazione dallo stampo, si possono gestire diversi spigoli, compresi angoli di 90 gradi e lievi sottosquadri. Consigliamo di utilizzare lo strumento di analisi dello sformo nel programma CAD in questa fase per analizzare e modificare eventuali aree evidenziate in rosso, al di fuori della soglia dell'angolo di sformo.
Stampo a iniezione, sovrastampo
- Progetta il punto di iniezione Se conti di riempire le rientranze della cavità dello stampo sfruttando la gravità, posiziona l'ingresso del punto di iniezione nella parte superiore del componente dello stampo. Quindi, utilizzando una forma a U con un ampio raggio di curvatura, collega il punto di iniezione alla cavità dello stampo nel punto più basso possibile. Il riempimento da questo punto impedisce la formazione di bolle d'aria. Usa la sottrazione booleana per ricavare il punto di iniezione dello stampo. Solitamente l'asse centrale del punto di iniezione si trova sulla linea di separazione. Una configurazione alternativa potrebbe essere un punto di iniezione corto che si collega direttamente a un punto sulla cavità dello stampo; lo sfiato principale si troverà sul lato opposto.
- Stabilisci la posizione degli sfiati Quando si riempie di silicone uno spazio chiuso, si verifica uno spostamento d'aria, per cui normalmente è opportuno posizionare uno sfiato nell'ultimo punto da riempire dello stampo. Nell'esempio, lo posizioniamo nella parte superiore dello stampo. Per posizionare ulteriori sfiati, è utile pensare alle aree in cui l'aria può rimanere intrappolata e collegare gli sfiati a punti specifici, come curve strette, angoli o zone in cui si incontrano due flussi. Solitamente gli sfiati sono condotti cilindrici con un diametro di circa 0,5-2 mm che collegano le zone della cavità alla parte superiore dello stampo. Come per il punto di iniezione, è utile allineare l'asse degli sfiati sulla linea di separazione. Una volta posizionato, utilizza la sottrazione booleana sullo stampo per ottenere queste caratteristiche.
Stampo a iniezione, sovrastampo o stampo a compressione
- Aggiungi elementi di accoppiamento dello stampo Questi particolari permettono di allineare e fissare tra loro i componenti dello stampo. Lascia uno spazio di offset di circa 0,1 mm tra gli elementi di accoppiamento.
Sovrastampo
- Aggiungi perni di allineamento per i dispositivi incapsulati Se stai sovrastampando o incapsulando una parte nel silicone, quest'ultima deve essere completamente fissata nello stampo così da non potersi muovere durante la colata. Per fissare la parte, utilizza il minor numero di perni di allineamento possibile e scegli un diametro dei perni di circa 1,25 mm. I perni dovrebbero essere rivolti nella direzione di trazione o perpendicolarmente alla linea di separazione dello stampo. Tieni presente che i perni di allineamento lasciano piccoli fori sulla superficie della parte in silicone. Se necessario, è possibile chiuderli dopo l'estrazione dallo stampo con una piccola quantità di silicone liquido, che deve poi essere lasciata polimerizzare.
Stampo a iniezione, sovrastampo
- Aggiungi altri elementi allo stampo È possibile aggiungere allo stampo anche una scanalatura di riempimento. Questa viene utilizzata per contenere l'eccesso di silicone sia in corrispondenza del punto di iniezione che dello sfiato. Può essere un pozzetto unico che copre i punti di iniezione e gli sfiati. Inoltre, la scanalatura contiene un serbatoio di silicone liquido che può entrare nello stampo durante il processo di polimerizzazione, penetrando liberamente nella cavità per spostare bolle e vuoti o per compensare il silicone che entra nello spazio tra i componenti dello stampo durante la polimerizzazione. In questo esempio particolare, la scanalatura è profonda 10 mm.
-
Inserisci un'apertura per la siringa Consigliamo anche di inserire un'apertura per la siringa che corrisponda alla geometria della siringa che utilizzi. Quella che abbiamo realizzato in questo caso è leggermente sovradimensionata, con un angolo di 6° che si adatta a diversi tipi di siringhe e ugelli miscelatori.
-
Aggiungi punti di distacco I punti di distacco aiutano a disassemblare lo stampo dopo la polimerizzazione. Si tratta di piccole aperture rettangolari sulla linea di separazione che consentono di utilizzare un cacciavite a testa piatta o un altro strumento per dividere i componenti dello stampo. Le aperture dell'esempio si estendono per 5 mm sul bordo dello stampo.
-
Add Fillets or Chamfers Aggiungi raccordi o smussature agli elementi angolati dello stampo. Questo è solitamente il passaggio finale dopo che la geometria dello stampo è stata bloccata. L'aggiunta di raccordi per smussare i bordi dello stampo può anche aiutare il processo di stampa 3D. Quando si stampa direttamente sulla piattaforma di stampa, smussare gli angoli esterni dello stampo facilita la rimozione della parte dopo la stampa e riduce anche la quantità di resina che può accumularsi intorno agli spigoli.
Realizzazione dello stampo in 3D
Stampo a iniezione, sovrastampo o stampo a compressione
- Seleziona la resina È possibile scegliere tra molte resine, ma la Clear Resin o la BioMed Clear Resin sono ottime opzioni perché consentono di visualizzare il flusso di silicone durante la colata.
- Realizza lo stampo Consigliamo di usare uno spessore dello strato di 50 micron per ottenere un buon equilibrio tra superficie liscia e rapidità di stampa. Il silicone riporta i dettagli della superficie, tra cui le linee degli strati, per cui per alcune applicazioni estetiche potrebbe essere necessario uno spessore dello strato di 25 micron. Orienta le parti sulla piattaforma di stampa in modo che le superfici interne, le più importanti, non presentino segni lasciati dai supporti. In alcuni casi può essere utile poggiare lo stampo sulla piattaforma di stampa.
- Esegui il lavaggio e la polimerizzazione post-stampa dello stampo È fondamentale lavare accuratamente la resina in eccesso dallo stampo con alcool isopropilico pulito, perché la resina non polimerizzata può inibire la polimerizzazione del silicone. Lo stampo deve inoltre essere polimerizzato perfettamente per ridurre la quantità di monomero che non ha reagito sulle parti SLA. Per la Clear Resin, l'impostazione consigliata è di 15 minuti a 60° C. Per la BioMed Clear Resin, invece, l'impostazione consigliata è di 60 minuti a 60° C. Le impostazioni predefinite di durata e temperatura della Form Cure offrono risultati ottimali. La superficie esterna può essere lucidata per ottenere una finitura altamente trasparente. L'olio minerale applicato alle superfici esterne è una soluzione che aiuta a riempire i graffi superficiali e consente di avere una visione estremamente chiara del processo di riempimento con il silicone.
Preparazione dello stampo
Stampo a iniezione, sovrastampo
- Applica i rivestimenti e l'agente distaccante Applica i rivestimenti e l'agente distaccante. Utilizza un agente distaccante ogniqualvolta due materiali diversi entrano in contatto tra loro. Questo vale anche per i componenti elettronici incorporati da inserire e rimuovere da una guaina in silicone sovrastampata. Se hai bisogno di consigli, consulta la tabella sui flussi di lavoro dei nostri clienti. Segui le linee guida riportate sull'imballaggio del materiale e attendi che i rivestimenti siano completamente polimerizzati o asciutti prima di passare alla fase successiva.
- Inserisci eventuali parti interne o componenti elettronici I perni di allineamento aiutano a orientare la parte che verrà incapsulata.
- Chiudi e fissa lo stampo Fissa con cura lo stampo partendo dalla direzione di trazione e assicurandoti che lo stampo e gli oggetti incapsulati restino allineati. Nell'esempio abbiamo utilizzato una riproduzione stampata in 3D di un AirTag Apple realizzata con la Rigid 10K Resin.
Preparazione del silicone
Stampo a iniezione, sovrastampo
Se devi incorporare un pigmento, miscelalo nella parte B prima di proseguire con i passaggi successivi.
Un problema frequente nel processo di colata del silicone è la formazione di piccole bolle d'aria nello stampo. Queste possono creare vuoti nella parte finale. Per gestire le bolle d'aria si consigliano dei metodi supplementari, tra cui il degassamento del silicone liquido in una camera sottovuoto prima di riempire lo stampo. Come linea guida generale, controlla la viscosità del silicone liquido RTV. Se è superiore a 18.000 centipoise, è raccomandato il degassamento. Se è al di sotto di questa soglia, potrebbe non essere necessario. Un'altra tecnica consigliata è quella di posizionare lo stampo riempito in una camera a pressione durante la polimerizzazione del silicone in modo da eliminare o restringere eventuali bolle inglobate. È senz'altro possibile produrre un ottimo prototipo senza degassare il silicone o polimerizzarlo sotto pressione, ma grazie a questi metodi aggiuntivi si possono ottenere parti quasi perfette.
Metodo della vasca
- Degassa i componenti A e B separatamente sottovuoto, se necessario.
- Miscela energicamente le parti A e B. Generalmente i due componenti del silicone vengono miscelati in volumi uguali. Fai degassare la miscela nuovamente sottovuoto oppure gradualmente all'aria.
Metodo dell'ugello miscelatore
- Degassa i componenti A e B separatamente sottovuoto, se necessario.
- Riempi ciascuna parte di un sistema di cartucce epossidiche con un componente (A o B), usando siringhe diverse per trasferire i liquidi. Versare il silicone dalla parte superiore della cartuccia con un flusso sottile consente di evitare di reimmettere aria nel silicone.
- Degassa le parti A e B. Mettile in posizione verticale in modo da permettere al silicone di degassare all'aria. Poiché le parti A e B del silicone rimangono separate, la cartuccia riempita può essere utilizzata anche a giorni di distanza.
Stampo a compressione
- Miscela con cura i componenti A e B Miscela volumi uguali dei componenti A e B del mastice siliconico e lavora a mano. La gomma siliconica comincia a polimerizzarsi dopo 90 secondi, quindi le parti devono essere lavorate velocemente per generare un colore uniforme.
Formatura del silicone
Stampo a iniezione, sovrastampo
Metodo della vasca
- Aspira con una siringa la miscela di silicone degassato. Successivamente, capovolgi la siringa in modo che l'ugello sia rivolto verso l'alto. Fai salire verso l'alto gli eventuali vuoti d'aria. Premi lo stantuffo per rimuovere l'aria ed estrudi una piccola quantità di silicone per assicurarti che non rimangano bolle nella siringa. Inseriscila nel punto di iniezione e riempi lo stampo lentamente finché il silicone non fuoriesce dagli sfiati. Se il modello ha una scanalatura per contenere l'eccesso di silicone, continua a riempire quest'area dello stampo.
Metodo dell'ugello miscelatore
- Assembla la pistola per resina epossidica. Inserisci le cartucce nella pistola e avvita l'ugello miscelatore. In questa fase è utile far uscire un po' di liquido dall'ugello per accertarsi che la resina sia miscelata correttamente.
- Riempi lo stampo. Inserisci l'ugello della pistola per resina epossidica nel punto di iniezione e riempi lo stampo lentamente finché il silicone non fuoriesce dagli sfiati. Riempi anche la scanalatura, se è presente nello stampo.
Pentola a pressione (facoltativa)
- Come passaggio facoltativo, posiziona lo stampo nella pentola a pressione e applica la pressione raccomandata dal produttore del silicone (ad esempio, circa 30 psi). In questo modo, le bolle intrappolate nello stampo si restringono e il materiale contenuto nella scanalatura viene spinto verso il fondo dello stampo. Fai polimerizzare il silicone sotto pressione, seguendo le istruzione del produttore.
Stampo a compressione
- Riempi lo stampo di silicone Il silicone dovrebbe essere compattato in entrambi i lati dello stampo per fare in modo che aderisca a tutti i dettagli e alle fessure. Quello in eccesso fuoriuscirà facilmente dai bordi dello stampo.
- Comprimi lo stampo Lo stampo deve essere compresso perpendicolarmente alla linea di separazione. Negli stampi a compressione le superfici di accoppiamento non si toccano completamente finché non si fa pressione. Stringi il morsetto delicatamente fino a che non si chiude completamente. La gomma siliconica Quick-Sil di Castaldo consigliata si polimerizza completamente in 20 minuti.
Polimerizzazione del silicone e finitura delle parti
Stampo a iniezione, sovrastampo, stampo a compressione
Il tempo di polimerizzazione può variare da 10 minuti a diverse ore, a seconda della formulazione del silicone.
- Stabilisci l'orientamento dello stampo Con una configurazione di riempimento per gravità come quella del nostro esempio, lo stampo può rimanere orientato in posizione verticale senza un'ulteriore fase di sigillatura durante la polimerizzazione del silicone Con una configurazione di riempimento a due estremità, basterebbe posizionare lo stampo riempito sul banco di lavoro per far sì che si verifichi un flusso di ritorno del silicone. Dopo ilriempimento, consigliamo di sigillare il punto di iniezione con del nastro adesivo. Lo stampo a compressione deve rimanere fissato con una morsa da banco durante la polimerizzazione.
- Sforma e rifinisci la parte in silicone È normale che si creino delle sbavature dentro e attorno alla linea di separazione. Innanzitutto rimuovi il silicone in eccesso dalla parte esterna dello stampo. Apri lo stampo inserendo un cacciavite a testa piatta o un altro strumento piatto nel punto di distacco e ruotandolo delicatamente per rompere il sigillo. Rimuovi la parte in silicone, tenendo presente che potrebbe essere necessario tagliare delicatamente il silicone in corrispondenza di eventuali prese d'aria Dopo aver rimosso la parte in silicone dallo stampo, utilizza un rasoio o delle tronchesine con lama affilata per eliminare sfiati e punti di iniezione dalla parte. Le protuberanze residue possono essere rimosse strofinandole delicatamente con carta abrasiva a grana fine bagnata. Infine, per rimuovere i residui di carta abrasiva e agente distaccante, basta lavare la parte con acqua e sapone.
- Preparati per la prossima colata Gli stampi possono essere riutilizzati più volte. Prima di riempirli nuovamente con il silicone, potrebbe essere necessario pulire gli sfiati con uno strumento affilato e/o riapplicare l'agente distaccante. Accade spesso che nello spazio ristretto tra i componenti dello stampo si accumuli del silicone non completamente polimerizzato. Questo può essere rimosso con un panno pulito.
- Eseguivarie iterazioni È normale dover eseguire diverse iterazioni del design dello stampo dopo aver provato il workflow completo. Alcune modifiche da apportare al design possono includere l'aumento della distanza di offset tra gli elementi di accoppiamento, lo spostamento dei perni di allineamento per garantire che gli elementi incapsulati siano perfettamente fissati o l'aggiunta di sfiati nelle aree in cui tendono a formarsi bolle d'aria durante il riempimento.

Dame Products utilizza stampi stampati 3D per il sovrastampaggio.
Dalla prototipazione alla produzione
Materiale dello stampo: gli stampi per la produzione sono in genere realizzati mediante la lavorazione meccanica di alluminio o acciaio.
Perni di allineamento per il sovrastampaggio: i perni di allineamento per il sovrastampaggio sono orientati sul piano della linea di separazione principale dello stampo, piuttosto che perpendicolarmente a essa. Sono inoltre progettati per entrare e uscire dallo stampo, creando uno strato di silicone privo di rientranze e fori creati dai perni di allineamento.
Angolo di sformo: la nostra clientela consiglia di utilizzare un angolo di sformo di almeno due gradi per i prodotti in silicone. Mentre i prototipi e gli stampi per la produzione a breve termine presentati in questo rapporto sono in grado di gestire sottosquadri profondi, questo tipo di geometrie in silicone deve essere rimosso con cura dallo stampo, il che sarebbe difficile da applicare con sistemi di iniezione automatizzati.
Configurazione dellostampaggio a iniezione: gli stampi con una configurazione di riempimento per gravità sono altamente affidabili per la prototipazione da banco. Per i metodi rapidi di produzione di massa, le geometrie di ingresso e uscita si trovano sui lati opposti dello stampo.
Materiali siliconici: sebbene la formulazione del silicone utilizzato per la produzione sia abbastanza simile a quella dei materiali RTV presentati in questo whitepaper, sia le gomme siliconiche liquide (LSR) per lo stampaggio a iniezione che quelle polimerizzate a caldo (HCR) per lo stampaggio a compressione entrano tipicamente nello stampo a una temperatura bassa e vengono poi polimerizzate a una temperatura elevata.
Stampa 3D in silicone passo passo
Cosa serve?
Di Formlabs:
- Silicone 40A Resin di Formlabs
- Stampante SLA di Formlabs compatibile con il firmware aggiornato
- Software PreForm (versione più recente)
- Piattaforma di costruzione compatibile
- Serbatoio resina compatibile
- Form Wash, Form Wash L o Finish Kit
- Form Cure o Form Cure L
Di terze parti:
- Alcool isopropilicoal 99% o superiore: per creare una miscela di solventi di lavaggio per il lavaggio delle parti in Silicone 40A Resin
- Acetato di n-butile (acquistare negli Stati Uniti; acquistare nell'UE): per preparare una miscela di solventi per lavare le parti in silicone 40A
- Bicchiere di vetro (almeno 500 mL di dimensioni): per immergere le parti di silicone 40Ain acqua durante le fasi di fotopolimerizzazione post-stampa.
- FebrezeHD (opzionale): per mascherare l'odore delle parti stampate a base di silicone 40A
- Barattolo di vetro da 5,67 l (opzionale): per conservare il solvente di lavaggio e lavare le parti stampate in Silicone 40A Resin se non si utilizza la Form Wash
- Coltello da taglio a ultrasuoni (opzionale): per rimuovere le protuberanze dei supporti sulle parti in Silicone 40A Resin
1. Progettazione
1.1. Design your parts with the Silicone 40A Design Guidelines in mind.
2. Stampa
2.1. Importa il file
Verifica che la versione di PreForm sia aggiornata. Per farlo, nella parte in alto a sinistra della schermata, clicca su Help (Aiuto), quindi su Check For Updates (Controlla aggiornamenti). Per importare o aprire il file, trascinalo nella schermata di PreForm oppure clicca su File, quindi Open (Apri) in alto a destra.
2.2. Seleziona il materiale
Seleziona la Silicone 40A Resin cliccando sul riquadro Printer Type (Tipo di stampante) nel menu Job Info (Info progetto) sul lato destro della schermata. Seleziona "Silicone" dalla lista dei materiali.
2.3. Orienta
PreForm può effettuare l'orientamento in modo automatico sulla base delle buone pratiche di Formlabs. Per usare questa funzionalità, seleziona la parte e clicca su Orientation (Orientamento) sulla parte sinistra della schermata. Quindi, clicca su Auto-Orient Selected (Orienta automaticamente selezione).
Per ottenere i migliori risultati, è possibile orientare la parte manualmente utilizzando gli attuatori in rosso, verde e blu che la circondano. Orienta la parte in modo che le aree in cui è più importante ottenere una superficie liscia siano rivolte nella direzione opposta rispetto alla piattaforma di stampa.
Se possibile, stampa direttamente sulla piattaforma di stampa. Cerca di mantenere quasi tutto il peso della parte il più vicino possibile alla piattaforma di stampa e orienta le parti lunghe parallelamente al bordo anteriore della stessa.
2.4. Aggiungi supporti
Per generare automaticamente i supporti sulla base delle proprietà del materiale, seleziona la parte e clicca su Supports (Supporti) sul lato sinistro della schermata, quindi seleziona Auto-Generate All (Genera automaticamente tutto).
Per ottenere un risultato ottimale, consigliamo di modificare manualmente i supporti generati automaticamente o di posizionarli manualmente finché la parte non è sostenuta in modo adeguato; ciò viene indicato da un'icona verde con un pollice in su accanto al riquadro Supports (Supporti) nel menu Job Setup (Impostazione progetto). PreForm evidenzia in rosso le aree che richiedono ulteriori supporti.
Se la finitura superficiale o il tempo di post-elaborazione sono di fondamentale importanza, si può optare per la progettazione personalizzata dei supporti su un software CAD. Le linee guida per l'aggiunta di supporti a strappo sono disponibili a questo link.
2.5. Layout
Imposta la posizione della tua parte sulla piattaforma di stampa cliccando e trascinando, utilizzando gli attuatori rosso, verde e blu intorno alla parte, o cliccando Layout, poi Layout All (Layout tutto) sul lato destro della schermata. È preferibile posizionare le parti al centro della piattaforma di stampa. Quando si stampano numerose parti, è possibile ottimizzare lo spazio nella piattaforma di stampa e risparmiare materiale sovrapponendo le basi.
2.6. Inviare alla stampante
Invia il progetto alla stampante cliccando sul pulsante arancione Upload Print (Carica stampa), che si trova sulla parte a destra della schermata. Quando appare la finestra di dialogo Print (Stampa), seleziona la stampante che desideri utilizzare.
2.7. Configura la stampante
Agita e inserisci la cartuccia di Silicone 40A Resin. Prima di utilizzare una nuova cartuccia, indossa i guanti e premi sulla valvola per assicurarti che si apra correttamente. Inserisci una piattaforma di stampa e un serbatoio resina compatibile nella stampante.
Inizia a stampare selezionando il tuo lavoro di stampa dall'interfaccia touchscreen della stampante. Segui le istruzioni o le finestre di dialogo visualizzate sullo schermo.
Attenzione: ai fini della piena conformità e biocompatibilità, la Silicone 40A richiede l'uso di una piattaforma di stampa e di un serbatoio resina dedicati. Usa la Form Wash solo con altre resine biocompatibili Formlabs.
3. Post-elaborazione
3.1. Rimuovi la parte
Rimuovi la parte dalla piattaforma di stampa inserendo la spatola o l'apposito strumento di rimozione sotto la base della parte e facendolo ruotare. Nella Form Wash, le parti possono essere lavate direttamente sulla piattaforma di stampa.
3.2. Lavaggio
Posiziona la parte nella Form Wash riempita con una miscela di alcool isopropilico al 99% e acetato di n-butile in rapporto 80:20. Utilizza sempre questi due liquidi in miscela e mai da soli. Effettua il lavaggio utilizzando le impostazioni consigliate per la Silicone 40A Resin (20 minuti).
Se il modello presenta cavità o canali interni, assicurati che la resina liquida venga rimossa accuratamente. Ciò si può fare utilizzando una siringa riempita della miscela di lavaggio della Silicone 40A. Lascia che le parti si asciughino completamente prima di procedere alla polimerizzazione post-stampa.
3.3. Rimuovere i supporti
Per ottenere risultati ottimali, rimuovi i supporti dopo il lavaggio ma prima della polimerizzazione post-stampa.
Per procedere alla rimozione dei supporti, tira delicatamente in corrispondenza della struttura di supporto. Per le parti più spesse, questo procedimento può essere eseguito senza l'ausilio di strumenti. Per quelle più sottili, invece, può essere utile adoperare delle tronchesine o passare un bisturi dalla lama affilata sulla superficie della parte, facendo attenzione a non danneggiarla. Per una maggiore precisione, si può anche adoperare una fresa a ultrasuoni.
3.4. Polimerizzazione post-stampa
Per ottenere proprietà meccaniche ottimali, sottoponi la parte a polimerizzazione post-stampa. Per far ciò, immergila completamente in acqua all'interno di un becher o altro contenitore trasparente ai raggi UV. Quindi, posiziona il becher contenente la parte nella Form Cure. Utilizza le impostazioni consigliate per la Silicone 40A Resin (45 minuti a 60 °C).
È possibile eliminare l'odore della Silicone 40A Resin aggiungendo Febreze HD all'acqua del becher prima della polimerizzazione post-stampa. Utilizza 12,5 g di Febreze HD per ogni 500 ml di acqua. L'odore svanirà comunque da solo col passare del tempo.
3.5. Post-elaborazione addizionale
Per rimuovere i segni lasciati dai supporti sulle parti, prima o dopo la polimerizzazione è possibile utilizzare un mini-disco Scotch Brite montato su uno strumento rotante.
Prima di applicare eventuali adesivi, assicurati che la parte sia stata lavata accuratamente, che sia asciutta e che la superficie non sia appiccicosa o impolverata. Formlabs consiglia di usare un primer della serie DOWSIL 1200 o un primer medico. Dopo l'applicazione del primer, utilizza un adesivo siliconico come DOWSIL 734. Non usare colle cianoacriliche, poiché si sgretolano facilmente lasciando una crosta sul silicone.
Casi di studio di clienti nel settore sanitario
Stampa diretta con la Silicone 40A Resin

FINIS, Inc. è un'azienda specializzata nello sviluppo di attrezzature per il nuoto e gli sport acquatici, tra cui dispositivi all'avanguardia come gli occhialini da nuoto intelligenti Smart Goggle Max.
FINIS, Inc., rinomata azienda con sede in California, realizza prodotti innovativi per il nuoto di alta qualità e con elevate prestazioni per rispondere alle esigenze in continua evoluzione di nuotatori e nuotatrici di tutti i livelli. Il team di sviluppo del prodotto, guidato dal senior designer David Beittel, inizialmente utilizzava la stampa 3D a filamento per la prototipazione rapida, ma era alla ricerca di una soluzione per creare parti più dettagliate e isotropiche. Ciò lo ha spinto ad adottare le stampanti 3D stereolitografiche (SLA) Form 3+ di Formlabs e la Silicone 40A Resin. Il valore di quest'ultima si è rivelato inestimabile per apportare modifiche rapide, stampare prototipi funzionali durante la notte e ottenere caratteristiche simili a quelle dei materiali di produzione finali.
In passato, FINIS si era sempre affidata al laborioso processo di colata di silicone in stampi tradizionali, che richiedeva lungi tempi di realizzazione. L'introduzione delle stampanti 3D Form 3+ e della Silicone 40A Resin ha permesso al team di risolvere problemi associati alla produzione di massa di parti in silicone, realizzando parti di elevata qualità in sole otto ore a 10 $ al pezzo. Si tratta di un risparmio notevole rispetto all'esternalizzazione della colata di uretano, la cui realizzazione richiede solitamente tre settimane e ha un costo superiore ai 1000 $. Le guarnizioni stampate in 3D in silicone hanno superato i rigorosi test di impermeabilità in piscina e hanno dimostrato un'elasticità molto simile a quella delle parti per utilizzo finale. La Silicone 40A Resin è ormai un materiale fondamentale per la rifinitura dei design e garantisce prestazioni ottimali durante tutto il processo di sviluppo di FINIS, Inc.
Glassboard: stampi a iniezione per la prototipazione di prodotti
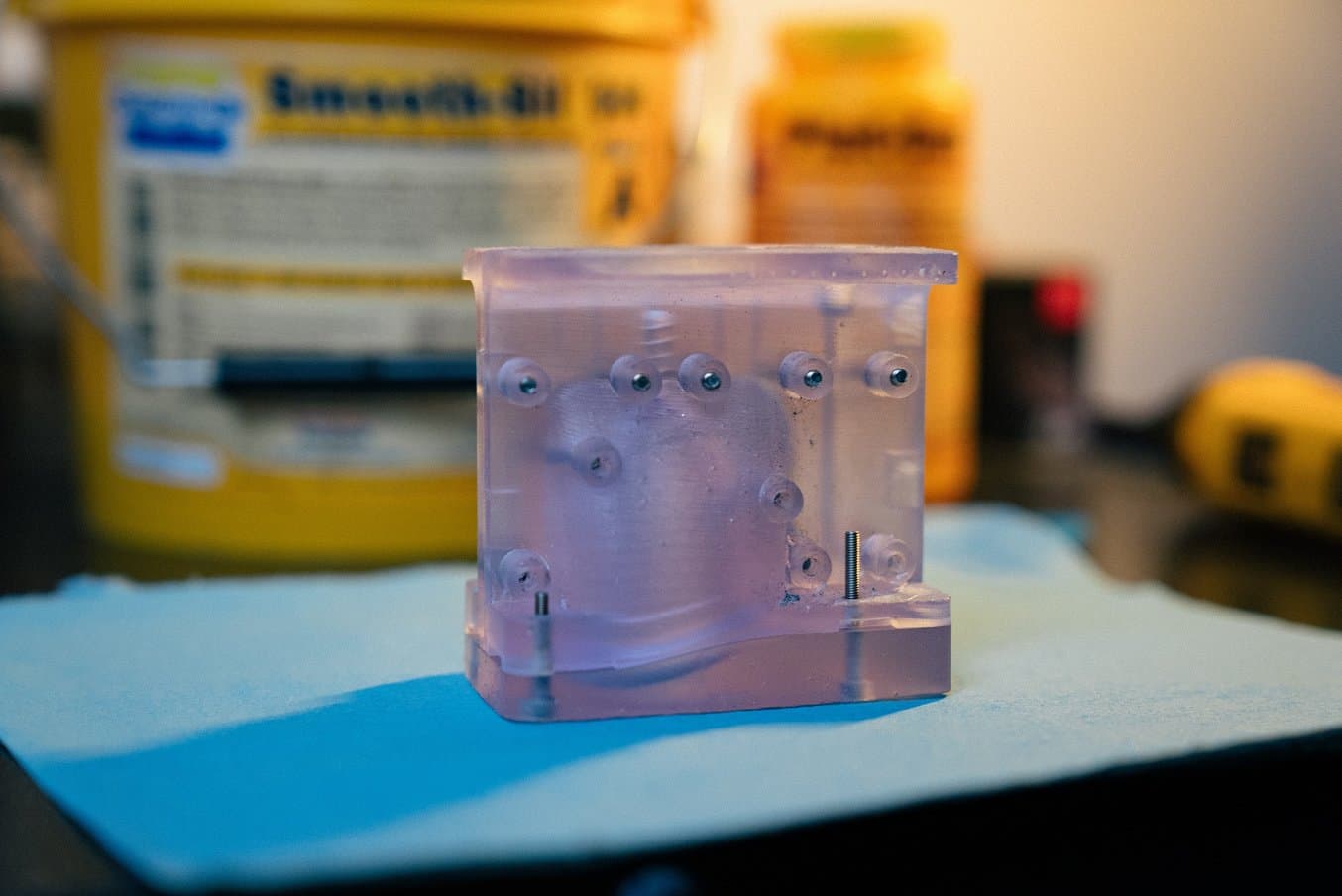
La BioMed Clear Resin è impiegata per creare stampi trasparenti che possono essere esaminati alla ricerca di bolle d'aria o altre imperfezioni.
Glassboard è una società di consulenza per il design di prodotto con sede a Indianapolis, negli Stati Uniti. Il team di design utilizza il silicone negli stampi per una vastissima gamma di applicazioni di prototipazione, dalle coppette mestruali a prove e sovrastampi personalizzati, fino a sigillanti, guarnizioni e o-ring. Generalmente Glassboard utilizza stampi costituiti da più componenti che possono essere smontati per rimuovere il silicone colato e riutilizzati più volte.
Uno degli stampi più comuni di Glassboard, come quello utilizzato per la coppetta mestruale Sunny, è uno stampo a iniezione con una configurazione di riempimento per gravità. Il silicone liquido viene iniettato in un'apertura nella parte superiore dello stampo, scorre lungo un canale per entrare nella parte inferiore della cavità dello stampo, che si riempie gradualmente fino in cima, ed esce attraverso dei piccoli sfiati posizionati nella parte superiore.
Una caratteristica innovativa del design dello stampo di Glassboard è la presenza di una scanalatura che fa da serbatoio nella parte superiore. Le scanalature sono utilizzate per contenere l'eccesso di silicone sia in corrispondenza dell'apertura che dello sfiato. Un altro scopo è quello di consentire l'ingresso del silicone in eccesso nello stampo dopo il riempimento, per colmare i vuoti che si creano in seguito allo scoppio delle bolle d'aria o dal silicone che si infiltra nello spazio ristretto tra i componenti dello stampo.
Dame Products: sovrastampaggio in silicone per i prototipi beta destinati alle clienti

Dame Products utilizza il metodo del sovrastampaggio per produrre prototipi beta destinati alle clienti con componenti elettronici incorporati. Lo stampo viene realizzato con la Clear Resin.
Dame Products è una startup del settore salute e benessere con sede a Brooklyn. La sua linea di prodotti è composta da dispositivi elettronici ergonomici complessi, completamente incapsulati in uno strato di silicone colorato e sicuro per il contatto con la pelle. Il team utilizza la tecnica del sovrastampaggio in silicone con gli stampi realizzati in 3D per produrre prototipi beta destinati alle clienti.
Tutti gli stampi disponibili realizzati in 3D sono costituiti da due o tre parti ottenute con lo stampaggio a iniezione e hanno elementi di ancoraggio per i piccoli componenti elettronici interni. Le parti A e B di un silicone liquido catalizzato con platino vengono inserite in rapporto 50:50 nelle due parti di una cartuccia di resina epossidica, collegata a una pistola per resina epossidica con un ugello miscelatore. Questo metodo innovativo mescola simultaneamente i componenti del silicone spingendo gradualmente il silicone liquido nello stampo.
In un solo giorno il team ingegneristico di Dame Products è in grado di realizzare prototipi di decine di dispositivi sovrastampati, usando a rotazione tre o quattro stampi realizzati tramite stereolitografia. Durante la polimerizzazione della gomma siliconica di un prototipo, un altro può essere estratto dallo stampo, mentre un terzo stampo è pronto per essere riempito. Nel frattempo si procede alla finitura e alla pulizia dei prototipi estratti. Quando i prototipi vengono restituiti all'azienda, il dispositivo beta viene lavato con candeggina, il sottile strato in silicone viene rimosso e i componenti elettronici interni vengono riutilizzati in un nuovo prototipo.
PSYONIC: pinze per utilizzo finale realizzate mediante sovrastampaggio
PSYONIC incapsula le dita della Ability Hand utilizzando il sovrastampaggio in silicone. Alcuni stampi includono un inserto in Tough 2000 Resin per ancorare la componente strutturale "ossea" incapsulata nello stampo.
L'azienda californiana PSYONIC sta rivoluzionando il mondo delle protesi con la prima mano bionica al mondo sensibile al tatto. Il team usa la stampa 3D come passaggio fondamentale nella produzione di quasi tutti i componenti del dispositivo, che è dotato di dita meccaniche incapsulate con il silicone utilizzando uno stampo realizzato con la stampa 3D SLA.
Gli stampi vengono prodotti con metodo sottrattivo a partire da un blocco di materiale. Innanzitutto si crea un'impronta negativa del dito o del pollice, quindi si aggiungono ingressi e sfiati per l'iniezione di silicone bicomponente polimerizzato con platino. Lo stampo contiene anche la componente strutturale "ossea" del dito, che viene realizzata con una stampante 3D FDM.
Il team di design di PSYONIC è in grado di utilizzare ciascuno stampo decine di volte prima che si usuri. Quando questo accade, realizza un nuovo stampo e ricomincia a iniettare il silicone il giorno successivo. Nel confrontare gli stampi realizzati con la Clear Resin con quelli in termoplastiche realizzati con la modellazione a deposizione fusa (FDM) che usava in precedenza, il team ha sottolineato che i primi offrono un miglioramento nella qualità della finitura superficiale. Il silicone rileva eventuali strutture o difetti nella cavità dello stampo, comprese le linee degli strati della stampa 3D, quindi la finitura superficiale liscia delle resine Formlabs offre notevoli vantaggi.
Dreamsmith: stampaggio a iniezione con silicone di trucco prostetico personalizzato
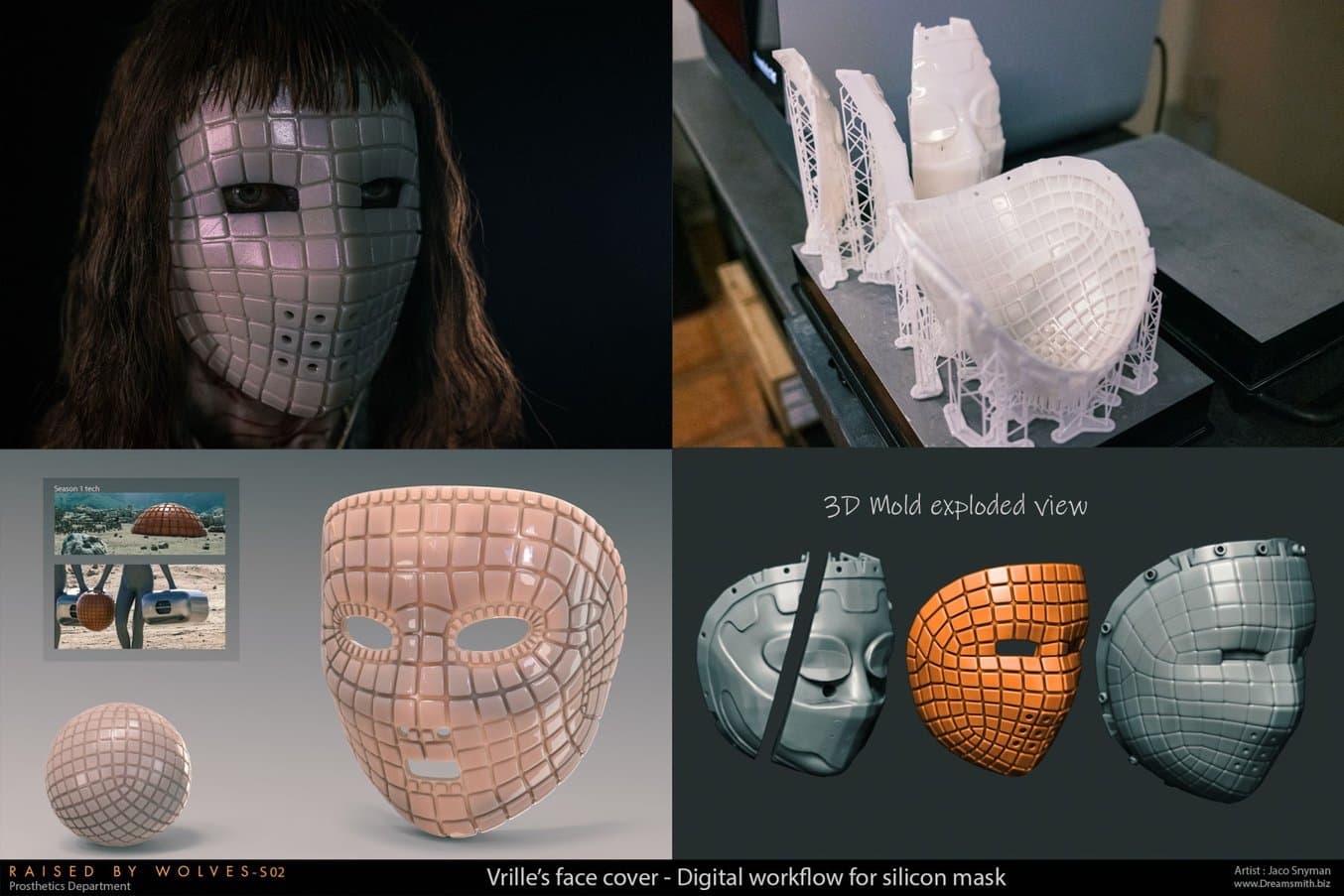
Per ottenere oggetti di scena e trucco prostetico personalizzati per cinema e TV, Dreamsmith utilizza la Rigid 10K Resin per produrre stampi per l'iniezione di silicone. Un lato dello stampo viene progettato utilizzando i dati della scansione ottica del volto dell'attrice.
Dreamsmith è un'azienda specializzata in oggetti di scena e trucco prostetico per il settore dell'intrattenimento con sede in Sudafrica. Ha realizzato progetti per programmi popolari come Raised By Wolves - Una nuova umanità, nel quale serviva un effetto particolare: una maschera in silicone con una parte esterna molto geometrica e una parte interna che si adattasse al viso dell'attrice.
Il team di Dreamsmith ha realizzato con la Form 3L uno stampo che utilizzava i dati della scansione ottica del volto dell'attrice per la superficie interna e un motivo geometrico a squame per l'esterno. Sebbene questo progetto sia molto diverso dagli altri esempi di design di prodotto presentati in questo rapporto, il team si è trovato ad affrontare molti degli stessi problemi relativi ai materiali, tra cui quello di garantire la compatibilità del materiale dello stampo con il silicone polimerizzato con platino sicuro per il contatto con la pelle. Data la sua alta precisione, è stata scelta la Rigid 10K Resin di Formlabs.
Cosm: stampo a guscio per dispositivi medici su misura

Cosm utilizza stampi a guscio per produrre dispositivi medici in silicone su misura. Lo stampo, che presenta delle pareti sottili, è realizzato con la BioMed Amber Resin.
Cosm è un'azienda di dispositivi medici che sta rivoluzionando il trattamento del prolasso uterino, condizione medica comune di cui però si parla poco, con pessari su misura per le pazienti. Il pessario è un piccolo anello di supporto che viene inserito dal medico sotto l'utero come trattamento terapeutico non chirurgico. Tuttavia, i design standardizzati comportano un processo di scelta basato su prove ed errori, motivo per cui le pazienti spesso rinunciano al trattamento ancor prima di aver trovato il pessario giusto.
Il team di Cosm utilizza dati rilevati tramite un'innovativa tecnica a ultrasuoni per realizzare dispositivi su misura, adattati all'anatomia delle pazienti. Il team di Cosm ha scelto le stampanti SLA di Formlabs per realizzare le attrezzature per la lavorazione del silicone, sviluppando uno stampo a guscio conforme che viene riempito con un silicone per uso medico e poi rotto per estrarre l'impianto su misura. Gli stampi sono realizzati con la Form 3B in BioMed Amber Resin .
Inizia a creare dispositivi medici in silicone
Il silicone si presta a svariate applicazioni, tra cui prototipazione rapida, test beta e fasi di convalida nello sviluppo dei prodotti, nonché produzione a costi accessibili di parti per utilizzo finale personalizzate o in volumi ridotti. L'ecosistema Formlabs rende possibile la stampa 3D con la Silicone 40A Resin e la creazione di stampi in silicone per la fabbricazione di dispositivi medici, protesi su misura, componenti del settore dell'audiologia e parti con geometrie complesse difficili da realizzare con i metodi tradizionali.
Hai bisogno di altre informazioni sulla stampa SLA per la produzione di parti in silicone o vuoi trovare la soluzione di stampa 3D più adatta per la tua azienda? Organizza un incontro con il personale esperto di Formlabs, che risponderà a tutte le tue domande. Richiedi un campione gratuito per toccare con mano i materiali stampati in 3D di Formlabs.