

SLS(粉末焼結積層造形)方式の3Dプリント品は、その優れた機械特性とコスト効率の高い生産方法により、航空宇宙や眼鏡デザインなど多岐にわたる業界で活用が拡大しています。SLS プリント品の外観や機械的特性をさらに向上させるため、3Dプリントのユーザー様の多くは染色、コーティング、めっき、塗装などの後処理を行っています。
Fuse 1シリーズSLS 3Dプリンタを使ってNylon 12 Whiteパウダーで造形した部品を染色することで、魅力的なプロトタイプや幅広いカラー展開の量産用部品を容易に実現できます。
このガイドでは、SLS 3Dプリント品の染色プロセスを概説するとともに、その多彩なメリットについてご紹介します。
SLS 3Dプリント品に染色が必要な理由
SLSプリント品は、デザインから製造まであらゆる工程での普及が進んでいます。表面がわずかにざらついた独特の質感になることから、スムージングやコーティング、染色などの後処理技術もますます注目を集めています。
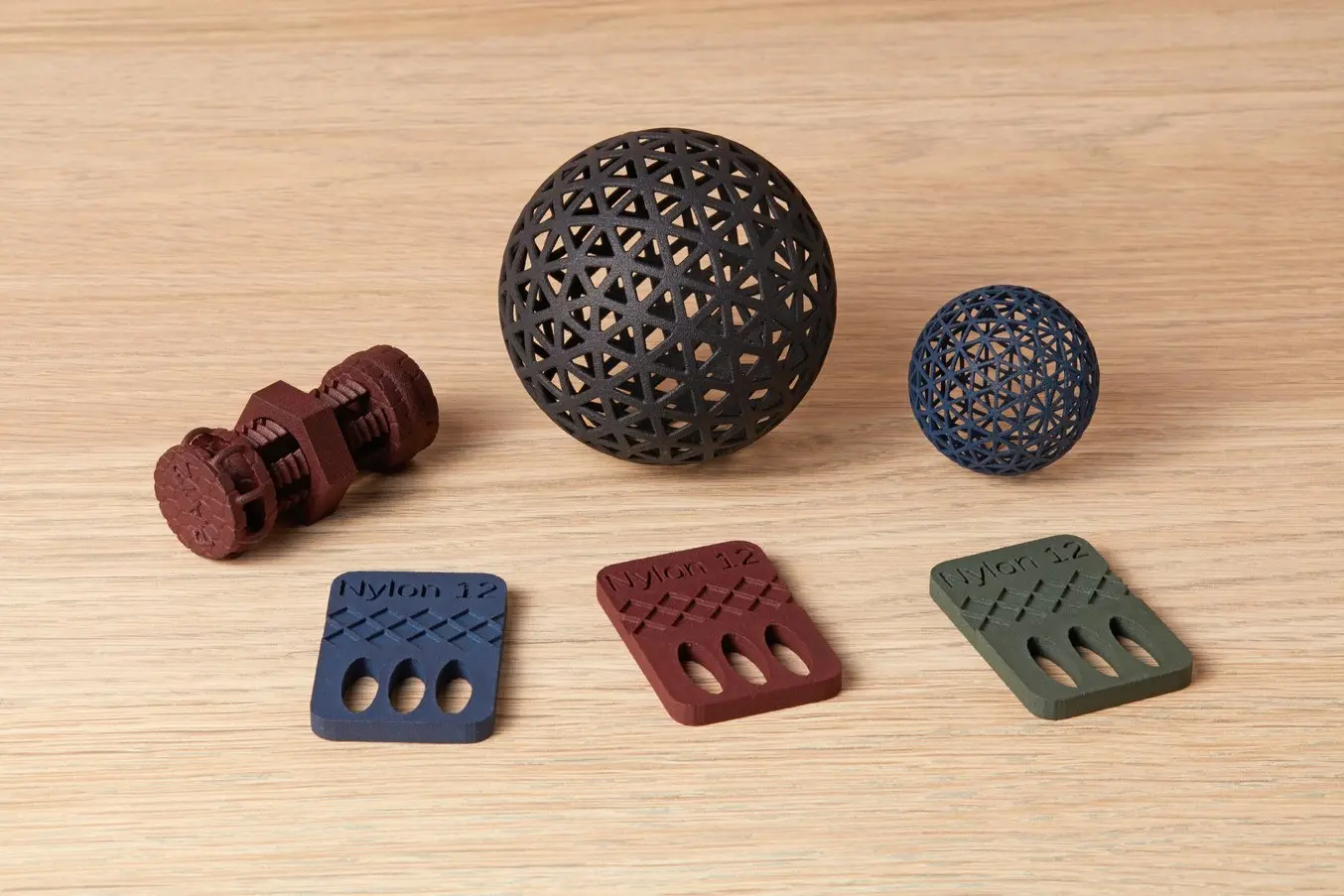
染色は低コストでSLSプリント品に色をつけられる手軽な方法で、機械的特性を損なわずに外観を向上させることが可能です。カラーパーツを少量だけ作りたい場合でも、パントンカラーコードにマッチした製品を大量に製作したい場合でも、各ワークフローに適した染色方法があります。Nylon 12 Whiteパウダーを用いることで、Fuse 1+ 30Wのユーザーはオレンジやピンク、ブルー、その中間色を含む幅広いカラーを安定して再現できます。製品の差別化や特定の審美性基準への準拠、あるいは安全上の観点で重要な視認性を確保するなど、部品にカラー付けが必要な用途には染色は有力な手段となります。
当社チームでは代表的な4種類の染色手法で試験を行い、その結果をレポートにまとめました。このガイドでは、試験方法を解説するとともに、Fuseシリーズ製品とNylon 12 Whiteパウダーを使って実際に実製品用部品を設計および製造しているお客様の染色ワークフローをご紹介します。

染色は、ブランドの美観に合わせたカスタムカラーが必要な機能試作や実製品用部品に最適。
無料サンプルパーツのお申込
Formlabsの品質を直接手に取ってご確認ください。Fuse 1+ 30WにてNylon 12 Whiteパウダーで造形したサンプルパーツを無償でお届けいたします。
染色用の設備
Formlabsでは、Nylon 12 Whiteパウダーを染色するための最適なセットアップを確立すべく、まず染色設備の試験を行いました。以下に、弊社試験で最良の結果が得られたハードウェア、染料混合液、および染料浴の条件をまとめます。
染色ステーション
染色設備を選ぶ際は、部品サイズ、数量、価格、そして求められるカラー再現性を考慮する必要があります。染色設備は数百ドルから数万ドルまで多岐にわたり、価格が高いほど得られる品質・一貫性のレベルも高いことが多いです。3Dプリント品の染色で最も一般的な方法は主に4つありますが、それぞれに特長があり、手法を選ぶ前に仕上がりの色品質や予算と期待値のバランスなどを明確にしておくことが重要です。
ポット染色は、高温対応の鍋と染料液だけで始められるため最も手軽ですが、ほかの方法より仕上がりの一貫性に欠け、作業にも手間がかかります。また、熱や攪拌で部品が破損するリスクもあります。
超音波染色は、染色の均一性や部品の品質保持という点でポット染色より優れた結果を得られます。この方法では、超音波洗浄機に適切な温度を設定し造形品を入れてタイマーをセットするだけなので、ポット染色より作業負担が軽減できます。超音波振動で染色液を攪拌するため、染色中の部品破損リスクが低減され、仕上がりも安定します。
高圧染色は、インスタントポットのような調理用圧力鍋を使って行う方法です。この手法はポット染色や超音波染色よりも高温になり、造形品を圧力鍋内の染色液に入れて密封すると、温度は最大で120℃まで上昇します。熱と圧力によって造形品にしっかりと色を浸透させられますが、高温による損傷リスクもあります。たとえば120℃という温度は、Formlabs TPU 90Aパウダーのビカット軟化点を超えています。
DyeMansion DM60のような産業用システムは、大量のパーツを扱う場合や、非常に安定した仕上がりが必要な場合にはコストパフォーマンスに優れています。これらの大型機は染色工程における手作業を大幅に削減し、さまざまな部品・色に対応できる設定も事前にプログラムされています。DM60のように「セットして放っておく」タイプのシステムなら、SLS 3Dプリントのユーザーは部品設計やプリントの最適化など、より重要な作業に時間を回せます。
| 方法 | サイズ | 数量 | 色 | 耐UV性 | コスト |
|---|---|---|---|---|---|
| ポット式染色 | ★★ | ★★ | ★★ | なし | $50以下 |
| 超音波染色 | ★★★ | ★★★ | ★★★ | なし | $100〜$1000 |
| 高圧染色 | ★★ | ★★ | ★★★★ | なし | $100〜$500 |
| DyeMansion DM60 | ★★★★★ | ★★★★★ | ★★★★★ | あり | $50,000 |
Formlabsが染色用に推奨するハードウェアは、WincoのESVC-28 Spectrum Thermal Circulatorです。このマシンは手頃な価格で購入経路も複数あり、セットアップも操作も簡単です。
米国:$699.99
EMEA:€659.99
APAC:$299

Winco ESVC-28 Spectrum Thermal Circulatorは、超音波染色に最適なソリューション。
溶液を循環させながら80〜90°Cまで加熱できるシステムであれば、染色に十分適していると言われます。染色浴から部品を取り出す際は、ステンレス製のトングを用意しておくと便利です。
Dyemansion DM60のようなSLSプリント品染色用の産業機器も市場に出ており、大量生産や極めて高い一貫性が求められる場合には費用対効果が高くなります。この製品は染色バッチあたり最大60Lのコンポーネントを処理でき、染料の自動注入や染色後のすすぎ機能などが備わっています。
DM60は、ポット染色と比較して一貫性がはるかに高く染料のUV安定性も向上します。Dyemansionは、オーダーメイドの発色現象サービスも提供しています。厳密な色要件があるユーザーや、実製品用部品として1000個以上の量産体制が必要なユーザーにとっては、DM60のような産業機器の導入が有力な選択肢となり得ます。
これらの大型機は染色工程における手作業を大幅に削減し、さまざまな部品・色に対応できる設定も事前にプログラムされています。ただし初期費用が高いため、早期に投資分を回収するためには、非常に大量の部品をプリントする必要があります。
防錆設備
循環・加熱型の水槽は、内側のスチールライナーが腐食する可能性があります。本技術資料で提案した染料の中にも、加熱を繰り返すと徐々にスチールを腐食するものがあります。これは、家庭用給湯器で見られる腐食に非常によく似ています。腐食を防ぐための最も簡単な方法は、マグネシウムアノードを浴槽に追加し、導電性クランプやタイトな接合などでスチールライナーと電気的接触を確保しておくことです。Formlabsの内部試験では、マグネシウムアノードを導入することで、マグネシウムアノードがない場合と比べて染料浴槽の寿命が8倍以上延びることが確認されています。マグネシウムアノードは、Amazonや地元の金物店など、さまざまなルートで簡単に購入できます。Formlabsは試験中、こちらのマグネシウムアノードを使用しました。
染料浴を長寿命化するための他の方法には、ジャカード酸性染料のようなより穏やかな染料溶液を使用することや、染料浴をより低温で運用することが挙げられます。
染料溶液
迅速で手軽な結果を求めるユーザーには、RIT ProLine染料がおすすめです。RITが現在提供する以上のカラーマッチングや染色はできませんが、最適化されたソリューションを提供します。染色時間や浴温を調整することで、提供されている色から様々な色調を引き出すことが可能です。温度と時間の影響に関する詳細は、本技術資料の「染色手順」セクションをご参照ください。RIT ProLineはAmazonまたはRITの公式サイトから入手できます。
ジャカード酸性染料にも試験を行い、有効な手段であることが確認できました。ジャカード酸性染料はRITに比べて彩度向上が顕著ではないものの、利用可能な色のバリエーションを増やすことができます。
RIT ProLine染料を使用する場合は、水1kgあたり染料100g、クエン酸100gが推奨濃度です。染料またはクエン酸を追加することで、部品の染料取り込み量が増加する可能性があります。染料の取り込み量が増えると、最終的な部品の彩度が上がり、より濃厚な色合いになります。まずは推奨濃度から始め、試験部品で色や時間が最終外観に与える影響を評価し、その後、必要に応じて染料を追加したり別の色を投入して希望の外観に近づけられるよう調整してください。
脱イオン水と水道水の両方で試験をしたものの、測定可能な差は確認されませんでした。弊社試験で使用した水道水はマサチューセッツ州サマービルのもので、平均硬度が16mg/Lです。水の硬度が高い地域では、水道水と脱イオン水とで結果が異なる場合があります。
後述しますが、Formlabsのお客様である部品メーカーのKen Pillonel氏 は、フランス企業Techniques Chimiques Nouvellesが提供する染料でより鮮やかな色合いを実現できると言います。Formlabsの社内試験では、この染料は確かに鮮やかな染色が可能であるものの、臭気が顕著であることもわかっています。作業スペースに適切な換気設備がない場合は、RIT染料の方が適している可能性があります。
SLS 3Dプリント品の染色方法
Formlabsでは、入手しやすく低コストな染色技術を用いてSLSプリント品で実現可能な色を特定するため、広範な試験を実施しました。使用染料はRIT ProLineで、直接染料・酸性染料・分散染料を含む低コストかつ簡単に入手できるパウダーで、ナイロン材料に有効です。温度、酸性度、染料飽和度、染色時間、染色液中の洗剤添加など、さまざまな変数も試験しました。Nylon 12パウダーおよびNylon 12 Whiteパウダーの両方の部品で試験を行い、各変数の影響についてわかったことを以下でご説明します。
1. 造形品の準備
染色前には、造形品の十分なクリーニングが不可欠です。造形品表面に残るルースパウダーは焼結済みパウダーとは染料吸収量が異なるため、制御がしづらく、染め上がりの品質が不均一になり洗浄耐性も低下します。造形品のクリーニングには、自動粉末除去・研磨が可能なFuse Blastの使用をおすすめします。Fuse Blastを用いることで、追加の手間をかけることなくルースパウダーを完全に除去できます。また、手動ブラスタでも部品のクリーニングは可能です。
Nylon 12 Whiteパウダーで作る造形品の場合、残留パウダーによって白色の造形品が灰色っぽくなってしまうため、グレーのパウダーを使用したブラストキャビネットでの併用は推奨されません。
2. 染色
色飽和度を最大化するため、開始時は浴槽を90℃に加熱します。染料浴によっては、加熱に数時間かかる場合があります。染料浴が最高温度に達したら、造形品を1分間浸して試験してください。1分程度で色調を確認し、染料や浴中に浸しておく時間の微調整が必要かどうかを判断することができます。
温度と時間
温度と時間は、造形品の最終的な色合いに大きく影響します。試験結果によると、高温ほど短時間で高い彩度が得られます。

この画像の造形品は90°Cの同一の染料浴で染色し、右から左へ3分間隔で取り出したもの。
より淡い色合いを望む場合は、染料液の温度を70℃以下に下げてください。高温では飽和が起こるスピードが非常に早く、調整余地がほとんどなく仕上がりにもばらつきが生じやすくなります。時間経過とともに染料の取り込み量は増しますが、20〜25分で飽和点に達しそれ以上は線量が表面に浸透しなくなります。
添加剤
添加剤によっては、染色プロセスを変え、均一性や染料取り込み量を向上させるものがあります。RIT ProLineやジャカード酸性染料には、染浴を酸性化するためにクエン酸や酢酸が一般的に使われます。
硫酸アンモニウムは、クエン酸または酢酸の大部分または全部を1:1で代替可能です。硫酸アンモニウムはより穏やかな酸源かつレベリング剤で、染料の取り込み速度を遅らせます。これにより淡色でも均一性を確保しやすくなり、色調をより厳密にコントロールしたい場合に有用です。酸源に加えて使用可能な他のレベリング剤には、硫酸ナトリウム、酢酸ナトリウム、カチオン性・非イオン性界面活性剤があります。
界面活性剤は、染料浴だけでなく染色後の洗浄でも有用です。染料浴に界面活性剤を加えることで、部品内部の小さな孔や溝への染料浸透や染料の均一化に役立ちます。非イオン系家庭用洗剤(例:Alcojet Low-Foaming Detergent)を使用することも可能です。推奨量は染料浴1kgあたり10gです。食器用洗剤のようなイオン性界面活性剤は、発泡する可能性があるため推奨しません。
部品からの染料溶出を最小限に抑えるには、染色後、穏やかな界面活性剤で洗浄し余分または非結合状態の染料を除去します。強い界面活性剤や熱湯は色あせを引き起こすことがあるため、使用する場合は注意してください。Synthrapolなどの特別な洗剤をメーカー指示に従って使用することをおすすめします。
洗浄後、染料定着剤を使用して染料の溶出を防止できます。これらの定着剤は洗浄・乾燥後の染色済み部品に使用することができ、オンラインでもさまざまな種類のものが購入できます。酸性染料、ナイロン、シルク、ウール向けと記載された定着剤を選んでください。定着剤の使用に加えて、または代替として、コーティング処理で洗浄・耐光堅牢度を最適化できます。ポリウレタンコーティングは染色布地によく使われますが、加工が難しい場合があります。小規模または簡易的なワークフローの場合、布用コーティングや保護剤を染色部品の表面コーティングに使用できます。ナイロン生地対応のコーティングを選んでください。
染料浴の色を変える
染料浴の色を変える際は、まず現在の溶液を完全に排出し、地元の規制と染料の安全データシート(SDS)に従って処分してください。また、地元の安全規制に従って染料浴を液体のまま保管し、後日に再利用することも可能です。
染料溶液を加熱・循環させると沈殿が生じることがあります。そのため、排水後にはタンクの壁面や底を拭き、色が混ざらないようにします。この2ステップが完了したら、循環系内の残留染料を除去するためきれいな水ですすぐことをお勧めします。
機械の洗浄が完了したら、新たな染料溶液を準備します。複数の色を頻繁に使用する場合、サーキュレーターを複数用意して頻繁な交換を回避することも可能です。
Ken Pillonel氏は回避策として、タンク内で染料を満たした大型のフラスコを使用し、下部に回転式のマグネットを取り付けて液体を撹拌するという方法を考案しました。こうすることで、冷却や洗浄が終わるのを待つことなく、染料の色ごとにフラスコを使い分けることができます。この方法や回避策についての詳細は、本記事の最後にある動画をご覧ください。
染料浴の劣化
連続バッチで部品を染料浴に通すと、染料顔料が部品表面に吸収され、染料浴中の染料濃度が減少します。そのために、溶液に染料を追加する必要があるかもしれません。最も一貫した染色結果を得るには、各サイクルごとに新しい染料浴を用意することが理想です。
3. 染色後の処理
洗浄
染色後、部品を水で洗浄します。この洗浄で部品表面の余分な染料溶液を除去します。余分な染料は乾燥中に色むらを招き、湿気にさらされると溶出する可能性があります。洗浄はぬるま湯で1~5分程度、もしくは水が透明になるまで行います。多数の部品を一度に浴槽から取り出す場合、取り出した直後に冷水に浸してください。完全に洗浄し切らないまま乾燥すると色むらの原因になります。
乾燥
洗浄後の乾燥は、ステイニング防止に役立ちます。この過程はオプションですが、内部にキャビティがある部品には特にお勧めです。こうした部品は乾燥むらが生じやすく、一部表面に水跡が残る場合があります。これを防ぐには、染色後に余分な染料をしっかり洗い流し、可能であれば圧縮空気で余分な水分を飛ばして乾燥を補助します。食品用脱水機を使うと、低コストで再現性高く一貫した結果を得られることがわかりました。
研磨
染色後にFuse Blast Polishing Systemを使って研磨を行うと、染色部品の反射率が上がり、より光沢のある外観が得られます。また、ベーパースムージング(溶剤噴霧)後に染色すれば、光沢のある仕上げも可能です。
色と材料の組み合わせ
ホワイトパーツの染色
最も幅広いカラーバリエーションを実現するには、Nylon 12 Whiteパウダーで作った造形品を染色するというのが最良のオプションです。パステルや鮮やかな色など、明るい色で染色を行う場合はNylon 12 Whiteパウダーの使用が推奨されます。

超音波染色を施したNylon 12 Whiteパウダー製3Dプリント部品。
グレーパーツを染色する
このプロセスは、Nylon 12パウダーで作る造形品の染色にも問題なく使用できます。 ただし、Nylon 12パウダーの造形品は色合いがダークグレーのため、染色可能なのは染料がパウダーより濃い色である場合のみに限られ、鮮やかさはやや抑えられます。

Nylon 12パウダーの造形品(ダークグレー)をより濃い色に染色。
造形品を黒色で染色
最終色を黒にしたい場合は、FormlabsのNylon 12パウダーとRit ProLine Blackの組み合わせを推奨します。この材料は下地が濃色なため、より一貫性のある黒色へ染色できます。
一方、Nylon 12 Whiteパウダーの造形品を黒色で染めることは可能ですが、推奨はしていません。下地が明るいと、最初から暗い色合いのNylon 12パウダーに比べて濃色の表現が難しくなります。
染色で得られるメリット
染色は通常、コーティングの代替手段として実施されます。従来の塗装・コーティングに比べ、染色はコストと手間を抑えながら複雑な形状にも色付けできる点が利点です。
コスト
染色を内製化するための設備も非常に手頃な価格で入手可能です。一度機材を入手してしまえば、試しに染色を行う際のコストは極めて低く抑えられます。このため、塗装やコーティングよりも染色の方が費用対効果に優れていることがほとんどです。
人件費
染色工程はほぼ自動化されており、染料溶液さえ用意できれば装置が染浴温度を自動調節します。必要な作業は、溶液が循環中に部品を投入し、所定時間後に取り出してすすぐだけです。このように労力が極めて少ない点は、SLS 3Dプリント品を着色する上で染色が有力な手段となるもう一つの大きな利点です。
部品の形状
FuseシリーズSLS方式3Dプリンタは非常に複雑な形状のプリントが可能です。これにより、従来の目視に依存してスプレーを行うコーティングでは難しい、または不可能なフィーチャーもしっかりと着色できます。染色は水溶液による色付けのため、複雑な内部形状も外部同様に効果的に染色できます。
染色の制約事項
染色で同じ結果を何度も得られるようにするためには、考慮すべき制約事項があります。
ジオメトリ
カップ状の形状を持つ部品を染色する際は、部品が完全に液中に沈むように配置してください。内部にキャビティがある部品は、空気が入り込んで浮かんでしまう傾向があります。その場合、液面上に浮いた部分や気泡が入っている内部面に染料が行き渡らないことがあります。部品を強制的に沈め、攪拌して気泡を除去することでこの問題を効果的に解決できます。
色の制約
淡色で染める場合、染浴時間と温度が最終色に大きく影響します。特定の色合いが必要、または複数回の染料浴で全パーツを同じ色合いにしたい場合は、同じ時間・同じ温度で染色し、同タイミングで取り出すようにしてください。
作業場所の制約
染色工程は作業場所が汚れやすいです。部品を溶液に入れたり取り出したりする際に、溶液が飛散したり垂れたりすることがあります。皮膚や衣類に付着するとその箇所に色がついてしまうため、適切な保護具を着用してください。また、白い壁など汚したくない場所がある場合はその面から設備を離して配置してください。使用する染料によっては使用後の廃棄が難しい場合もあります。地元の水の処理要件を確認し、SDSに従って染料溶液を適切に処分してください。最後に考慮すべき点は、染色工程で発生するガスです。染色には加熱が必要なため、染料浴の成分によってはガスが発生します。弊社が行った試験ではブランドによって染料浴の臭気の強さが異なることがわかりました。いずれの場合も、適切な換気を強く推奨します。RIT ProLineは他ブランドより臭気が弱い傾向がありました。
耐光性および洗浄耐性
染色部品は光や水にさらされると時間と共に色褪せることがあります。これに対応する性質をそれぞれ耐光性、洗浄耐性と呼びます。染色後の洗浄が不十分な場合、湿潤環境で染料が溶出することがあります。詳細は染色後の洗浄セクションをご参照ください。ただし、適切な洗浄・乾燥を行っても色褪せが発生する可能性はあります。高温や頻繁な洗浄では色褪せが加速することがあります。長時間日光にさらされたりUV光が照射されるような場合も同様です。
UVカットの透明コーティングなど、UV対策を施すことで耐光性の向上に役立ちます。KrylonやRustoleumなどのブランドは広く入手可能で、かつコストパフォーマンスも高い製品です。Formlabsの試験では、RIT ProLineの黒染料で染めたNylon 12 Whiteパウダーの造形品は、日光に1週間程度晒したのと同様の光を照射したような一定の色合いを維持しました。同様に、60°Cの湯に6時間浸すと染色部品が約3%退色しました(人間がギリギリ感知できるレベルです)。これらの部品からは目に見える程度の染料が溶出し、水や皮膚、布地に色移りが発生しました。


染色は、ブランドの美観に合わせたカスタムカラーが必要な機能試作や実製品用部品に最適。
ケーススタディ:SLSナイロンパーツの染色をKen Pillonel氏と考える
エンジニアでもあり、人気YouTubeチャンネルExploring the Simulationの創設者でもあるKen Pillonel氏は、FuseシリーズSLS製品を使って「ワンマン運営のプラスチックファクトリー」を立ち上げました。生産能力を拡張し、2台目のFuse 1+ 30Wプリンタ、Fuse Sift、Fuse Blastを導入後、Pillonel氏はNylon 12 Whiteパウダーによる造形品を染色することで、実製品として使えるAirpods充電ケースを生産できるようになりました。実製品用パーツとしてのSLS 3Dプリントについて詳しく解説されているこちらの動画では、窒素を使用して造形する際のワークフロー、正確で再現性のある高品質な染色方法などが紹介されています。
SLS 3Dプリント品の染色を始める
超音波染色などの手頃な方法があることから、SLSプリント品の外観を高めるうえで染色は容易で取り入れやすいアプローチ。
入手しやすいハードウェアと染料を用いてNylon 12 WhiteパウダーおよびNylon 12パウダーの造形品を染色することで、どんな色合いでも、コストパフォーマンスや効率性に優れた方法で最終的な部品に色をつけることができます。このプロセスは、従来のコーティングに代わる有力な選択肢であり、複雑な形状でも最小限の手間で効果的に着色できます。
本資料に記載された推奨ガイドラインに従うことで、ユーザーは希望の結果を一貫して実現できるようになり、SLS 3Dプリントによるナイロン部品の応用範囲が拡大することでしょう。染色は、外観、機能、安全性の向上など、さまざまな目的に応じて3Dプリント部品に色彩を取り込む上で貴重なソリューションとなります。
SLS方式によるナイロン部品を必要とする用途を検討されている場合は、Fuse製品やナイロン部品の染色についてFormlabsまでお気軽にお問い合わせください。