

As a modern manufacturing process designed to produce hollow plastic parts at scale, blow molding has been around since 1938, when American inventors Enoch Ferngren and William Kopitke filed a patent for an “Apparatus for Forming Hollow Articles from Organic Plastic Material.” However, the principles of blow molding — or blow moulding, as it is sometimes spelled — have been around since at least the 1st century B.C., when glass blowing was developed in ancient Syria. Today, 3D printing and other advanced manufacturing technologies are improving the efficiency and effectiveness of plastic blow molding as well as making it more accessible to a wide variety of manufacturers.
The three main types of blow molding — extrusion blow molding (EBM), injection blow molding (IBM), and injection stretch blow molding (ISBM) — each involve the use of air to inflate a heated plastic preform so that it fits against the contours of a mold. While EBM typically achieves the lowest per-part cost, IBM and ISBM are capable of producing products that are more complex and can hit functional benchmarks that parts produced via EBM cannot. In particular, ISBM is often used to make products that require high degrees of strength and clarity.
This article provides a detailed description of the different types of plastic blow molding processes, the most common polymers used for blow-molded products, and how you can get started with blow molding.

Low-Volume Rapid Stretch Blow Molding With 3D Printed Molds
This white paper provides methods and guidelines for using SLA 3D printed molds in the SBM process to lower costs and lead time during pre-production. From design and workflow considerations to molding conditions, it details the feasibility study from two industry experts, Unilever and Serioplast.
What Is Blow Molding?
Blow molding is an industrial manufacturing process used to create hollow plastic parts. Many different industries utilize plastic blow molding, including the automotive industry — for tanks, intake assemblies, and ducting, among other components — and the agricultural industry, for bulk containers, irrigation parts, and fluid reservoirs. But perhaps the most well-known use for blow molding is in the packaging industry, where the process is used to make plastic bottles and other enclosures for everything from water to beauty products to cleaning solutions.
Plastic blow molding offers a reliable and affordable method to create plastic parts at scale. Like many manufacturing processes, initial start-up costs can be high, so blow molding often begins to make economic sense only when a manufacturer needs to create thousands of the same part. While some methodologies allow for greater complexity than others, blow molding is likely to be most effective for hollow, thin-walled shapes.
Compared to injection molding, plastic blow molding typically has a lower tooling cost. Likewise, many different materials can be blow molded, making it an appropriate process for a wide variety of applications.
Small-batch manufacturing and iterative product design, therefore, are usually better performed by tools with lower start-up costs and more design versatility, such as 3D printers. Some industry leaders, however, are beginning to use both technologies in their manufacturing processes by designing blow molds using stereolithography 3D printers, reducing the cost of tooling and improving the quality of the final product.

Reduce Cost and Time for Pilot Testing Packaging With Rapid Blow Molding
In this webinar, blow molding expert Flavio Migliarelli will walk you through the workflow and step-by-step method, and discuss the key benefits and applications of using 3D printed molds for rapid stretch blow molding.
How Does Blow Molding Work?
In the blow molding process, pressurized air is forced through a nozzle into a heated plastic preform, which expands to fit the contours of a mold. Through this process, a thin plastic wall is formed in the shape of a mold, leaving a hollow cavity. The plastic is then cooled until it no longer needs the mold to retain its shape. Finally, the mold is removed, excess plastic is trimmed, and the plastic part is tested for quality before being shipped.
1. Preform Heating
How a preform is created differs between the three main blow molding processes: EBM, IBM, and ISBM. This article will describe those differences in detail in the ‘Blow Molding Process Types’ section.
Once the preform is created, it must be heated to a specific temperature that allows it to retain its integrity while being filled with pressurized air. Depending on the process and type of plastic, the preform may already be heated to a temperature that allows it to expand to fit the mold. In other cases, tools like band heaters and ring heaters are used to bring the preform into the thermoelastic temperature range.
The proper temperature varies based on the material, methodology, and desired finished product. Polyethylene terephthalate (PET), a material often used to create beverage containers, is typically heated to around 100° C. In order to achieve consistent wall thickness and avoid damaging the final product, it is very important to ensure the preform is heated evenly.
2. Molding
Once the preform is malleable, pressurized air is delivered through a nozzle. Like a balloon, the preform inflates until the thin plastic walls fit the contours of the cavity. Molds may give the bottle different shapes and textures and include logos and lettering. As with other types of molding, including compression molding and injection molding, blow molds allow for excess plastic to escape the mold to avoid pressure buildup and ensure consistent results.
Pressurized air must be delivered at a consistent pace that allows for the preform to expand without cracking or tearing. More complex molds may increase the per-part production time, leading to an increase in cost.
3. Cooling and Solidification
After the hollow body is created, it must be cooled until it drops out of the thermoelastic range so that it retains its shape once the mold is removed. Therefore, an efficient and effective cooling system can have a large impact on the efficiency of any blow molding process.
As with heating and molding, cooling and solidification must be done evenly to avoid damage. Additionally, cooling too fast can lead to deformities and inconsistencies in the finished part. Many blow molding machines use chilled compressed air and/or fluid cooling channels to increase the efficiency of the blow molding process.
4. De-Molding and Post-Processing
When the temperature has dropped below the thermoelastic range, the hollow body can be removed from the mold and transferred to a production line where it can be deflashed, trimmed, tested for any leaks, assessed for quality, and packaged for shipping.
In many modern manufacturing lines, de-molding and post-processing, including trimming and checking for leaks, can be almost completely automated, although especially large or custom designs may require manual finishing. However, human oversight is still a critical part of most blow molding processes for quality control purposes as well as for final packaging.
Blow Molding Process Types
There are three primary types of blow molding: extrusion blow molding (EBM), injection blow molding (IBM), and injection stretch blow molding (ISBM). The primary differences between these three types lie in how the plastic preform or parison is formed.
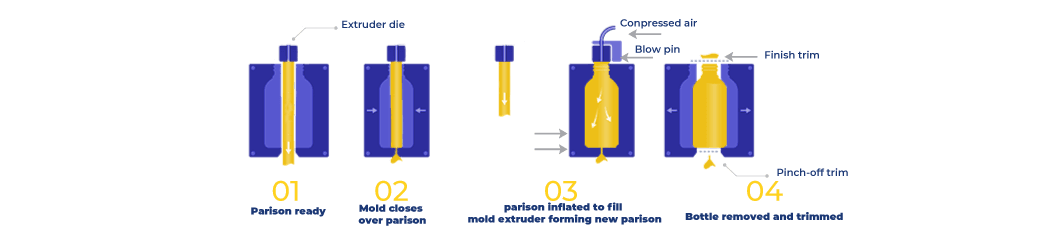
Extrusion Blow Molding (EBM)
Source: GAP Polymers
Extrusion blow molding (EBM), the most common type of blow molding, is also the simplest and least expensive. However, products created via EBM are typically limited in structural complexity and detail.
In EBM, molten plastic is forced through an extruder, forming a hollow tube: the parison. Then the mold closes around the parison. Next, pressurized air is used to inflate the parison until it completely fills the mold cavity, matching the inner contours of the mold.
After the parison has been fully inflated, the cooling and solidification process occurs, often with the assistance of fluid cooling channels or compressed air. However, since EBM is the most basic type of blow molding, some EBM machines rely upon cooling to occur naturally.
Extrusion blow molding is often used with polyethylene (PE), a popular plastic for agricultural tanks, automotive fluid (such as motor oil and coolant) bottles, shampoo bottles, and many other common products. EBM is also the most common method of blow molding nylon.
In addition to limited structural complexity and detail, manufacturing technicians may find that they are unable to achieve the variation in wall thickness that their product requires and be forced to turn to IBM or ISBM. However, for many applications such as simple containers and bottles, EBM is sufficient.
Additionally, although EBM only allows for a small to medium blow-up ratio, the final EBM-produced part can be quite large, making it the preferred method for producing products such as industrial drums, carrying cases, and fuel tanks.
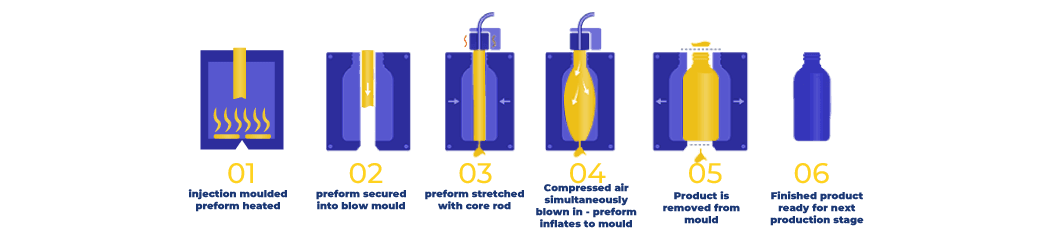
Injection Blow Molding (IBM)
Source: GAP Polymers
Injection blow molding (IBM) combines injection molding and blow molding. First, the preform is created by injecting molten plastic into a mold and then cooled to create a parison. Then the preform is transferred to the blow mold cavity, reheated, and filled with compressed air until it expands to fill the cavity of the blow mold. From that point on, the process is very similar to EBM: the molded plastic is cooled, removed from the blow mold, trimmed, and shipped.
However, the blow molding step does not always require that the parison be heated to the same temperature as when it was injection molded. This often makes injection blow molding a superior option for manufacturers working with materials that have a long drying time, such as PET, the material most frequently found in soft drink and water bottles.
IBM is also better suited than EBM for complex shapes or for products with tighter tolerances (for example, medicine bottles that have a strict neck tolerance). Manufacturers in the cosmetics and pharmaceutical industries are therefore likely to turn to injection blow molding due to its increased precision. Because of the multi-step process and added design complexity, however, tooling can be much pricier and the overall time per part typically exceeds that of EBM.
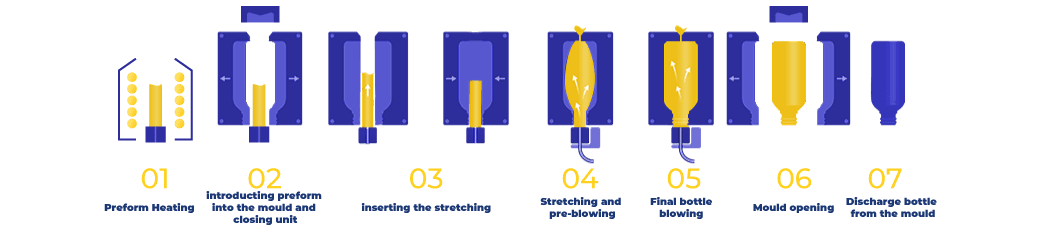
Injection Stretch Blow Molding (ISBM)
Source: GAP Polymers
Like IBM, injection stretch blow molding (ISBM) is able to achieve greater part complexity and dimensional accuracy than EBM. Often, especially when using PET plastic, ISBM allows for even greater detail and finer design features than IBM. As an added bonus, some ISBM manufacturing processes reduce or eliminate excess plastic, which creates less waste and a smoother finished product.
ISBM is very similar to IBM in that it is a two-step process that begins by using injection molding to create the preform. However, once the preform is transferred to the blow mold and gets heated, a vertical rod is extended to stretch the preform before pressurized air is injected. This crucial extra step makes ISBM capable of producing ovoid, square, and polygonal shapes that other methods may struggle with.
ISBM involves an additional step — the stretching — compared with IBM, resulting in slightly longer processing times and, on average, the highest tooling costs of the three main methods of blow molding plastic.
Blow Molding Materials
| Material | Characteristics | Cost | Flexural Modulus (approximate)* | Heat Deflection Temperature (HDT)(approximate)* | Applications |
|---|---|---|---|---|---|
| High-density polyethylene (HDPE) | Translucent, moderate hardness, easily dyed | $ | 1,170 MPa | 71 °C / 160° F | Agricultural tanks, industrial drums, carrying cases, automotive fluid bottles, shampoo bottles |
| Low-density polyethylene (LDPE) | Translucent, soft-to-moderate hardness, easily dyed | $$ | 275 MPa | 60 °C / 140° F | Squeeze bottles, boat fenders, blown film for plastic bags |
| Polyethylene terephthalate (PET) | Clear, fairly hard, easily dyed, strong moisture barrier | $$ | 3,400 MPa | 79 °C / 175° F | Soft drink and water bottles, plastic jars |
| Polypropylene (PP) | Translucent (but some blends can be almost clear), Moderate-to-hard hardness, easily dyed, autoclavable | $ | 1,030 MPa | 77 °C / 170° F | Tubes for automotive and appliances, food containers, plastic storage totes |
| Polyvinyl chloride (PVC) | Clear (but easily dyed to opacity), high variability in hardness, durable | $$ | 2,300 MPa | 79 °C / 175° F | Bellows, traffic cones, pipes, fittings |
| Nylon (polyamide, PA) | Translucent, moderate hardness, strong, impact resistant | $$$$ | 2,900 MPa | 169 °C / 336 ° F | Automotive tubes and reservoirs |
| Polycarbonate (PC) | Clear, fairly hard, easily dyed, very tough, impact-resistant | $$$ | 2,350 MPa | 143 °C / 290 ° F | Large water bottles, food storage containers, syringes |
| Cyclin olefin copolymer (COC) | Clear, hard, autoclavable, strong moisture barrier | $$$$ | 2,480 MPa | 77 °C / 170° F | Blown film, shrinkwrap, syringes, medical storage (alternative to glass) |
| Acrylonitrile butadiene styrene (ABS) | Opaque, hard, tough, impact-resistant | $$$ | 2,680 MPa | 88°C / 190 ° F | Housings for electronics, car bumpers, carrying cases, pipes and hoses |
*values for HDT and flexural modulus will depend upon the specific ingredient balance and manufacturing process of a given batch.
Developing Products for Blow Molding With 3D Printing
Because of high startup costs, complicated and expensive tooling processes, and lack of manufacturing expertise, many companies that need to produce blow-molded parts currently outsource design and production. The molds themselves are often made with aluminum, zinc, or steel alloys, which are expensive to machine. Even if an outsourced firm is able to prototype molds, design services often come with a high price tag and a slow turnaround time, rendering truly iterative prototyping infeasible.
However, 3D printing can now empower companies to prototype and design molds in-house, reducing the cost and turnaround time necessary to develop hollow-body plastic packaging for their product. While many companies may still choose to outsource production, 3D printing gives them increased control over the finished product — on a quicker timescale and at a much lower cost.
Unilever has recently turned to 3D printing to reduce costs and speed up the design process for plastic product packaging. Together with their manufacturing partner Serioplast, they validated the 3D printed molds for low-volume stretch blow molding using the Formlabs Form 3L stereolithography (SLA) 3D printer and Formlabs Rigid 10K Resin,
“With the 3D printed mold, we can save up to 70% time and 90% cost compared to the standard mold. In the past, [clients] had to wait up to 12 weeks just for one design, now we can make five designs.”
Flavio Migliarelli, R&D Design Manager, Serioplast Global Services
Because a 3D printer can produce parts in hours and the molds cost a fraction of metal tooling, companies now have a greater degree of control when it comes to the development of hollow plastic parts. Mold designs can be created digitally using CAD and exported to a 3D printer, which can produce highly detailed rapid tooling using materials that are strong and temperature-resistant enough to be used in an industrial blow molding machine, allowing companies to prototype both the mold and the finished part. If a design tweak needs to be made, companies are able to quickly and cheaply print the redesigned mold.
“You can have a real bottle before you do the real mold, so you can identify immediately if you are on the right path in your development or if you need to change something to avoid mistakes that can cost more.”
Stefano Cademartiri, CAD & Prototyping Owner, Unilever
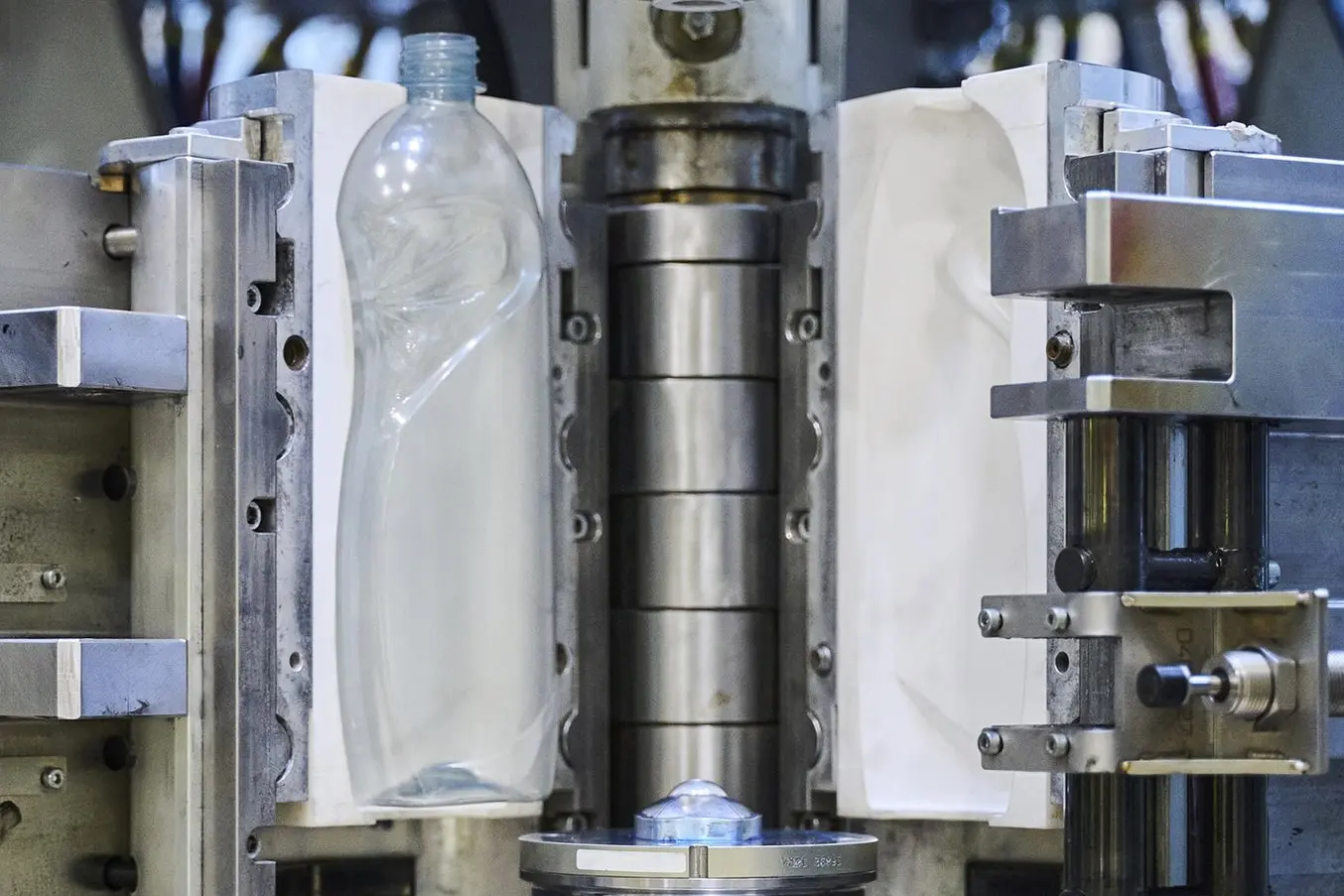
Mold 3D printed with Rigid 10K Resin for Unilever Slice 750 mL bottle installed onto the shell holder on the machine. The team can use the same process window as with a standard pilot mold, which allows them to reliably test the final process.

Request a Free Sample Part
See and feel Formlabs quality firsthand. We’ll ship a free sample part to your office.
Get Started With Blow Molding
Plastic blow molding is a popular manufacturing process that is used in a wide variety of industries and accommodates a range of popular materials. Fundamentally, blow molding involves using pressurized air to inflate thermoelastic plastic to fit a mold. Once it reaches the desired shape, it is cooled, post-processed, and shipped to the customer.
Popular materials for blow molding include polyethylene (PE), polyethylene terephthalate (PET), and polypropylene (PP). Its material versatility, scalability, and reliability make blow molding an essential part of producing packaging products, storage containers, and machine components for the consumer packaged goods, automotive, agricultural, pharmaceutical, and cosmetics industries, among others.
Today, technologies such as 3D printing are lowering the barriers to entry for blow molding for both small and large manufacturers, primarily by enabling the iterative prototyping of molds. Product designers and small manufacturers that may have had to outsource the design and production of blow molds can use in-house 3D printing to gain more control over the process at a reduced cost.
Depending on the application, those getting started in blow molding may choose between extrusion blow molding (EBM), injection blow molding (IBM), and injection stretch blow molding (ISBM). In general, EBM offers quicker turnaround times and a greater range of sizes while limiting the level of detail and design complexity. IBM allows for a high level of design detail, but the size of the final part may be limited. ISBM, in turn, can provide a greater range of options when it comes to shapes. EBM tends to cost less than IBM and ISBM.
Want to learn more about blow molding molding with 3D printed molds? Download our white paper for detailed guidelines for using 3D printed molds in the blow molding process and an in-depth real-life case study with Unilever and Serioplast.