

Einführung in das Gießen von 3D-gedruckten Schmuckmodellen
Die Art und Weise, wie Juweliere arbeiten, ist im Wandel, und gießbare Photopolymer-Kunstharze spielen dabei eine entscheidende Rolle. Für unabhängige Designstudios, die sich durch kundenspezifische Designkonzepte und -prototypen hervortun, wie auch für große Schmuckgießereien, die ihre Produktion und gleichzeitig ihr Angebot ausweiten, sind digitale Fertigungstechnologien immer wichtiger für ein erfolgreiches Schmuckgeschäft. In diesem Leitfaden lernen Sie, wie Sie filigrane Schmuckstücke anhand von 3D-gedruckten Modellen aus Formlabs-Druckern gießen.
Einführung in das Gießen von 3D-gedruckten Schmuckmodellen
Die Art und Weise, wie Juweliere arbeiten, ist im Wandel, und gießbare Photopolymer-Kunstharze spielen dabei eine entscheidende Rolle. Für unabhängige Designstudios, die sich durch kundenspezifische Designkonzepte und -prototypen hervortun, wie auch für große Schmuckgießereien, die ihre Produktion und gleichzeitig ihr Angebot ausweiten, sind digitale Fertigungstechnologien immer wichtiger für ein erfolgreiches Schmuckgeschäft. In diesem Leitfaden lernen Sie, wie Sie filigrane Schmuckstücke anhand von 3D-gedruckten Modellen aus Formlabs-Druckern gießen.
Was ist Direktfeinguss?
Direktfeinguss, auch bekannt als Wachsausschmelzverfahren, ist eine beliebte Technik zur Herstellung von Gussformen, die genutzt werden kann, um kleine und große Teile mit einer Vielzahl von Metallen herzustellen. Seit über 5000 Jahren werden Metalle gegossen. Dieses uralte Verfahren erlaubt es Herstellern, mit einer großen Bandbreite an Materialien zu arbeiten, und ist eine der einfachsten Methoden zur Herstellung von Metallteilen.
Beim Feinguss wird mithilfe eines handgefertigten oder eines 3D-gedruckten Urmodells eine Hohlform hergestellt. Das Urmodell wird in ein feuerfestes Gussmaterial, auch bekannt als „Einbettmasse“, getaucht, das trocknet und aushärtet. Das Wachs oder das 3D-gedruckte Modell wird ausgebrannt, wodurch ein negativer Raum mit der Form des Designs zurückbleibt. In diesen Hohlraum wird Metall gegossen, um das Endprodukt zu erzeugen.
Wachsmodelle für detailreiche Schmuckstücke lassen sich nur mühevoll in Handarbeit herstellen. In der heutigen Welt, in der die Nachfrage hoch ist und Trends kurzlebig sind, können per Hand gefertigte Produkte oftmals nur schwer Schritt halten. Fortschrittliche Materialien und erschwingliche, betriebsinterne 3D-Drucker wie die von Formlabs revolutionieren die Arbeitsweise von Schmuck-Designern und -Herstellern. Sie ermöglichen Industriequalität an der Werkbank und erleichtern die Produktion und Anpassung von komplexen Geometrien, die bisher zeitintensive Feinarbeit erforderten.

Grundausstattung
Von Formlabs hergestellt
- Formlabs-Stereolithografie-3D-Drucker (SLA)
- True Cast Resin, Castable Wax 40 Resin, Castable Wax Resin
- PreForm Software (kostenlos)
- Finish Kit oder Form Wash
Produkte von Drittanbietern
- Certus Prestige Optima Einbettmasse
- Ofen (732 °C), Vakuumeinbettgerät und Gießanlage (z. B. Neutec J2R)
- Zum Ausbrennen in Innenräumen aktive Belüftung wie Vent-A-Kiln
Für weitere Informationen zur Verwendung von True Cast Resin, lesen Sie unseren Supportartikel.

Beratung buchen
Kontaktieren Sie unser Expertenteam für 3D-Druck für eine persönliche Beratung zur passenden Lösung für Ihr Geschäft, eine Analyse Ihrer Kapitalrendite, Testdrucke und vieles mehr.
1. Design für den Feinguss erstellen
Verwenden Sie eine CAD-Software wie RhinoGold, JewelCAD oder 3Design, um mit diesen besten Praktiken Ihr Teil vom Konzept zum 3D-gedruckten Muster zu führen.
Verwendete Produkte:
True Cast Resin: Ein wachsgefülltes Material für den präzisen Guss filigraner Schmuckstücke oder komplexer technischer Bauteile mit einer Dicke von bis zu 5 mm. Es ergibt hochgradig genaue Teile mit herausragender Detailwiedergabe und glatten Oberflächen.
Castable Wax 40 Resin: Ein Direktguss-Kunstharz mit hohem Wachsgehalt, das eine erhöhte Gießbarkeit bietet und sich für eine Vielzahl von Designmerkmalen wie Steinfassungen und Gravuren eignet.
Castable Wax Resin: Ein Kunstharz mit geringerem Wachsgehalt und hoher Festigkeit im ungehärteten Zustand, das sich für sehr feine Strukturen wie Draht-Filigranschmuck eignet.
|
CASTABLE WAX 40 RESIN | TRUE CAST RESIN | CLEAR CAST RESIN | ||
|---|---|---|---|---|---|
| Anwendungen | Filigraner, leichter Schmuck und Anwendungen in der Zahnmedizin | Mittlere bis schwere Schmuckstücke und kleine technische Bauteile | Mittlere bis schwere Schmuckstücke, Medaillons, Figuren und kleine technische Bauteile mit einer Dicke von bis zu 5 mm | Anspruchsvolle technische Bauteile mit einer Dicke von über 3 mm | |
| Kompatibilität | Form 2 Form 3/+ Form 4 |
Form 2 Form 3/+ |
Form 4 | Form 2 Form 3/+ Form 4 |
BRECHEN DER EINBETTMASSE VERMEIDEN
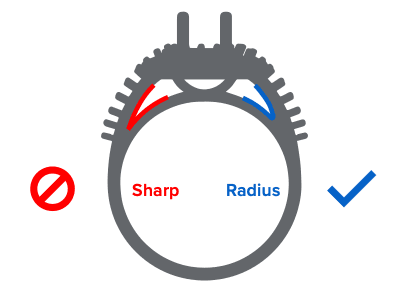
Der Entwurf traditioneller Wachmodelle und 3D-gedruckter Kunstharzmodelle ähnelt sich in vielen Aspekten, so etwa bei der Bedeutung eines gleichmäßigen Materialflusses. Vermeiden Sie nach Möglichkeit scharfe Ecken und Kanten. Scharfe Kanten führen nicht nur zu mehr Turbulenzen im Metall, sie konzentrieren auch die Ausdehnungsspannungen in der Form.
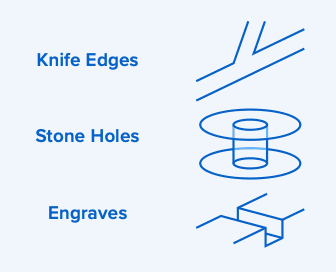
Konzentrierte Dehnungsbelastung verursacht das Brechen der Einbettmasse, eines der häufigsten Qualitätsprobleme im Feinguss mit Kunstharz. Anzeichen für gebrochene Einbettmasse sind gefüllte Vertiefungen wie Gravuren und Steinfassungen im Gussteil. Gebrochene Einbettmasse führt für gewöhnlich zu rauen Gussteiloberflächen oder Lochfraß, die aus Rückständen von Einbettmasse entstehen.
Achten Sie neben scharfen Kanten auch auf die Tiefe von Vertiefungen. Eine gute Faustregel ist es, die Kanäle und Löcher breiter als tief zu gestalten. Diese Regel ist umso wichtiger, wenn die Vertiefung klein und die Einbettmasse, die das Merkmal umgibt, zerbrechlich ist.
Im Formlabs-Ecosystem sind True Cast Resin und Castable Wax 40 Resin dafür ausgelegt, die Dehnung und das Brechen von Einbettmasse zu verringern und so mehr Zuverlässigkeit zu ermöglichen, wenn Vertiefungen erforderlich sind. Vergleichen Sie unsere Kunstharze für den Schmuckguss hier.
GUSSKANÄLE
Empfindliche Gusskanäle können gedruckt werden, um den Arbeitsaufwand zu Reduzieren und das Füllen der Form in Bereichen mit feinen Details zu verbessern. Entwerfen Sie Eingusskanäle so, dass sie entweder gerade sind oder sich zum Teil hin verjüngen.
Stützstrukturen, die in PreForm hinzugefügt wurden, sollten nicht als Gusskanäle verwendet werden. Wenn Sie Gusskanäle 3D-drucken möchten, empfehlen wir, sie in Ihrem CAD-Design hinzuzufügen.
3D-gedruckte Gusskanäle sollten nur dort verwendet werden, wo ein Anbringen von Wachskanälen schwierig ist, z. B. dort, wo ein Gusskanal einen unzugänglichen Bereich eines Kunstharzmodells mit einem anderen verbindet. Echte Wachskanäle sorgen für eine bessere Gussteilqualität, indem das Modell früh mit Sauerstoff in Kontakt kommt, wenn sie ausgeschmolzen werden.
BEFESTIGUNGSPUNKTE FÜR GUSSKANÄLE
Kunstharzmodelle schmelzen nicht, wodurch sich schwere Teile manchmal nur schwer an Gusskanälen aus Wachs befestigen lassen. Indem Sie einen Befestigungspunkt für den Gusskanal in Ihrem CAD-Modell entwerfen, sparen Sie sich den Frust, zu sehen, wie ein 3D-gedrucktes Modell in der gerade vergossenen Muffel schwimmt. Dieser Befestigungspunkt kann eine einfache Bohrung auf der Unterseite oder ein Ringband sein, oder ein kleiner hohler Pfosten, der mit Wachs gefüllt oder umgeben werden kann, wenn er am Gusskanal befestigt wird.

DICKE UND GROSSE TEILE
True Cast Resin eignet sich für den Druck und das Gießen von dicken Schmuckteilen bis zu 5 mm Dicke, wie z. B. schwere Absolventenringe, während Castable Wax 40 Resin an den meisten Stellen des Modells Querschnitte bis zu 4 mm umsetzen kann. Dicke Bereiche eines Modells können umso besser gegossen werden, je näher sie sich am Gusskanal befinden. Beachten Sie, dass für den Feinguss großer Teile mit Geometrien von mehr als 3 mm auch Clear Cast Resin eine Option ist.
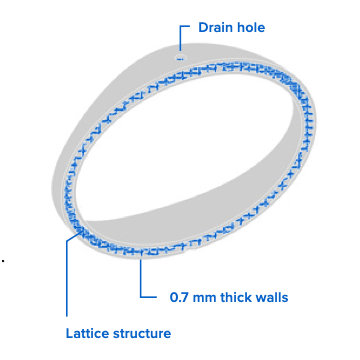
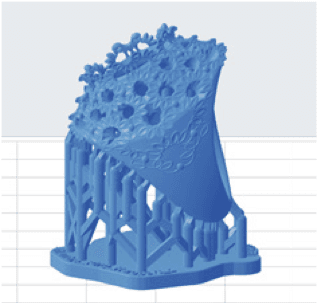
Castable Wax Resin ist eine Materialalternative für große und monolithische Designs wie Statuen. Aufgrund der höheren Festigkeit im ungehärteten Zustand eignet sich Castable Wax Resin zum Aushöhlen von Designs mit einer dünnen Hülle. Diese Strategie verringert die Ausdehnungskräfte, die beim Ausbrennen auf die Einbettmasse wirken. Teile mit einer Stärke von mehr als 3 mm sollten als Hohlform ausgeführt werden und Ablauflöcher müssen hinzugefügt werden, damit das Kunstharz aus dem inneren Hohlraum herauslaufen kann.
Formlabs empfiehlt eine Wandstärke von 0,7 mm für Hohlformen, die mit Castable Wax Resin gedruckt werden. Im Inneren kann auch eine Gitterstruktur hinzugefügt werden, um Die Festigkeit bei der Handhabung von großen Hohlteilen zu erhöhen. Wenn Sie ein hohles dünnwandiges Modell aus Castable Wax Resin erstellen, überprüfen Sie es auf Bereiche, die nahezu (oder kleiner als) doppelt so dick wie die minimale Wandstärke von 0,7 mm sind. Diese Bereiche werden beim Ausführen der Hohlform in CAD nicht bearbeitet, was dazu führt, dass diese Bereiche des Modells zu dick zum Gießen sind. Zu dicke Teile können zu Dehnungsrissen beim Ausbrennen führen.
FILIGRANARBEITEN
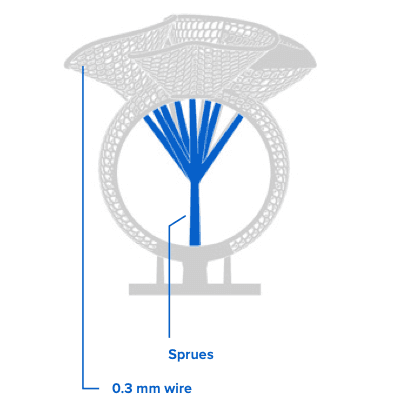
Die außergewöhnliche Detailtreue von Castable Wax Resin ermöglicht Ihnen die Fertigung von beeindruckenden Filigranarbeiten. Diese feinen Drahtnetze sind eine Herausforderung, können aber mit einem sorgfältigen Gusskanal-Design gegossen werden.
Feine Netze können mit einem Drahtdurchmesser von nur 0,3 mm gedruckt werden. Gedruckte Filigranstrukturen sind zerbrechlich und können beim Entfernen von Stützstrukturen leicht beschädigt werden. Entwerfen Sie Filigranarbeiten so, dass sie möglichst selbsttragend sind.
3D-gedruckte Gusskanäle können bei Filigranarbeiten zusätzlich als Stützstrukturen dienen, die nach dem Gießen entfernt werden. Um zu verhindern, dass das Metall in diesen dünnen Kanälen erstarrt, fügen Sie Gusskanäle hinzu, die Metall an vielen Punkten entlang des Randes eines Filigrannetzes zuführen.
Hinweis:
Aufgrund ihrer geringen Festigkeit im ungehärteten Zustand werden Castable Wax 40 Resin und True Cast Resin nicht für Drahtfiligranteile empfohlen.

Kostenlosen Probedruck anfordern
Sehen und fühlen Sie die Qualität von Formlabs aus erster Hand. Wir schicken Ihnen einen kostenlosen Probedruck an Ihren Arbeitsplatz.
2. Teile drucken und für den Guss vorbereiten
Schmuckmodelle können einzeln oder in Chargen mit SLA-3D-Druckern von Formlabs gedruckt werden.
Ausrichtung
- Für die beste Qualität bei Druckteilen aus Castable Wax 40 Resin empfehlen wir, kopflastige Teile wie Siegelringe nicht vertikal, sondern in einem Winkel auszurichten und zu stützen.
- Leichtere Schmuckdesigns und Teile aus Castable Wax Resin können vertikal gedruckt werden.
- Für Ringe und andere kleine Teile, die mit True Cast Resin gedruckt werden, richten Sie diese vertikal aus, um Stützberührungspunkte zu minimieren. Richten Sie sämtliche andere Modelle in einem Winkel von 30 bis 45 Grad zur Konstruktionsplattform aus.
Richten Sie kopflastige Teile am besten in einem Winkel aus.
WASCHEN
Das gründliche Waschen der Teile in Isopropylalkohol (IPA) mit einer Reinheit von 90 Prozent oder höher ist sehr wichtig für das Erzielen eines sauberen Gusses. Überschüssiges ungehärtetes Kunstharz kann das Härten der Einbettmasse behindern und für Gussfehler sorgen.
Lassen Sie die Teile vollständig trocknen, nachdem Sie sie aus dem IPA-Bad entfernt haben. Verwenden Sie Druckluft, um sicherzustellen, dass das IPA vollständig verdunstet ist, bevor Sie mit dem Nachhärten und Gießen beginnen. Wenn Teile aus Castable Wax nach dem Waschen und Trocknen noch klebrig sind, müssen Sie das IPA möglicherweise austauschen.
Die Waschzeiten finden Sie auf unserer Support-Seite.
NACHHÄRTEN
Das Nachhärten verbessert die Gussergebnisse nicht, es sei denn, die Teile sind nicht ausreichend gewaschen. Teile lassen sich optional für zusätzliche Festigkeit bei der Handhabung nachhärten, wenn Ihre Teile beim Anbringen der Gusskanäle zerbrechen. Wenn Ihre Teile zerbrechlich sind, empfehlen wir das Nachhärten nach dem Entfernen der Stützstrukturen. Grünteile sind flexibler und zerbrechen beim Abtrennen der Stützstrukturen seltener. Nach dem Nachhärten können verbleibende Spitzen mit Sandpapier der Körnung 1000 geschliffen werden.
Nachhärtungszeiten und Einstellungen finden Sie hier für Form Cure V2 und hier für Form Cure V1.
Hinweis:
Das Nachhärten von Teilen kann zu geringfügigem Schrumpfen (<1 %) führen.
3. Gussbaum bauen
Bringen Sie die nachbearbeiteten Druckteile mit klebefähigem Gusskanalwachs an einem Gussbaum aus Wachs an. Schmelzen Sie das Wachs, um fließende Übergänge zwischen den gedruckten Modellen und den jeweiligen Eingusskanälen herzustellen.

Ein Anwachsgerät erleichtert das Anbringen der Kunstharzmodelle am Gussbaum.
Ordnen Sie dickere Teile unten und dünnere Teile oben am Baum an. 3D-gedruckte Teile benötigen möglicherweise etwas mehr Abstand zwischen den Teilen als ein herkömmlicher Wachsbaum. Wenn Sie große dünnwandige Teile gießen, stellen Sie sicher, dass Sie etwaige Ablauflöcher mit Wachs füllen, um zu verhindern, dass die Einbettmasse in das Druckteil gelangt.
GUSSBARRIEREN
Formlabs empfiehlt nicht, 3D-gedruckte Modelle in einen „Gussbarrieren“-Film zu tauchen. „Gussbarrieren“-Filme können die Fähigkeit des Kunstharzes einschränken, beim Erhitzen flüssiges Wachs abzugeben.
Hinweis:
Gedruckte Kunstharzmodelle schmelzen nicht. Wenn Sie Probleme haben, einen Druck an einem Gusskanal aus Wachs anzubringen, versuchen Sie es mit etwas Sekundenkleber oder einem schnell aushärtenden Epoxidharz. Es kann auch helfen, einen Befestigungspunkt am Modell anzubringen.
4. Form vorbereiten
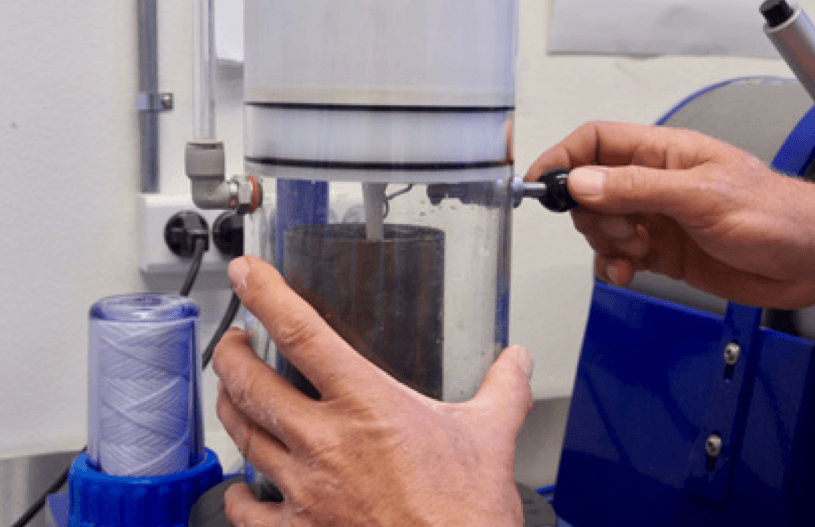
Die folgenden Schritte sind ein Standardverfahren zum Vorbereiten von Muffeln mit Einbettmasse. Ein Vakuumeinbettgerät hilft dabei, die Einbettmasse gleichmäßig zu vermischen, zu entgasen und einfach und sauber zu vergießen. Allerdings können auch ein separates Mischgerät und eine Vakuumkammer verwendet werden.


1. Befestigen Sie eine Gussmuffel an der Gusskanalbasis. Wenn die Muffel Löcher hat, wickeln Sie sie mit transparentem Packband ein, um ein Austreten der Einbettmasse zu verhindern.
2. Mischen Sie das Einbettpulver mit kaltem destilliertem Wasser gemäß den Anweisungen des Herstellers.
Tipp:
Lösen Sie vor dem Mischen Borsäure (1 % des Wassergewichts) im Einbettwasser auf, um die Festigkeit der Form zu erhöhen.
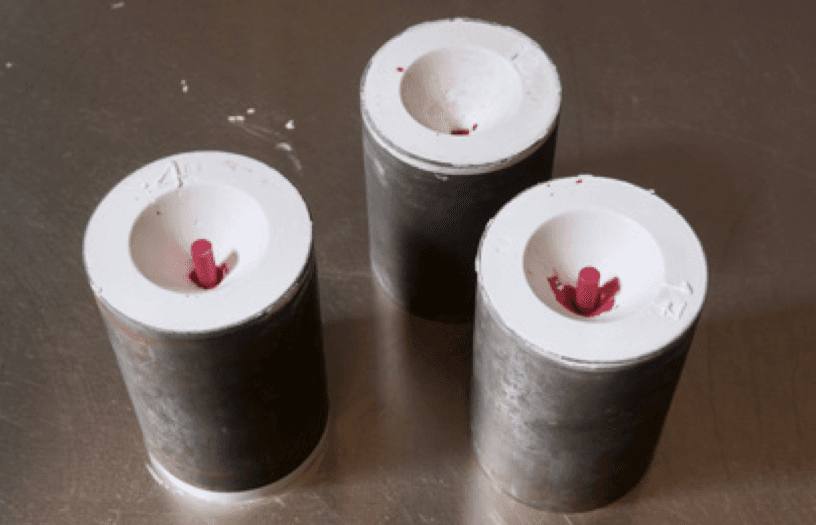
3. Füllen Sie die Einbettmasse langsam an der Seite der Muffel ein und vermeiden Sie, dass sie auf den Gussbaum gelangt. Gleichmäßiges Einfüllen vermindert den Einschluss von Luftblasen. Verwenden Sie eine Vakuumkammer, um Blasen aus der Muffel zu entfernen. Lassen Sie die Einbettmasse aushärten und trocknen.
4. Entfernen Sie vorsichtig die Gusskanalbasis aus Gummi aus der Muffel und lassen Sie die Einbettmasse in einer schwingungsfreien Umgebung 2 bis 6 Stunden erstarren. Befolgen Sie die Sicherheitshinweise des Einbettmasse-Herstellers. Wir empfehlen das Tragen einer Staub- oder Atemschutzmaske.
MATERIALOPTIONEN FÜR EINBETTMASSE
Formlabs empfiehlt Certus Prestige Optima Einbettmasse für Schmuck für True Cast Resink Castable Wax 40 Resin und für Castable Wax Resin. Castable Wax 40 Resin ermöglicht Ihnen mehr Freiheit bei der Einbettmasse. Wenn Sie besonders komplizierte Designs gießen, erwägen Sie eine festere phosphatgebundene Einbettmasse wie Nobilium Microfire. Wenn Sie alternative Einbettmassen verwenden, berücksichtigen Sie die Ausbrennempfehlungen des Herstellers.
5. Ausbrennen und Gießen
Platzieren Sie die Muffel im Ausbrennofen und heizen Sie ihn gemäß dem empfohlenen Ausbrennzeitplan. Nehmen Sie abhängig von den Anweisungen zur Einbettmasse, der Muffelgröße und der Menge des Druckmaterials Anpassungen vor.
Wir empfehlen die Verwendung eines belüfteten Ofens (mit Einlass und Auslass). So ist für einen ausreichenden Luftstrom in der Kammer gesorgt, durch den der gesamte Harzdampf sicher über die Abluft abgeführt werden kann.
KURZES AUSBRENNEN
Deutlich kürzere Ausbrennzeiten (4 bis 8 Stunden) sind auf leichte Geometrien und feste phosphatgebundene Einbettmassen beschränkt. Phosphatgebundene Einbettmassen ermöglichen ein schnelleres Ausbrennen bei allen Gusskunstharzen von Formlabs.
Tipps:
- Die Belüftung ist sehr wichtig, doch kann dadurch die Temperatur im Ofen sinken. Überwachen Sie soweit wie möglich die Ofen- und Muffeltemperatur und passen Sie Ihren Prozess an, wenn Sie einen Ausbrennzeitplan entwickeln, der sich für Ihre Ausrüstung eignet.
- Wenn Sie eine aktive Belüftung verwenden, verstärken Sie das Ansaugen so viel wie möglich, um die Luftzirkulation im Ofen zu verbessern.
- Wenn der Ofen voller Muffeln ist, ist das Ausbrennen pro Muffel weniger effizient. Schließen Sie einen Sauerstoffgenerator oder einen Druckluftleitung mit geringem Durchsatz an den Ofen an, um den Luftstrom zu erhöhen.
GIESSEN
Entfernen Sie die Form aus dem Schmelzofen und vergießen Sie das Metall. Schleuder- oder Vakuumgussgeräte wie das Neutec J2R (USA) und die Indutherm MC-Serie (EU) sind benutzerfreundlich und hochgradig steuerbar. Schrecken Sie die Form nach dem Gießen in Wasser vorsichtig ab und spülen Sie die Einbettmasse ab.
KOMPATIBILITÄT MIT EDELMETALLEN
Formlabs hat Gussteile aus Gold, Silber und Bronze, die mit Modellen aus True Cast Resin, Castable Wax 40 Resin und Castable Wax Resin gegossen wurden, getestet. Die Metallkompatibilität ist in erster Linie eine Eigenschaft der Einbettmasse. Unterschiedliche Metalle erfordern von der Einbettmasse ein unterschiedliches Maß an Temperaturbeständigkeit.
Formlabs-Kunstharze, die direkt gegossen werden, benötigen Temperaturen von mindestens 732 °C, um vollständig auszubrennen. Fragen Sie den Hersteller, wenn Sie sich über die Kompatibilität des Harzes mit einer bestimmten Einbettmasse unsicher sind.
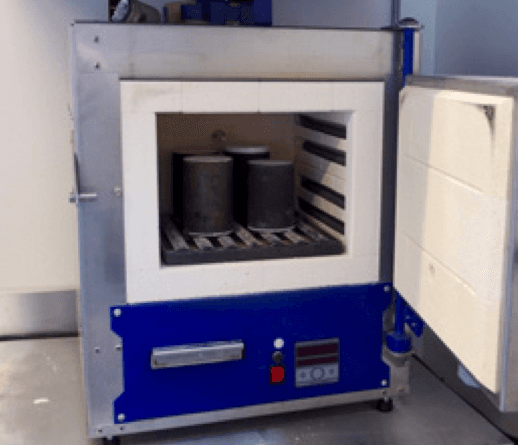
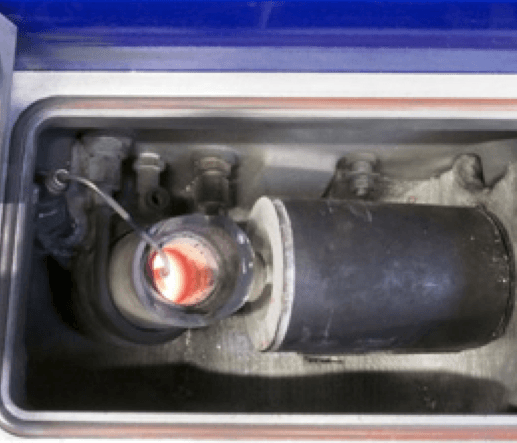

Platzieren Sie die Muffeln in einem gut belüfteten Ausbrennofen.
Durch Schleuder- oder Vakuumgussverfahren werden dünne Details besser gefüllt.
Schrecken Sie die Muffel ab und entfernen Sie sie, indem Sie sie in Wasser untertauchen.
6. Ausbrennzeitplan
Formlabs bietet sowohl True Cast Resin, Castable Wax 40 Resin als auch Castable Wax Resin für den Feinguss von Schmuck an. Castable Wax 40 Resin ist für verbesserte Flexibilität beim Ausbrennzeitplan ausgelegt und eignet sich für Anfänger beim Gießen von Kunstharzen. Bei Castable Wax Resin muss der Ausbrennzeitplan strikter befolgt und die Einschränkungen bei der Geometrie müssen genauer beachtet werden, damit hochwertige Gussergebnisse erzielt werden können.
Empfohlene Zeitpläne für die beiden Materialien werden unten angegeben (für den Einsatz mit Certus Prestige Optima oder einer gleichwertigen Einbettmasse).
True Cast Resin
Eine vollständige Aufgliederung der Zeiten und Temperaturen je nach Einbettmasse und Metall finden Sie hier in unserem Leitfaden zur Verwendung von True Cast Resin.
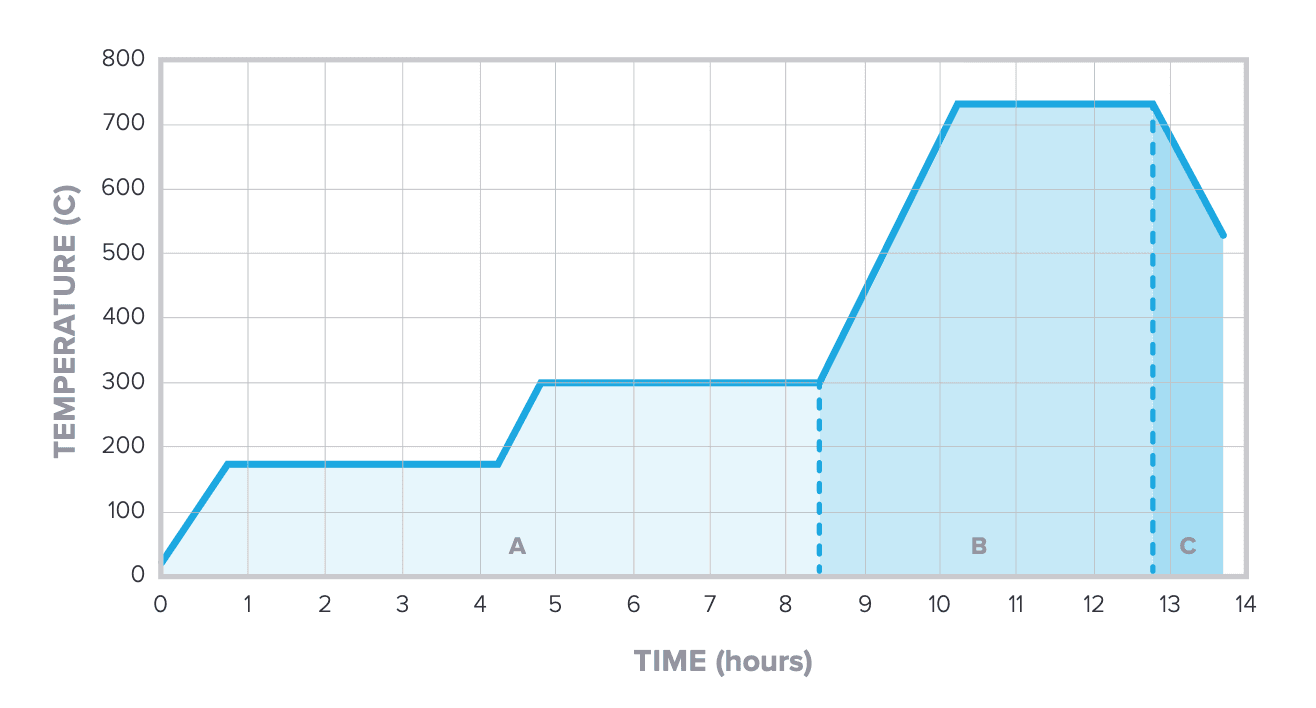
Castable Wax 40 Resin
|
Phase |
Zeit |
ZEITPLAN °C |
ZEITPLAN °F |
|
|
Trocknen erhitzter Muffel |
180 min |
55 °C |
131 °F |
|
|
A |
Rampe |
48 min |
2 °C/min |
3,6 °F/min |
|
Haltezeit |
180 min |
150 °C |
302 °F |
|
|
Temperaturänderung |
75 min |
2,0 °C/min |
3,6 °F/min |
|
|
Haltezeit |
108 min |
300 °C |
572 °F |
|
|
B |
Rampe |
108 min |
4.0 °C/min |
7,2 °F/min |
|
Haltezeit |
180 min |
732 °C |
1350 °F |
|
|
C |
Rampe |
44 min |
-5 °C/min |
-9 °F/min |
|
Gießfenster |
bis zu 2 Stunden |
Gewünschte Gießtemperatur |
Gewünschte Gießtemperatur |
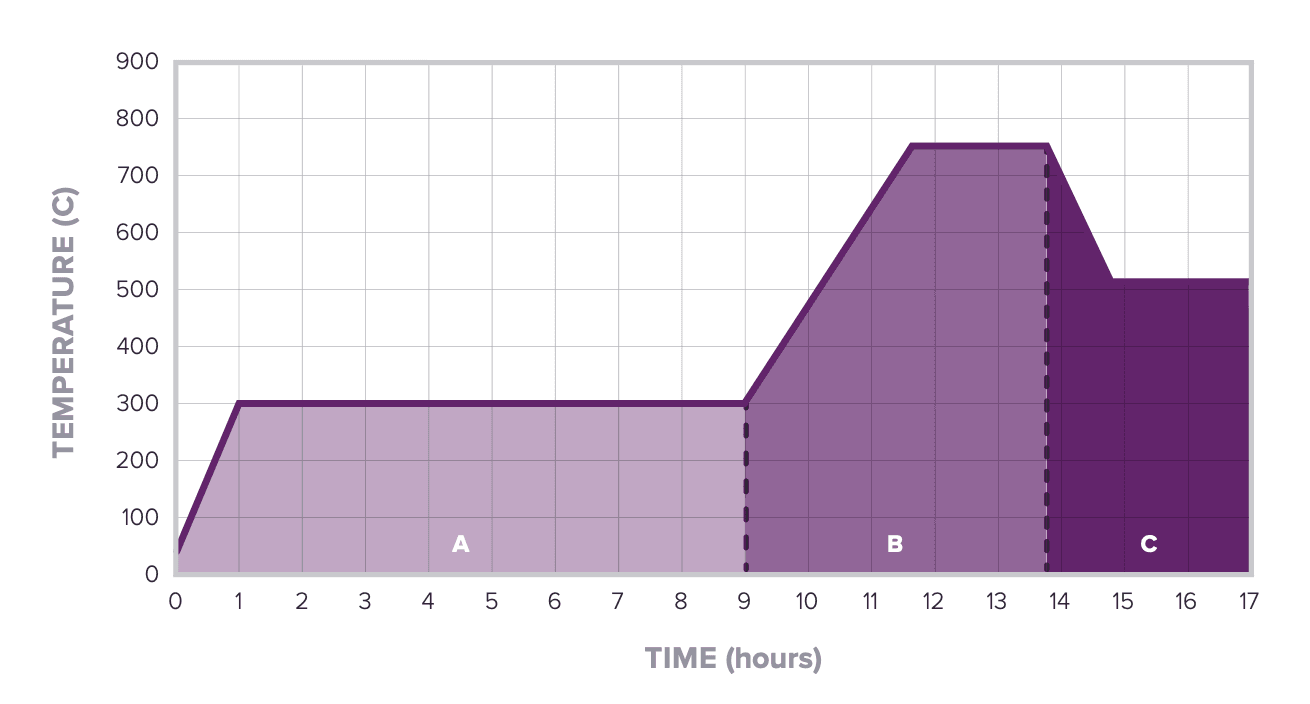
Castable Wax Resin
|
Phase |
Zeit |
ZEITPLAN °C |
ZEITPLAN °F |
|
|
A |
Muffeln einschieben |
0 min |
21 °C |
70 °F |
|
Temperaturänderung |
60 min |
4,7 °C/min |
8,4 °F/min |
|
|
Haltezeit |
480 min |
300 °C |
572 °F |
|
|
B |
Temperaturänderung |
100 min |
4,5 °C/min |
8,1 °F/min |
|
Haltezeit |
180 min |
750 °C |
1382 °F |
|
|
C |
Temperaturänderung |
60 min |
-4 °C/min |
-7,1 °F/min |
|
Gießfenster |
bis zu 2 Stunden |
Gewünschte Gießtemperatur |
Gewünschte Gießtemperatur |
Fehlerbehebung beim Guss
|
Das Problem |
Ursache |
Lösung |
|
Löcher oder Gravuren befüllt und Oberflächen mit Grübchen in der Nähe |
Lokal begrenztes Brechen der Einbettmasse durch Spannungen durch die Wärmeausdehnung des Kunstharzes. |
Langsame Rampenrate beim Ausbrennen. |
|
Bei scharfen Ecken im CAD-Modell Abrundungen hinzufügen. |
||
|
Die Tiefe der Gravur in CAD reduzieren. |
||
|
Auf Castable Wax 40 Resin umsteigen (wenn Sie Castable Wax Resin verwenden). |
||
|
Borsäure hinzufügen, um die Einbettmasse zu festigen. |
||
|
Gratbildung |
Einbettmasse zu schwach, Rissbildung aufgrund von großflächiger Wärmeausdehnung des Kunstharzes. |
Langsame Rampenrate beim Ausbrennen. |
|
Vergrößern Sie den Abstand zwischen den Kunstharzmodellen. |
||
|
Weniger Wasser zur Einbettmasse hinzugeben. |
||
|
Aushärtezeit nach dem Einbetten erhöhen. |
||
|
Erwägen Sie den Umstieg auf eine andere Einbettmasse. |
||
|
Raue Oberflächen (ohne sichtbaren Bruch der Einbettmasse) |
Das Kunstharz hat aufgrund zu hoher Erhitzung vor dem Entfernen des flüssigen Wachses zu sieden begonnen. |
Langsame Rampenrate beim Ausbrennen, Haltezeit bei niedriger Temperatur verlängern. |
|
Zu wenig Sauerstoff für Verbrennung. |
Luftstrom in Ausbrennofen erhöhen. |
|
|
Gusskanal aus Wachs vom Problembereich zum Hauptgusskanal hinzufügen. |
||
|
Muffel vor dem Guss mit leichtem Vakuumdruck leeren. |
||
|
Harzquerschnitt zu dick für Harzsystem, Teil wird beim Verbrennen durch Formwand eingeengt. |
Castable Wax 40 Resin:
Castable Wax Resin:
|
|
|
Kleine Blasen auf Gussteil |
Einbettmasse ist zu viskos. |
Mehr Wasser zur Einbettmasse hinzugeben. |
|
Arbeitszeit der Einbettmasse ist zum vollständigen Entgasen der Muffel zu kurz. |
Kaltes Wasser für die Mischung der Einbettmasse verwenden. |
Erfahren Sie mehr über digitale Schmuckherstellung
Dank des nahtlosen Druckvorgangs, der hohen Genauigkeit und der glatten Oberflächenbeschaffenheit ermöglichen Formlabs' SLA-3D-Drucker einen direkten Übergang vom Design zur Produktion. Ganz gleich, ob Sie Teile zum Anprobieren, gießfertige individuelle Schmuckstücke oder Urmodelle für wiederverwendbare Schmuckformen drucken möchten: Formlabs bietet immer ein Material an, das der Aufgabe gewachsen ist. Lernen Sie die SLA-3D-Drucker von Formlabs kennen, um mehr zu erfahren, oder kontaktieren Sie den Vertrieb, um die richtige Lösung für Ihre Anwendung zu finden.

Ressourcen für Juweliere und Schmuckgießereien
Lernen Sie mit kostenlosen Ressourcen von Formlabs, wie Sie 3D-Druck in Ihren Arbeitsablauf integrieren können. Laden Sie sich kostenlose Whitepapers herunter, schauen Sie sich Webinare an oder lesen Sie unsere Leitfäden für den 3D-Druck in der Schmuckherstellung.
Besonderer Dank gilt Lars Sögaard Nielsen und der KEA (Copenhagen School of Design and Technology), die Formlabs genehmigten, ihren Gussprozess zu dokumentieren.