
Moulage par injection
Moulage par injection
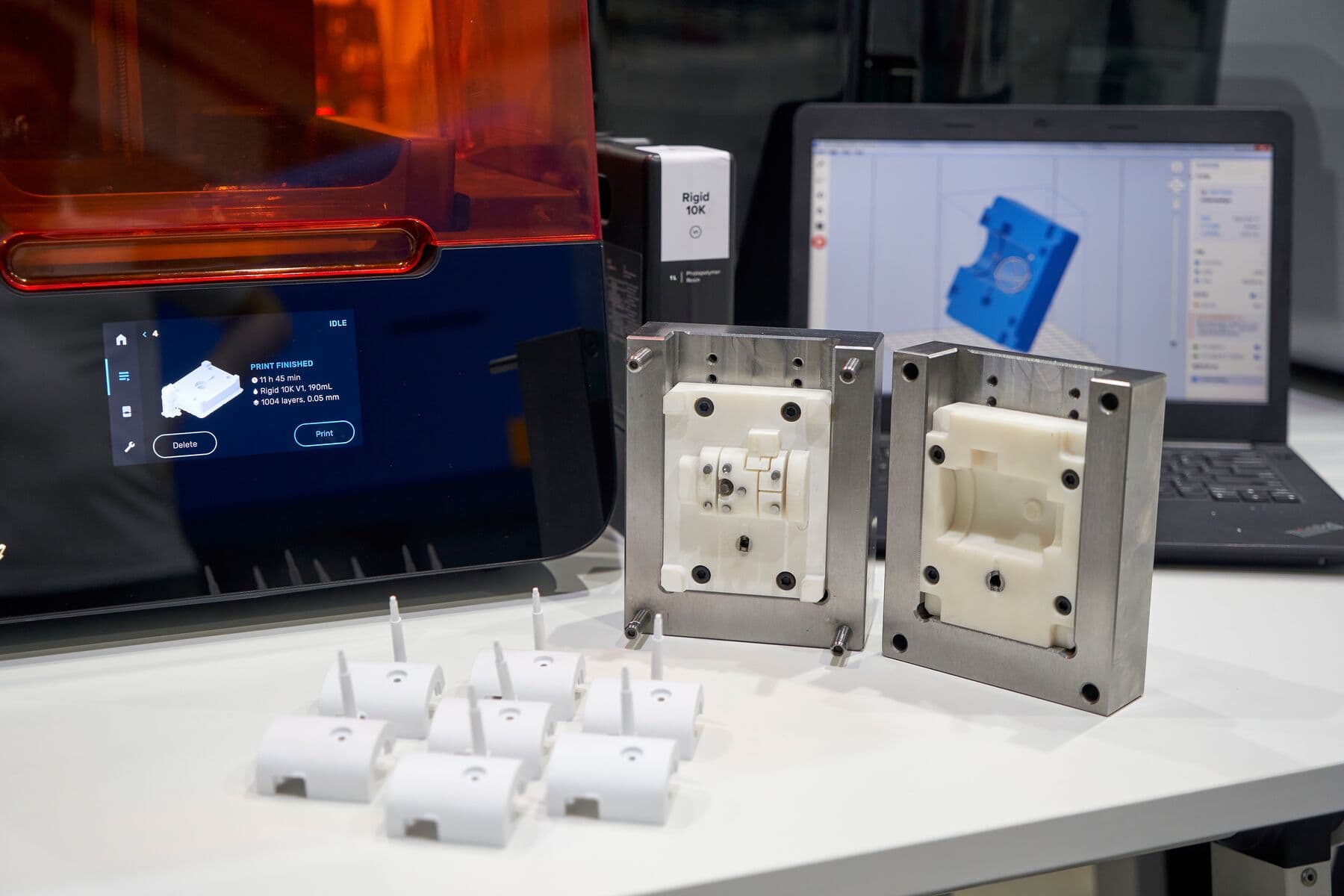
Le moulage par injection est un procédé rentable pour la production en série de pièces identiques avec des tolérances strictes. Traditionnellement, le moulage par injection utilise des outils en métal fabriqués par usinage CNC ou par usinage par décharge électrique, ce qui nécessite des équipements spécialisés, des logiciels haut de gamme et une main-d’œuvre qualifiée.
L’impression 3D permet aux utilisateurs de fabriquer des moules d’injection pour le prototypage et la production de petits volumes, ce qui réduit considérablement les coûts et les délais par rapport aux moules métalliques, tout en produisant des pièces de haute qualité et répétables. Les pièces imprimées par stéréolithographie (SLA) ont une finition de surface lisse, une grande précision et sont liées chimiquement pour être denses et isotropes.
Les moules imprimés en 3D supportent un large éventail de thermoplastiques tels que l’acrylonitrile butadiène styrène (ABS), l’acrylonitrile styrène acrylate (ASA), le polyamide (PA), le polycarbonate (PC), le polyéthylène (PE), le polyoxyméthylène (POM), le polypropylène (PP), l’élastomère thermoplastique (TPE) et le polyuréthane thermoplastique (TPU). Un matériau à faible viscosité permet de réduire la pression et de prolonger la durée de vie du moule.
- Le polypropylène, le polyéthylène et l’élastomère thermoplastique sont faciles à traiter sur des centaines de cycles.
- Les plastiques plus techniques comme le polyamide ou le polycarbonate supportent un nombre d’utilisations plus faible.
- Le polyuréthane thermoplastique peut adhérer au moule imprimé. Utilisez un agent de démoulage pour faciliter la séparation de la pièce du moule.
Matériaux recommandés par Formlabs
Rigid 10K Resin est un matériau industriel hautement chargé en verre qui constitue un matériau de moulage idéal pour une grande variété de géométries et de conditions de moulage par injection.
Avec une température de fléchissement sous charge (HDT) de 218 °C à 0,45 MPa et un module de traction de 10 000 MPa, Rigid 10K Resin est un matériau de moulage solide, extrêmement rigide et thermiquement stable qui conserve sa forme sous pression et à température élevée pour produire des pièces précises.
Vous pouvez également utiliser High Temp Resin pour les moules d’injection. La température de fléchissement sous charge de 238 °C à 0,45 MPa de High Temp Resin est la plus élevée des résines Formlabs, ce qui lui permet de résister à des températures de moulage plus élevées avec de meilleures performances sur les parois fines et les détails précis. Cependant, les moules imprimés en High Temp Resin sont plus fragiles que ceux en Rigid 10K Resin et se cassent beaucoup plus tôt sous pression.
Grey Pro Resin est une troisième option, uniquement adaptée aux petites pièces et à un faible nombre de pièces. Ce matériau ne doit être choisi qu'en cas de faibles températures et pressions, ainsi que lorsque la précision dimensionnelle de votre pièce moulée est moins essentielle. Les moules fabriqués à partir de Grey Pro Resin se plient avant de se casser, ce qui réduit la précision au fil du temps lorsque le moule est utilisé.
Ces propriétés sont résumées dans le tableau ci-dessous, où plus de points indiquent une meilleure performance selon la contrainte.
| Critères | Rigid 10K Resin | High Temp Resin | Grey Pro Resin |
|---|---|---|---|
| Température et pression de moulage élevées | * * * | * * * | * |
| Nombre élevé de cycles | * * * | * | * |
| Parois fines | * * | * * * | * |
| Réduire les coûts de résine | * | * * | * * * |
Considérations relatives à la conception
Lors de la conception d’une pièce imprimée pour le moulage par injection, suivez les meilleures pratiques de Formlabs pour la fabrication additive ainsi que les règles générales de conception des moules à injection.
Recommandations générales :
- Concevoir des pièces avec des angles de dépouille de 3° à 5°
- Maintenir une épaisseur de paroi uniforme sur toute la pièce
- Arrondir les bords
- Prévoir une réserve de matière (min 0,5 mm) sur le moule et effectuer un post-traitement pour ajuster les dimensions.
Formlabs recommande d’imprimer un jeu de moules avant la production afin de comprendre les écarts dimensionnels. Modifiez le modèle CAO pour tenir compte de ces écarts dans la conception du moule.
Pour prolonger la durée de vie du moule :
- Élargir les canaux d’injection pour réduire la pression à l’intérieur de la cavité.
- Concevez un côté de la pile plat tandis que l’autre côté porte le design. Cela réduit les risques de mauvais alignement lors du serrage du moule et le risque de formation de bavures.
- Incluez de grandes évents (profondeur de 0,05 mm) du bord de la cavité au bord du moule pour un meilleur écoulement dans le moule, une pression minimale et une réduction des bavures dans la zone de la porte afin de réduire le temps de cycle.
- Évitez les sections transversales fines : une épaisseur de surface inférieure à 1-2 mm peut se déformer sous l’effet de la chaleur.
- Intégrez des canaux de refroidissement pour surveiller la température de l’outil.
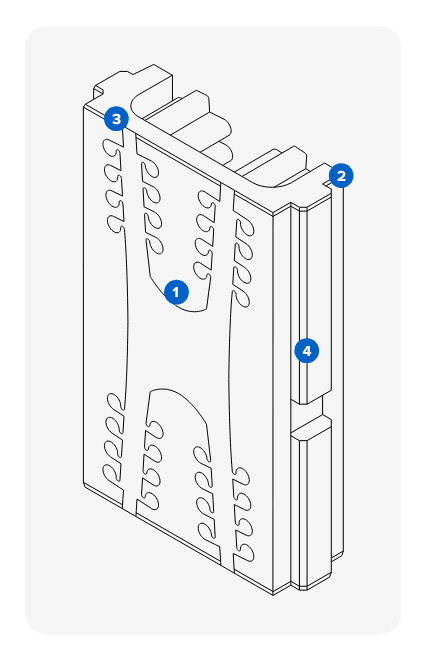
Pour optimiser l’impression :
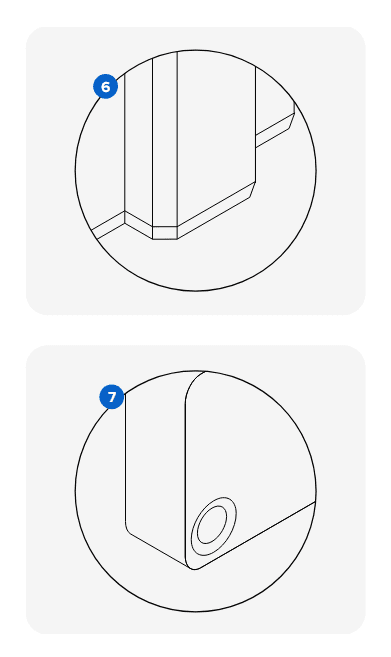
- Ajouter un chanfrein pour faciliter le retrait de la pièce de la plateforme de fabrication.
- Prévoyez des éléments d'assemblage ou des tenons de centrage dans les coins.
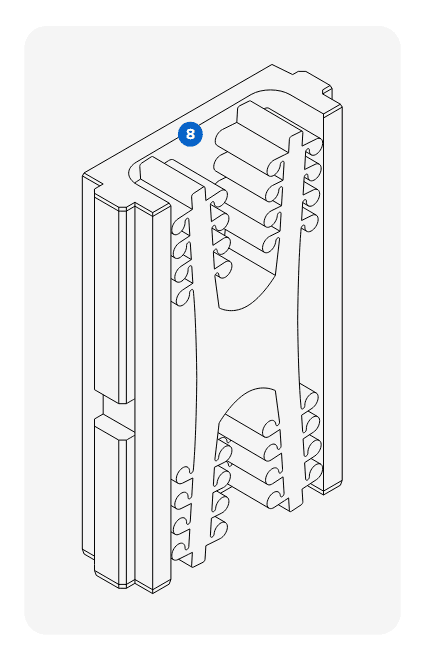
- Réduisez la section transversale dans les zones qui ne soutiennent pas la cavité afin d’économiser des matériaux et de réduire les risques d’erreur d’impression ou de déformation.
Considérations relatives à l’impression
Suivez les meilleures pratiques de Formlabs pour l’orientation des modèles et évitez d’imprimer des supports sur les surfaces de moulage. Si la géométrie le permet, imprimez le moule à plat sur le bord directement sur la plateforme de fabrication, afin d'éviter toute déformation. Imprimer sans supports fait aussi gagner du temps d’impression, de la main-d’œuvre et de la résine. Choisissez une surface de base qui minimisera les surplombs.
- Imprimez les deux moitiés des moules alignées par rapport à la direction d’impression. Les variations de taille potentielles seront plus régulières, ce qui améliorera la qualité de la ligne de séparation.
- Supportez tous les noyaux en porte-à-faux, surtout ceux de petit diamètre.
- Imprimez avec une hauteur de couche de 25 à 50 µm pour garantir la précision dimensionnelle et l’éjection en douceur de la pièce en plastique du moule.
- Imprimez plusieurs noyaux en cas de rupture. Interchangez les plateaux pour effectuer de nouveaux cycles pendant que les plateaux utilisés refroidissent afin de raccourcir le temps de refroidissement et de compenser la faible déperdition de chaleur d’un moule en plastique.
Considérations relatives au post-traitement
Suivez les bonnes pratiques de Formlabs pour le lavage et la post-polymérisation des impressions. Consultez les articles individuels sur les matériaux pour connaître les instructions spécifiques de lavage et de polymérisation.
- Finissez le moule imprimé pour respecter les dimensions critiques telles que les diamètres et les surfaces extérieures.
- Un fraisage, un perçage mécanique ou un ponçage manuel facilitera l’ajustement des deux parties du moule et évitera les bavures.
- Pour les pièces fines en surplomb, utilisez des noyaux imprimés en 3D avec des inserts métalliques pour éviter qu’elles ne se cassent.
Pour prolonger la durée de vie du moule imprimé en 3D, Formlabs recommande :
- de réduire la force de serrage.
- Maintenez la pression et la vitesse d'injection à un niveau bas, en particulier au début. Augmentez progressivement les paramètres d’injection.
- Maintenez la température de l’outil en dessous de 60 °C. Pour accélérer le refroidissement :
- Laissez l’air ambiant refroidir le moule.
- Appliquez de l’air comprimé pour refroidir le moule.
- Intégrez des canaux de refroidissement dans la conception.
- Appliquez un agent de démoulage pour certains thermoplastiques techniques. L’agent de démoulage est largement disponible et les agents de démoulage en silicone sont compatibles avec Grey Pro Resin, High Temp Resin et Rigid 10K Résine.
Recommandations et limites pour l’utilisation finale
L'impression 3D est une solution puissante pour fabriquer des moules d'injection rapidement et à faible coût. Elle est particulièrement recommandée pour :
- Le prototypage fonctionnel avancé avec des matériaux d’utilisation finale
- La validation de produits
- La production de petits volumes
Même si les moules imprimés en 3D peuvent offrir des avantages lorsqu’ils sont utilisés de manière appropriée, il existe encore des limites. Les moules en polymère imprimés en 3D n’ont pas les mêmes capacités de performance que les moules métalliques usinés. Certaines limites sont à prendre en compte :
- Précision dimensionnelle
- Temps de refroidissement plus longs
- Les moules imprimés sont plus fragiles sous l’effet de la chaleur et de la pression
- L’adhérence de la pièce au moule peut entraîner une détérioration du moule lors de l’extraction
Ressources supplémentaires