Avis :
Pour éviter d’endommager votre équipement, consultez le tableau de compatibilité des bacs à résine dans la section Choisir le bon matériau afin de vous assurer que vous utilisez un bac à résine compatible avec ce matériau.

Avis :
Pour éviter d’endommager votre équipement, consultez le tableau de compatibilité des bacs à résine dans la section Choisir le bon matériau afin de vous assurer que vous utilisez un bac à résine compatible avec ce matériau.
La Castable Resin de Formlabs convient à la production de pièces de joaillerie fine par le procédé de fonderie à modèle perdu. Développée spécifiquement pour le procédé de fonderie à modèle perdu, la Castable Resin brûle proprement sans produire de cendres ni d'autres résidus.
Avis :
Évitez de stocker ce matériau pendant plus d’un mois dans un bac à résine standard ou deux mois dans un Resin Tank LT afin d’éviter les fuites de résine et les dommages qui en résultent.
La Castable Resin est un acrylate photopolymère, qui requière un processus différent des processus traditionnels à la cire. Au lieu de fondre à basse température, la Castable Resin se transforme en gaz. La courbe de brûlage recommandée est conçue et testée pour permettre cette transformation progressive. La transformation lente réduit la possibilité de fissuration du moulage en raison de l'expansion rapide de la pièce imprimée.
Certains utilisateurs ont signalé de bons résultats de fonderie avec la Clear Resin de Formlabs. Les fonderies plus avancées et habituées au moulage de photopolymères peuvent essayer ce matériau, qui permet des détails fins et un bon fini de surface, avec un cycle de polymérisation plus rapide.
Ressources nécessaires
Produits par Formlabs :
Fabriquées par des tiers :
Remarque :
Pour en savoir plus sur les performances ou les propriétés matérielles spécifiques de Castable Resin, consultez la fiche de données de sécurité (FDS) et la fiche technique. Consultez toujours la FDS comme source principale d’information pour savoir comment manipuler les matériaux Formlabs correctement et en toute sécurité.
Aperçu du processus de travail
Avis :
Il s’agit d’une version abrégée des instructions complètes du guide d’application Introduction au moulage pour les modèles de bijoux imprimés en 3D [en]. Consultez le guide d'application pour obtenir des instructions détaillées sur la conception, les paramètres et l'orientation des pièces avec la Castable Resin.
Conception pour le moulage
Le moulage est à la fois une technique et un art. Pour obtenir de bons résultats, la conception de la pièce à couler est aussi capitale que les propriétés du matériau. Pour en savoir plus, consultez notre livre blanc Impression 3D de bijoux : paramètres de conception de base, supports et orientation (en anglais uniquement).
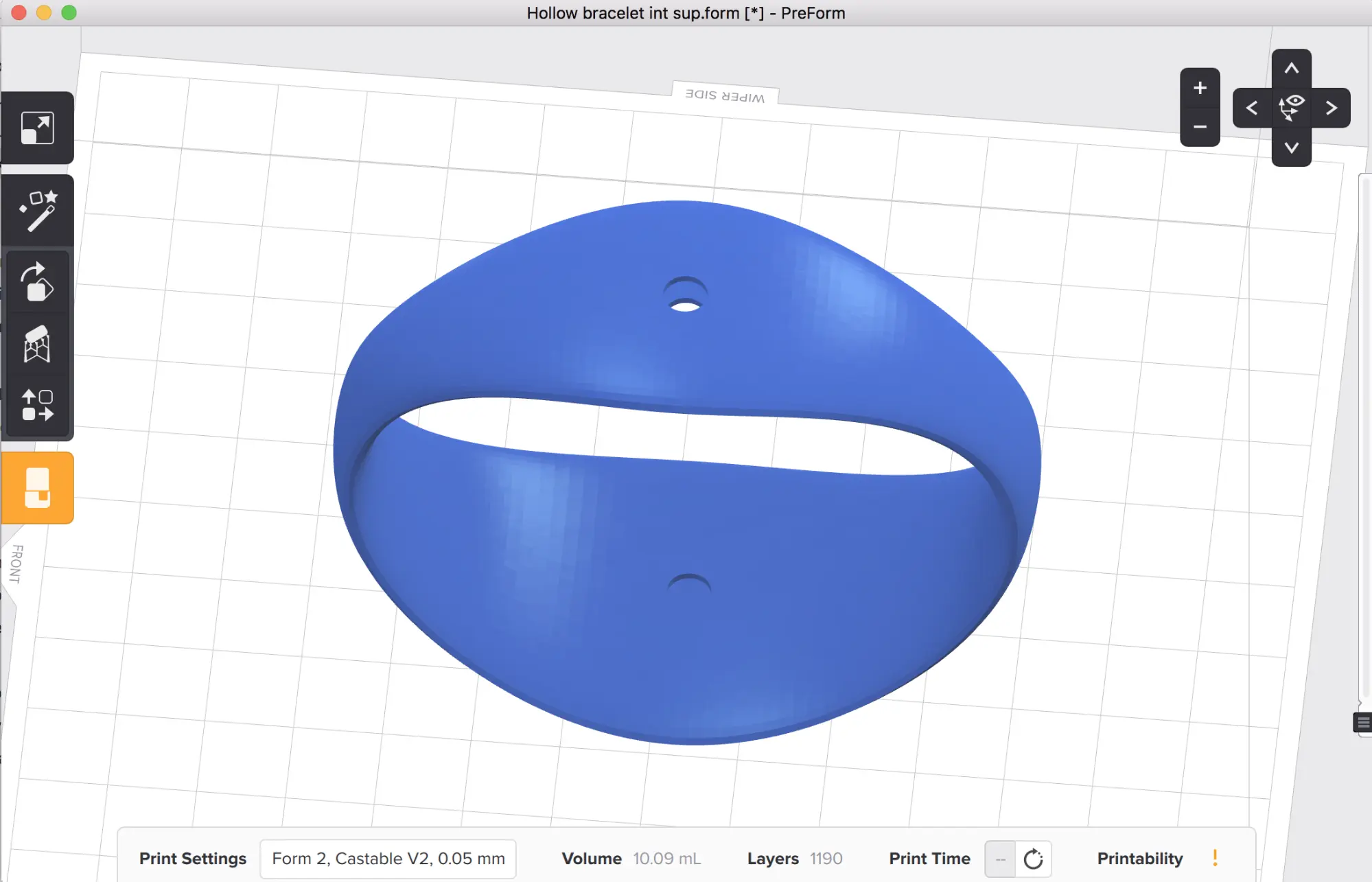
Pensez à placer des évents dans les pièces épaisses pour permettre une ventilation suffisante pendant le brûlage.
Imprimer et préparer les pièces
Installez ou mettez à jour PreForm, puis configurez la prochaine tâche d’impression.
Pour préparer un modèle à l’impression dans PreForm :
Les paramètres d'impression pour la Castable Resin sont optimisés pour l'impression de pièces de joaillerie avec, comme priorité, la réalisation de caractéristiques et de détails de première importance pour les joailliers. Pour la majorité des modèles, l'impression avec une épaisseur de couche de 50 microns offre d'excellents résultats et une vitesse d'impression supérieure.
Secouez la cartouche de la Castable Resin et mélangez la résine dans le bac avant impression. La Castable Resin contient un produit, le dioxyde de titanium, qui se sépare du reste du liquide lorsque la résine est stockée. Cette séparation se manifeste généralement par un dépôt de cristaux ou de flocons, souvent à l’extérieur du bac à résine ou de la pièce imprimée. Mélangez la résine régulièrement pour maintenir les performances attendues de la résine.
Finition
La Form Wash agite le bain de solvant et sort les pièces du bain après une durée définie. Lavez les pièces conformément à l’article d’assistance Paramétrage des durées de lavage de la Form Wash. Accordez une attention particulière aux informations ayant une incidence sur les propriétés mécaniques ou les exigences en matière de biocompatibilité.
Assurez-vous que l'alcool se soit bien évaporé avant de passer aux phases de post-polymérisation et de fonderie, pour éviter que l'alcool isopropylique agisse sur le moule et n'altère sa surface.
Conditions de post-polymérisation
Pour maximiser la résistance des pièces et augmenter l'intégrité des pièces dans le produit de moulage, les impressions faites avec la Castable Resin doivent être complètement et uniformément post-polymérisées sur toutes les surfaces. Post-polymérisez les pièces sous une lumière de 405 nm et de la chaleur jusqu’à ce que la surface soit dure et rigide.
Les solutions de post-polymérisation varient beaucoup en termes de capacité de chauffe, de longueur d'onde de la lumière, et de rendement. Lorsque vous utilisez la Form Cure, post-polymérisez les pièces en Castable Resin à 60 °C pendant au moins quatre heures. Les petites sources d’UV, comme les séchoirs à ongles UV domestiques, utilisent la lumière UV (0-400 nm) et peuvent prendre jusqu’à huit heures pour post-polymériser correctement les pièces, tandis que les fours de polymérisation UV industriels peuvent ne prendre que deux heures.
Remarque :
Les petites chambres UV pour manucure sont une bonne solution d'entrée de gamme, en partie parce que les pièces sont généralement très proches des ampoules. Les pièces deviennent très chaudes (parfois plus de 60 °C) et la chaleur aide les pièces à polymériser complètement. Les températures de polymérisation élevées permettent un durcissement plus rapide, mais vérifiez bien que les pièces ne souffrent pas de déformation.
Tournez les pièces pendant cette phase pour que l'exposition à la lumière et à la chaleur soit uniforme. La Form Cure fait automatiquement pivoter les pièces, mais si vous utilisez une autre méthode, il peut être nécessaire de retourner ou de faire pivoter manuellement les pièces pendant la post-polymérisation.
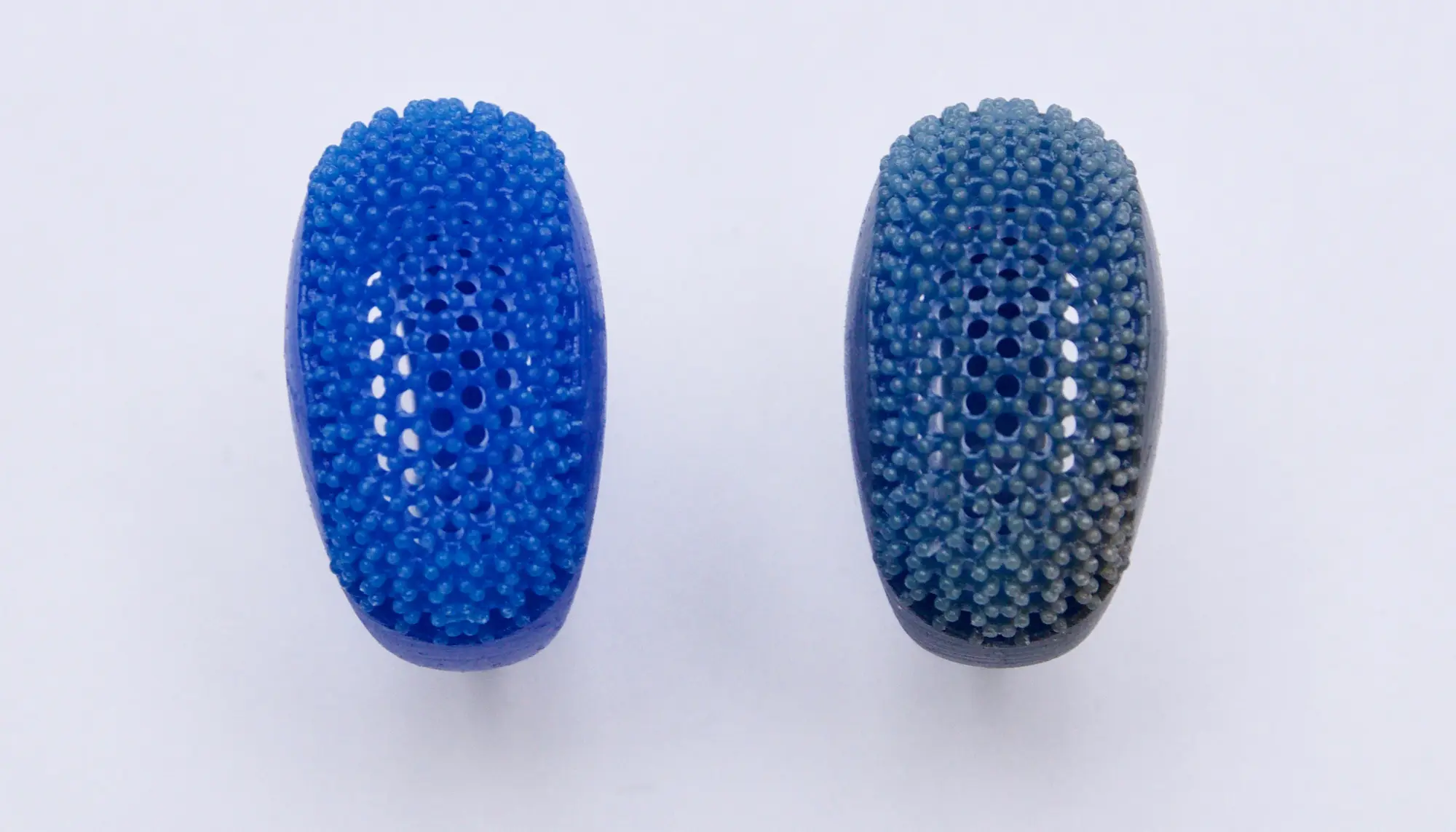
Comparaison de Castable Resin à l’état brut (avant post-polymérisation) (à gauche) et de Castable Resin post-polymérisée (à droite).
Pendant la post-polymérisation, la couleur de la pièce peut changer d'un bleu brillant à un bleu foncé et mat. Ce photoblanchiment est un effet naturel de certains types de lumière. Si une partie de la pièce est photoblanchie, c'est un indicateur que l'exposition à la lumière était suffisante. Si vous réalisez la post-polymérisation de la pièce avec ses supports toujours en place, il faudra ajouter 30 minutes à la durée de post-polymérisation après les avoir retirés pour que les zones sous les points de contact soient bien durcies.
Il est important que ces zones soient uniformément polymérisées. Pour de grandes pièces comme un bracelet, il peut être bon de réaliser la post-polymérisation avec les supports afin d’éviter toute déformation à haute température.

Utilisation de pinces coupantes pour retirer les supports d’une pièce.
Enlevez soigneusement tous les supports après post-polymérisation de la pièce imprimée. Utilisez du papier de verre fin (grain 400 et plus) pour poncer délicatement les marques de support.

Utilisation d’un accessoire de polissage pour polir une pièce.
Polissez la surface avec du papier abrasif très fin ou un outil rotatif équipé d'un tampon lustreur. N'utilisez pas d'huile minérale après le ponçage pour finir la pièce imprimée.
Fonderie avec la Castable Resin
Pour plus de détails sur les étapes de moulage avec les résines Formlabs, consultez l’article d’assistance Introduction au moulage avec les résines Formlabs et d’autres ressources Formlabs.
Avis :
Suivez scrupuleusement les consignes de sécurité du fabricant du matériau réfractaire.
Dépannage
La réussite des opérations avec la Castable Resin dépend de davantage de variables que les autres matériaux Formlabs en raison des étapes supplémentaires du procédé de fonderie. Tenez compte des conseils et des recommandations à chaque étape du procédé lorsque vous évaluez ou résolvez des problèmes.
Ressources supplémentaires