
Stampaggio a iniezione
Stampaggio a iniezione
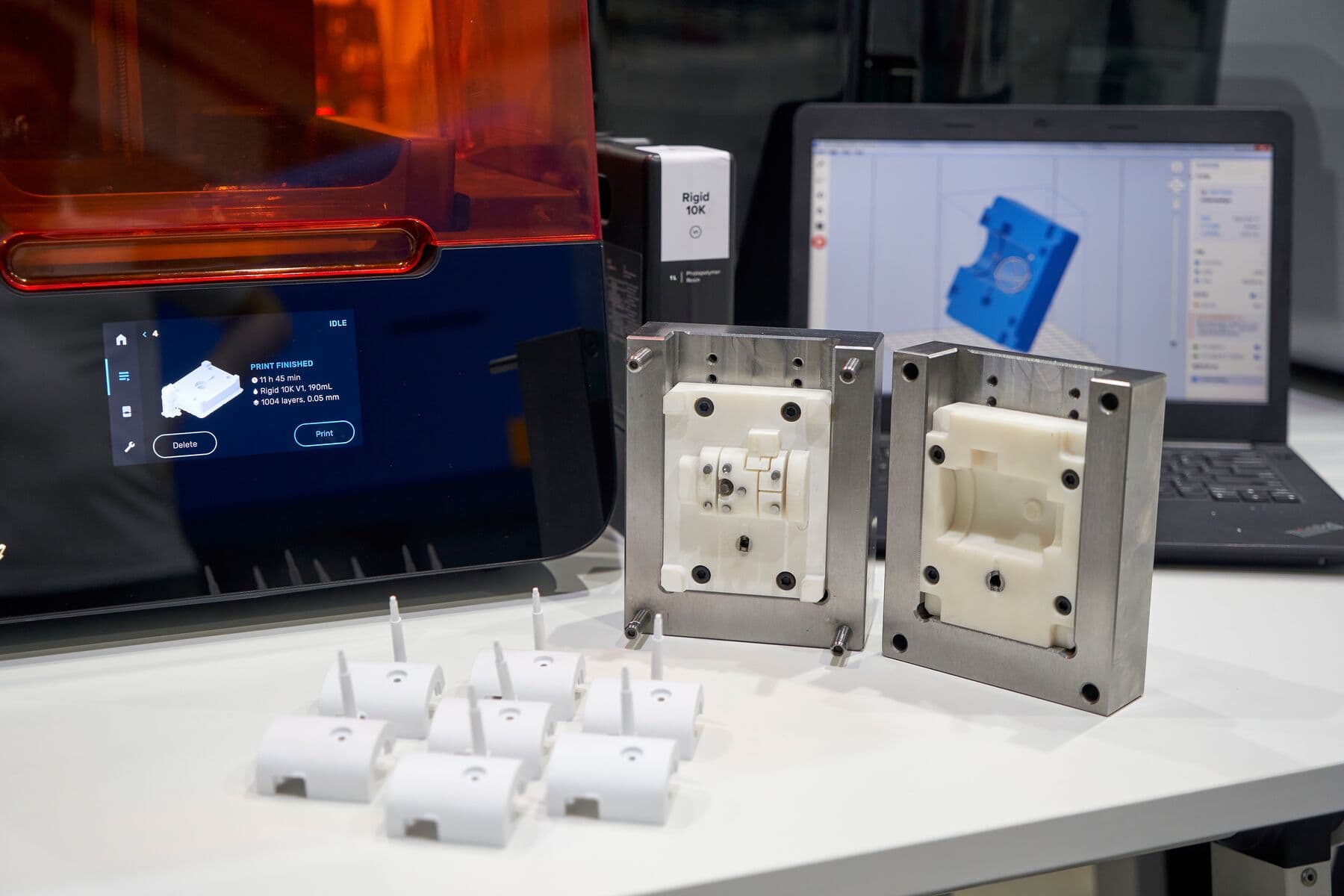
Lo stampaggio a iniezione è un processo economico per la produzione in serie di parti identiche con tolleranze ridotte. Tradizionalmente, lo stampaggio a iniezione utilizza strumenti in metallo realizzati con lavorazione CNC o lavorazione elettroerosione, che richiedono attrezzature specializzate, software di alta gamma e manodopera qualificata.
La stampa 3D consente di realizzare stampi a iniezione per la prototipazione e la produzione in piccoli volumi, riducendo significativamente i costi e i tempi rispetto agli stampi in metallo e producendo al contempo parti di alta qualità e ripetibili. Le parti stampate in SLA hanno una finitura superficiale liscia, un'elevata precisione e sono legate chimicamente per essere dense e isotropiche.
Gli stampi stampati in 3D supportano un'ampia gamma di termoplastici come acrilonitrile butadiene stirene (ABS), acrilonitrile stirene acrilato (ASA), poliammide (PA), policarbonato (PC), polietilene (PE), poliosimetilene (POM), polipropilene (PP), elastomero termoplastico (TPE) e poliuretano termoplastico (TPU). Un materiale a bassa viscosità aiuta a ridurre la pressione e a prolungare la vita utile dello stampo.
- Il polipropilene, il polietilene e l'elastomero termoplastico sono facili da lavorare a centinaia di cicli.
- Le plastiche più tecniche, come il poliamide o il policarbonato, supportano un numero inferiore di cicli.
- Il poliuretano termoplastico può aderire allo stampo stampato. Utilizza un agente distaccante per facilitare la separazione della parte dallo stampo.
Materiali consigliati da Formlabs
Rigid 10K Resin è un materiale di grado industriale altamente riempito di vetro che rappresenta un materiale da stampaggio ideale per un'ampia varietà di geometrie e condizioni di processo di stampaggio a iniezione.
Con una temperatura di deflessione a caldo (HDT) di 218 °C a 0,45 MPa e un modulo di elasticità a trazione di 10 000 MPa, la Rigid 10K Resin è un materiale da stampaggio resistente, estremamente rigido e stabile al calore che mantiene la sua forma sotto pressione e ad alte temperature, producendo parti accurate.
In alternativa, la High Temp Resin è adatta anche per gli stampi a iniezione. L'HDT di 238 °C @ 0,45 MPa della High Temp Resin è la più alta tra le resine Formlabs, il che le permette di resistere a temperature di stampaggio più elevate con prestazioni migliori su pareti sottili e dettagli precisi. Tuttavia, gli stampi stampati in High Temp Resin sono più fragili rispetto a quelli in Rigid 10K Resin e si rompono molto prima sotto pressione.
LaGrey Pro Resin è una terza opzione, adatta solo per parti di piccole dimensioni e in numero ridotto. Questa resina è adatta a casi in cui la precisione dimensionale delle parti realizzate è meno importante e l'iniezione è caratterizzata da pressioni e temperature limitate. Gli stampi realizzati con la Grey Pro Resin si piegano prima di rompersi, peggiorando la precisione nel tempo con l'uso dello stampo.
Queste informazioni sono riassunte nel grafico di seguito, all'interno del quale un maggior numero di stelle corrisponde a migliori prestazioni per il criterio corrispondente.
| Criteri | Rigid 10K Resin | High Temp Resin | Grey Pro Resin |
|---|---|---|---|
| Temperature e pressione di stampaggio elevate | * * * | * * * | * |
| Numero elevato di cicli | * * * | * | * |
| Pareti sottili | * * | * * * | * |
| Riduzione dei costi della resina | * | * * | * * * |
Considerazioni di progettazione
Quando progetti una parte stampata per lo stampaggio a iniezione, segui le buone pratiche di Formlabs per la produzione additiva e le regole generali per la progettazione di stampi a iniezione.
Linee guida generali:
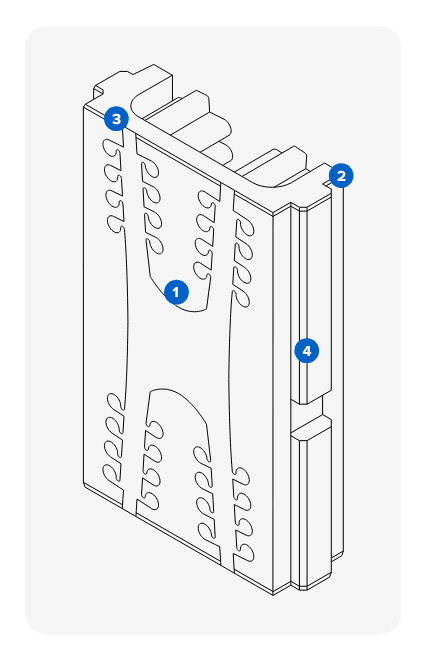
- Progetta le parti con un angolo di spoglia compreso tra 3° e 5°
- Mantieni uno spessore uniforme delle pareti su tutta la parte
- Arrotonda i bordi
- Prevedi una tolleranza (min 0,5 mm) sullo stampo e sottoponi la parte a post-elaborazione per regolare le dimensioni.
Formlabs consiglia di stampare un set di stampi prima della produzione per comprendere le deviazioni dimensionali. Modifica il modello CAD per tenere conto di queste deviazioni nel progetto dello stampo.
Per allungare la vita utile dello stampo:
- Allarga il punto di iniezione per ridurre la pressione all'interno della cavità.
- Progetta un lato della pila piatto, mentre l'altro lato contiene il design. In questo modo si riduce la possibilità di disallineamento durante il serraggio dello stampo e si riduce il rischio di bave.
- Includi grandi sfiati (profondità di 0,05 mm) dal bordo della cavità al bordo dello stampo per un migliore flusso nello stampo, una pressione ridotta al minimo e una riduzione delle sbavature nell'area del canale di iniezione per ridurre il tempo di ciclo.
- Evita sezioni trasversali sottili: uno spessore superficiale inferiore a 1-2 mm può deformarsi con il calore.
- Incorpora canali di raffreddamento per monitorare la temperatura dello strumento.
Per ottimizzare la stampa:
- Aggiungi una smussatura per agevolare la rimozione della parte dalla piattaforma di stampa.
- Aggiungi elementi di assemblaggio o perni di centraggio sugli angoli.
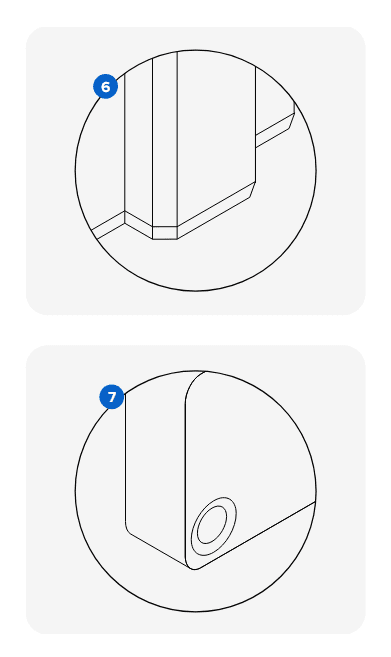
- Riduci la sezione trasversale nelle aree che non supportano la cavità per risparmiare sui costi dei materiali e ridurre il rischio di errori di stampa o deformazioni.
Considerazioni sulla stampa
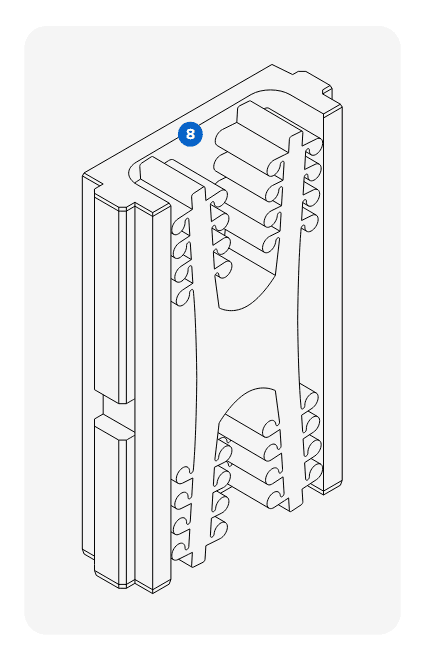
Segui le buone pratiche di Formlabs per l'orientamento dei modelli ed evita di stampare i supporti sulle superfici di stampaggio. Se la geometria dello stampo lo consente, stampalo in piano con il bordo inferiore direttamente sulla piattaforma di stampa in modo da ridurre la deformazione. Stampare senza supporti ti permetterà inoltre di risparmiare tempo, manodopera e resina. Scegli come base una superficie che permetta di ridurre al minimo le sporgenze.
- Stampa entrambe le metà degli stampi allineate in riferimento alla direzione di stampa. Le potenziali variazioni di dimensione saranno più uniformi, migliorando la qualità della linea di separazione.
- Aggiungi supporti a tutti i nuclei sospesi, soprattutto quelli con diametro ridotto.
- Stampa con un'altezza dello strato di 25-50 µm per garantire un'accuratezza dimensionale e un'espulsione fluida della parte in plastica dallo stampo.
- Stampa diversi nuclei in modo da poterli sostituire in caso di rottura. Per ridurre il tempo di raffreddamento, utilizza pezzi intercambiabili, in modo da effettuare nuovi cicli mentre le serie precedenti sono in fase di raffreddamento, così da compensare la bassa conduttività termica degli stampi in plastica.
Considerazioni sulla post-elaborazione
Segui le buone pratiche di Formlabs per il lavaggio e la polimerizzazione post-stampa. Per le istruzioni specifiche sul lavaggio e la polimerizzazione, consulta i singoli articoli sui materiali.
- Esegui la finitura dello stampo stampato per soddisfare le dimensioni critiche, come i diametri e le superfici esterne.
- La fresatura o foratura con un apparecchio desktop o la levigazione a mano possono aiutare a far aderire le due parti dello stampo e a evitare la fuoriuscita di materiale in eccesso.
- Per parti sottili e sporgenti, utilizza anime stampate in 3D con inserti metallici per evitare rotture.
Per prolungare la vita utile dello stampo 3D, Formlabs consiglia di ridurre la forza di serraggio.
- Mantieni la pressione e la velocità di iniezione basse, specialmente all'inizio. Aumenta gradualmente i parametri di iniezione.
- Mantieni la temperatura dello strumento al di sotto dei 60 °C. Per accelerare il raffreddamento:
- Lascia che l'aria ambiente raffreddi lo stampo.
- Applica aria compressa per raffreddare lo stampo.
- Incorpora canali di raffreddamento nel progetto.
- Per alcune termoplastiche tecniche, è necessario applicare agli stampi un agente distaccante. Il distaccante è ampiamente disponibile e i distaccanti siliconici sono compatibili con la Grey Pro Resin, la High Temp Resin e la Rigid 10K Resina.
Raccomandazioni e limitazioni per l'uso finale
La stampa 3D è una soluzione efficace per realizzare stampi a iniezione in modo rapido e a basso costo. È particolarmente consigliata per:
- Prototipazione funzionale avanzata con materiali per uso finale
- Convalida del prodotto
- Produzione di piccoli lotti
Anche se gli stampi stampati in 3D possono offrire vantaggi se utilizzati in modo appropriato, presentano comunque dei limiti. Gli stampi polimerici stampati in 3D non hanno le stesse prestazioni degli stampi metallici lavorati. Alcuni limiti:
- Precisione dimensionale
- Tempi di raffreddamento più lunghi
- Gli stampi stampati sono più fragili sotto il calore e la pressione
- L'adesione della parte allo stampo può causare il deterioramento dello stampo durante l'estrazione
Risorse addizionali