Avviso:
Per evitare danni alla macchina, controlla la tabella di compatibilità dei serbatoi resina nell'articolo Scelta dei materiali più adatti per assicurarti di utilizzare un serbatoio resina compatibile con questo materiale.

Avviso:
Per evitare danni alla macchina, controlla la tabella di compatibilità dei serbatoi resina nell'articolo Scelta dei materiali più adatti per assicurarti di utilizzare un serbatoio resina compatibile con questo materiale.
La Rigid 10K Resin offre un'elevata rigidità, robustezza e resistenza al calore e alle sostanze chimiche, dimostrandosi un materiale industriale rivoluzionario per i lavori più impegnativi. Con una rigidità che simula quella del vetro e delle termoplastiche ad alto contenuto di fibre, la Rigid 10K Resin è progettata per mantenere l'integrità strutturale in qualsiasi condizione.
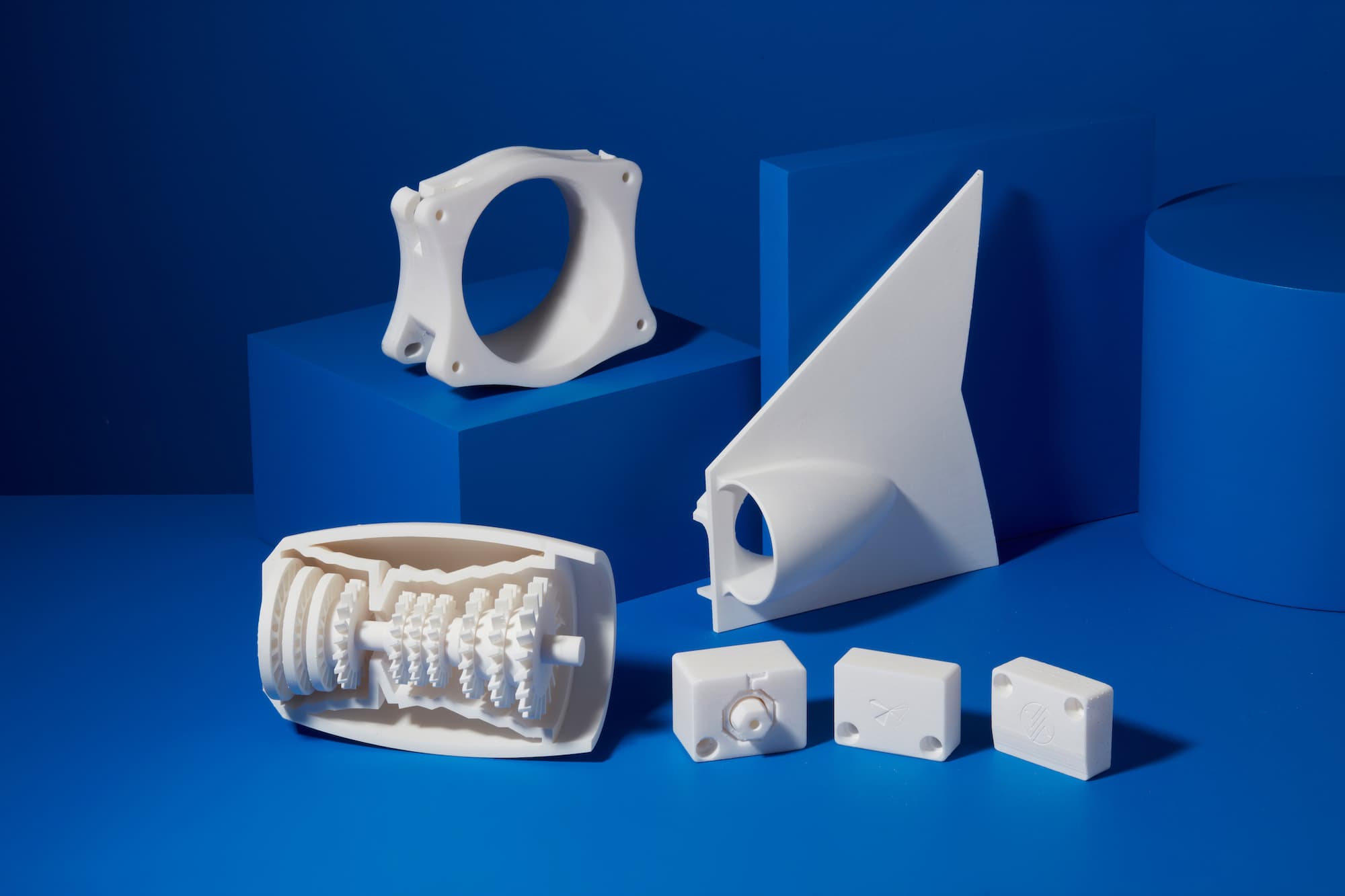
La Rigid 10K Resin è stata sviluppata per avere un'elevata rigidità, robustezza e resistenza alle alte temperature per l'uso in applicazioni ingegneristiche, aerospaziali e di produzione.
È consigliata per:
Non consigliata per:
Nota:
Per scoprire di più sulle prestazioni o sulle proprietà specifiche della Rigid 10K Resin, consulta la scheda dati di sicurezza e la scheda tecnica. Leggi sempre la scheda dati di sicurezza come principale fonte di informazioni per comprendere come manipolare e usare in sicurezza i materiali Formlabs.
Confronto con altri materiali
| Rigid 4000 Resin, con polimerizzazione post-stampa (80 °C) | Rigid 10K Resin, con polimerizzazione post-stampa (70 °C) | Rigid 10K Resin, dopo polimerizzazione post-stampa termica opzionale (90 °C) | |
|---|---|---|---|
| Carico di rottura a trazione (MPa) | 75 | 65 | 58 |
| Modulo di elasticità (GPa) | 4 | 10 | 10 |
| Allungamento a rottura (%) | 6 | 1 | 1 |
| Modulo di flessione (GPa) | 3,7 | 9,0 | 10,0 |
| Resistenza all'urto Izod (J/m) | 19 | 16 | 18 |
| Temperatura di distorsione termica (HDT) a 1,8 MPa (°C) | 74 | 82 | 110 |
| Temperatura di distorsione termica (HDT) a 0,45 MPa (°C) | 88 | 163 | 218 |
Per ulteriori informazioni sulle proprietà e le prestazioni delle resine Formlabs, consulta il nostro catalogo delle schede tecniche delle proprietà dei materiali.

Stampa con la Rigid 10K Resin
Prima di impostare la stampa successiva, installa o aggiorna PreForm.
Per preparare un modello di stampa in PreForm:
Consulta l'articolo di assistenza Avvio di una stampa per aprire il modello in PreForm, orientarlo, generare i supporti e selezionare le impostazioni di stampa.
Finitura
La Form Wash agita il bagno di solvente e rimuove le parti dal bagno dopo un tempo prestabilito. Lava le parti come spiegato nell'articolo di assistenza Impostazioni dei cicli di lavaggio con la Form Wash. Presta particolare attenzione alle informazioni che riguardano le proprietà meccaniche o i requisiti di biocompatibilità.
Se il modello presenta cavità o canali interni, assicurati che la resina liquida venga rimossa accuratamente. Lascia che le parti si asciughino completamente prima di procedere alla polimerizzazione post-stampa.
Dopo la polimerizzazione post-stampa, la superficie di una parte stampata con la Rigid 10K Resin può risultare polverosa. Strofinando olio minerale o acqua sulla superficie della parte e rimuovendo l'eccesso si otterrà una finitura più liscia e meno polverosa.
Requisiti per la polimerizzazione post-stampa
La Rigid 10K Resin richiede la polimerizzazione post-stampa per raggiungere le proprietà meccaniche ottimali e un'elevata temperatura di distorsione termica (HDT).
Avviso:
Ci sono due opzioni di polimerizzazione post-stampa per la Rigid 10K Resin. Consulta la scheda tecnica per capire l'effetto delle varie opzioni di polimerizzazione post-stampa sulle proprietà meccaniche e poter scegliere l'opzione più adatta all'utilizzo che intendi fare delle parti stampate.
Consulta Form Cure: impostazioni di durata e temperatura per i requisiti per la polimerizzazione post-stampa.
Sabbiatura
Formlabs consiglia la sabbiatura delle parti stampate con la Rigid 10K Resin per migliorare le proprietà meccaniche, tra cui il carico di rottura e la resistenza alla flessione e agli urti. La sabbiatura delle parti riduce i difetti superficiali che possono causare malfunzionamenti.
Il processo di sabbiatura cambia il colore della superficie delle parti in Rigid 10K Resin da bianco a crema, ma non influisce in modo significativo sulle dimensioni delle stesse.
Confronto con parti non trattate in Rigid 10K Resin
Le parti in Rigid 10K Resin con e senza sabbiatura sono state sottoposte a test APM per confrontare le proprietà meccaniche e materiali. Tutte le parti sono state sottoposte a sabbiatura su tutte le superfici con perline di vetro di dimensione 70-140. Consulta la seguente tabella:
| Rigid 10K Resin + polimerizzazione UV | Rigid 10K Resin + polimerizzazione UV + polimerizzazione termica | Rigid 10K Resin + polimerizzazione UV + sabbiatura | % di variazione rispetto alla sabbiatura | |
|---|---|---|---|---|
| Modulo di elasticità(GPa) | 10 | 10 | 11 | + 10% |
| Carico di rottura a trazione (MPa) | 65 | 53 | 88 | + 35% |
| Allungamento a rottura (%) | 1 | 1 | 1,7 | + 70% |
| Modulo di flessione (GPa) | 9 | 10 | 9,93 | + 10% |
| Resistenza alla flessione (MPa) | 126 | 103 | 158 | + 25% |
| Resistenza agli urti con intaglio (J/m) | 16 | 18 | 20 | + 25% |
| Resistenza agli urti senza intaglio (J/m) | 47 | 41 | 130 | + 190% |