Avviso:
Per evitare danni alla macchina, controlla la tabella di compatibilità dei serbatoi resina nell'articolo Scelta dei materiali più adatti per assicurarti di utilizzare un serbatoio resina compatibile con questo materiale.

Avviso:
Per evitare danni alla macchina, controlla la tabella di compatibilità dei serbatoi resina nell'articolo Scelta dei materiali più adatti per assicurarti di utilizzare un serbatoio resina compatibile con questo materiale.

La Tough 2000 Resin simula sia la sensazione che le importanti proprietà meccaniche dell'acrilonitrile butadiene stirene (ABS). La plastica ABS è una termoplastica molto comune che offre un buon equilibrio fra durezza e flessibilità. La Tough 2000 Resin crea prototipi ingegneristici resistenti ed è stata sviluppata per resistere a sollecitazioni e deformazioni elevate. Per una finitura più accurata, la Tough 2000 Resin può essere sottoposta a lavorazione meccanica dopo la stampa.
La Tough 2000 Resin ha anche una temperatura di deflessione sotto carico (HDT) più alta rispetto agli altri materiali della famiglia di resine Tough e Durable, come la Tough 1500 Resin e la Durable Resin.
La Tough 2000 Resin viene stampata a 50 e 100 micron.
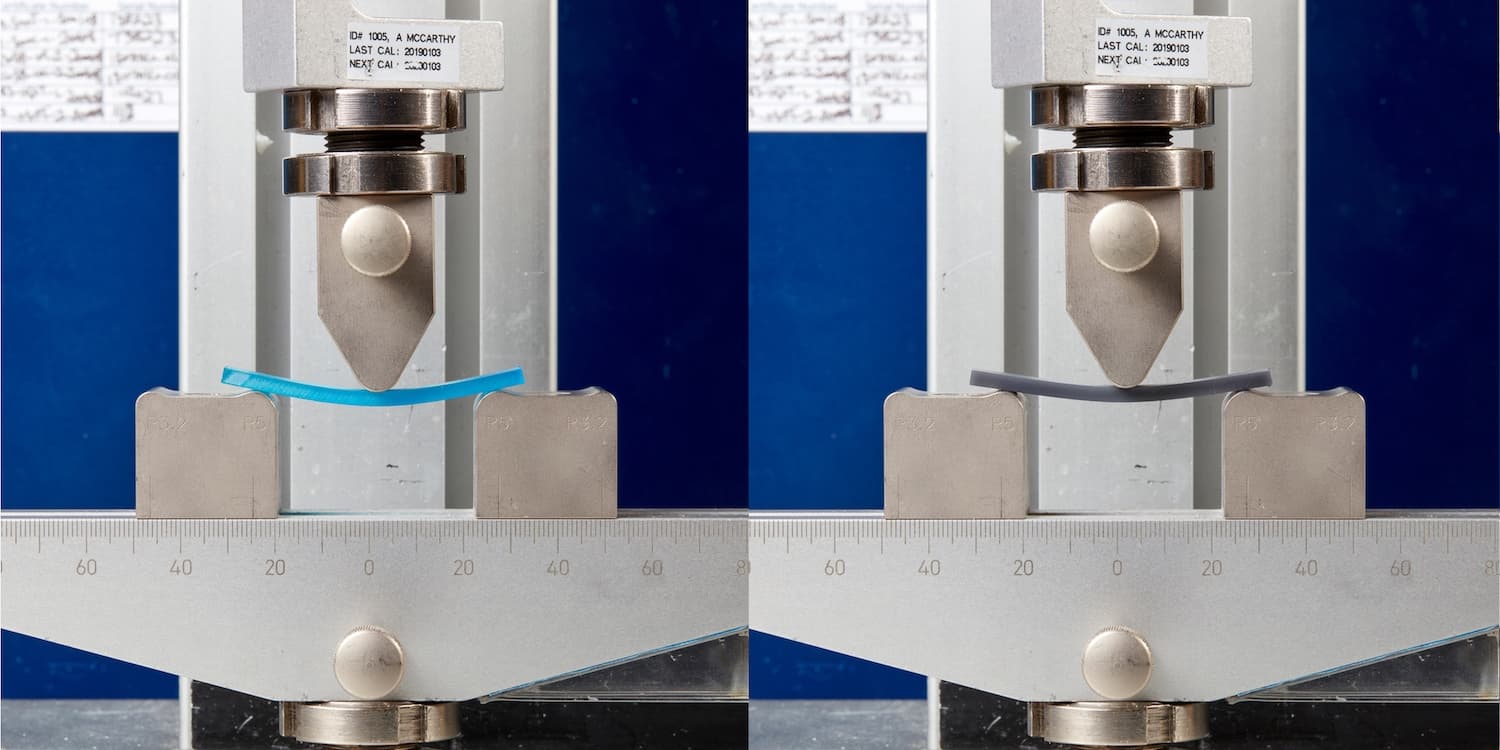
tenacità è la capacità di un materiale di assorbire energia prima di rompersi. Quando un materiale tenace cede, si deforma invece di frantumarsi. In altre parole, i materiali resistenti sono più robusti rispetto ai materiali fragili.
Latenacità è anche definita come l'area sotto una curva sforzo-deformazione. I materiali resistenti hanno generalmente un buon equilibrio tra resistenza (la quantità di sollecitazione che un materiale può sopportare) e duttilità (l'allungamento o la percentuale di deformazione). Per questo motivo, l'area sotto la curva sforzo-deformazione di un materiale tenace è molto più ampia di quella di un materiale molto resistente e rigido con un basso allungamento. La Tough 2000 Resin ha una rigidità inferiore e resiste a un allungamento maggiore rispetto alle resine standard, il che significa che può assorbire più energia prima di rompersi.
È consigliata per:
Non è consigliata per:
Nota:
Per ulteriori informazioni sulle prestazioni o sulle proprietà specifiche della Tough Resin 2000, consulta la scheda dati di sicurezza e la scheda tecnica. Leggi sempre la scheda dati di sicurezza come principale fonte di informazioni per comprendere come manipolare e usare in sicurezza i materiali Formlabs.
Confronto con altri materiali
| Durable Resin V2, dopo polimerizzazione (60 °C) | Tough 1500 Resin, dopo polimerizzazione (70 °C) | Tough 2000 Resin, dopo polimerizzazione (80 °C) | |
|---|---|---|---|
| Resistenza alla rottura per trazione (MPa) | 31,8 | 33 | 46 |
| Modulo di trazione (GPa) | 1,26 | 1,50 | 2,20 |
| Allungamento a rottura (%) | 49,0 | 51,0 | 48,0 |
| Modulo flessionale (GPa) | 0,82 | 1,40 | 1,90 |
| Resistenza all'impatto Izod (J/m) | 109 | 67 | 40 |
| HDT a 1,8 MPa (°C) | -- | 45 | 53 |
| HDT a 0,45 MPa (°C) | 43,3 | 52,0 | 63 |
Per maggiori informazioni sulle proprietà prestazionali di ciascuna resina Formlabs, consulta la libreria delle schede tecniche delle proprietà dei materiali.

Stampa con la Tough 2000 Resin
Avviso:
Per evitare danni alla macchina, controlla la tabella di compatibilità dei serbatoi resina nell'articolo Scelta dei materiali più adatti per assicurarti di utilizzare un serbatoio resina compatibile con questo materiale.
Prima di impostare la stampa successiva, installa o aggiorna PreForm.
Per preparare un modello di stampa in PreForm:
Stampa la Tough 2000 Resin con i supporti ed evita di stampare direttamente sulla piattaforma di stampa, poiché è molto probabile che la stampa sia difficile da rimuovere dalla piattaforma. Per le parti molto spesse, aumentare le dimensioni dei punti di contatto dei supporti per evitare il fallimento delle stampe.
Le parti stampate con la Tough 2000 Resin possono essere più difficili da rimuovere dalla piattaforma di stampa rispetto a quelle stampate con resine standard. Per favorire la rimozione delle parti, riscalda la piattaforma di stampa con aria calda.
Finitura
La Form Wash agita il bagno di solvente e rimuove le parti dal bagno dopo un tempo prestabilito. Lava le parti come spiegato nell'articolo di assistenza Impostazioni dei cicli di lavaggio con la Form Wash. Presta particolare attenzione alle informazioni che riguardano le proprietà meccaniche o i requisiti di biocompatibilità.
Avviso:
Lascia che le parti si asciughino completamente prima di procedere alla polimerizzazione post-stampa. La polimerizzazione post-stampa di parti non completamente asciutte può compromettere le proprietà meccaniche.
Requisiti per la polimerizzazione post-stampa
La Tough 2000 Resin richiede polimerizzazione post-stampa per ottenere le proprietà meccaniche ottimali.