
治具や固定具といった製造補助具は、金属加工において精度、再現性、効率を確保するために不可欠な存在です。しかし、従来の方法で治具や固定具を製作する場合、数週間もの時間を要し、コストも1,000ドルを超え、形状の自由度も制限されることがあります。Red Oak Fabricationは、アイオワ州南西部に拠点を置く機械加工工場です。同社はSLA光造形方式3Dプリントを活用し、CNC加工の10分の1のコストで、複雑な形状や有機的な形状を持つカスタム治具をわずか数時間で製作しています。
Red Oak Fabricationは、スチール、ステンレス鋼、アルミニウム製品の製造を行い、精密プラズマ切断、レーザー切断、ウォータージェット切断、CNC加工、スチールショットブラスト、粉体塗装、板金成形、そして高度なロボット溶接を専門としています。主にMIG(金属不活性ガス)溶接を中心とする溶接作業が事業の大部分を占め、15の手動溶接ステーションと3つの自動ロボット溶接セルが設置されています。
「3Dプリントは、簡単に実施できる中間手段となってくれています。設計から治具の完成まで、以前は数ヶ月かかっていたものが今では2〜3日で実現できます」
Red Oak Fabrication 製図・エンジニアリングマネージャー、Taylor Smith氏
3Dプリント導入以前、Red Oak Fabricationでは溶接治具の製作に社内で2つの方法を用いていました。
- 板金部品の組み立て:容易で安価な方法ですが精度に欠けます。
- CNC加工による高品質な金属製治具の製作:高コストで製作期間も長くなります。
このため、迅速な納品が求められる中小規模の注文に対応できないという課題がありました。この課題を解決するため、同社はForm 3L SLA光造形プリンタを導入。これにより、高精度で堅牢な治具や固定具を1日で3Dプリントできるようになり、従来の方法と比較してコストと時間を最大90%削減しました。
治具の高速・低コスト製作で金属加工を支える
本技術資料では、3Dプリンタを活用して金属加工用の治具や固定具、成形型などを製作する方法を解説します。実際のケーススタディでは、Formlabsのプリンタで耐久性、精度、耐熱性に優れ、過酷な環境でも高いパフォーマンスを発揮する治具を各企業がどのように製作し、現場で活用しているのかをご紹介します。また、治具のカスタマイズ性と複雑性を向上させながら、製作期間とコストを最大90%削減する方法にも注目します。
有機形状と複雑形状にも対応
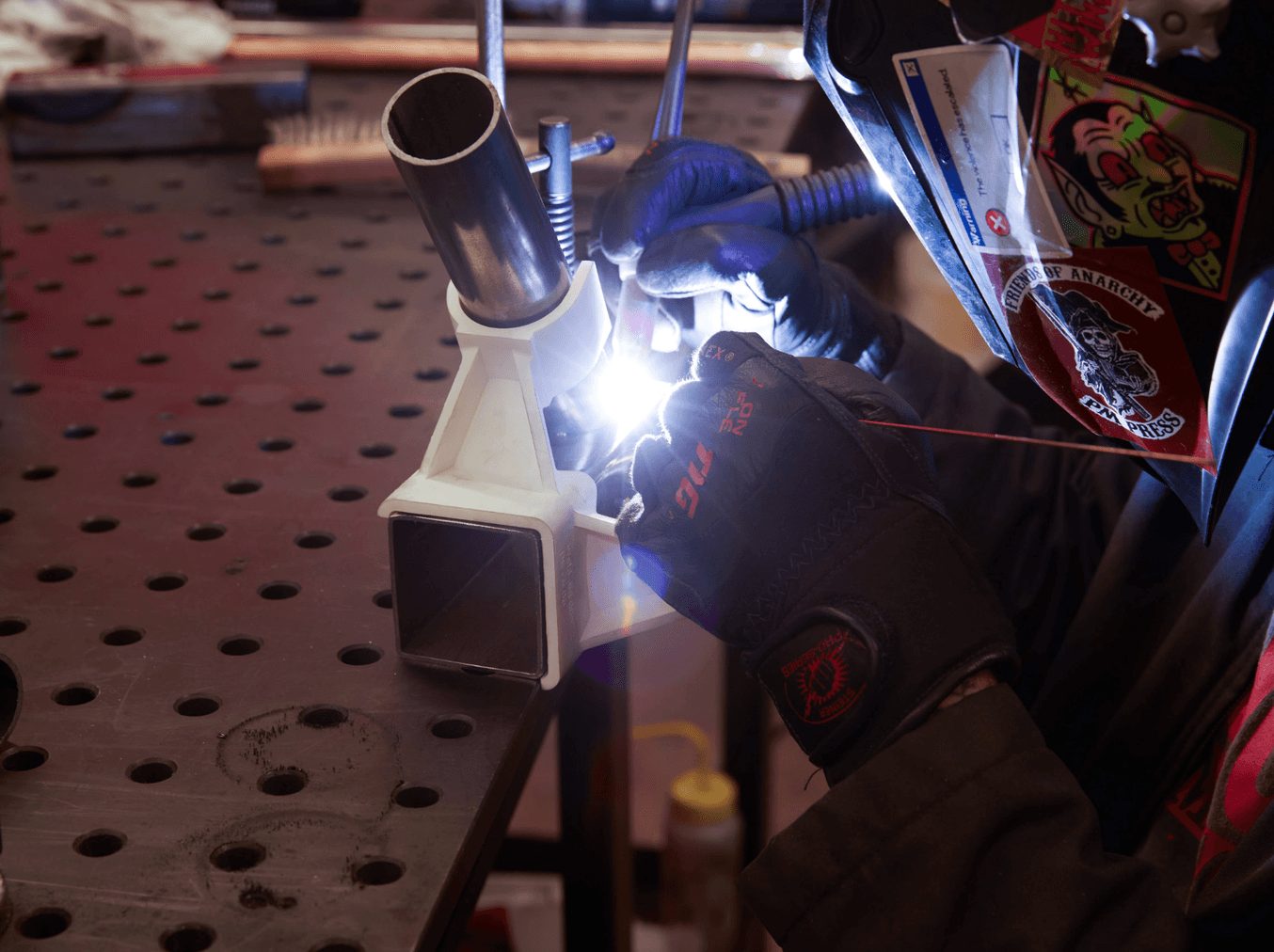
「パイプに取り付けるような治具は、形状が有機的なので機械加工での製作はほぼ不可能です。3Dプリント以外の方法では、これらのうち1つを作るだけでも大変な時間がかかります。金属で治具を作ろうとすると低品質で信頼できない仕上がりになり、作業者の仕事が余計に増えることになります。3Dプリントのおかげでこの工程が効率化されていますよ」
Red Oak Fabrication 製図・エンジニアリングマネージャー、Taylor Smith氏
CNC加工では、製作可能な治具の幾何形状が制限されることがあります。対照的に、3Dプリントでは簡単に有機形状を実現できます。SLA光造形は、流路、アンダーカット、中空構造といった複雑な内部形状の造形に利用でき、約2~3mmの肉厚で精密かつ複雑な設計が可能です。加えて、SLA光造形は微細なディテールと滑らかな表面品質が特徴で、これが性能向上とコスト削減に貢献します。

形状が複雑で有機的なデザインのため、切削加工では製作が困難。この治具を使って数千回の溶接を行った。溶接部にかなり近接するため時間が経つにつれて白から黒に変色したものの、問題なく機能している。
治具の高速・低コスト製作で金属加工を支える
自動化に特化したCNCマシンショップのThe Factory Amsterdam(TFA)は、FormlabsのSLS技術を活用することで柔軟性を高め、顧客ニーズへの迅速な対応を実現しています。このウェビナーでは、治具、固定具、その他のツールを3Dプリントするための段階的な手法の概要に加え、コスト分析、設計上の考慮事項、ベストプラクティスなどの実例を紹介します。
3Dプリント治具:コストは10分の1、製作期間は数ヶ月から数日へ短縮
治具の設計と加工にかかる時間は、その治具を使用して生産される部品の数に関わらず一定です。Red Oak Fabricationにとって、中小規模の作業用治具の製作も、大規模なものと同様の時間とコストがかかっていました。
3Dプリントを導入したことにより、Red Oak Fabricationはコストを約90%削減し、治具の製作期間を数ヶ月から数日に短縮しました。さらに、設計変更が必要になった場合でも、時間とコストを最小限に抑えながら容易に修正・3Dプリントが可能です。
溶接用治具のコスト分析
| その他の方法 | 3Dプリントによる内製 | |
|---|---|---|
| 設備 | 金属CNC加工による内製 | Form 3L、Rigid 10Kレジン |
| コスト | $1,000 | $100 |
| 製作期間 | 数ヶ月 | 数日* |
* Form 3Lの次世代機であるForm 4Lを使用した場合、造形時間は数日から数時間に短縮。Form 4Lの詳細についてはこちらをご覧ください。

Formlabs へのお問合せ
試作品の高速製作も、実製品用部品の製造も、どのようなニーズにもお応えします。Formlabs は専門のスペシャリスト集団として、お客様や企業のニーズを的確にサポートします。
生産要件を満たす材料:Rigid 10Kレジン

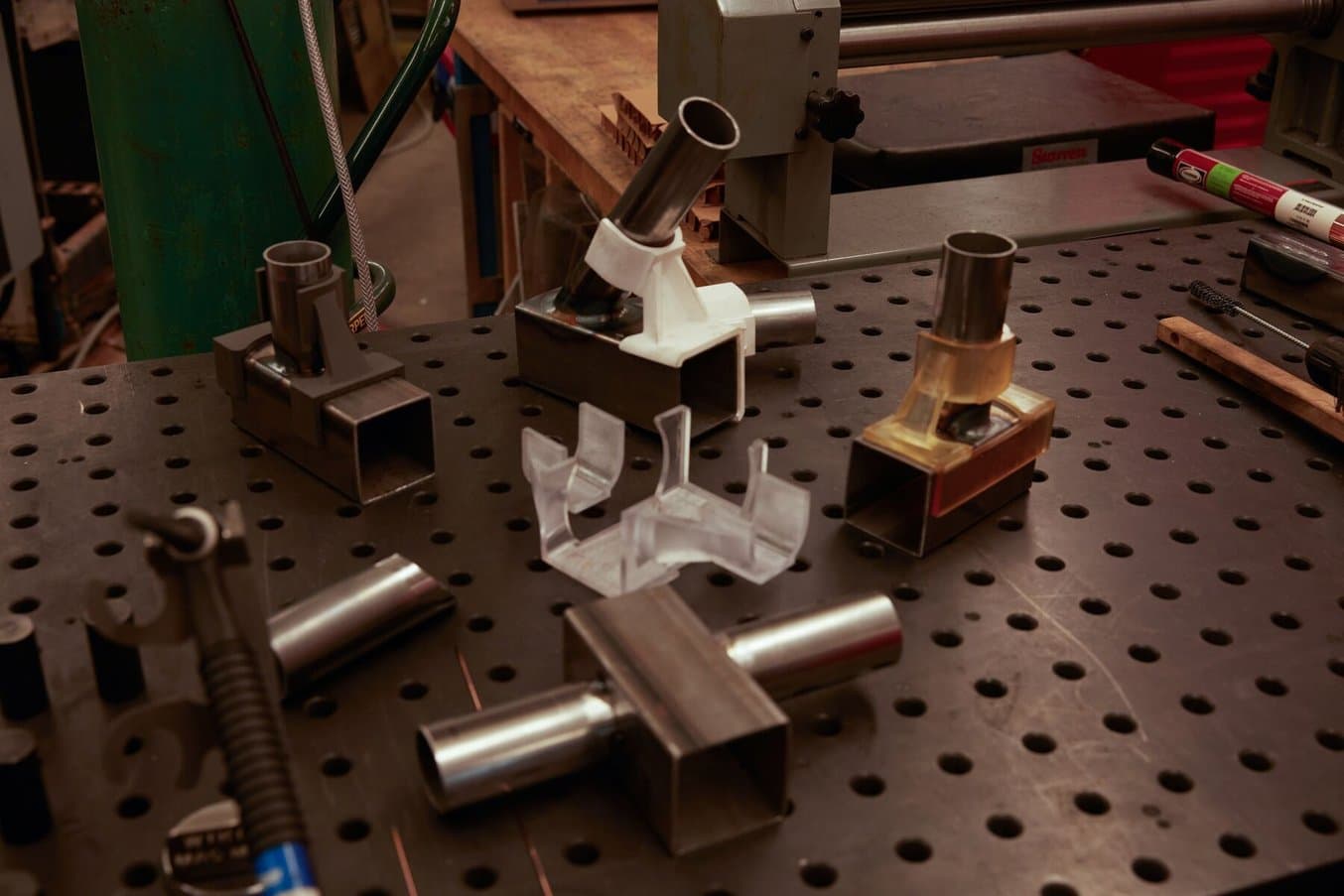
写真のジグザグ形状の治具はパイプに沿って20本の丸棒を溶接するために使用され、溶接箇所の近くに配置されるため黒く変色している。
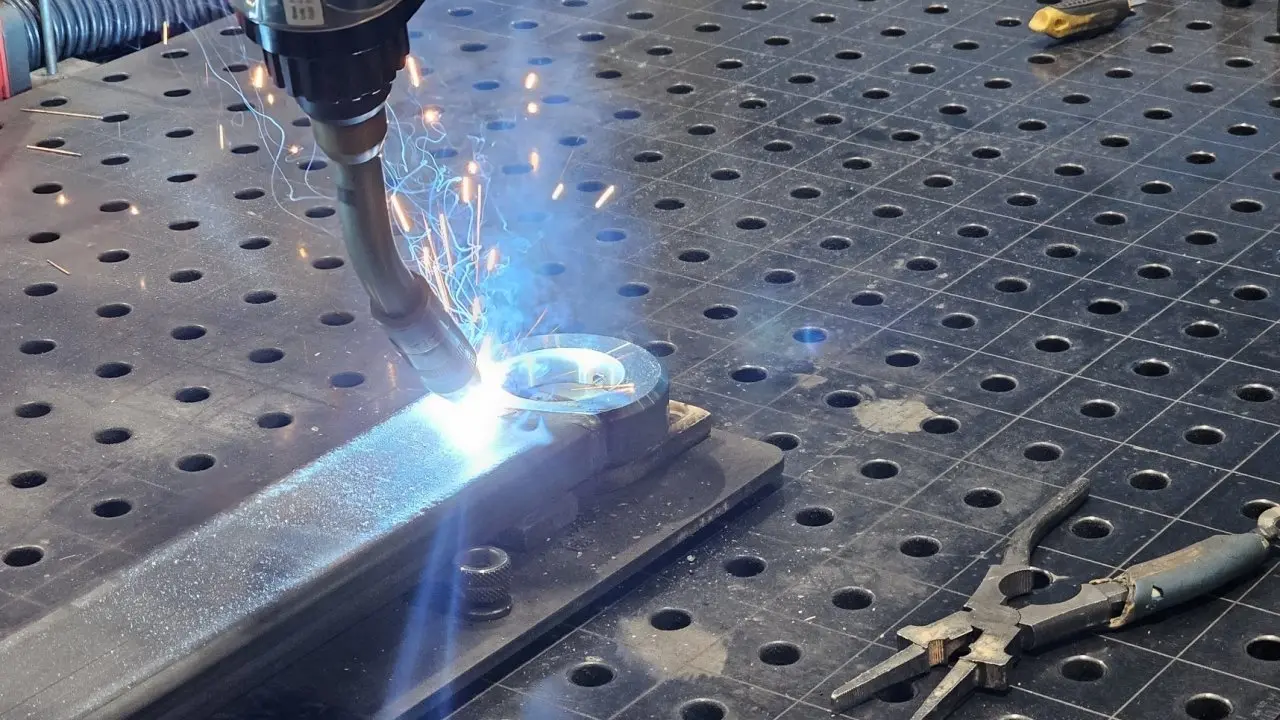
溶接作業は通常、数千度の温度に達するため、ポリマー製の成形型にとっては厳しい環境です。そのためチームは、Formlabsが推奨する、荷重たわみ温度(HDT)238°[email protected] MPaを誇る硬質なガラス繊維強化レジン、Rigid 10Kレジンでのプリントを選択しました。
治具が溶接部に直接触れず、加工時間も10秒程度と短いため、治具が過度に加熱されることがありません。白い材料には多少の黒ずみが生じますが、機能には影響しません。万が一治具が破損した場合でも、わずか数時間で交換品を再プリントできます。
溶接作業の90%はスチールで行われ、その他アルミニウムやステンレス鋼も使用されます。金属製治具とは異なり、溶接スパッタ(飛散した溶融金属から形成される金属粒)は3Dプリント製のプラスチック治具には付着しません。これは、3Dプリント製治具のクリーニングが不要であることを意味します。
備考:超音波溶接やスポット溶接のような低入熱の溶接プロセスで使用する場合は、Fuseシリーズ SLS 3DプリンタでNylon 12パウダーを使用して3Dプリントすることも可能です。

実務に対応する治具
Red Oak Fabricationでは溶接治具のほとんどを月に1,000回以上使用されますが、Rigid 10Kレジンで3Dプリントされた治具は、このような頻繁な使用にも耐えています。



写真のストレートアーム治具は、鋼板の上に2つの小型の3Dプリント部品を取り付けたもの。形状が複雑で有機的なデザインのため切削加工では製作が困難であり、かつたった1日で製作する必要があった。約2,000回の溶接を行った後。溶接で接合部が治具に垂れて跡がついたものの、問題なく機能している。

保護プラグの使用前(左)と使用後(右)。スチール製のハーフカップリングの内側にマグネットで設置し、パイプを溶接している間、内部ねじを保護する。保護プラグは、溶接部やスラグがハーフカップリングの内側に入り込み、ねじが損傷するのを防ぐ。約3,000回の溶接を行った後も依然として機能している。
3Dプリントでカスタムの溶接治具を迅速に製作
迅速かつモジュール化可能な溶接治具を活用して加工プロセスを合理化し、金属部品のラピッドプロトタイピングや小ロット生産を高速化する方法をご紹介します。FormlabsのR&Dマシンショップコーディネーターが、設計ガイドライン、ツール温度研究、実例、コスト分析など、3Dプリント製溶接治具の製作方法とベストプラクティスをご紹介します。
治具・固定具の3Dプリントを始める
治具の3Dプリントは、Red Oak Fabricationにとって時間とコストの削減につながると同時に、CNC加工では実現できなかった複雑な幾何形状や有機的形状を持つ治具の製作を可能にしました。FormlabsのForm 3L SLA光造形プリンタの大容量造形サイズにより、Red Oak Fabricationは大型治具を一度にプリントすることも、複数の小型治具をまとめてプリントすることも可能になり、複数の溶接ステーションで同時に作業を開始することができます。
その他の導入事例や3Dプリント製治具・固定具の製作方法については、Formlabsの技術資料をご覧いただくか、お問い合わせにてお客様の用途をお知らせください。