Anmerkung:
Formlabs hat dieses Material aus dem Programm genommen und bietet es nicht mehr zum Kauf an. Informationen zu anderen Formlabs-Materialien finden Sie unter Das richtige Material wählen.

Anmerkung:
Formlabs hat dieses Material aus dem Programm genommen und bietet es nicht mehr zum Kauf an. Informationen zu anderen Formlabs-Materialien finden Sie unter Das richtige Material wählen.
Ceramic Resin V1 ist ein einzigartiges Material in der Formlabs-Bibliothek. Ceramic Resin V1 ist ein Verbundharz, das für den Form 2 entwickelt wurde. Ceramic Resin V1 ist für das Brennen in einem Ofen bestimmt, wo die Polymermatrix verbrennt und das Modell sich in ein Siliciumdioxid-Keramikteil verwandelt. Durch den 3D-Druck mit Ceramic Resin V1 können Sie komplexe Keramikobjekte herstellen, die sich nicht gießen lassen. Nach dem Brennen ist Ceramic Resin V1:
*Bei zu schnellem Erhitzen können die Teile thermischen Schock nicht stabil standhalten und in Umgebungen mit hohen Temperaturen reißen. Langsames Erhitzen von mit Ceramic Resin V1 gedruckten Teilen, um die Hitzebeständigkeit der Teile zu erhalten.
Ceramic Resin V1 hat eine geringere Druckerfolgsrate als die Standardmaterialien von Formlabs und erfordert daher ein höheres Maß an Geschick und Aufmerksamkeit als andere Formlabs-Produkte. Ceramic Resin V1 hat besondere Anforderungen an Teilekonstruktion und Druckplanung. Einige Modelle müssen modifiziert werden, um gut gebrannt zu werden. Befolgen Sie diese Richtlinien, um Teile erfolgreich zu drucken und zu brennen. Um den Druckerfolg im Laufe der Zeit zu steigern, sollten Sie beim Entwerfen, Drucken, Brennen und Glasieren von Teilen, die mit Ceramic Resin V1 gedruckt wurden, iterieren und experimentieren.
Ceramic Resin V1 kann mit 50 und 100 Mikron Schichthöhe auf dem Form 2 gedruckt werden.
Ausrüstung und Zubehör
Erforderliche Ausrüstung:
Empfohlene Verbrauchsmaterialien:
Hinweis:
Ceramic Resin V1 beeinträchtigt das Aussehen der Abdeckung des Form 2, wenn flüssiges Harz mit der Abdeckung in Berührung kommt. Drucken Sie Spritzschutzvorrichtungen zum Anbringen am Harztank, um die Abdeckung vor Ceramic Resin V1 zu schützen. Bringen Sie eine transparente Kunststofffolie mit Kleberückseite an, um die Innenseite der Abdeckung zu schützen. Nur mit Seife und Wasser reinigen.
Designrichtlinien
Lesen und befolgen Sie die Designrichtlinien, um beim Entwerfen von Druckteilen mit Ceramic Resin V1 erfolgreich zu sein.
Druckübersicht
Nachdem Sie alle Richtlinien gelesen haben, überprüfen Sie diese Checkliste vor dem Druck, wenn Sie einen Druck mit Ceramic Resin V1 starten. Wenn Sie einen oder mehrere dieser Schritte überspringen, wird Ihr Druck wahrscheinlich fehlschlagen:
Ceramic Resin V1 kann mit 50 und 100 Mikrometer Schichthöhe auf dem Form 2 gedruckt werden.
Drucken Sie nur mit einem Standard-Harztank. Ceramic Resin V1 ist nicht kompatibel mit dem Resin Tank LT.
Größe des Teils
Berücksichtigen Sie die besonderen geometrischen und dimensionalen Anforderungen, um erfolgreich mit Ceramic Resin V1 zu drucken. Befolgen Sie die Designrichtlinien für spezifische Informationen zum Teiledesign.
Ceramic Resin V1 eignet sich am besten für den Druck kleiner und dünner Teile. Die Wandstärke für gebrannte Teile sollte zwischen 2 und 10 mm liegen. Dicke Abschnitte neigen eher dazu, während der Ausbrennphase des Brennens zu reißen und sich während des Drucks von den Stützstrukturen zu lösen.
Tipp:
Das Teilvolumen sollte unter 100 ml liegen und die Wände sollten dünn sein, um den Druckerfolg zu erhöhen.
Teile skalieren
Skalieren Sie alle Teile vor dem Druck, um das Schrumpfen beim Brennen zu berücksichtigen. So skalieren Sie einen Druck mit Ceramic Resin:
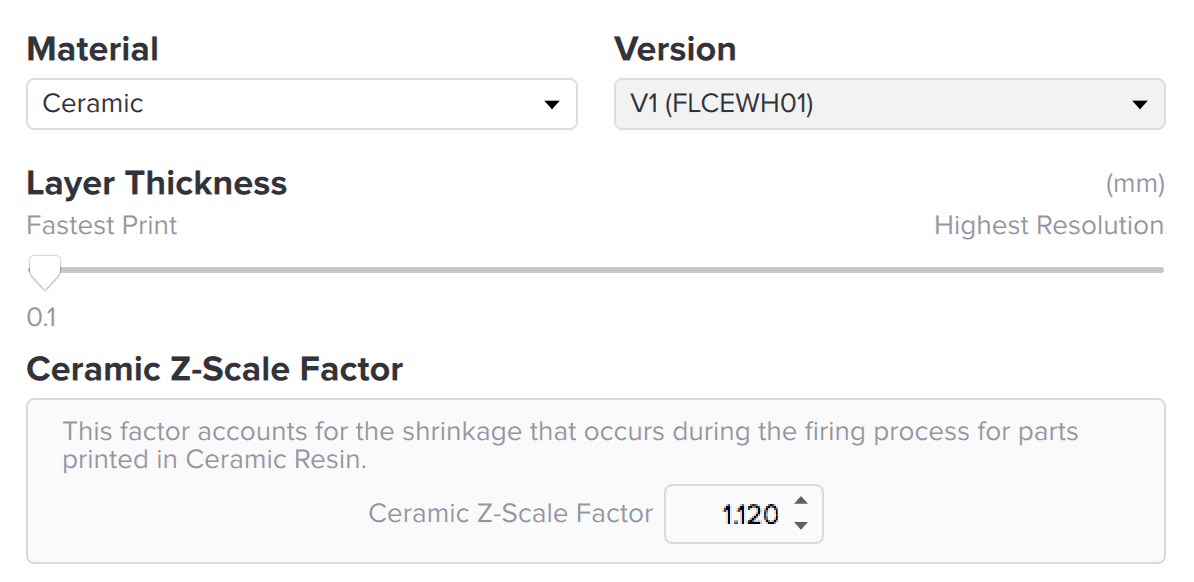
PreForm bietet einzigartige Einstellungsmöglichkeiten für das Skalieren von Ceramic-Resin-V1-Teilen vor dem Druck. Stellen Sie den Z-Skalierungsfaktor ein, nachdem Sie Ceramic Resin V1 im Menü Print Setup (Druckeinrichtung) ausgewählt haben. Skalieren Sie die Z-Achse, bevor Sie die globale Teilegröße skalieren.
Ceramic Resin V1 kann Experimente erfordern, um maßhaltige gebrannte Teile herzustellen. Die Schrumpfung variiert je nach Brennkurve. Dokumentieren Sie den in PreForm verwendeten Z-Skalierungsfaktor und die globale Skalierungseinstellung. Messen Sie die Abmessungen der einzelnen gebrannten Teile und passen Sie die Skalierungsfaktoren für nachfolgende Drucke an, um die endgültigen Abmessungen der gebrannten Teile zu verfeinen.
Stützen
Aufgrund seines Siliziumdioxidgehalts ist Ceramic Resin V1 schwerer als andere Harze und im grünen (ungebrannten) Zustand zerbrechlicher. Ceramic Resin V1 erfordert mehr Stützstrukturen als andere Formlabs-Kunstharze.
Die Standardeinstellungen für die Stützstrukturen funktionieren in der Regel für kleine Objekte. Größere Objekte erfordern möglicherweise größere Stützberührungspunkte und eine höhere Stützdichte, insbesondere bei Teilen mit dicken Querschnitten. Sehr kleine Objekte können mit kleineren oder weniger Stützberührungspunkten gedruckt werden.
Glätten Sie nach dem Drucken und dem Entfernen der Stützstrukturen die Druckteiloberfläche mithilfe von Schleifpapier (120 Körnung), um die Stützspuren vorsichtig zu entfernen. Geschliffene Stützberührungspunkte verschwinden beim Schrühbrand
Mischen
Ceramic Resin V1 ist mit Silizium gefüllt. Der Silicafüllstoff trennt sich und setzt sich mit der Zeit stärker ab als andere Formlabs-Materialien, wenn er in der Kartusche oder im Tank gelagert wird. Mischen Sie das Harz im Harztank und in der Kartusche vor jedem Druck. Filtern Sie regelmäßig Ablagerungen aus dem Kunstharz, um die Druckqualität zu verbessern.
Schütteln Sie die Harzkartusche eine Minute lang kräftig. Wenn die Kartusche mehrere Tage lang unbenutzt war, kann sich abgesetztes Füllmaterial im Bissventil ablagern. Vergewissern Sie sich, dass die Entlüftungskappe geschlossen ist, und schieben Sie dann vorsichtig einen Zahnstocher durch den bereits vorhandenen Schlitz im Ventil, um die Öffnung zu reinigen. Eine unzureichende Durchmischung des Harzes in der Kartusche führt zu einem uneinheitlichen Keramikgehalt im Harz, was zu einem uneinheitlichen Schrumpfungsverhalten zwischen dem ersten und letzten Druck aus der Kartusche führt.
Tipp:
Um ein Verstopfen des Beißventils bei längerer Lagerung zu vermeiden, lagern Sie die Kartuschen mit Ceramic Resin V1 horizontal, mit dem Etikett nach unten.
Harztank
Ceramic Resin V1 setzt sich im Tank ab und muss vollständig gemischt werden, um erfolgreich zu drucken. Entfernen Sie vor jedem Druck den Tank aus dem Drucker und mischen Sie das Harz im Tank mit dem Wischer oder dem Spachtel vollständig durch.
Haftung der Konstruktionsplattform
Ceramic Resin V1 erfordert eine raue Oberfläche auf der Konstruktionsplattform, um ordnungsgemäß zu haften. Die Partikel in Ceramic Resin V1 erodieren die raue Oberfläche während des Drucks, was die Haftung des Teils im Laufe der Zeit verringern kann. Kratzen Sie die Konstruktionsplattform vor jedem Druck mit 180er-Schleifpapier fest ab, um eine raue Oberfläche auf der Metallplatte zu erhalten. Bei übermäßiger Haftung oder wenn sich Teile, die mit Ceramic Resin V1 gedruckt wurden, nur schwer von der Konstruktionsplattform entfernen lassen, polieren Sie die Metallplatte mit Schleifpapier mit höherer Körnung, um die Haftung zu verringern.
Hinweis:
Drucken Sie niemals Teile mit Ceramic Resin V1 direkt auf der Konstruktionsplattform. Drucken Sie mit Ceramic Resin V1 immer mit einer Basis und Stützstrukturen.
Waschen und Trocknen
Waschen Sie das Druckteil 5 Minuten lang in Isopropylalkohol. Verwenden Sie einen separaten Waschbehälter, damit sich keine Keramikpartikel an nicht-keramische Teile heften. Ceramic Resin V1 muss nicht nachgehärtet werden, jedoch müssen die Teile vor dem Brennen vollständig trocken sein. Lassen Sie die Teile vor dem Brennen vollständig trocknen.

Brenn- und Glasuranleitung
Ceramic Resin V1 ist für das Brennen in einem Ofen bestimmt, wo die Polymermatrix verbrennt und das Modell sich in ein Siliciumdioxid-Keramikteil verwandelt. Befolgen Sie die Anweisungen zum Brennen und Glasieren von Ceramic Resin V1 nach dem Druck.

Fehlerbehebung
Befolgen Sie für optimale Ergebnisse die Richtlinien für das Design, den Druck, das Brennen und das Glasieren.
Selbst bei einem konsistenten Prozess und Einstellungen ist jedes Druckteil einzigartig und die Ergebnisse sind nicht garantiert. Machen Sie Fotos und erstellen Sie eine Prozessdokumentation, um die Fehlerbehebung zu unterstützen, bevor Sie den Formlabs-Kundenservice kontaktieren. Dokumentieren Sie, was bei den Prozessen, Schritten und Einstellungen, die beim Entwerfen, Drucken und Brennen verwendet werden, gleich bleibt und was sich ändert.
Wenn die Teile nicht das gewünschte Ergebnis liefern, verwenden Sie die Liste mit den Fehlerursachen und Lösungen.
| PROBLEM | URSACHE | LÖSUNG |
|---|---|---|
| Druck hat nicht begonnen oder Harz wurde nicht richtig abgegeben | Harz zu viskos, um in den Tank zu fließen Kartusche hat sich abgesetzt oder das Ventil ist verstopft | Kartusche schütteln und Ventil vor dem Drucken reinigen |
| Teil bricht während des Drucks von den Stützen ab | Unzureichende Stützung (oder) Übermäßige Querschnittsfläche | Größe der Stützberührungspunkte erhöhen Stützstrukturendichte erhöhen |
| Basis fällt während des Drucks von der Bauplattform | Bauplattform zu glatt | Bauplattform mit 180er Schleifpapier nachschleifen |
| Basis haftet zu stark an der Bauplattform | Bauplattform zu rau | Bauplattform mit 400er Schleifpapier polieren |
| Ein Druck ist ganz oder teilweise fehlgeschlagen | Schichten oder Stücke ausgehärteten Harzes haften am Boden des Tanks Partikel im Tank | Harz im Harztank filtern |
| Brennen | ||
| Gebranntes oder grünes Teil hat Risse an den Innenecken | Innenecken zu scharf | Teil benötigt größere Abrundung an der Ecke |
| Ungebranntes Teil hat eine auffällige Linie, die beim Brennen reißt | Harz hat sich während einer langen Pause in der Mitte des Drucks abgesetzt | Kartuschenventil reinigen und vor dem Drucken gut schütteln Druckunterbrechungen vermeiden |
| Teil ist während des Brennens eingesackt oder zerfallen | Wände zu dünn (oder) Geometrie nicht selbsttragend | Wandstärke erhöhen (und/oder) Auf Stützen brennen |
| Gebranntes Teil hat große Risse in Richtung der Schichten | Wände zu dick | Haltezeit für Ausbrand bei 240 °C erhöhen |
| Gebranntes Teil hat Blasen auf der Oberfläche | Unzureichende Ausbrandzeit | Haltezeit für Ausbrand bei 240 °C erhöhen |
| Gebranntes Teil hat große Risse in zufälligen Richtungen | Dunting (zu schnelles Abkühlen) | Abkühlrate des Ofens verlangsamen |
| Gebranntes Teil ist stärker eingesackt als erwartet | Geometrie nicht selbsttragend | Haltezeit für Sintern verringern (oder) Auf Stützen brennen (oder) Benutzerdefinierten Setter drucken |
| Verzug zwischen Ober- und Unterseite des Teils | Setter-Schleppung | Ofenwaschmittel auf die Ablage auftragen (oder) Setterplatten auf die Ablage auftragen |
| Gebranntes Teil ist schief gewinkelt | Ceramic Resin V1 hat beim Brennen zusätzliche Z-Schrumpfung | Z-Skalierungsfaktor vor dem Druck erhöhen |
| Gebranntes Teil zu zerbrechlich oder porös | Ofen nicht heiß genug | Haltezeit für Sintern erhöhen Ofen-Thermoelement ersetzen |
| Glasieren | ||
Glasur dringt beim Brennen in das Teil ein | Biskuitgebranntes Teil ist nicht vollständig gesintert und zu porös | Haltezeit für Sintern erhöhen Ofen-Thermoelement ersetzen Spitzentemperatur des Ofens überprüfen |
| Teil zerfällt nach dem Glasurbrand | Glasurkompression des Teils | Dicke der Glasur verringern Abkühlzeit verlängern Glasur ist möglicherweise nicht kompatibel |
Weitere Ressourcen