

Steigerung der Oberflächenqualität von SLS-Druckteilen durch Dampfglättung: Eine gemeinsame Studie von Formlabs und AMT
Das 3D-Druckverfahren des selektiven Lasersinterns (SLS) ist eine bewährte Fertigungsmethode für Hochleistungsmaterialien – und deren Leistung und Oberfläche lässt sich mit fortgeschrittenen Nachbearbeitungstechniken wie der chemischen Dampfglättung bzw. Vapor Smoothing sogar noch weiter verbessern.
In diesem Whitepaper untersuchen wir das Verfahren und die Vorteile des Dampfglättens, demonstrieren Ergebnisse aus Tests mit Formlabs-SLS-Pulvern und der chemischen Dampfglättungsanlage von AMT und erörtern Anwendungsbereiche, Kosten und Optionen zum Einstieg in die Technologie.
Steigerung der Oberflächenqualität von SLS-Druckteilen durch Dampfglättung: Eine gemeinsame Studie von Formlabs und AMT
Das 3D-Druckverfahren des selektiven Lasersinterns (SLS) ist eine bewährte Fertigungsmethode für Hochleistungsmaterialien – und deren Leistung und Oberfläche lässt sich mit fortgeschrittenen Nachbearbeitungstechniken wie der chemischen Dampfglättung bzw. Vapor Smoothing sogar noch weiter verbessern.
In diesem Whitepaper untersuchen wir das Verfahren und die Vorteile des Dampfglättens, demonstrieren Ergebnisse aus Tests mit Formlabs-SLS-Pulvern und der chemischen Dampfglättungsanlage von AMT und erörtern Anwendungsbereiche, Kosten und Optionen zum Einstieg in die Technologie.
Einleitung
Das selektive Lasersintern (SLS) ist eine weit verbreitete 3D-Drucktechnologie, bei der mit einem Laser pulverförmiges Material Schicht für Schicht versintert wird. Dieses Verfahren ergibt detaillierte, präzise und robuste Teile, die jedoch ein Manko aufweisen: Die Oberfläche der Druckteile ist meist rau und porös, was das Verfahren weniger geeignet für Anwendungen macht, in denen eine glatte Oberflächengüte entscheidend ist, wie etwa bei Baugruppen mit starker Reibungs oder bei der Endproduktion. Allerdings können durch zusätzliche Nachbearbeitungstechniken wie das chemische Dampfglätten auch SLS-Teile auf eine Oberflächenqualität und Haltbarkeit optimiert werden, die vergleichbar mit Spritzgussteilen ist.
Um die Effektivität des Dampfglättens SLS-3D-gedruckter Komponenten zu beurteilen, hat Formlabs mit Additive Manufacturing Technologies (AMT) kooperiert. Gemeinsam wurde der Einfluss der chemischen Dampfglättung auf verschiedene Druckteile aus SLS-3D-Druckern der Fuse-Serie analysiert, wobei verschiedene Materialien zum Einsatz kamen, nämlich Nylon 12 Powder, Nylon 11 Powder, TPU 90A Powder, Nylon 11 CF Powder und Nylon 12 GF Powder.

Kostenlosen Probedruck anfordern
Sehen und fühlen Sie die Qualität von Formlabs aus erster Hand. Wir schicken Ihnen einen kostenlosen Probedruck an Ihren Arbeitsplatz.
Überblick über das chemische Dampfglätten
Dampfglättung oder Vapor Smoothing ist ein chemisches Verfahren, bei dem die Oberfläche von SLS-3D-Druckteilen einem verdampften Lösungsmittel ausgesetzt wird. Bei diesem Prozess wird die Teiloberfläche durch eine Kombination aus Hitze und Lösungsmitteldampf selektiv geschmolzen, sodass eine glattere, versiegelte Oberfläche entsteht. Das Verfahren wirkt sich vor allem auf die äußersten Schichten eines Teils aus, während der Kern intakt bleibt. Die Genauigkeit des Dampfglättungsprozesses wird kontrolliert, indem die Bedingungen innerhalb der Prozesskammer angepasst werden, um das gewünschte Oberflächenfinish zu erreichen. Hierfür werden vom Hersteller der Dampfglättungsanlage häufig individuelle Einstellungsprofile bereitgestellt.
Die Wahl des Lösungsmittels für das Verfahren hängt stark vom Druckmaterial ab, da jedes Material unterschiedlich mit Lösungsmitteln interagiert. So werden PA 11 und PA 12 zum Beispiel gemeinhin mit dem gleichen Lösungsmittel behandelt, während Polypropylen für eine effektive Glättung eine bestimmte Chemie erfordert.
Um das Verdunsten des Lösungsmittels zu vermeiden, findet die Dampfglättung typischerweise in einer geschlossenen Umgebung statt, beispielsweise einer Dampfkammer. Solche Spezialkammern, die von Unternehmen wie AMT hergestellt und vertrieben werden, sind oft kompakt und erfordern eine ähnliche Stellfläche wie der Fuse 1+ 30W. Durch die Kammer wird ein kontrollierter, effektiver und sicherer Dampfglättungsprozess gewährleistet.
Die für das Vapor Smoothing vorgesehenen Komponenten werden an einem Gestell befestigt, das in der Dampfkammer platziert wird. Sobald die Kammer sicher versiegelt ist, werden die richtigen Prozessbedingungen geschaffen, indem die Temperatur und der Unterdruck in der Kammer angepasst werden. Anschließend wird Lösungsmitteldampf in die Kammer eingeführt, das chemisch mit den Teilen interagiert und dadurch die Oberfläche glättet. Der Prozess des Dampfglättens dauert insgesamt etwa zwei Stunden. Da diese Dauer unabhängig von der Anzahl, Geometrie und Größe der Teile ist, lässt sich das Verfahren effizient auf große Stückzahlen und die Serienfertigung skalieren.


Der SLS-3D-Drucker Formlabs Fuse 1+ 30W (links) und die AMT PostPro SF100 (rechts).
Vorteile des chemischen Dampfglättens
Oberflächenrauheit und Farbgleichmäßigkeit
Vapor Smoothing dient vor allem dazu, eine glattere, glänzendere Optik ähnlich spritzgegossenen Teilen zu erzielen. Dies hat insbesondere für sichtbare Teile Relevanz, wie etwa Produkte für die Endverwendung oder finale Prototypen, die eine Oberflächenbeschaffenheit entsprechend Class A oder Class B erfordern.
Formlabs und AMT haben nach der Dampfglättung von Teilen aus Formlabs-SLS-Pulvern eine Verringerung der durchschnittlichen Oberflächenrauheit (Ra) von etwa 72–81 % beobachtet. Nach Formlabs' Beobachtungen ergibt die chemische Dampfglättung auf allen SLS-Pulvern von Formlabs eine einheitliche, opake, halbglänzende Oberflächenqualität.

Eine individualisierte Parfumflaschenverpackung mit einem schwarzen Verpackungselement, das aus Nylon 11 Powder auf einem SLS-3D-Drucker der Fuse-Serie gedruckt und dann dampfgeglättet wurde.
Bakterienwachstum und Feuchtigkeitsaufnahme
Das Dampfglätten trägt auch dazu bei, die Oberfläche des Teils zu versiegeln, die Porosität zu verringern und seine Widerstandsfähigkeit gegen Feuchtigkeit und Bakterienwachstum zu verbessern. Das kann besonders in Anwendungen vorteilhaft sein, in denen Teile rauen Bedingungen und Lösungsmitteln ausgesetzt sind, wie etwa Automobil- oder Luftfahrtbauteile (genauere Informationen im Abschnitt über Flüssigkeitsaufnahme), oder bei denen das Bakterienwachstum kontrolliert werden muss. Formlabs und AMT stellten eine 60%ige Reduktion des Wachstums von MRSA-Bakterien auf Teilen aus Nylon 12 Powder fest.

3D-gedruckte leichte individualisierte Schienbeinschützer sind eine Anwendung, die von der Reduzierung des Bakterienwachstums profitiert. Gedruckt aus Nylon 11 Powder und dampfgeglättet.
Anwendung ohne Einsehbarkeit
Einer der eindeutigen Vorteile des Dampfglättens ist seine Anwendbarkeit ohne Einsehbarkeit, also die Tatsache, dass der Lösungsmitteldampf gleichmäßig mit allen Oberflächen des Teils interagieren kann, einschließlich solcher, die nicht direkt einsehbar sind. Dies liefert einen signifikanten Vorteil gegenüber HVLP-Sprühbeschichtungen, die bei der Auftragung auf verdeckte, interne oder komplexe Oberflächen eine Herausforderung darstellen, besonders im Fall filigraner Geometrien wie Gitterstrukturen. Das Dampfglätten hingegen sorgt unabhängig von der Komplexität der Teilgeometrie für eine einheitliche Gesamtoberfläche.
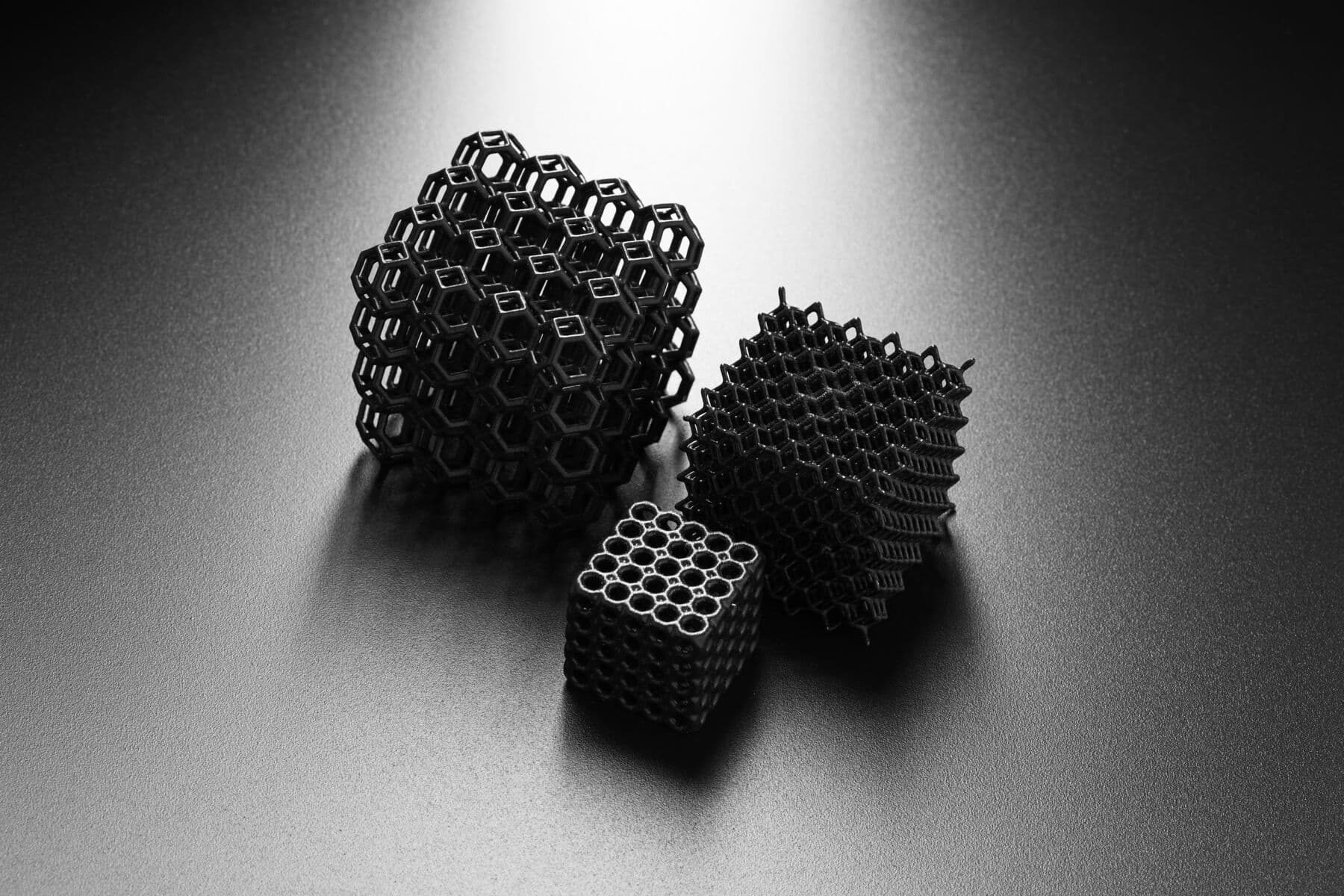
3D-gedruckte Gitterwürfel aus TPU 90A Powder nach dem chemischen Dampfglätten.
Erhalt mechanischer Eigenschaften
Ein weiterer Vorteil des chemischen Dampfglättens ist der minimale Einfluss auf die inhärenten mechanischen Eigenschaften des Materials. Die Untersuchung von Formlabs und AMT zeigte mit Abweichungen von wenigen Prozent im Vergleich zum Originalwert lediglich geringfügige Veränderungen der mechanischen Eigenschaften. Dies bedeutet, dass die Vorteile des Dampfglättens, nämlich verbesserte Ästhetik und Oberflächengüte, nicht mit einer Beeinträchtigung der funktionalen Leistung oder strukturellen Integrität der Teile einhergehen. Damit ist das chemische Dampfglätten eine außerordentlich effektive Nachbearbeitungstechnik, die eine Balance zwischen Form und Funktion von 3D-gedruckten Komponenten ermöglicht.
Überlegungen zum Verfahren und Design für das chemische Dampfglätten
Für das chemische Dampfglätten von SLS-Teilen müssen bestimmte Prozessparameter und Designmerkmale berücksichtigt werden, um optimale Ergebnisse zu erreichen. Die wichtigsten Überlegungen umfassen Folgendes:
- Vordefinierte Profile: Stellen Sie sicher, dass Ihre Dampfglättungsanlage über vordefinierte Profile verfügt, die speziell für Formlabs-SLS-Pulver konfiguriert sind.
- Gruppierung ähnlicher Teile: Gruppieren Sie Teile mit ähnlichen Wandstärken nach Möglichkeit stets zusammen. Dies fördert eine einheitliche Glättung und verhindert Ungleichheiten bei den Endergebnissen, die durch unterschiedliche Eigenschaften verursacht werden können.
- Verbindungspunkte: Um beim Dampfglättungsprozess eine vollständige Abdeckung zu gewährleisten, sollten Verbindungspunkte in die Teile eingefügt werden. Damit können Teile an einem Clip befestigt oder aufgehängt und somit gleichmäßig geglättet werden.
- Ausrichtung der Teile: Eine korrekte Ausrichtung der Teile in der Dampfkammer ist entscheidend. Schalenförmige Merkmale auf den Teilen sollten nach unten weisen, um die Ansammlung von Lösungsmittel in diesen Vertiefungen zu vermeiden.
- Beratung durch den Erstausrüster: Sie sollten außerdem nie zögern, den Hersteller Ihrer Ausrüstung zu kontaktieren, um weitere Optimierungsvorschläge zu erhalten. Dieser kann durch fachmännischen Rat weitere Einblicke liefern und Ihnen in Ihrem Dampfglättungsprozess zu maximalen Ergebnissen verhelfen.
Dampfglättungsprofile
Jedes Vapor-Smoothing-Unternehmen und jede Dampfglättungsanlage verfügt über individuelle Parameter und Lösungsmittel, die zum Glätten der Druckteile eingesetzt werden. Die Parameter, die am häufigsten angepasst werden müssen, sind Temperatur und Druck. Weiterhin wird vom Hersteller der Dampfglättungsanlage ein Profil für jedes SLS-Material angelegt, um die bestmögliche Qualität zu gewährleisten.
Formlabs und AMT haben in Kooperation spezialisierte Geräteprofile für alle SLS-Materialien von Formlabs entwickelt. Diese Profile sind darauf angelegt, beim chemischen Dampfglätten von Teilen aus Formlabs-SLS-Pulvern die bestmögliche Oberflächenqualität zu gewährleisten.
Wenden Sie sich direkt an AMT, um Zugriff auf diese speziell entwickelten Profile zu erlangen. Es hat sich gezeigt, dass das Dampfglätten bei TPU 90A Powder weniger gleichmäßige Ergebnisse ergibt als bei starren Materialien wie Nylon. Drucken Sie Teile aus TPU 90A Powder senkrecht, um optimale Ergebnisse beim Vapor Smoothing zu erzielen.
Teilgeometrie
Zusätzlich zu einem Profil für jedes SLS-Material können Dampfglättungsanlagen auch über Profile für unterschiedliche Teilgeometrien verfügen. Die Geometrie des Teils, etwa die Wandstärke oder Gesamtgröße, kann den Glättungsprozess beeinflussen und sollte in den Einstellungen der Dampfglättungsanlage berücksichtigt werden. So bietet AMT zum Beispiel Profile für dünne Teile aus Nylon 12 Powder (3 mm Wandstärke).
Das Dampfglätten von Teilen, die sowohl über sehr dünne als auch sehr dicke Wände verfügen, oder von Chargen, die Teile beider Arten von Geometrien enthalten, kann zu einer uneinheitlichen Glättung führen, die Oberflächen mit Blasen oder unzureichender Glätte ergibt. Daher sollten Teile mit ähnlichen Geometrien nach Möglichkeit in Chargen zusammengruppiert werden.
Befestigung und Abdrücke
Während des chemischen Dampfglättens müssen die Teile an einem Metalldrahtgestell aufgehängt werden. Sie benötigen daher eine Geometrie, die das Befestigen eines Drahts oder Clips ermöglicht. Wenn Ihr Teil über kein solches Merkmal verfügt, sollten Sie einen Verbindungspunkt wie etwa ein kleines Loch oder eine abbrechbare Lasche einfügen. Typischerweise entstehen auf den dampfgeglätteten Teilen aufgrund des Lösungsmittelflusses auf der Teiloberfläche nur minimale Abdrücke durch das Befestigen.
Im Fall großer Produktionsvolumen können auch alle Teile beim 3D-Druck miteinander verbunden werden, sodass eine Struktur ähnlich eines Gussbaums entsteht. Diese Methode erhöht zwar den Pulververbrauch, doch dafür kann das Verbinden der Teile beim 3D-Druck die Arbeitszeit bei der Befestigung von Teilen für das Dampfglätten stark verkürzen. Zudem können praktische Bruchstellen eingefügt werden, an denen die Teile nach dem Glätten abgetrennt werden können.

Verhinderung von Lösungsmittelansammlungen
Da das Lösungsmittel im Zuge des Glättungsverfahrens innerhalb der Kammer verdampft wird, kann es sich leicht in Vertiefungen auf den Druckteilen ansammeln. Dadurch besteht das Risiko des Entstehens uneinheitlicher Blasen auf der Teiloberfläche. Um das zu vermeiden, wird empfohlen, Teile so aufzuhängen, dass Vertiefungen nach unten gerichtet sind, sodass das Lösungsmittel ablaufen kann. Alternativ sollte in Betracht gezogen werden, derartige Merkmale nach Möglichkeit aus dem Design zu entfernen.
Überlegungen zur Sicherheit und Einrichtung
AMT stellt einen umfassenden Leitfaden zur Standortvorbereitung für alle Geräte des Typs PostPro SF bereit, um sicherzustellen, dass die Installation und der Betrieb der Dampfglättungsanlage mit den Sicherheitsstandards konform sind. Der Leitfaden umfasst auch wichtige Schulungen zur Sicherheit und Handhabung, was ein entscheidender Schritt zur Minimierung potenzieller Risiken ist.
Hinsichtlich ihres Platzbedarfs sind die Dampfglättungssysteme von AMT relativ sparsam: Sie benötigen eine Stellfläche ab 2,2 Metern Breite und 3,2 Metern Tiefe, je nach Modell und Durchsatz. Kontaktieren Sie AMT für umfassende Informationen zu Einrichtung und Sicherheit. Indem Sie sicherstellen, dass diese Aspekte berücksichtigt werden, garantieren Sie eine sichere und effiziente Inbetriebnahme der Dampfglättungsanlage in Ihren Räumlichkeiten.
Umfassende Analyse der Formlabs-Materialien nach dem Dampfglätten
Formlabs und AMT haben ausgiebige Tests durchgeführt, um die Effekte der chemischen Dampfglättungstechnologie von AMT auf die Materialeigenschaften verschiedener Teile aus den SLS-Druckern von Formlabs zu untersuchen. Dabei wurden die Oberflächenqualität, die mechanischen Eigenschaften, die Zytotoxizität und die antibakteriellen Eigenschaften analysiert. Es wurden Tests an Teilen aus Nylon 12 Powder, Nylon 11 Powder, TPU 90A Powder, Nylon 11 CF Powder und Nylon 12 GF Powder durchgeführt.
Die Ergebnisse zeigen, dass die PostPro-Dampfglättungssysteme von AMT eine Verbesserung der Oberflächenqualität erzielen können und ohne negative Zytotoxizitätseffekte antibakterielle Eigenschaften ergeben können.
Testverfahren
| Test | Art der Probe und Prüfnorm | Anzahl von Probeteilen pro Material | Unbearbeitet | Bearbeitet |
|---|---|---|---|---|
| Zugprüfung | ASTM D638 Typ 1 | 20 | 10 |
10 |
| Oberflächenrauheit* | ASTM D638 Typ 1 | 10 | 5 | 5 |
| Mikroskopische Untersuchung** | 10 mm2 | 2 | 1 | 1 |
| Zytotoxizität | ISO 10993-5 (2009); ISO 10993-1 (2021); ISO 10993-12 (2021) | 5 | 0 | 5 |
| Prüfung antibakterieller Eigenschaften | ISO 22196 | 8 + 1 als Referenz | 1 | 8 |
| Feuchtigkeitsaufnahme | Gewichtszunahme in Prozent im Zeitraum von 24 Stunden für einen gedruckten Würfel von 1 x 1 x 1 cm im jeweiligen Lösungsmittel | 10 | 5 | 5 |
* Die Analyse der Oberflächenrauheit wurde mit einem Mitutoyo Surftest SJ-210 mit einer Tasterspitze mit 2 μm Radius bei einem Neigungsgrad von 60° und einer Messkraft von 0,75 kN durchgeführt.
Es wurden jeweils vor und nach der Bearbeitung fünf Messungen auf verschiedenen Oberflächenbereichen genommen.
** Die mikroskopische Analyse wurde mit einem digitalen Mikroskop des Typs Hirox KH-8700 mit einer MX(G)-2016Z-Linse durchgeführt. Die Analyse wurde bei 60-facher Vergrößerung durchgeführt.
Ergebnisse der Prüfung der Oberflächenrauheit
| Material | Ergebnisse nach dem Dampfglätten (RA) | Prozentuale Verringerung |
|---|---|---|
| Nylon 12 Powder | 2,33 | 75 % |
| Nylon 11 Powder | 2,65 | 73 % |
| TPU 90A Powder | 3,26 | 81 % |
| Nylon 12 GF Powder | 2,80 | 72 % |
| Nylon 11 CF Powder | 2,28 | 80 % |
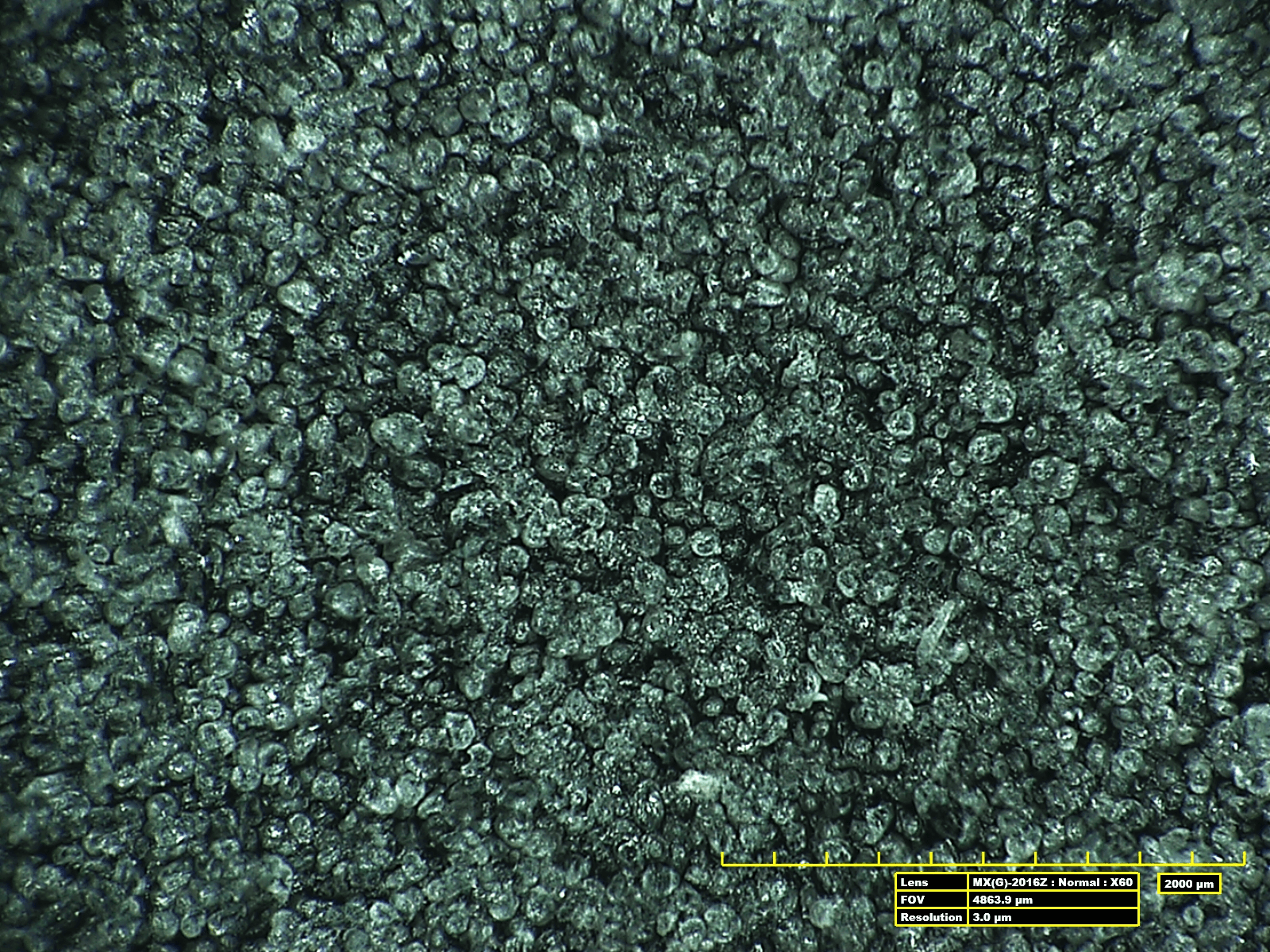
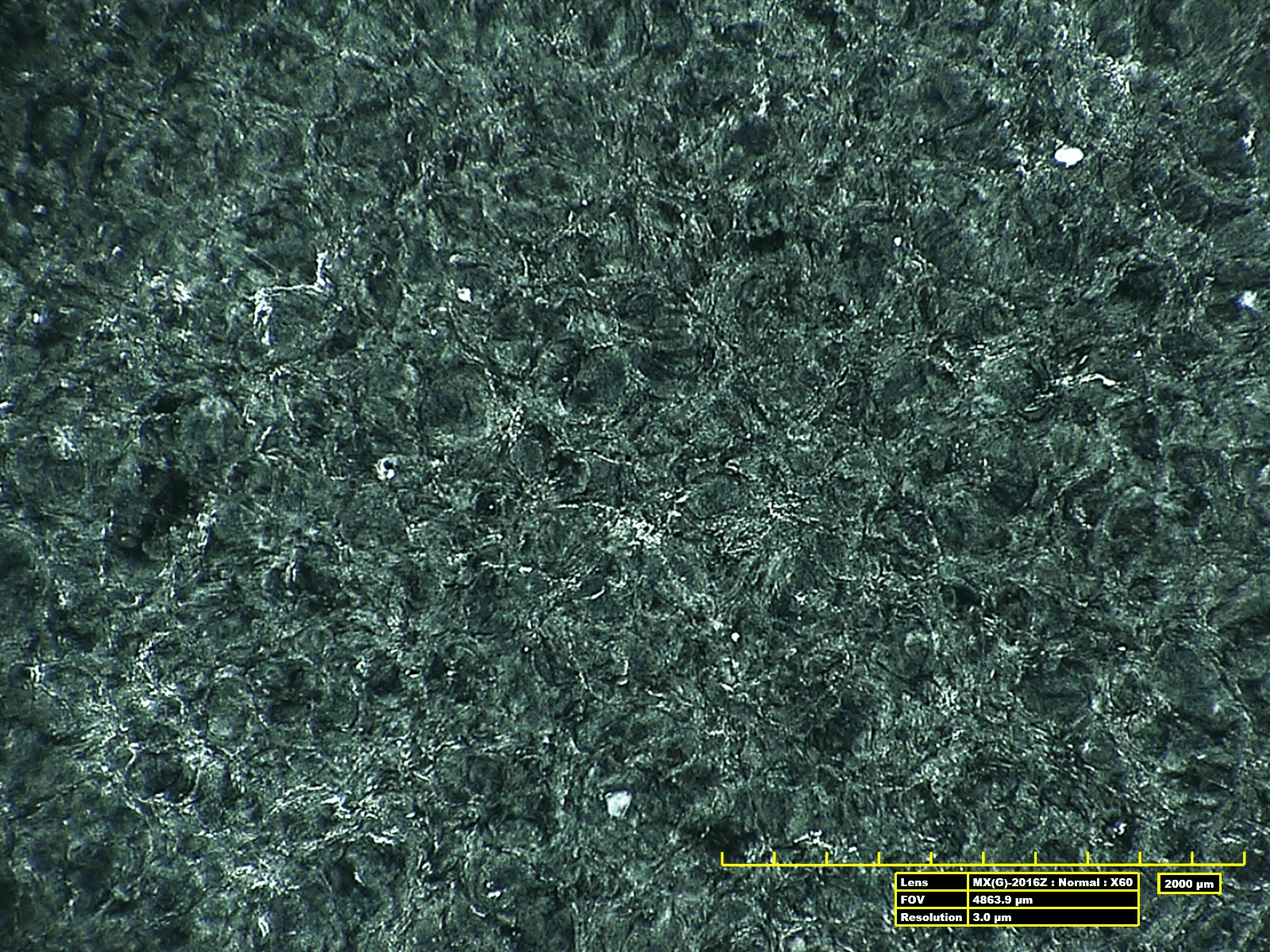
Diese Bilder zeigen eine 60-fach vergrößerte Ansicht der Oberfläche eines flachen Druckteils aus Nylon 12 Powder, vor dem Vapor Smoothing (links) und nach dem Vapor Smoothing (rechts).
Mikroskopische Aufnahmen zeigen reichlich ungesintertes Material (linkes Bild), Risse und Porosität auf den gedruckten Oberflächen. Diese Artefakte werden durch die chemische Dampfglättung vollständig entfernt, sodass die Oberfläche glatt, versiegelt und gleichmäßig wird (rechtes Bild).
Ergebnisse der mechanischen Prüfungen
Nach der chemischen Dampfglättung blieben die grundlegenden mechanischen Eigenschaften des Druckmaterials bis auf Abweichungen von wenigen Prozent in allen Fällen erhalten – in einigen Fällen zeigten sie sogar eine leichte Verbesserung.
Maximale Zugfestigkeit (X/Y) (MPa)
| Material | Direkt nach Druck | Dampfgeglättet |
|---|---|---|
| Nylon 12 Powder | 50 | 49 |
| Nylon 11 Powder | 49 | 50 |
| Nylon 12 GF Powder | 52 | 59 |
| Nylon 11 CF Powder | 52 | 59 |
| TPU 90A Powder | 9 | 10 |
Bruchdehnung
| Material | Direkt nach Druck | Dampfgeglättet |
|---|---|---|
| Nylon 12 Powder | 11 % | 12 % |
| Nylon 11 Powder | 40 % | 49 % |
| Nylon 12 GF Powder | 4 % | 6 % |
| Nylon 11 CF Powder | 15 % | 19 % |
| TPU 90A Powder | 251 % | 263 % |
Ergebnisse hinsichtlich antibakterieller Eigenschaften
Nach dem Dampfglätten weist Nylon 12 Powder eine Reduktion des MSRA-Wachstums um 61 % und eine Reduktion des E.-Coli-Wachstums um 32 % auf. Die Proben wurden von BioLabTests getestet. Kontaktieren Sie Formlabs, um das vollständige Zertifikat über die Untersuchung einzusehen.
Nylon 12 Powder Antimikrobielle Ergebnisse
| 0 h | 24 h | Log10 | Reduktion % | |
|---|---|---|---|---|
| Dampfgeglättet (MRSA) | 7,99 x 104 | 7,60 x 104 | 0,41 | 61 % |
| Kontrolle (MRSA) | 7,99 x 104 | 1,93 x 105 | N/A | N/A |
| Dampfgeglättet (E.Coli) | 9,12 x 104 | 8,43 x 105 | 0,17 | 32 % |
| Kontrolle (E.Coli) | 9,12 x 104 | 1,24 x 106 | N/A | N/A |
Ergebnisse der Zytotoxizitätsprüfung
Proben aus Nylon 12 Powder wurden dampfgeglättet und anschließend gemäß der ISO-Norm 10993 auf Zytotoxizität getestet, konkret gemäß ISO 10993-5 (2009), ISO 10993-1 (2021) und ISO 10993-12 (2021). Diese Proben hatten keinen zytotoxischen Effekt. Rufen Sie hier einen Sterilisationsbericht zu unbearbeiteten Probeteilen aus Nylon 12 Powder von Formlabs ab Sterilisationsberichte zu anderen 3D-Druckmaterialien von Formlabs finden Sie hier.
Ergebnisse hinsichtlich der Feuchtigkeitsaufnahme
Nach dem chemischen Dampfglätten wiesen die Teile eine deutlich verringerte Aufnahme von Feuchtigkeit und Lösungsmittel auf. Die prozentuale Gewichtszunahme über 24 Stunden bei einem in Lösungsmittel eingetauchten 3D-gedruckten Würfel von 1 x 1 x 1 cm Größe war wie folgt:
Nyon 12 Powder Ergebnisse
| Lösungsmittel | Kontrollgruppe (% der Gewichtszunahme) | Dampfgeglättet (% der Gewichtszunahme) |
|---|---|---|
| Dieselkraftstoff | 0,28 | 0,02 |
| Isooctan (Benzin) | 0,03 | -0,01 |
| Mineralöl (schwer) | 0,39 | 0,07 |
| Salzlösung (3,5 % NaCl) | 0,1 | 0,07 |
Nyon 11 Powder Ergebnisse
| Lösungsmittel | Kontrollgruppe (% der Gewichtszunahme) | Dampfgeglättet (% der Gewichtszunahme) |
|---|---|---|
| Dieselkraftstoff | 0,29 | 0,01 |
| Isooctan (Benzin) | 0,06 | 0 |
| Mineralöl (schwer) | 0,42 | 0,02 |
| Salzlösung (3,5 % NaCl) | 0,22 | 0,08 |
Nyon 12 GF Powder Ergebnisse
| Lösungsmittel | Kontrollgruppe (% der Gewichtszunahme) | Dampfgeglättet (% der Gewichtszunahme) |
|---|---|---|
| Dieselkraftstoff | 0,3 | 0 |
| Isooctan (Benzin) | 0,02 | -0,02 |
| Mineralöl (schwer) | 0,39 | 0,02 |
| Salzlösung (3,5 % NaCl) | 0,12 | 0,08 |
Nyon 11 CF Powder Ergebnisse
| Lösungsmittel | Kontrollgruppe (% der Gewichtszunahme) | Dampfgeglättet (% der Gewichtszunahme) |
|---|---|---|
| Dieselkraftstoff | 1,41 | 0,16 |
| Isooctan (Benzin) | 0,05 | 0,07 |
| Mineralöl (schwer) | 1,74 | 0,09 |
| Salzlösung (3,5 % NaCl) | 0,13 | 0,06 |
TPU 90A Powder Ergebnisse
| Lösungsmittel | Kontrollgruppe (% der Gewichtszunahme) | Dampfgeglättet (% der Gewichtszunahme) |
|---|---|---|
| Dieselkraftstoff | 2,24 | 0,67 |
| Isooctan (Benzin) | 0,4 | 0,37 |
| Mineralöl (schwer) | 1,46 | 0,06 |
| Salzlösung (3,5 % NaCl) | 0,45 | 0,37 |
Anwendungsbeispiele

Maßgefertigte Halterung für Fahrradcomputer und mechanische Tastaturkappen, aus Nylon 12 Powder 3D-gedruckt und dampfgeglättet.
Komponenten für die Automobilindustrie
Das Dampfglätten kann dazu dienen, die Oberflächenqualität und Haltbarkeit von Automobilkomponenten wie Ansaugkrümmern, Motorgehäusen und Armaturenkomponenten zu verbessern. Die reduzierte Flüssigkeits- und Lösungsmittelaufnahme stellt auch einen Vorteil für Automobilbauteile dar, die Kontakt mit Lösungsmitteln wie Benzin und Dieselkraftstoff haben, da das Dampfglätten die Oberfläche versiegelt und damit die Aufnahme von Flüssigkeiten und Gasen verringert.

Flexibler Schlauch, der aus TPU 90A Powder 3D-gedruckt und dampfgeglättet wurde.
Medizinprodukte
Der SLS-3D-Druck ist bei der Produktion von Medizinprodukten heute weitläufig verbreitet. Durch das chemische Dampfglätten kann die Oberflächengüte von Teilen wie Prothesen, Orthesen und Bauteilen für Medizinprodukte verbessert werden, während die Biokompatibilität des Basismaterials erhalten bleibt. Die Dampfglättung erzielt zudem eine erhebliche Verringerung der Oberflächenreibung, die bei Orthesen für Patient*innen fühlbar ist, und reduziert das Potenzial für Bakterienwachstum.


Orthopädische Einlage aus Nylon 11 Powder, dampfgeglättet (links), und verschiedene Medizinprodukte, gedruckt aus Nylon 11 Powder und dampfgeglättet (rechts).
Konsumgüter
Mithilfe des Dampfglättens lässt sich auch die Optik von Konsumprodukten wie Telefonhüllen, Brillenrahmen, Gaming-Zubehör oder anderen Elektronikkomponenten auf das Niveau einer Oberfläche der Kategorie Class A oder B aufwerten. Der Glanz der Oberfläche kann durch diesen Prozess in gewissem Maße ebenfalls kontrolliert werden, durch das Erzielen glänzender oder halbmatter Oberflächen. Um die bestmögliche Ästhetik zu erreichen, sollte eine abschließende Beschichtung des dampfgeglätteten Teils in Betracht gezogen werden, etwa eine Cerakote-Beschichtung auf steifen SLS-Materialien oder eine Beschichtung mit BASF Ultracur3D Coat F auf TPU 90A Powder.
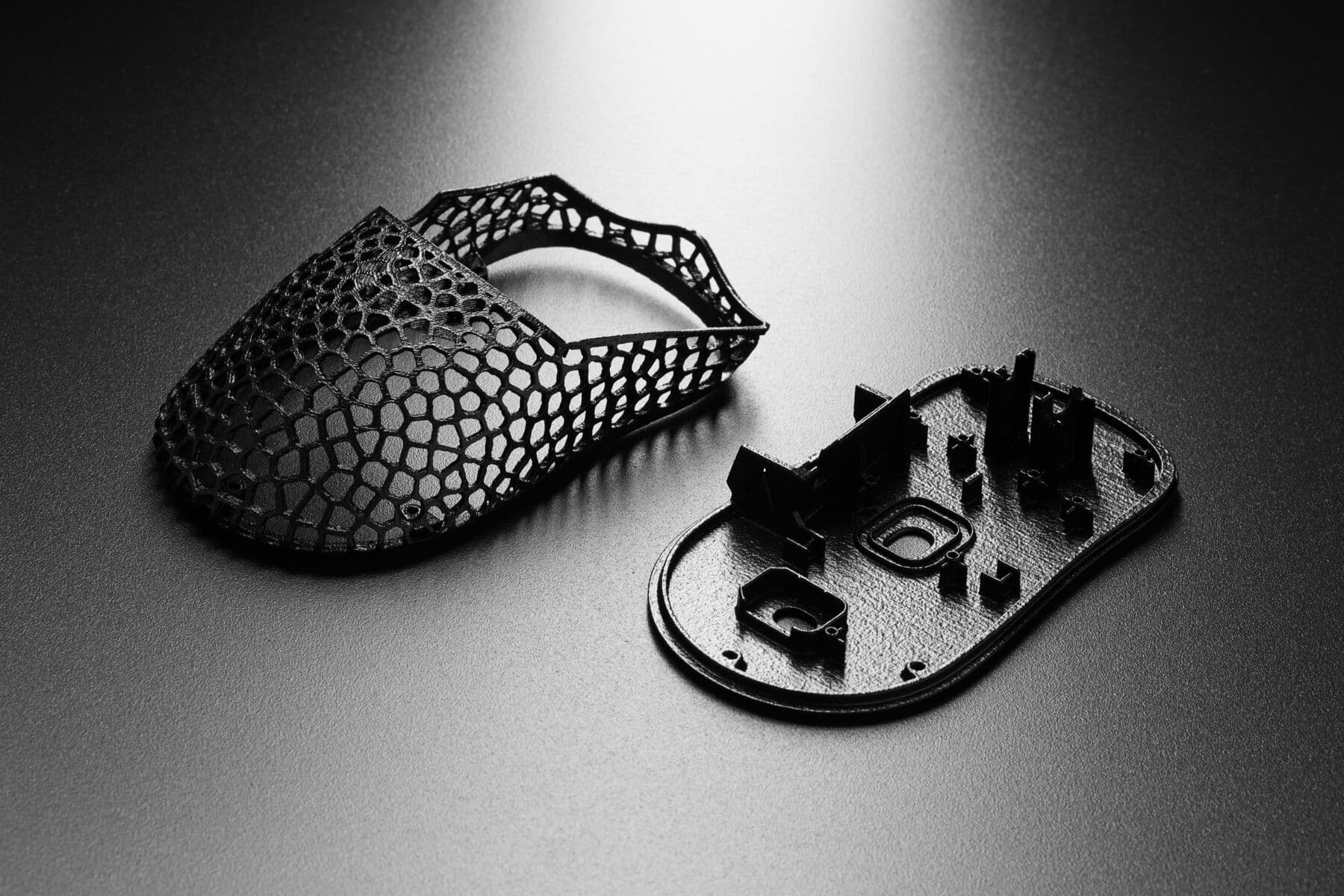
Baugruppe einer leichten Gaming-Mouse, die aus Nylon 11 Powder 3D-gedruckt und dampfgeglättet wurde.
Kunden-Fallstudie: 3D Nation
3D Nation ist ein professioneller 3D-Druck-Dienstleister mit Fokus auf die Automobilindustrie und Luft- und Raumfahrt. Das in Süddeutschland ansässige Unternehmen ist entstanden, indem ein Ingenieur sein Lockdown-Hobby 3D-Druck in ein florierendes Geschäft verwandelte.
Ein Hauptfokus des Unternehmens ist die Entwicklung und das Prototyping von neuen Produkten und Markenkonzepten für Automobilkonzerne und Hersteller von Privatflugzeugen. Derzeit baut das Unternehmen seine Produktionsanlage für Endprodukte durch eine große Flotte von SLA- und SLS-3D-Druckern aus, einschließlich acht 3D-Drucker der Fuse-Serie für selektives Lasersintern (SLS) sowie zwei Dampfglättungsanlagen von AMT.

Jon Yates, Gründer von 3D Nation, sagt: „Dank des Dampfglättungsverfahrens können wir das Spritzgießen nach dem Rapid Prototyping weglassen. Die Teile, die wir auf den Druckern der Fuse-Serie drucken und mit der Dampfglättungsanlage nachbearbeiten, sehen spritzgegossenen Teilen sehr ähnlich und haben sehr überzeugende Materialeigenschaften.“ Dampfgeglättete Teile sind aufgrund ihrer hervorragenden Oberflächenqualität auch ohne Lackierung oder Beschichtung ideal für Anwendungen, wo es besonders auf die Oberflächenbeschaffenheit, Textur und Makellosigkeit ankommt.
„Das Dampfglätten wenden wir bei allen Teilen an, die einer hohen Belastung ausgesetzt werden oder häufigen Temperaturwechseln standhalten müssen. Ein Beispiel sind Rohrleitungen zur Kühlung der Bremsen von Rennwagen, denn diese nehmen am Anfang der Leitung kalte Luft auf, während die am Ende abgegebene Luft zwischen 150 und 200 °C heiß sein kann. Dafür eignet sich ein dampfgeglättetes Teil aus Nylon 12 GF Powder perfekt“, erläutert Yates.
Optionen für das Dampfglätten
Kontrolle über die Produktion behalten
Derzeit gibt es zwei maßgebliche Hersteller von Ausrüstung für das Vapor-Smoothing-Verfahren: AMT und DyeMansion. Beide Unternehmen verkaufen sowohl Geräte als auch Verbrauchsmaterialien für das Dampfglätten. Der Preis der Geräte variiert abhängig von ihrer Größe, dem Durchsatz und dem Materialtyp, beginnt jedoch typischerweise bei etwa 100 000 €, wobei Finanzierungsoptionen verfügbar sind.
Die PostProSFX von AMT ist eine Benchtop-Maschine, die die gleiche Erschwinglichkeit, Benutzerfreundlichkeit und Zugänglichkeit bietet wie die 3D-Drucker der Fuse-Serie.
Nutzung von Fertigungsdienstleistern
Alternativ gibt es auch eine Vielzahl von Fertigungsdienstleistern, die das chemische Dampfglätten als Service anbieten, wobei jedoch nicht alle von ihnen sowohl 3D-Druck mit Formlabs als auch Dampfglättung im Angebot haben. Einige Dienstleister bieten sowohl 3D-Druck als auch Dampfglättung an, während andere möglicherweise die Dampfglättung fertig gedruckter Teile übernehmen. Die folgende Liste enthält einige der von AMT zertifizierten Fertigungsdienstleister, die 3D-Druck mit Formlabs-Druckern und/oder die chemische Dampfglättung als Service anbieten:
| Unternehmen | Relevante Dienstleistungen | Spezialmaterialien | Standort |
|---|---|---|---|
| 3D Nation | SLS-3D-Druck mit der Fuse-Serie, Dampfglättung, Färben | Luft- und Raumfahrt, Automobilindustrie, allgemeiner Maschinenbau | Oppurg, Deutschland |
| Avid Product Development | Dampfglättung, Cerakote-Beschichtung, Färben | Produktentwicklung | Colorado, USA |
| AB Corp | Dampfglättung, Beschichtung mit BASF Ultracur3D Coat F, TPU-Beschichtung, Färben | Produktion | Boston, USA |
Kosten des Dampfglättens
Die Kosten des Dampfglättens sind von mehreren Faktoren abhängig – unter anderem von der Größe des Teils, dem verwendeten Material, der Komplexität der Teiloberfläche und der Stückzahl.
Für gewöhnlich sind die Kosten des Dampfglättens etwa proportional zur Größe und Anzahl der Teile. Für jeden Dampfglättungsvorgang wird eine bestimmte Menge nicht wiederverwendbaren Lösungsmittels benötigt, was einen Anreiz darstellt, pro Glättungsdurchgang so viele Teile wie möglich in die Anlage zu laden. Je mehr Teile von ähnlicher Größe in einem Durchgang bearbeitet werden, desto niedriger bleiben die Stückkosten. Es wird nicht empfohlen, Teile einzeln zu bearbeiten, da dies zu übermäßig hohen Stückkosten führen würde.
In den folgenden Beispielszenarien wird das Druckteil vom Kunden 3D-gedruckt und an Avid Product Development versandt, einen Fertigungsdienstleister in Colorado, USA, der die Dampfglättung übernimmt:
| Teil | Orthopädische Einlage | Brillenfassung | Uhrenarmband |
|---|---|---|---|
| Material | Nylon 11 Powder | Nylon 12 Powder | TPU 90A Powder |
| Abmessungen des Modells (mm) | 157 x 23 x 80 | 144 x 36 x 47 | 262 x 13 x 37 |
| Stückzahl | 50 | 80 | 50 |
| Pro-Teil-Kosten des gesinterten Pulvers (gedruckt auf Fuse 1+ 30W) | 3,98 $ | 0,62 $ | 2,88 $ |
| Kosten der Dampfglättung pro Teil | 0,98 $ | 0,49 $ | 0,78 $ |
| Gesamtkosten pro Teil | 4,96 $ | 1,11 $ | 3,66 $ |
Fazit
Die Dampfglättung verbessert die Oberflächenglätte, die antibakteriellen Eigenschaften und die generelle Oberflächenmorphologie 3D-gedruckter Teile. Indem die Nachbearbeitung um den Schritt des Dampfglättens ergänzt wird, können SLS-Druckteile der Optik und Haptik von Spritzgussteilen näher gebracht werden.
Die SLS-Pulver von Formlabs sind mit der chemischen Dampfglättungstechnologie von AMT PostPro kompatibel. Die industrielle Leistung des SLS-3D-Drucks mit der Fuse-Serie, kombiniert mit der Technologie von AMT, ermöglicht es Fachleuten der Bereiche Design, Maschinenbau und Fertigung, hochwertige Endverbrauchsteile für eine Vielzahl von Industriezweigen und Anwendungen zu produzieren.
Wenn Sie herausfinden möchten, ob der Druck auf der Fuse-Serie und das Vapor Smoothing mit dem AMT-Verfahren für Ihre Prozesse geeignet sind, wenden Sie sich an unsere SLS-Experten, um mehr zu erfahren.