Durchsichtige Materialien wie Glas oder PMMA kommen in einer großen Bandbreite von Anwendungen zum Einsatz, sowohl in Verbrauchsgütern als auch im industriellen und medizinischen Bereich und weiteren. Die Prototypenentwicklung und die Produktion von transparenten Teilen in kleinen Mengen kann mit traditionellen Methoden jedoch kostspielig und ineffizient sein. Deshalb drängt sich die Frage auf: Kann man transparente Teile auch 3D-drucken? Die Antwort ist ja – mit der passenden Technologie und den richtigen Materialien.
Mit Stereolithografie-3D-Druck (SLA) lassen sich durchsichtige Teile herstellen, die mit etwas Nachbearbeitung vollständig transparent werden. Die neuesten Kunstharz-3D-Drucker von Formlabs, der kompakte und blitzschnelle Form 4 und der großformatige Form 4L, gehen bei der Transparenz noch einen Schritt weiter: Ihr flexibler Harztank verringert Abzugskräfte, was zu transparenteren Teilen mit glatter Oberfläche führt.
Für die Herstellung lichtdurchlässiger und durchsichtiger 3D-Druckteile gibt es mehrere geeignete Materialien:
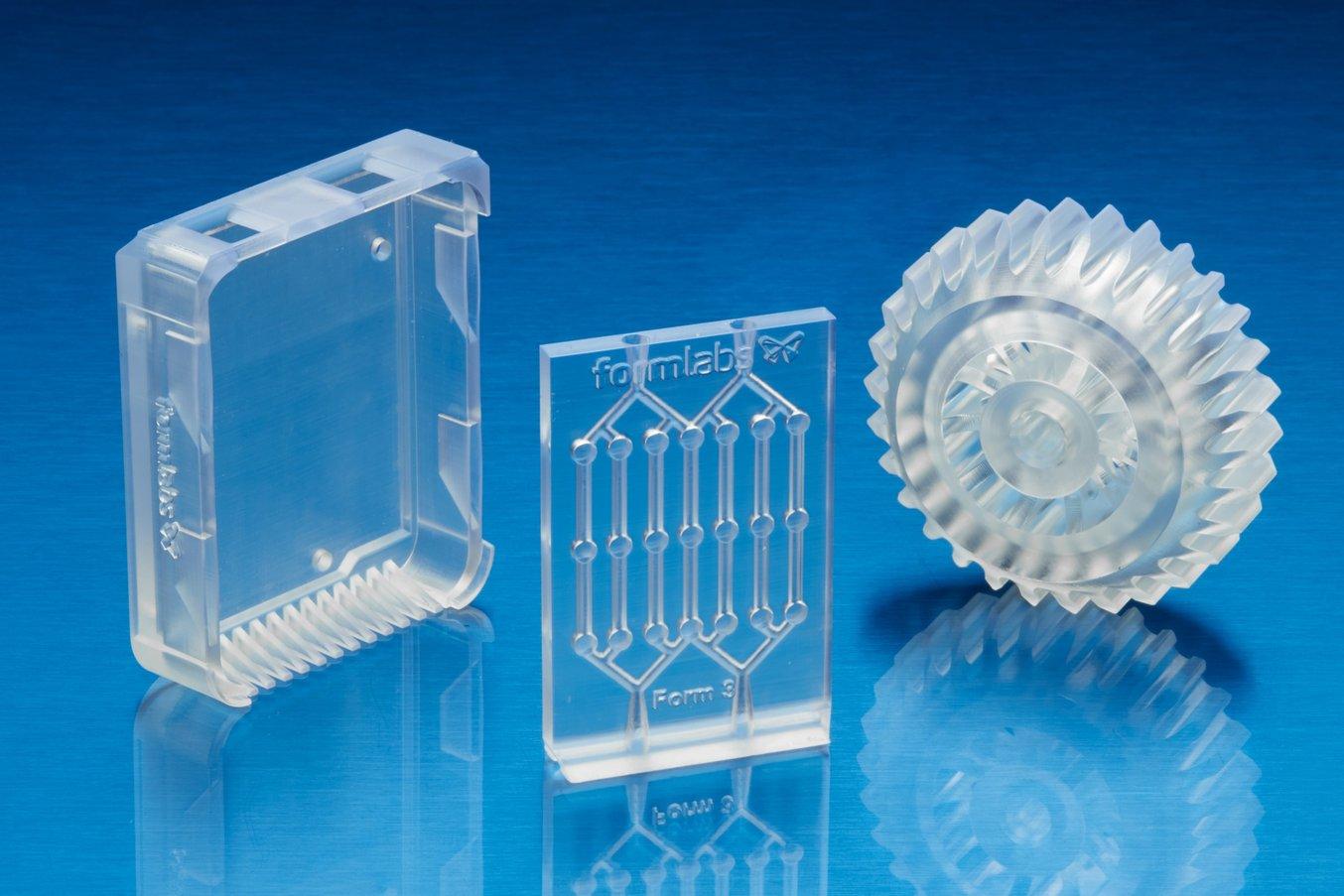
- Clear Resin ist ein äußerst transparentes und farbneutrales Kunstharz für den 3D-Druck, das das ideale Gleichgewicht zwischen schnellem Druck, hoher Genauigkeit, Transparenz, starken mechanischen Eigenschaften und einem einfachen, verlässlichen Arbeitsablauf bietet. Es eignet sich hervorragend für fluidtechnische Anwendungen und Formenbau, Optik, Beleuchtung, zur Darstellung von Merkmalen im Inneren und für alle sonstigen Teile, die durchsichtig sein müssen.
- Bei Elastic 50A Resin handelt es sich um ein weiches und dehnbares halbtransparentes Material. Es eignet sich für die Fertigung von üblicherweise mit Silikon hergestellten Prototypen.
- Flexible 80A Resin ist ein starreres Material mit weicher Haptik und ebenso halbtransparent. Es eignet sich bestens für die Nachbildung der Biegsamkeit von Kautschuk oder TPU.
- BioMed Clear Resin ist ein transparentes, hartes, festes und verschleißbeständiges Material für biokompatible Anwendungen, bei denen es über längere Zeit zum Kontakt mit Haut (> 30 Tage), zum Kontakt mit Atemgaswegen und Schleimhäuten (> 30 Stunden) oder kurzzeitig zum Kontakt mit Knochen, Gewebe oder Dentin kommt (< 24 Stunden).
- BioMed Elastic 50A Resin ist ein weiches, elastisches, transparentes Material für biokompatible Anwendungen, die Komfort erfordern und bei denen es langfristig zum Kontakt mit Haut (> 30 Tage) oder kurzzeitig mit Schleimhäuten kommt (< 24 Std.).
BioMed Flex 80A Resin ist ein festes, flexibles und transparentes Material für biokompatible Anwendungen, die Haltbarkeit erfordern und bei denen es über längere Zeit zum Kontakt mit Haut (> 30 Tage) oder über kürzere Zeit mit Schleimhäuten kommt (< 24 Stunden).
In diesem Leitfaden stellen wir Ihnen verschiedene Fertigstellungsmethoden vor, mit denen Sie transparente 3D-Druckteile für eine Vielzahl von Anwendungen von der Optik über Lichtleiter bis hin zur Fluidik herstellen. Die Methoden reichen von schnellen Lösungen für hinreichende Transparenz bis hin zu spezialisierteren Techniken zur Herstellung optisch klarer Teile.

Kostenlose Beratung buchen
Kontaktieren Sie unser Expertenteam für 3D-Druck für eine persönliche Beratung zur passenden Lösung für Ihr Geschäft, eine Analyse Ihrer Kapitalrendite, Testdrucke und vieles mehr.
Anwendungen transparenten 3D-Drucks
Transparente und durchsichtige 3D-Drucke eignen sich ideal zur Entwicklung durchsichtiger Prototypenkomponenten, um innere Hohlräume und Details sichtbar zu machen, LED-Leuchten unterzubringen und Fenster zu kreieren, oder auch für den 3D-Druck transparenter Anatomiemodelle und Medizinprodukte.
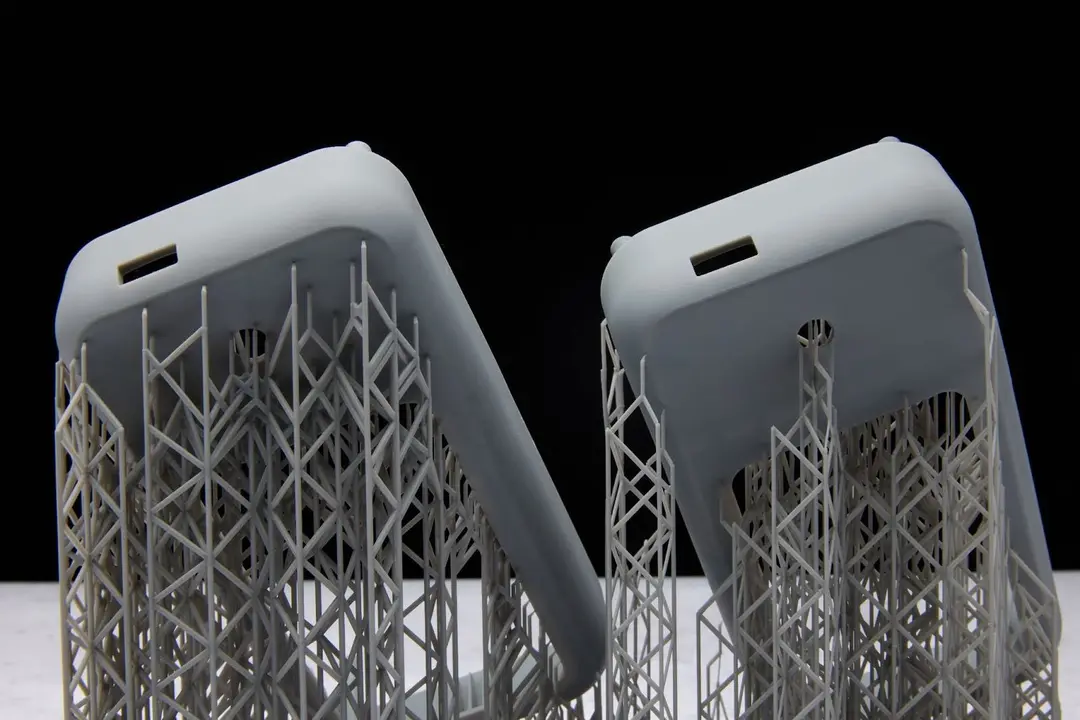
Gemeinsam mit Kunden hat Formlabs mit Clear Resin eine optisch klare Linse für eine komplett 3D-gedruckte Kamera hergestellt, sowie Kacheln einer Fresnel-Linseninstallation auf dem Times Square in New York City, Lichtleiter, Prismen, Mikrofluidikkomponenten und vieles mehr.

Amos Dudley, Applications Engineer bei Formlabs, hat eine 3D-gedruckte Linse für eine komplett 3D-gedruckte Kamera entwickelt.

Kostenlosen Probedruck eines transparenten Teils anfordern
Sind Sie neugierig, wie durchsichtig Teile aus einem SLA-3D-Drucker sein können? Wir schicken Ihnen einen kostenlosen transparenten Probedruck an Ihren Arbeitsplatz.
FAQ: Kann man PMMA 3D-drucken?
Ja, aber mit ein paar Einschränkungen. Polymethylmethacrylat (PMMA), auch als Acrylglas bekannt, ist ein transparenter Thermoplast, der häufig als robustere Alternative zu Glas verwendet wird. Mit FDM-3D-Druckern (Fused Deposition Modeling) ist der 3D-Druck von PMMA zwar möglich, allerdings nicht besonders benutzerfreundlich, denn das Material ist giftig und neigt zum Verziehen. Außerdem sind die 3D-Druckteile aufgrund der niedrigen Auflösung von FDM-Druckern nur halbtransparent.
Für den 3D-Druck vollkommen transparenter, PMMA-ähnlicher Teile empfehlen wir die Nutzung eines SLA-3D-Druckers mit Clear Resin. Die Druckteile sollten mit einer der im Folgenden beschriebenen Methoden nachbearbeitet werden, um volle Transparenz zu erreichen. Eine der Methoden für optische Klarheit ist die Verwendung eines Acrylsprays.
Methoden zur Nachbearbeitung transparenter 3D-Drucke
Wir haben mehrere Techniken zur Nachbearbeitung von 3D-Druckteilen aus Clear Resin getestet. In diesem Beitrag gehen wir auf das Schleifen von Hand, das Klarlackieren und die Kunstharzbeschichtung ein. Jedes dieser Verfahren erfordert unterschiedlich viel Aufwand, je nach dem benötigten Grad der Transparenz und der gewünschten Oberflächenqualität.
Manuelles Schleifen und Polieren
Anwendungen: Das Schleifen und Polieren von Hand kann bei einfachen Geometrien mit wenig Details eine effiziente Lösung darstellen, eignet sich jedoch weniger für die Fertigstellung komplexer Modelle. Völlige optische Transparenz lässt sich mit dieser Methode nur schwer erreichen.
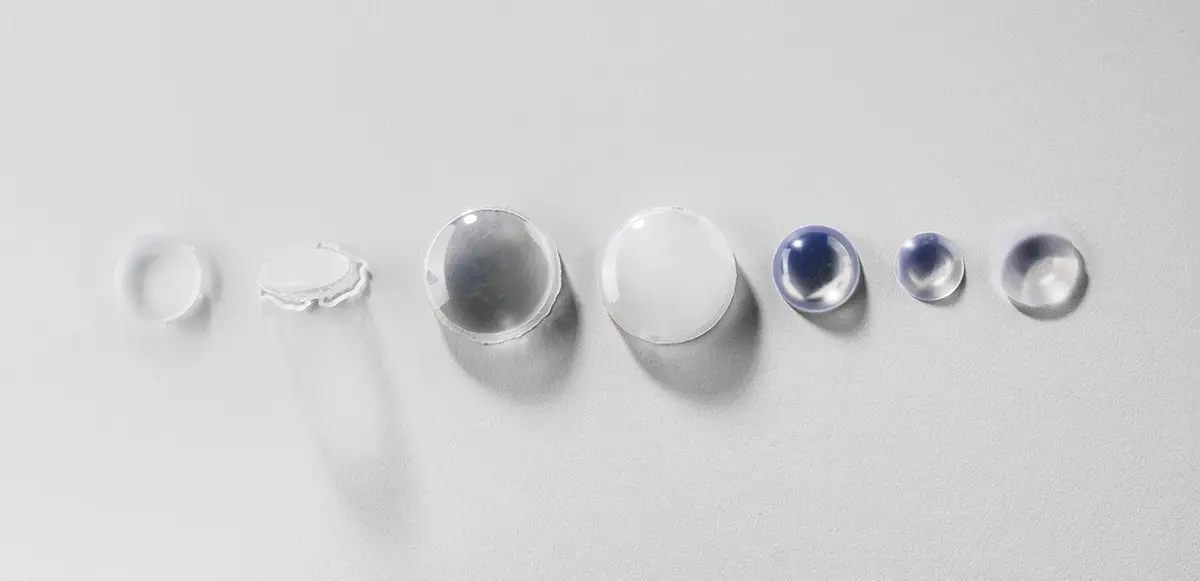
Um ein durchsichtiges Druckteil durch manuelles Schleifen fertigzustellen, muss bis zu einer extrem feinen Körnung geschliffen werden. Mit etwas Geduld lassen sich durch Schleifen und Polieren jedoch Teile erzielen, die so klar sind wie eine Lupe. Allerdings ist es keine kleine Aufgabe, durch manuelle Nachbearbeitung alle Schichtlinien komplett zu entfernen. Wenn das Teil in flachem Winkel ins Licht gehalten wird, können außerdem winzige Kratzer zu sehen sein.
Anleitung: Verwenden Sie Schleifpapier mit zunehmend feiner Körnung, um die Oberfläche Ihres Druckteils zu glätten. Polieren Sie das Teil anschließend mit Acrylreiniger und einem Mikrofasertuch.
Bei einer Körnung von etwa 3000 werden 3D-gedruckte Teile glänzend und fühlen sich glatt an. Bei einer Körnung von 12 000 spiegeln sie. Verwenden Sie Schleifpapier und Micro-Mesh-Pads in verschiedenen Körnungen von 400 bis 12 000. Erhöhen Sie die Körnung dabei nach jedem Schleifvorgang um 200 und reinigen Sie die Teiloberfläche langsam und vorsichtig, um Kratzer vom vorherigen Schleifvorgang auszubessern, bevor Sie zur nächstfeineren Körnung übergehen.
Auf unserer Supportseite finden Sie eine einfache, bildliche Schritt-für-Schritt-Anleitung zum manuellen Schleifen, einschließlich des optionalen Einsatzes von Acrylspray zum Abschluss.
Tipp: Wenn Halbtransparenz für Ihr Druckteil ausreicht, können Sie mit Mineralöl ganz einfach eine glatte Oberflächengüte erreichen und kleinere Mängel auf dem Druckteil kaschieren.
Wir haben eine Reihe von Techniken zum Polieren transparenter 3D-Druckteile getestet, vom manuellen Schleifen über Sprühbeschichtung mit Klarlack bis zur Kunstharzbeschichtung.
Sprühbeschichtung
Anwendungen: Das Sprühbeschichten ist eine schnelle und einfache Möglichkeit, die Transparenz Ihrer Druckteile zu erhöhen, ohne Details einzubüßen. Das Verfahren kann für die verschiedensten Modelle angewendet werden und eignet sich auch zur Beschichtung komplexer Details, die sich durch herkömmliches Schleifen und Polieren schwer erreichen lassen.
Eine klare Beschichtung kann Schichtlinien verdecken und Teile vor dem Einfluss von UV-Licht schützen, der zum Vergilben und unerwünschtem Nachhärten führen kann. Um eine glatte, glasartige Oberflächengüte zu erreichen, schleifen und polieren Sie Ihr Druckteil vor dem Beschichten von Hand. Je gründlicher ein Teil vor der Klarlackbeschichtung geschliffen wird, desto transparenter wird es. Dieser zusätzliche Schritt eignet sich hervorragend für die Nachbearbeitung von Prototypen, die vollkommen transparente Kunststoffe repräsentieren sollen, z. B. für Verpackungen, Flaschen und Mikrofluidik-Teile.
Anleitung: Es gibt mehrere Optionen für die Klarlackbeschichtung, von erschwinglichen Sprays bis hin zu Produkten, die eigene Räume und Ausrüstungen erfordern.
- Handelsübliche Klarlacke: Es ist eine große Bandbreite hochwertiger und kostengünstiger Sprays erhältlich. Wir empfehlen, einen 2K-Klarlack zu verwenden.
- Automobillacke: Festkörperreiche Acrylurethan-Klarlacke erzielen einen hohen Glanz und sind sowohl für Lufttrocknung als auch zum Brennen geeignet. Allerdings erfordern sie eine Lackierpistole, einen eigenen Arbeitsraum sowie eine Grundierung.
Beginnen Sie zur Sprühbeschichtung mit einem sauberen, trockenen Teil, das bereits in Isopropylalkohol (IPA) gewaschen wurde. Härten Sie das Teil vor dem Sprühen nicht nach, da dies zum Vergilben führen kann. Lassen Sie das Teil an der Luft trocknen. Sobald es vollständig trocken ist, tragen Sie in einer staubfreien Umgebung zwei oder drei Sprühschichten auf.
Tipp: Gegen eine Gebühr führen u. U. auch Karosseriewerkstätten die Arbeit mit einem Spray wie Lesonal Universal Clear für Sie durch. Meistens verwenden diese Werkstätten ein leichtes Lösungsmittel wie Naphtha, um die Oberfläche des Teils vor dem Beschichten zu reinigen und vorzubereiten.
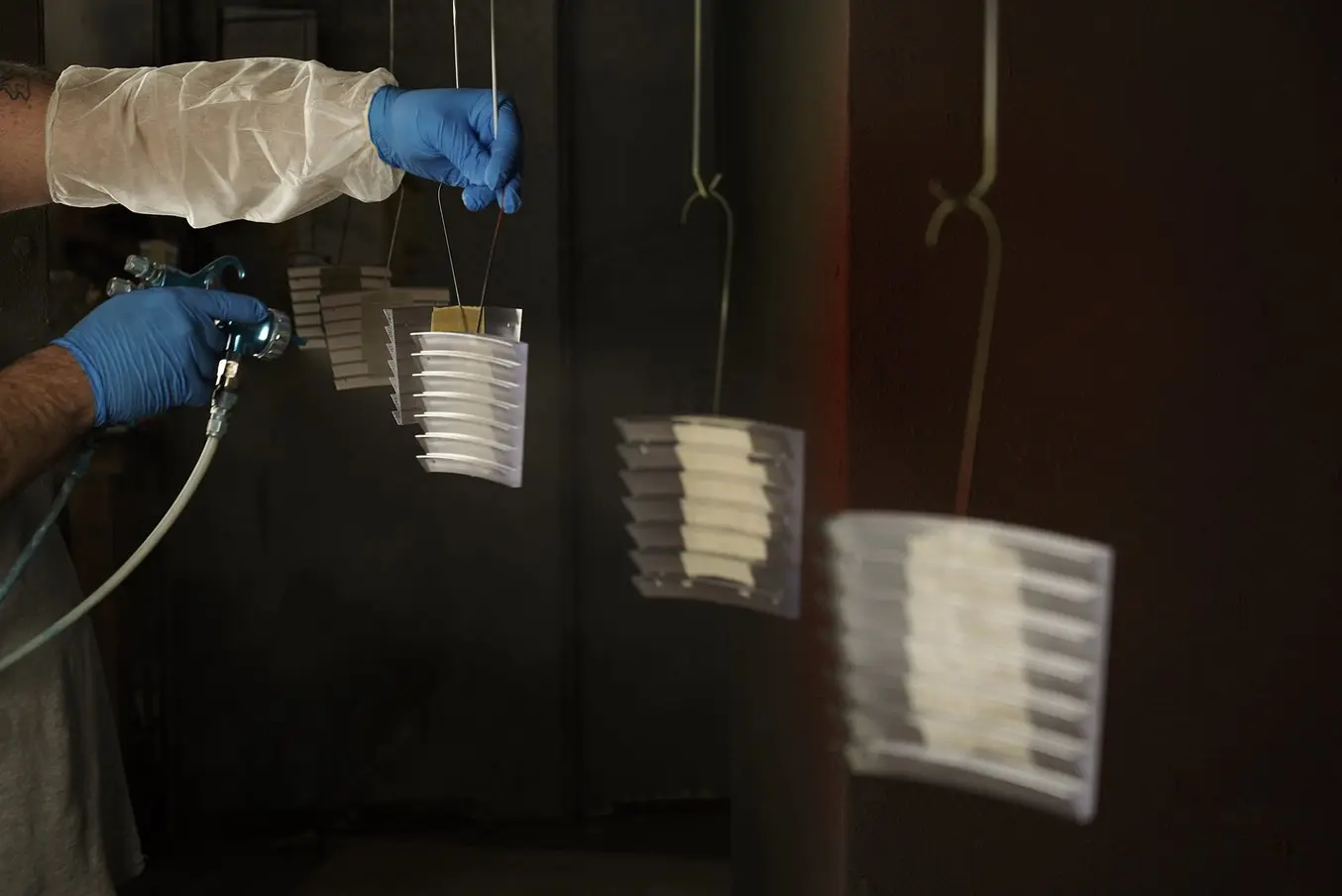
Für eine Installation auf dem Times Square namens Window to the Heart arbeiteten die Teams von Formlabs und Aranda/Lasch mit einer Autowerkstatt zusammen, um jede Kachel mit Lesonal Universal Clear zu überziehen.
Kunstharzbeschichtung
Anwendungen: Diese Methode eignet sich am besten, wenn Sie hochtransparente Teile benötigen. Sie funktioniert nur bei flachen oder nahezu flachen Oberflächen wie Linsen oder Fenstern zum Inneren eines Teils.
Mit Kunstharz beschichtete Teile sind äußerst glatt mit klaren und scharfen Oberflächenspiegelungen.
Diese Technik kann auch verwendet werden, um noch glattere Oberflächen bei Teilen zu erzielen, die mit anderen SLA-Materialien gedruckt wurden. Allerdings kann es zu Einbußen beim Detail kommen.
Anleitung: Tragen Sie Clear Resin auf die Teiloberfläche auf, indem Sie es mit einer Spritze aufträufeln oder das Teil in das Kunstharz eintauchen. Das viskose Kunstharz füllt Schichten und Kratzer aus und sorgt so für eine vollständig glatte Oberfläche.
Die Harzschicht sollte so dünn wie möglich sein und dennoch die Schichtlinien überdecken. Ziehen Sie etwaige Luftblasen mit einer Spritze ab. Führen Sie eine vollständige Nachhärtung des Teils mit den empfohlenen Einstellungen durch und wiederholen Sie dann den Prozess auf der anderen Seite durch Eintauchen und Nachhärten.
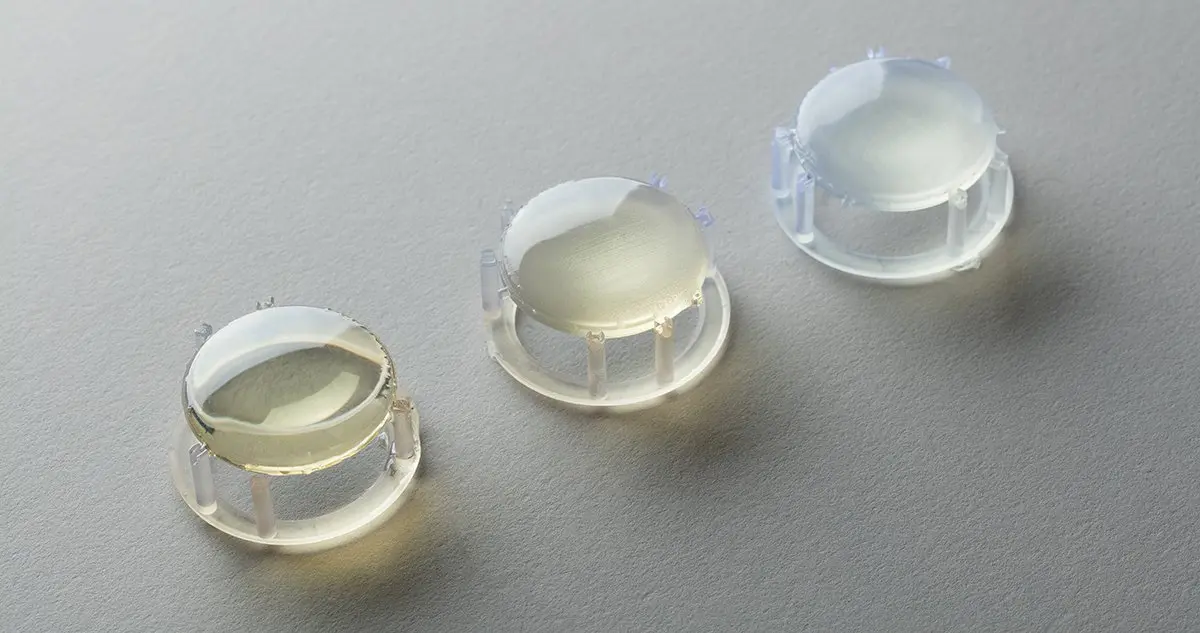
Drei Stufen von kunstharzbeschichteten Linsen; die fertige Linse befindet sich links.
Anmerkung: Bei Linsen wird die Brennweite durch die Harzbeschichtung leicht verändert. Amos Dudley, Applications Engineer bei Formlabs, hat für unsere 3D-gedruckte Linse ein Linsentestgerät entworfen und gedruckt.
Mehr über den SLA-3D-Druck
Mit dem MSLA-3D-Drucker Form 4 produzieren Sie transparente, vollkommen durchsichtige 3D-Drucke zu geringen Kosten und mit minimalem Aufwand bei der Nachbearbeitung.
Laden Sie unser Whitepaper herunter für eine detaillierte Übersicht über das SLA-Ecosystem und den 3D-Druckprozess.
Möchten Sie sich selbst von der Qualität und Tranparenz überzeugen? Fordern Sie einen kostenlosen 3D-Probedruck an.
Sie sind nicht sicher, welche 3D-Druck-Lösung die beste für Ihr Unternehmen ist? Buchen Sie eine persönliche Beratung, um Optionen zu vergleichen, die Kapitalrendite zu bewerten, Testdrucke zu begutachten und vieles mehr.