Per ottenere risultati ottimali, segui le linee guida di progettazione e stampa con la Silicone 40A Resin. Vedi la sezione Confronti tra modelli qui sotto per alcuni esempi.
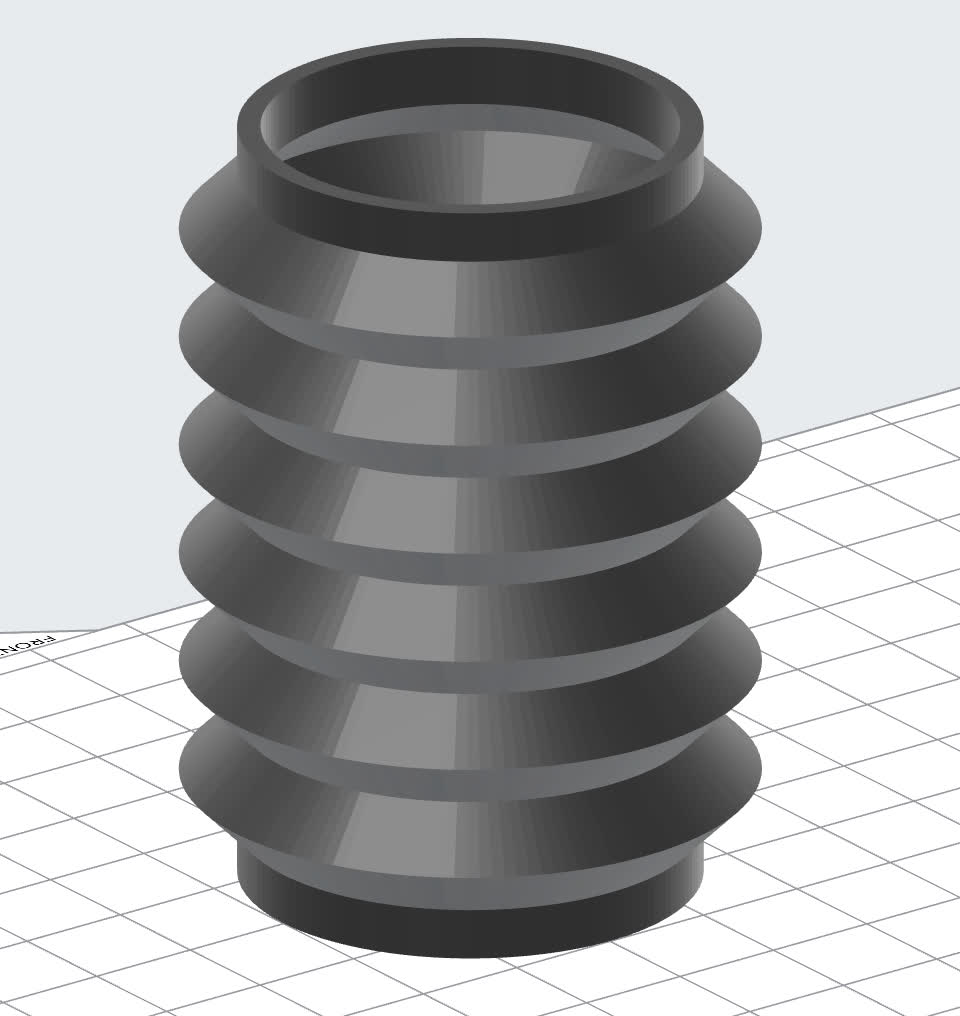
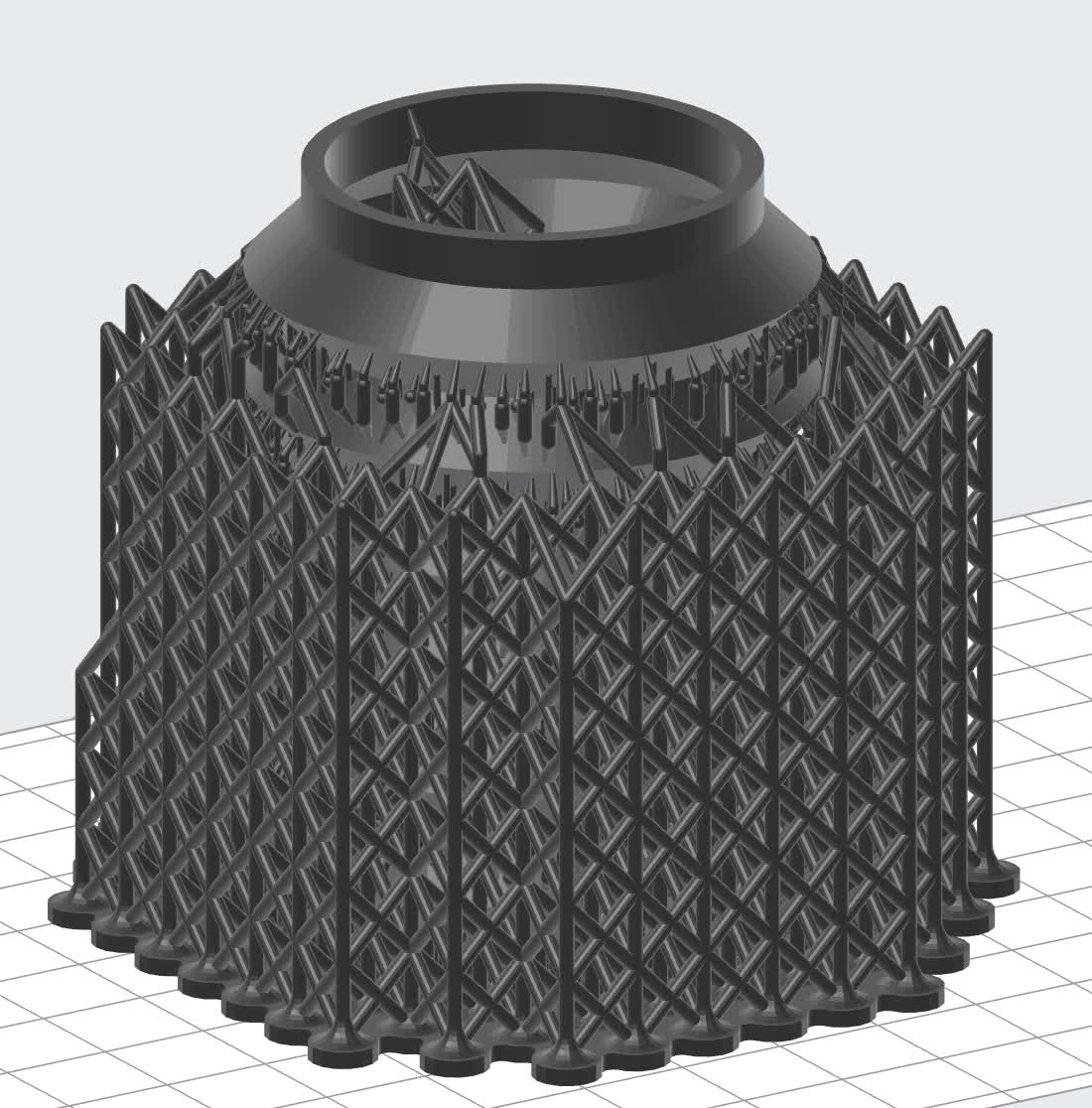
Aree di espansione
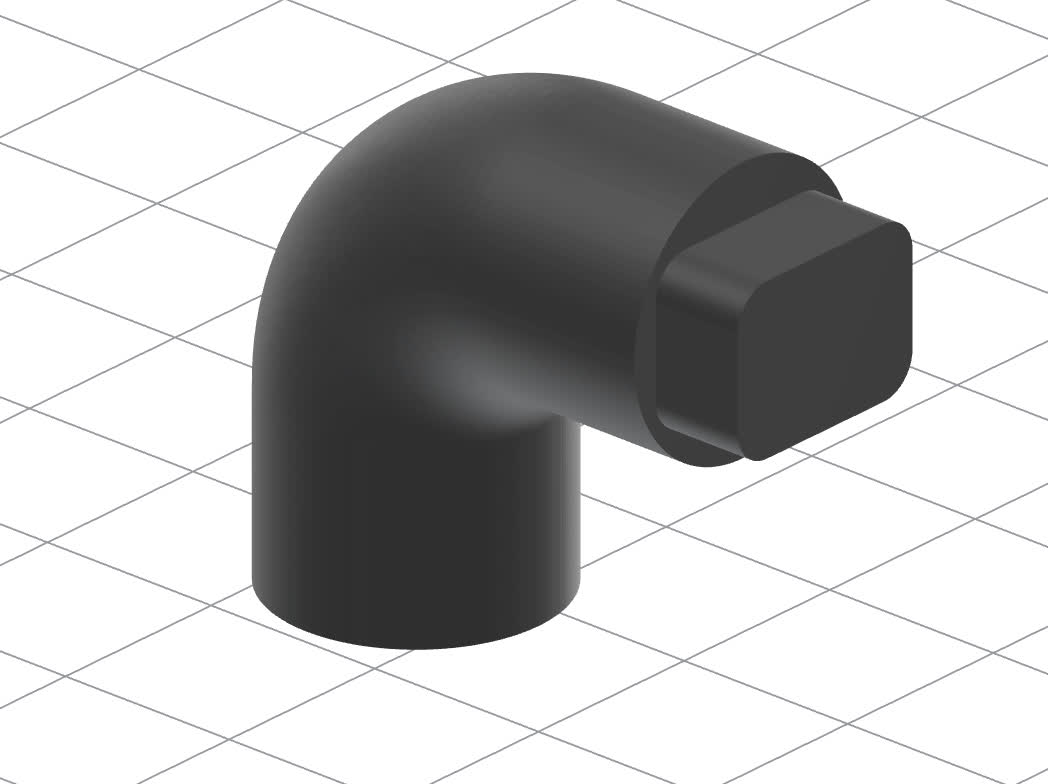
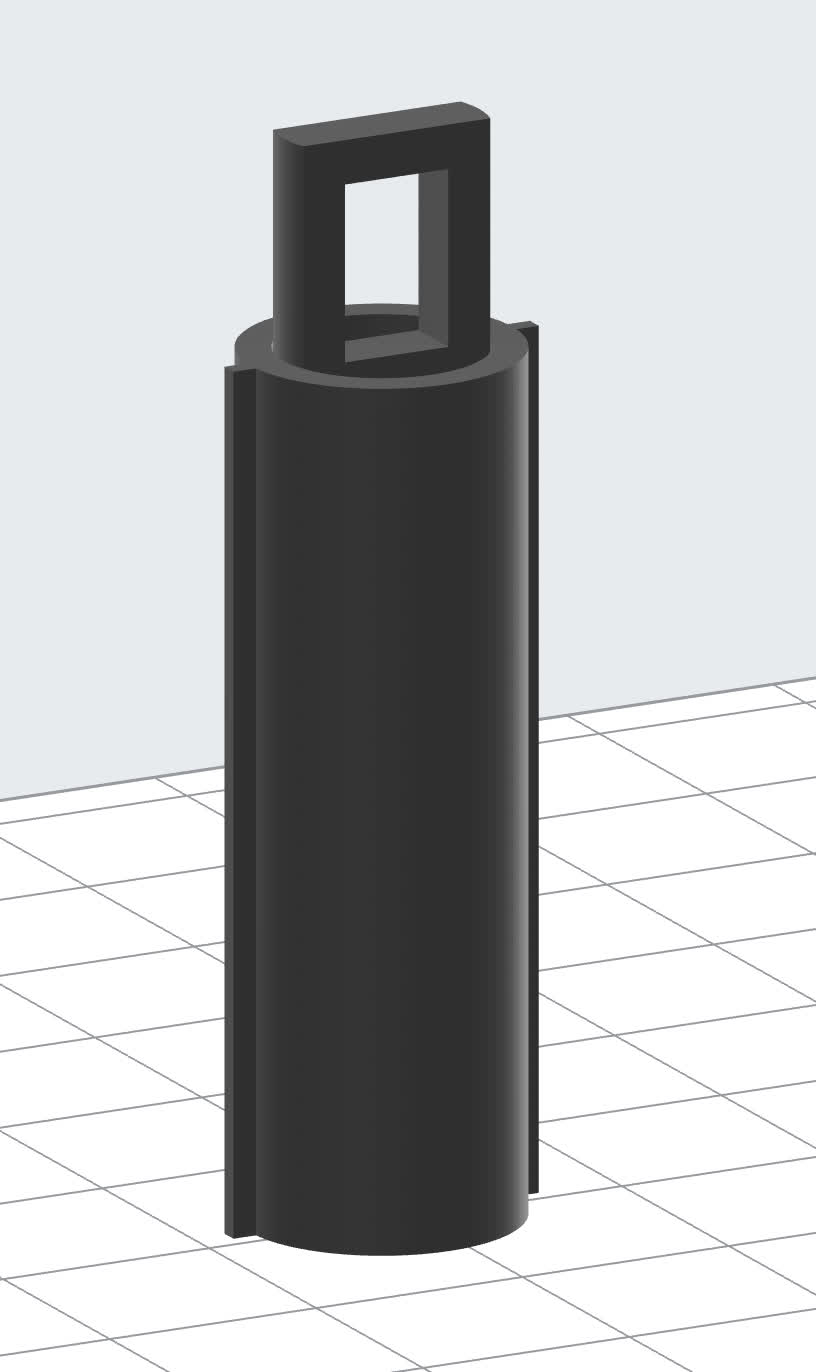
Se possibile, evita gli orientamenti che aumentano la sezione trasversale del modello man mano che la stampa procede. Orienta la parte con gli strati più grandi più vicina alla piattaforma di stampa.
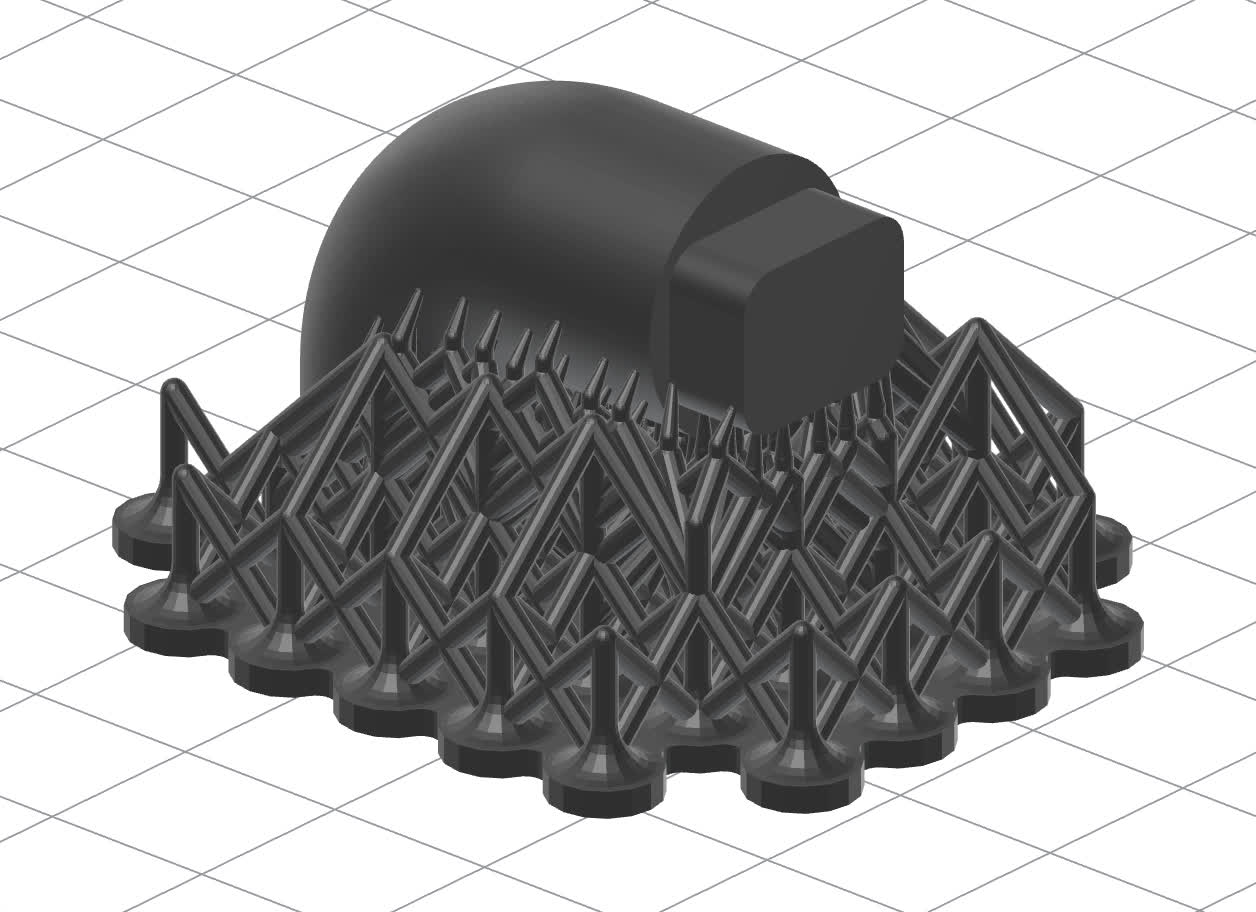
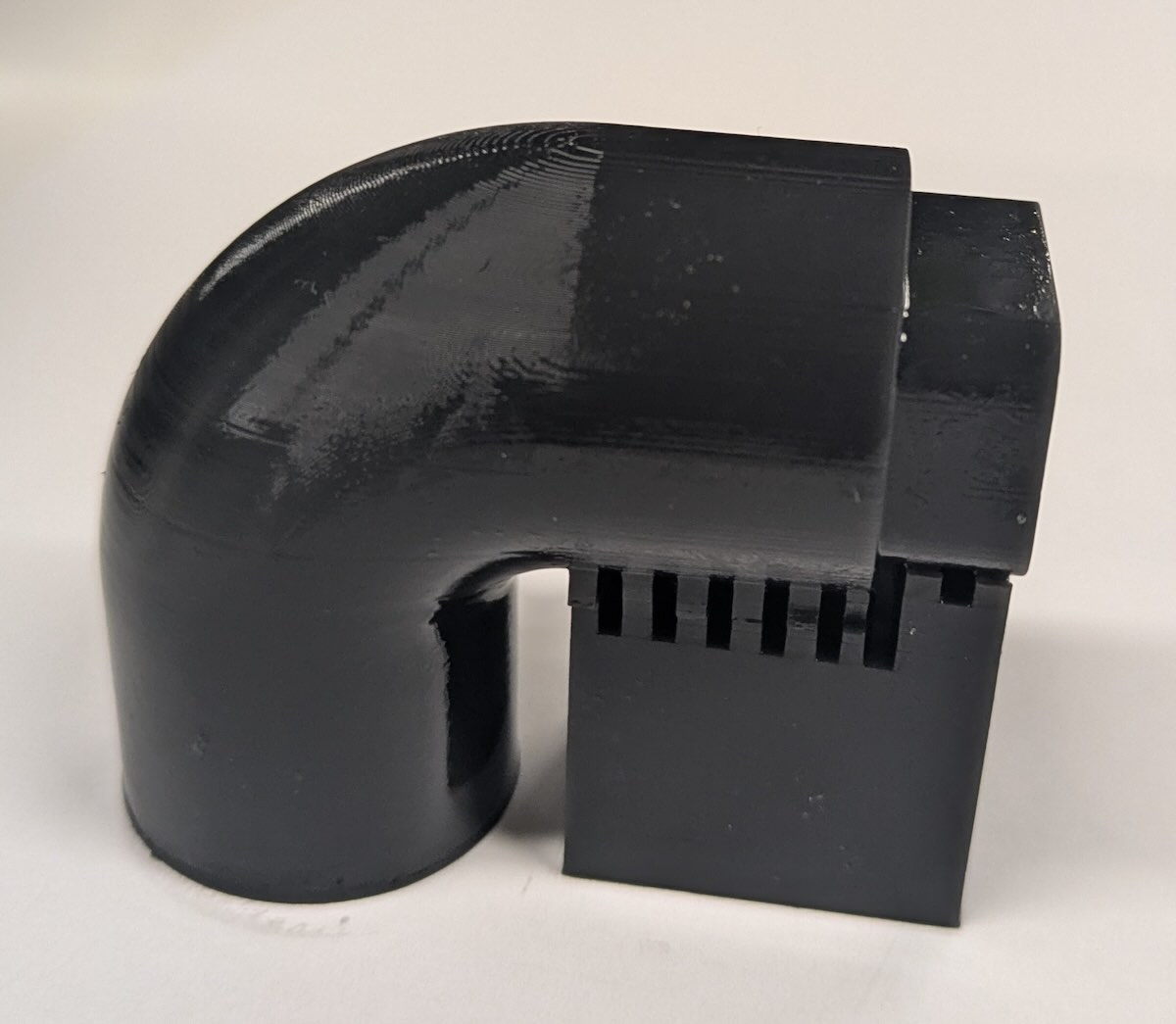
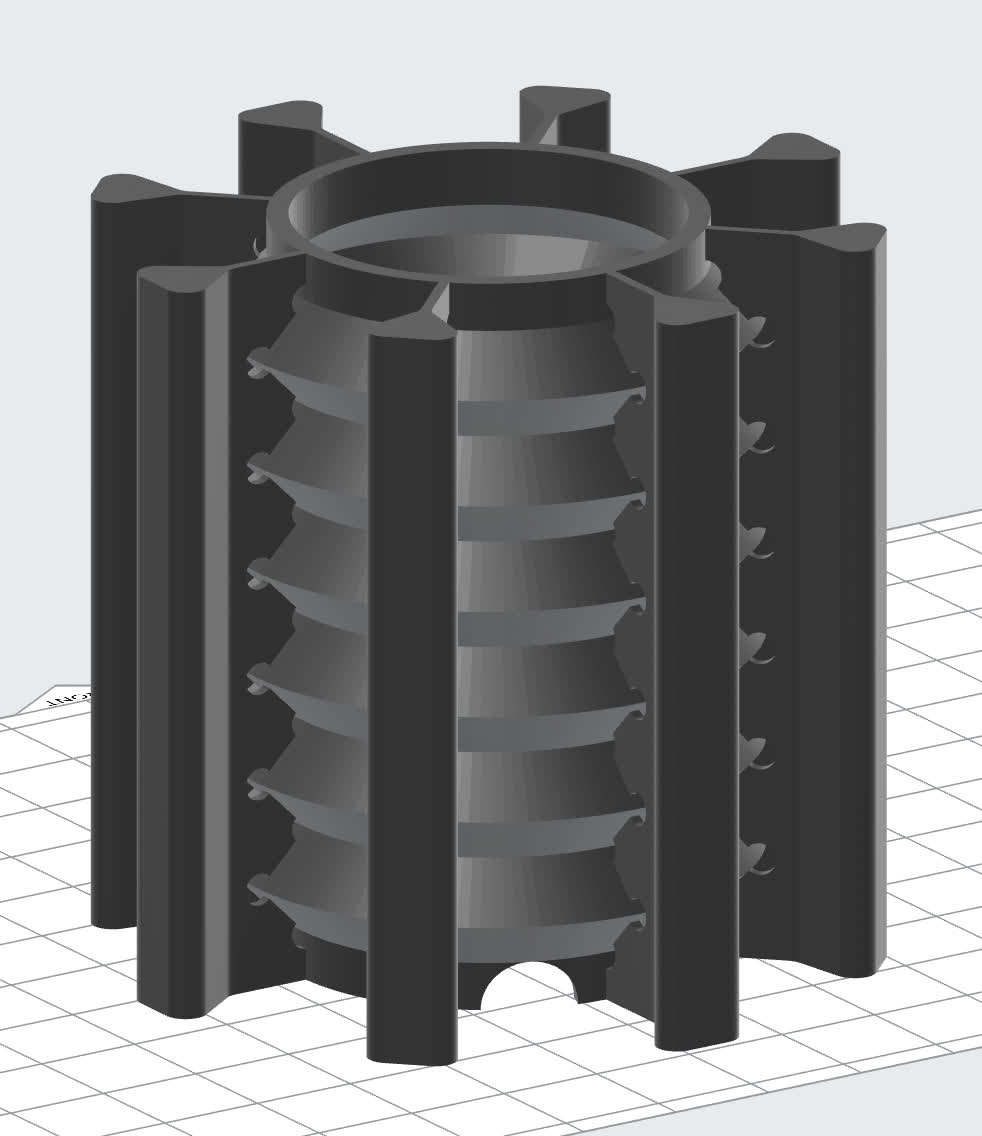
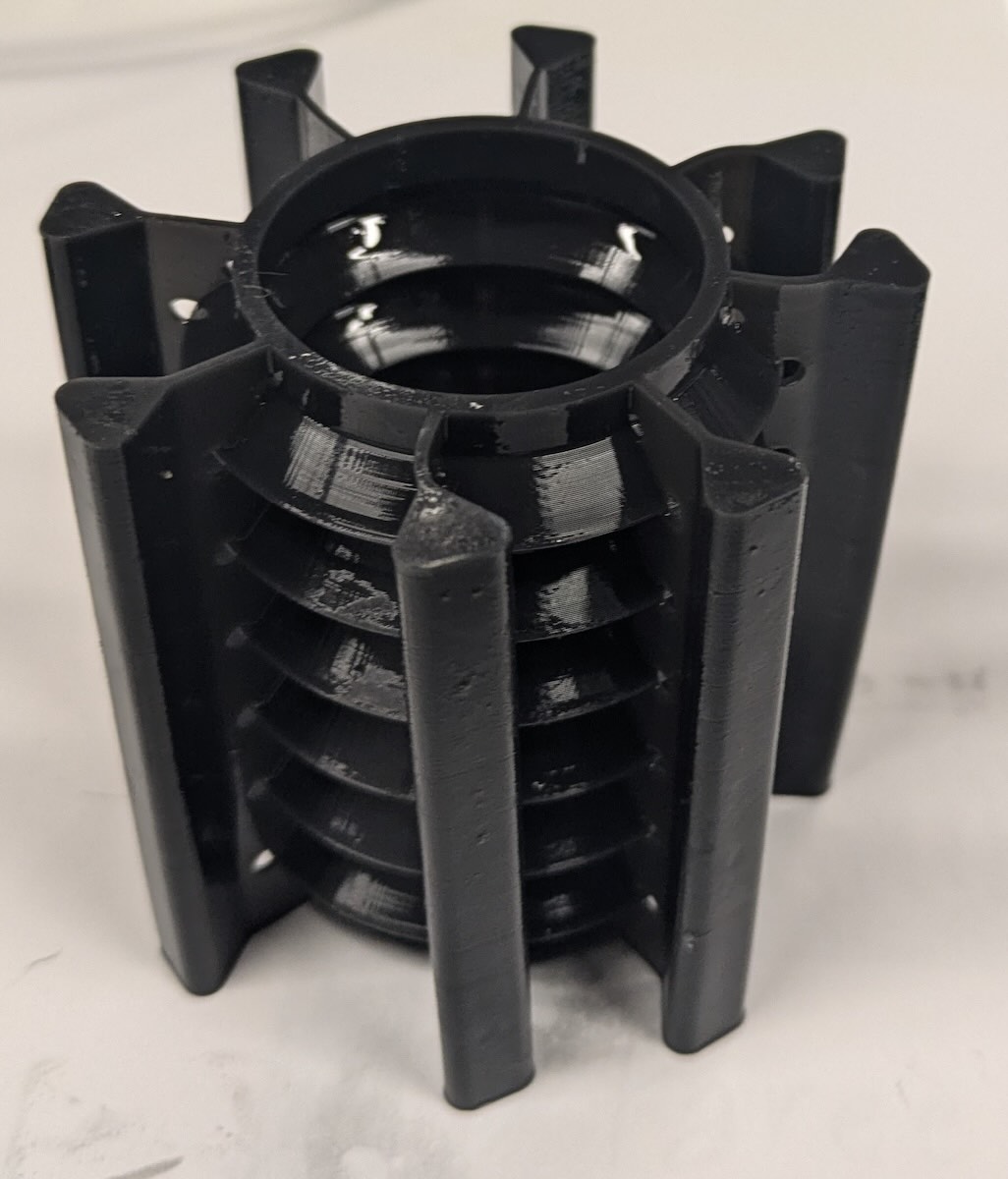
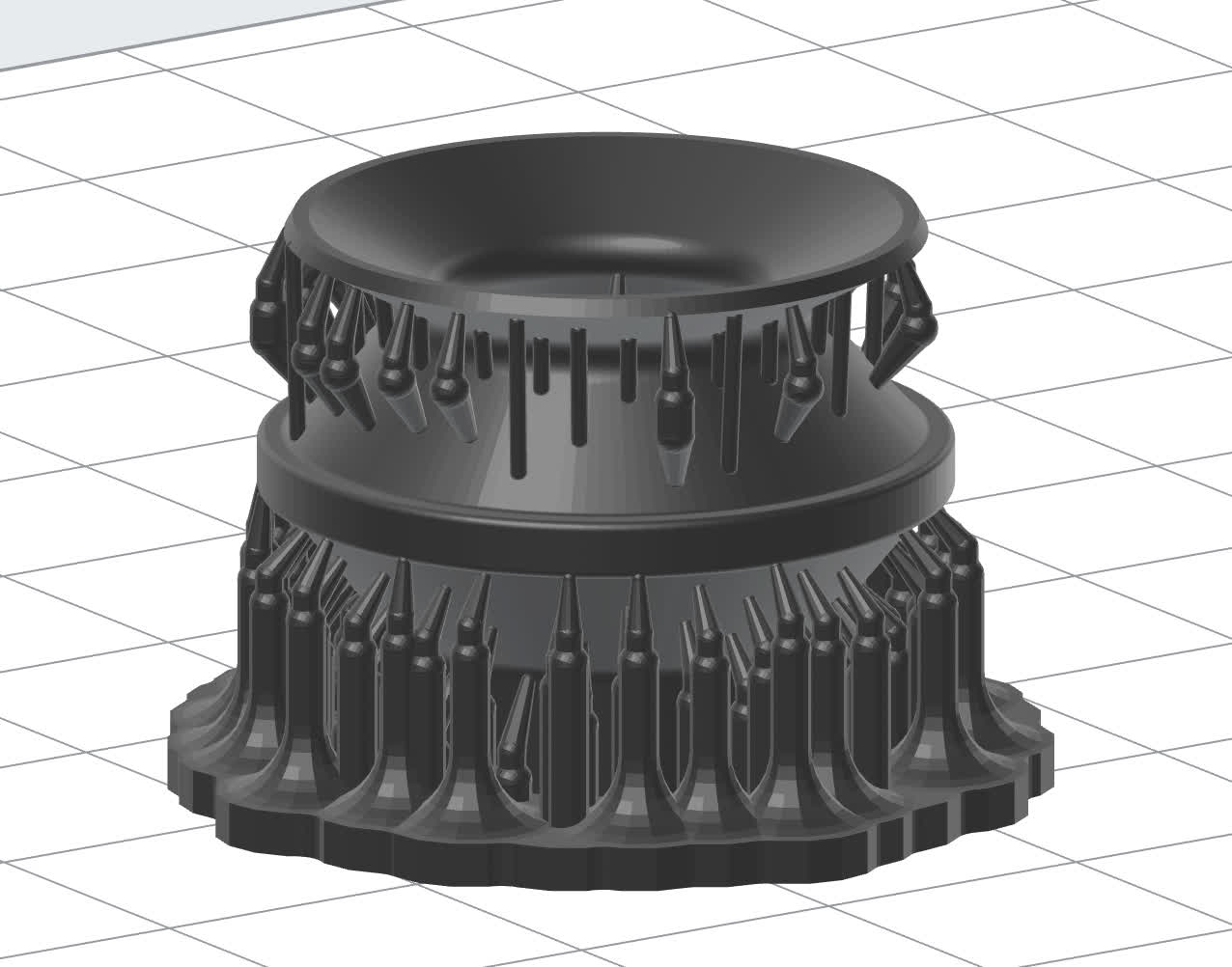
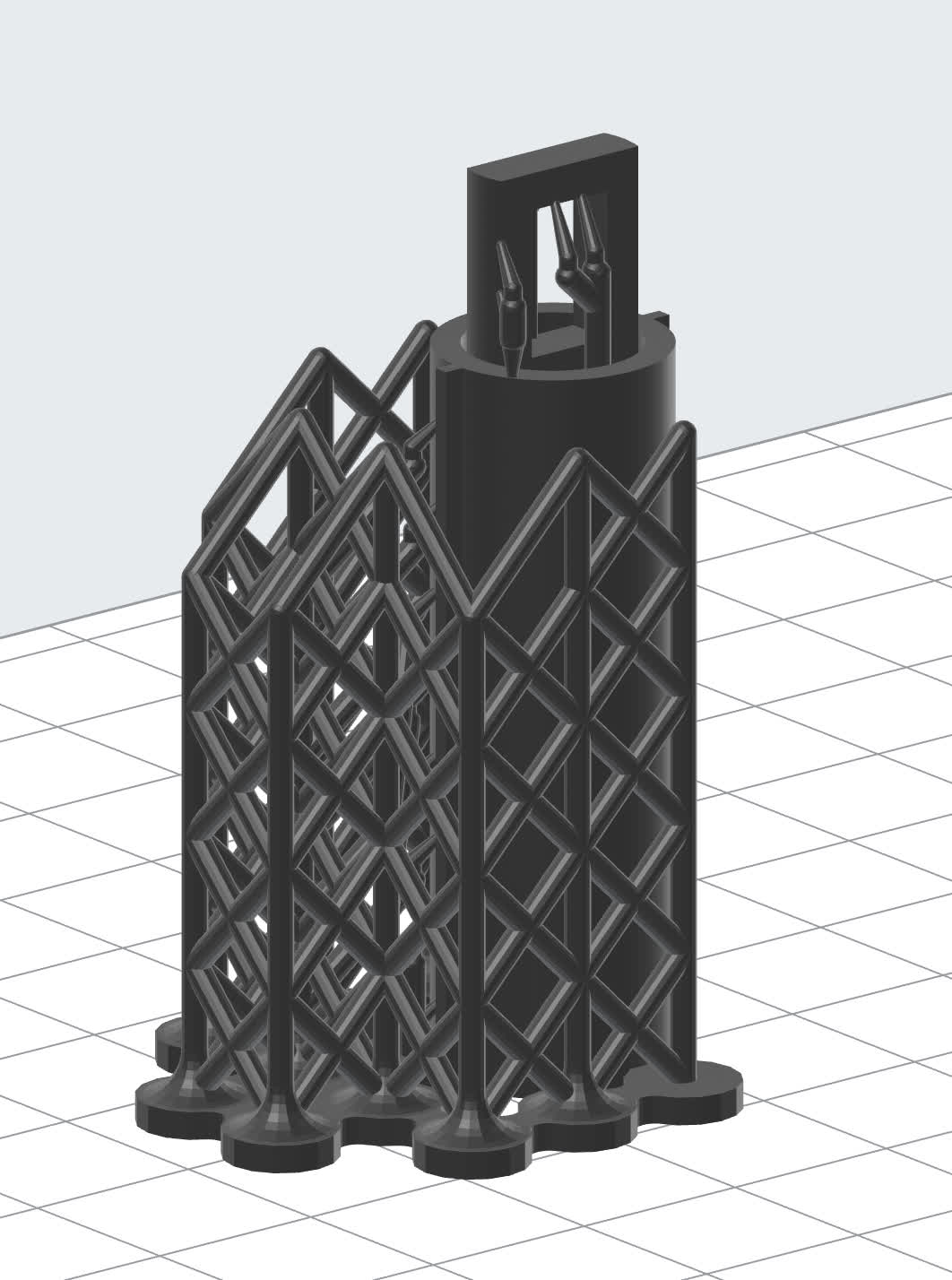
Supporti a strappo personalizzati
La creazione di supporti personalizzati come parte della geometria del modello può migliorare la finitura superficiale e il buon esito della stampa.
Parallelismo e pulizia della piattaforma di stampa
Esegui la manutenzione della stampante e della piattaforma di stampa per ridurre il numero di errori legati all'inaderenza della piattaforma di stampa.
- Ricalibra e regola l'asse Z della stampante per correggere l'inaderenza.
- Dopo aver lavato le parti stampate e averle rimosse dalla piattaforma di stampa, spruzza la piattaforma di costruzione con alcool isopropilico e asciugala con una carta assorbente. I residui di silicone lavato e di acetato di isobutile possono ridurre l'adesione delle stampe future.
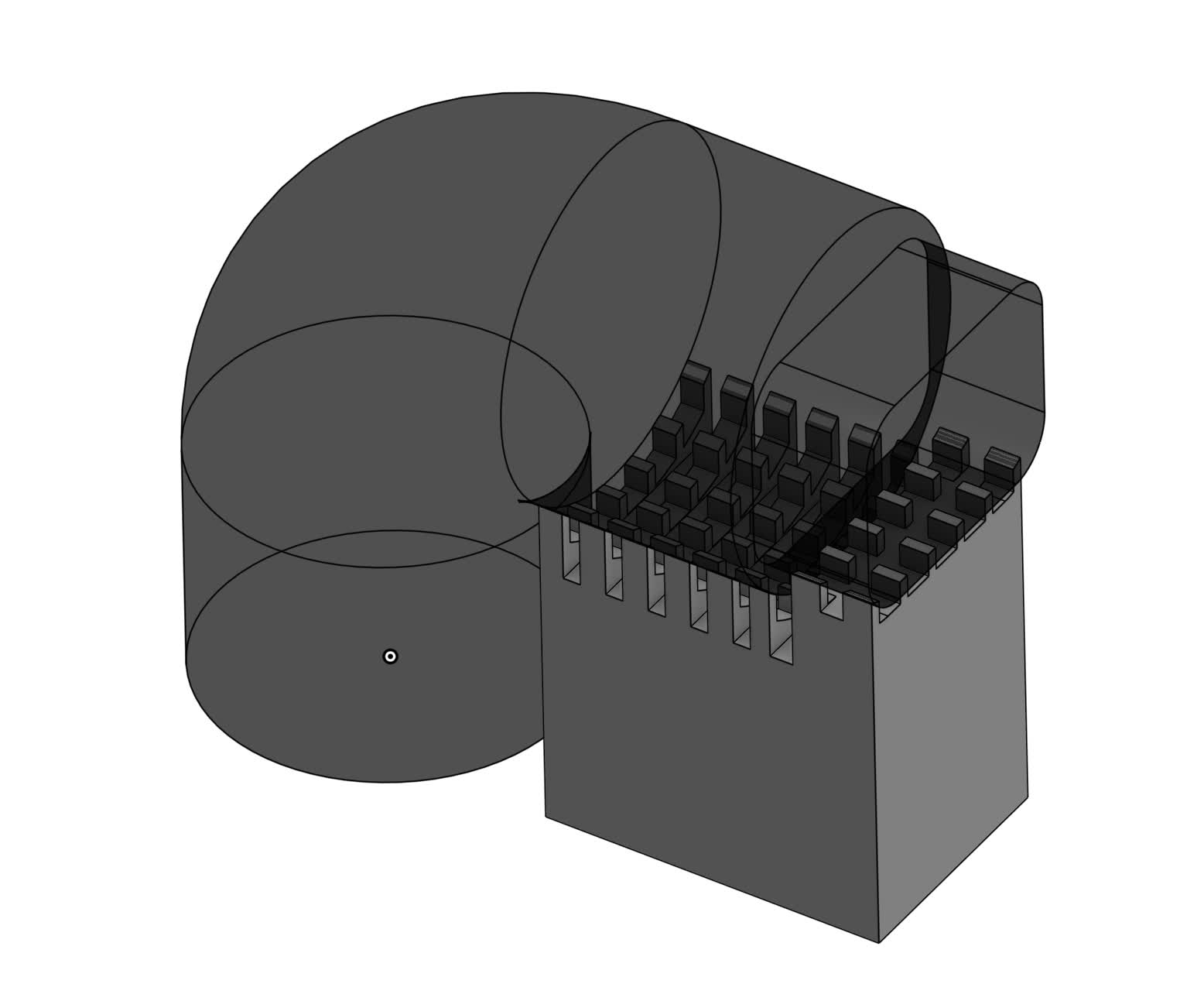
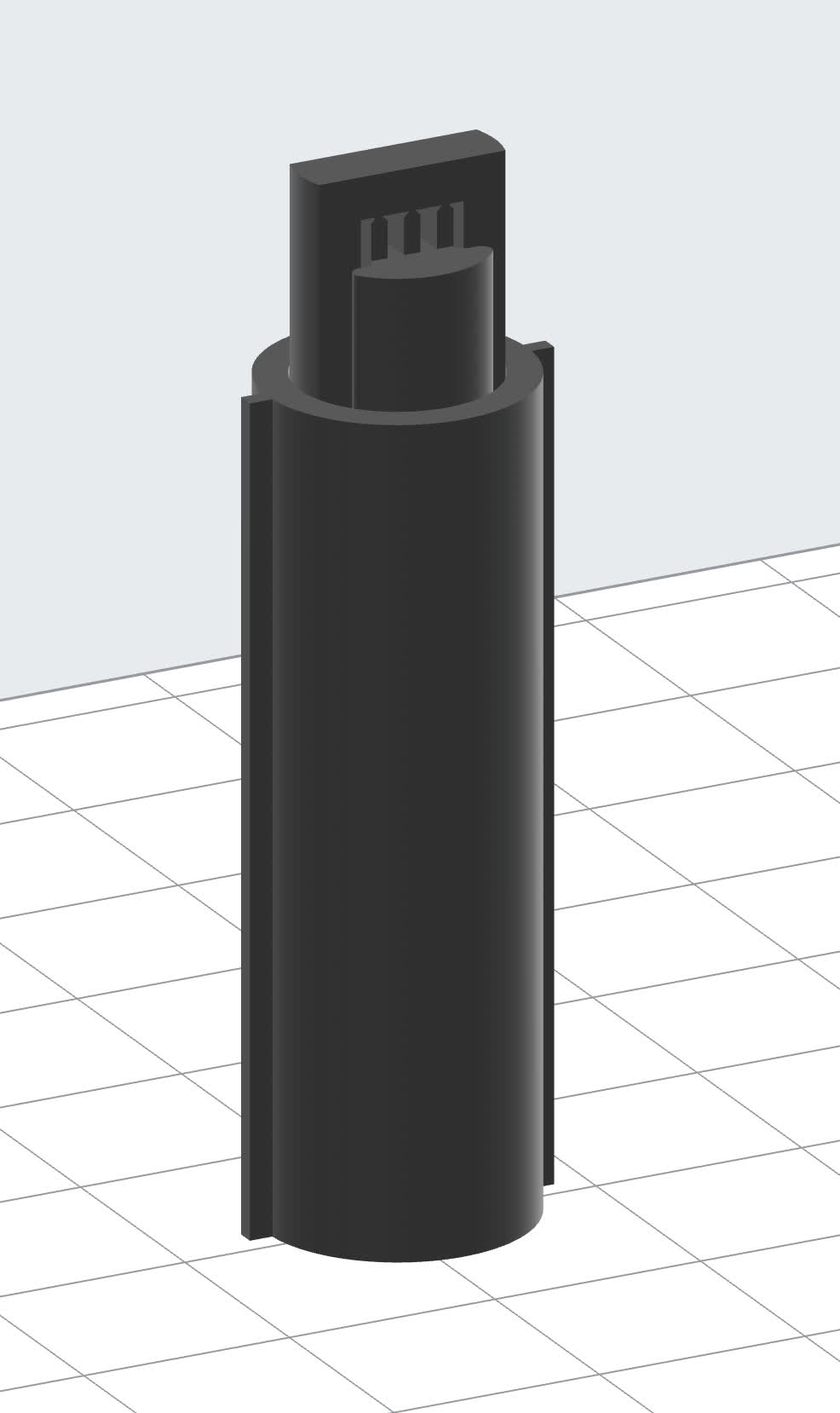
Stampa sulla piattaforma di stampa con supporti
Stampando sulla piattaforma di stampa, il modello ha una base solida ed è possibile ridurre il numero di punti di contatto necessari. Se possibile, imposta Raft Type (Tipo di base) su None (Nessuno) per i modelli stampati direttamente sulla piattaforma di stampa.
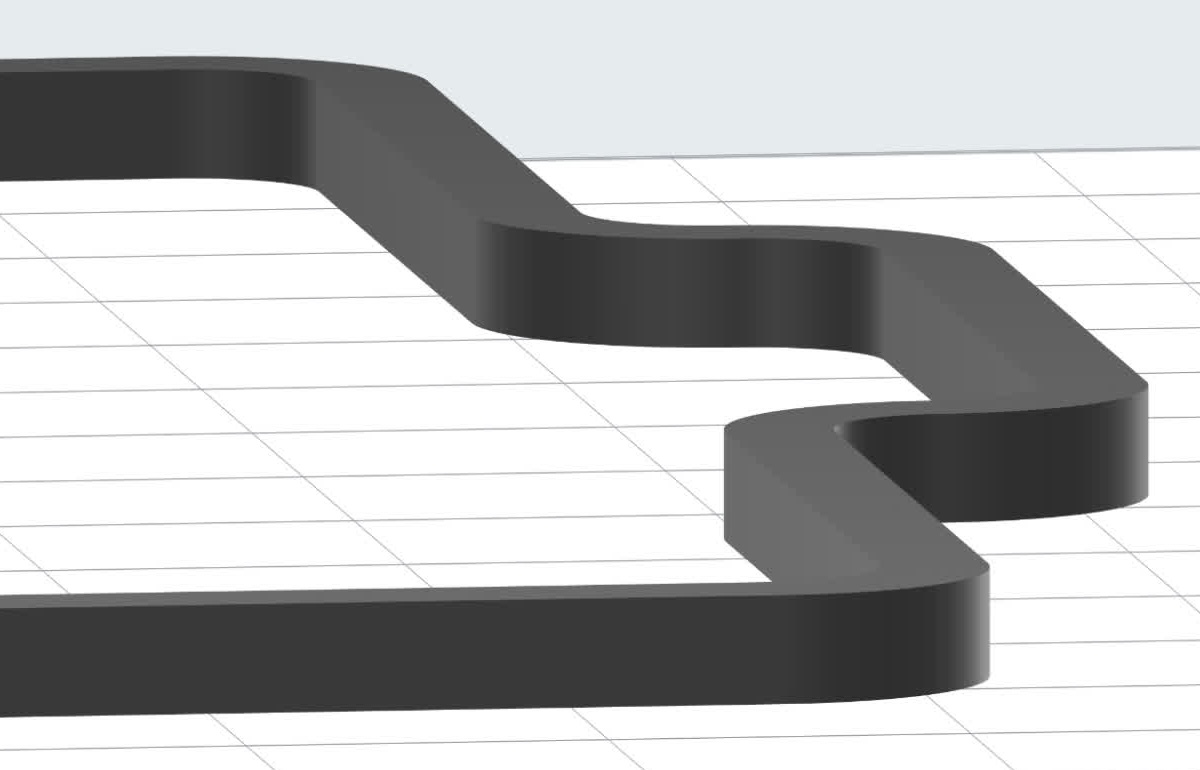
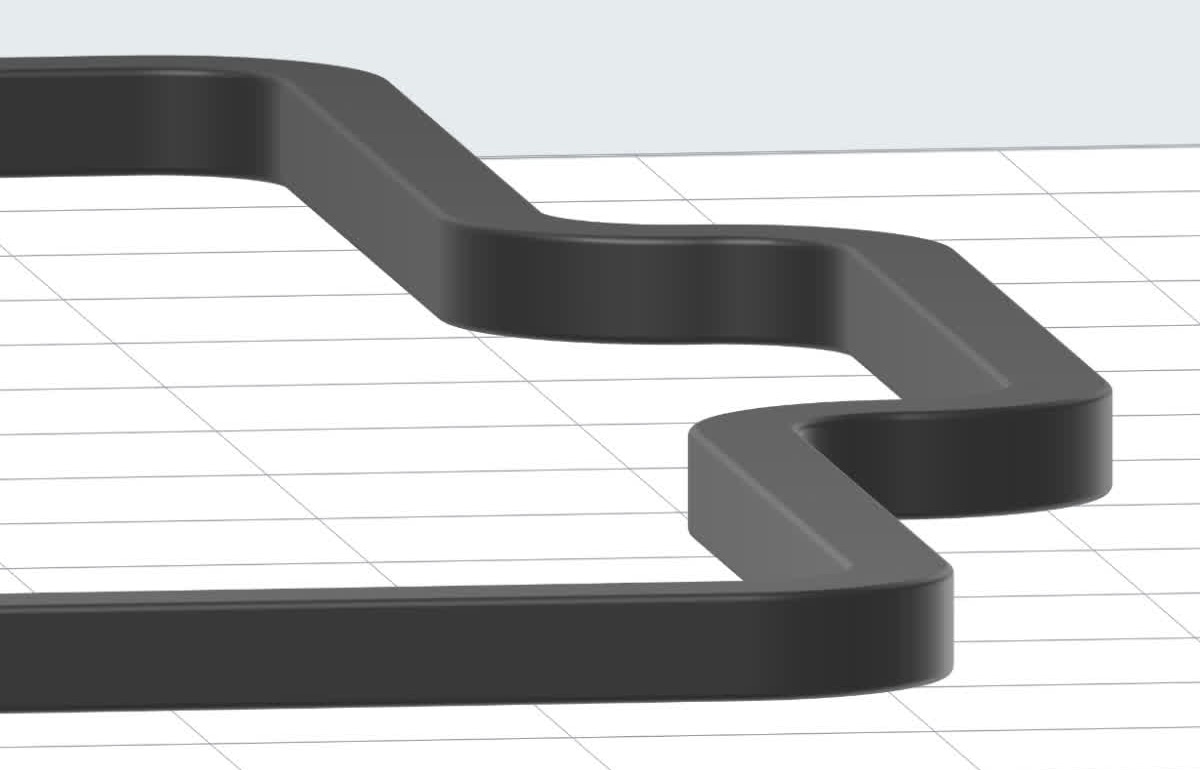
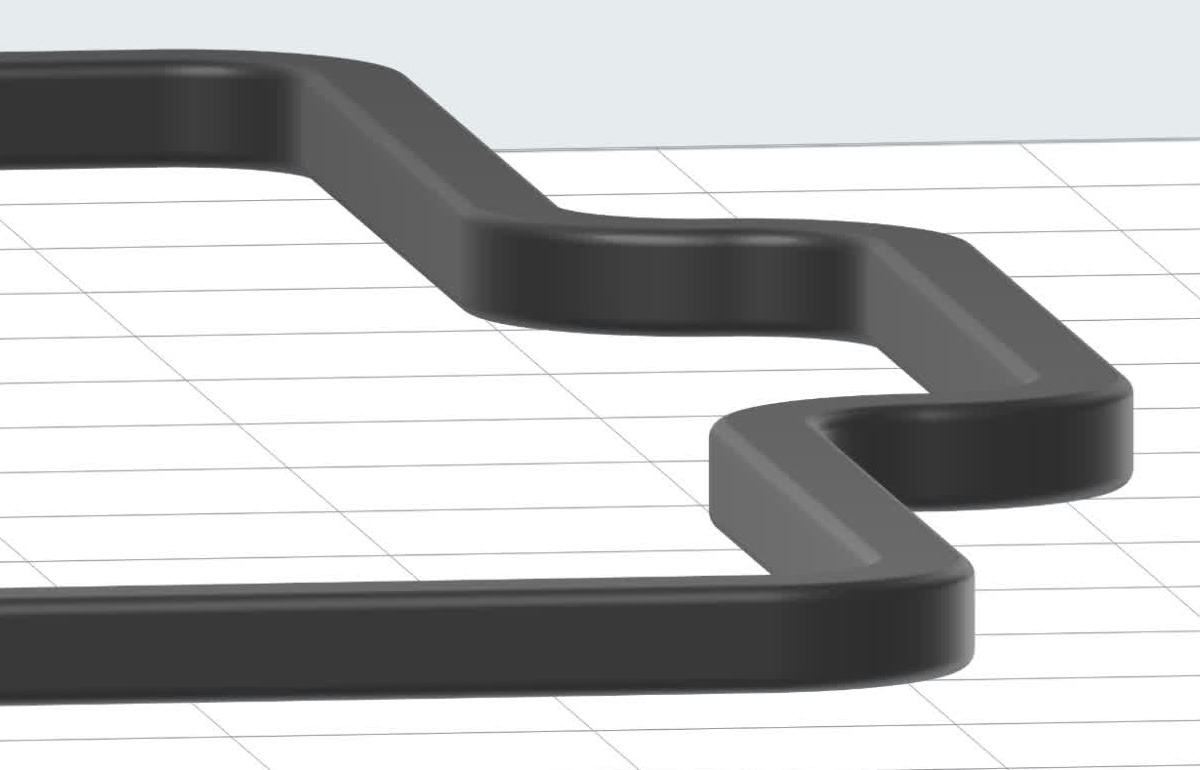
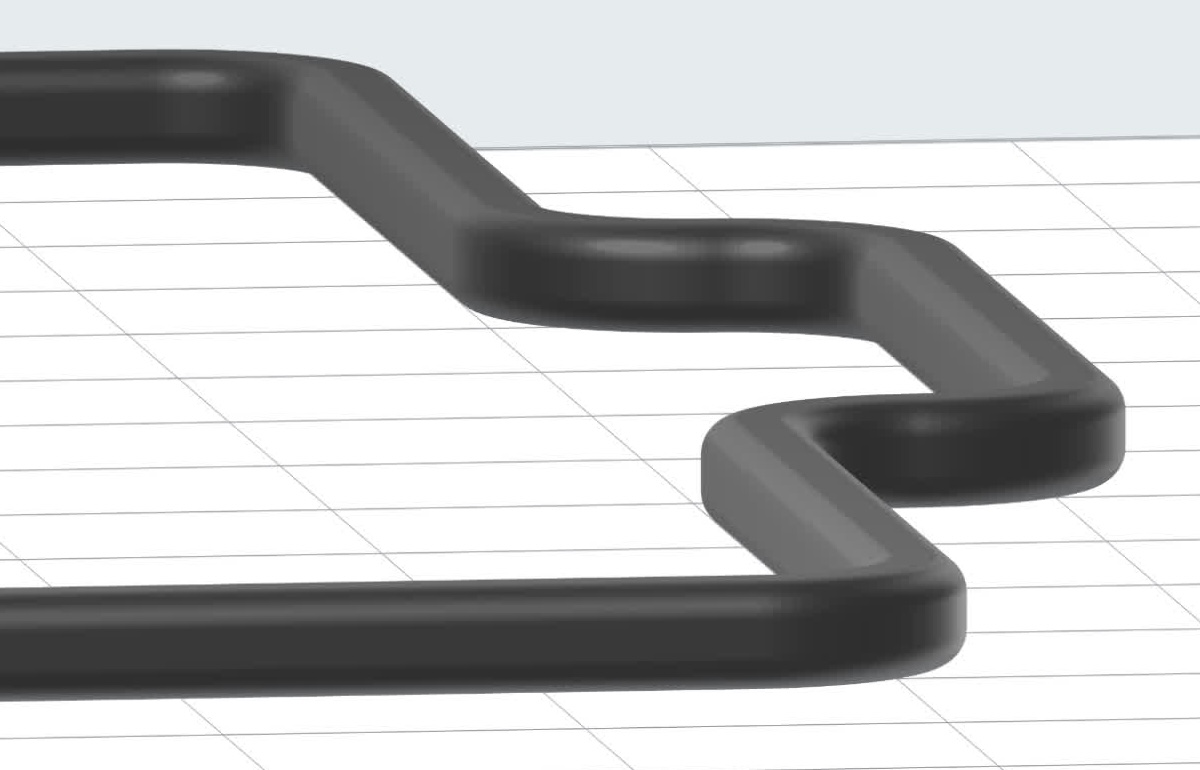
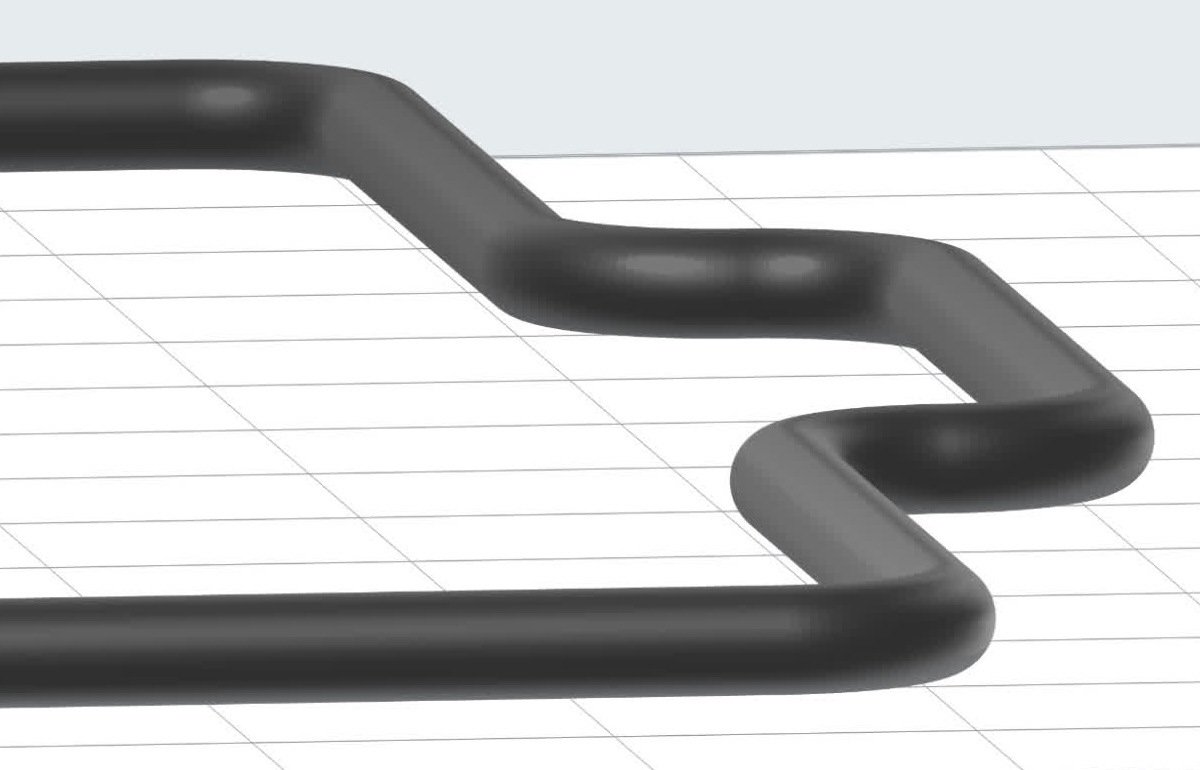
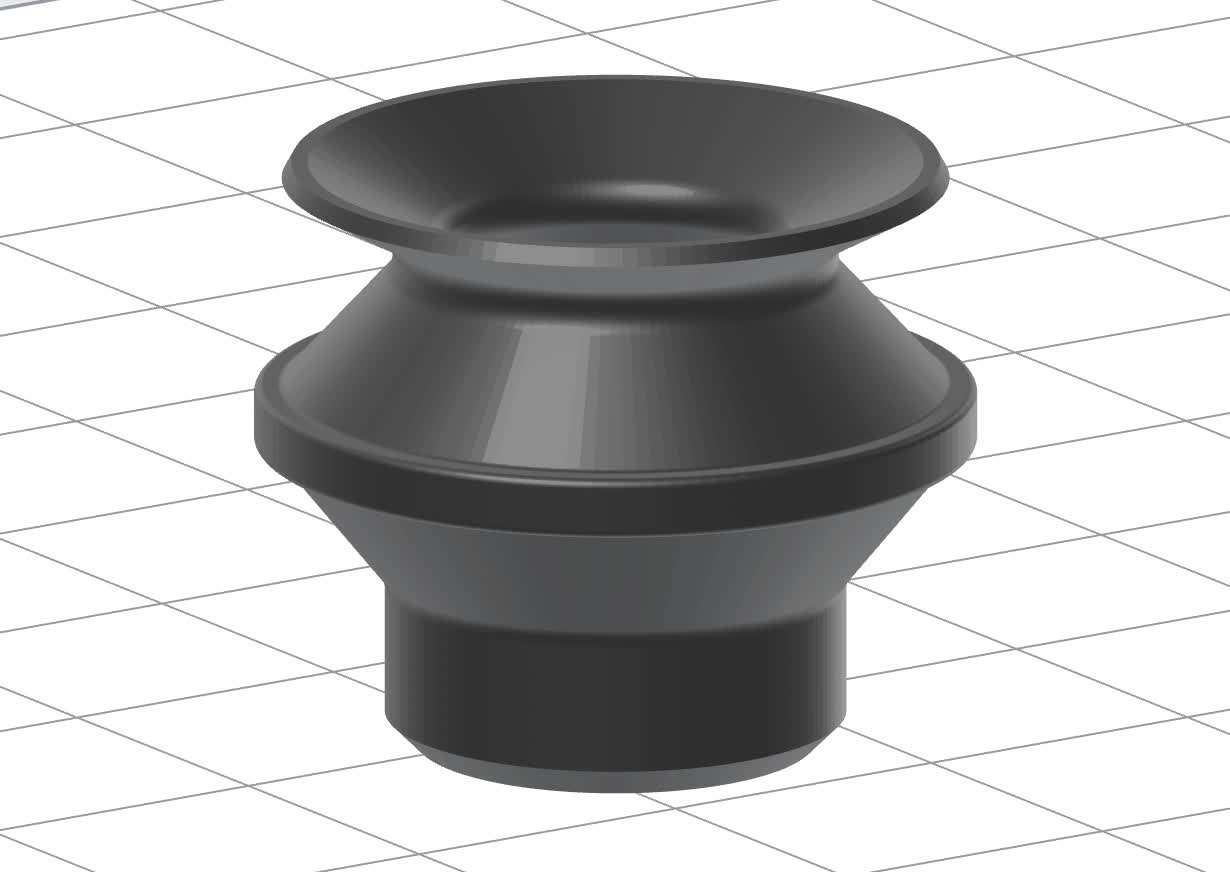
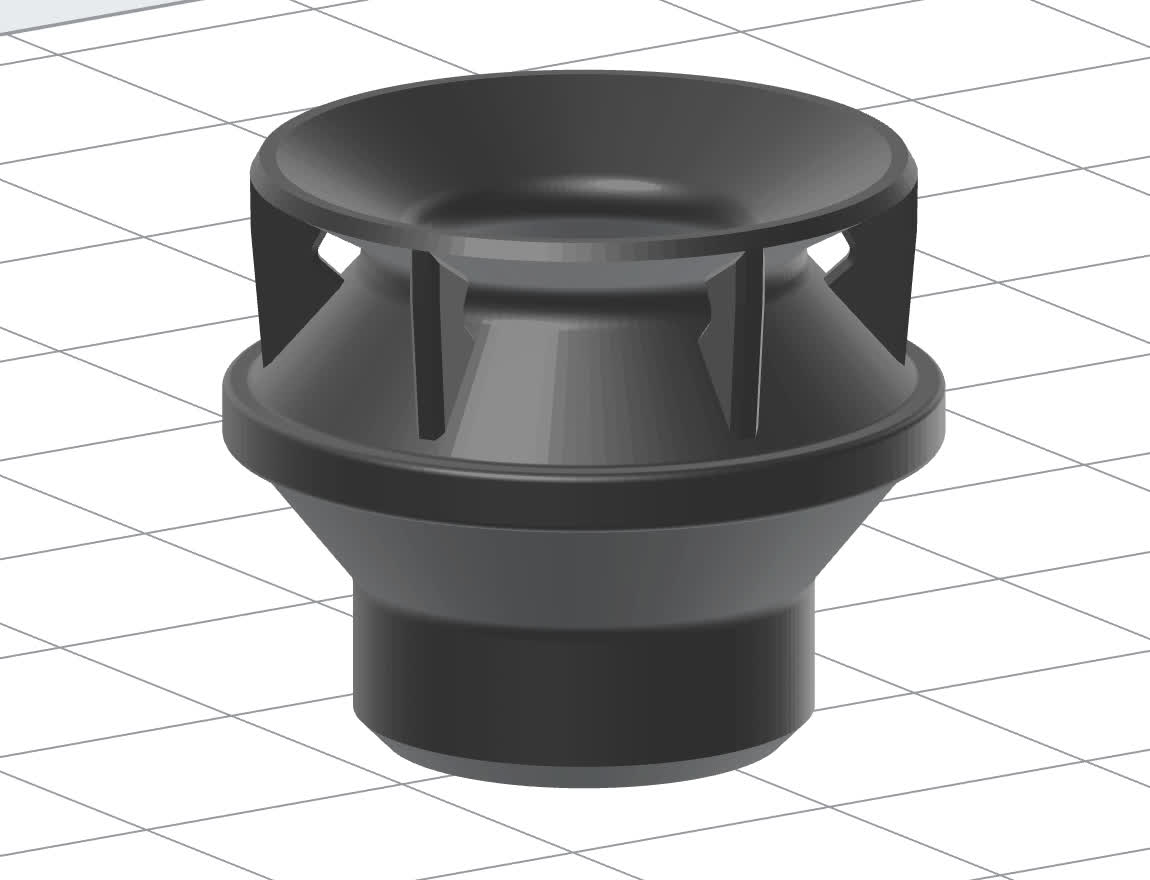
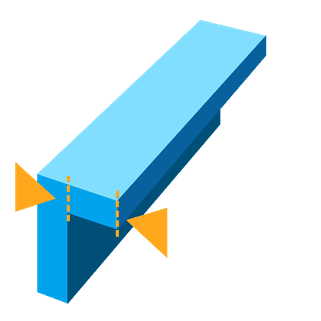
Profilo dei bordi quando si stampa sulla piattaforma di stampa
Quando stampi direttamente sulla piattaforma di stampa, prendi in considerazione il profilo dei bordi del modello. I modelli senza raggio o con un raggio ridotto intorno alla base vengono stampanti in modo più affidabile rispetto a quelli con un raggio maggiore. Scarica i modelli degli esempi qui sotto per esaminarli più in dettaglio o stampali direttamente.