Pour obtenir les meilleurs résultats, suivez les instructions ci-dessous lors de la conception et de l’impression des pièces avec Silicone 40A Resin. Consultez la section Comparaisons de modèles ci-dessous pour voir des exemples.
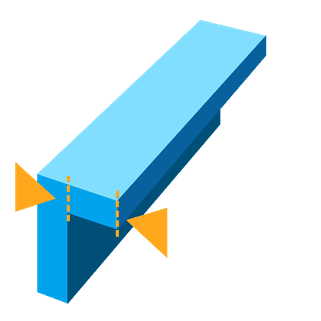
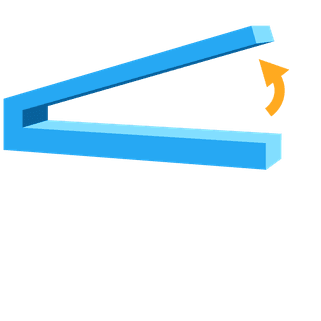
Zones d’expansion
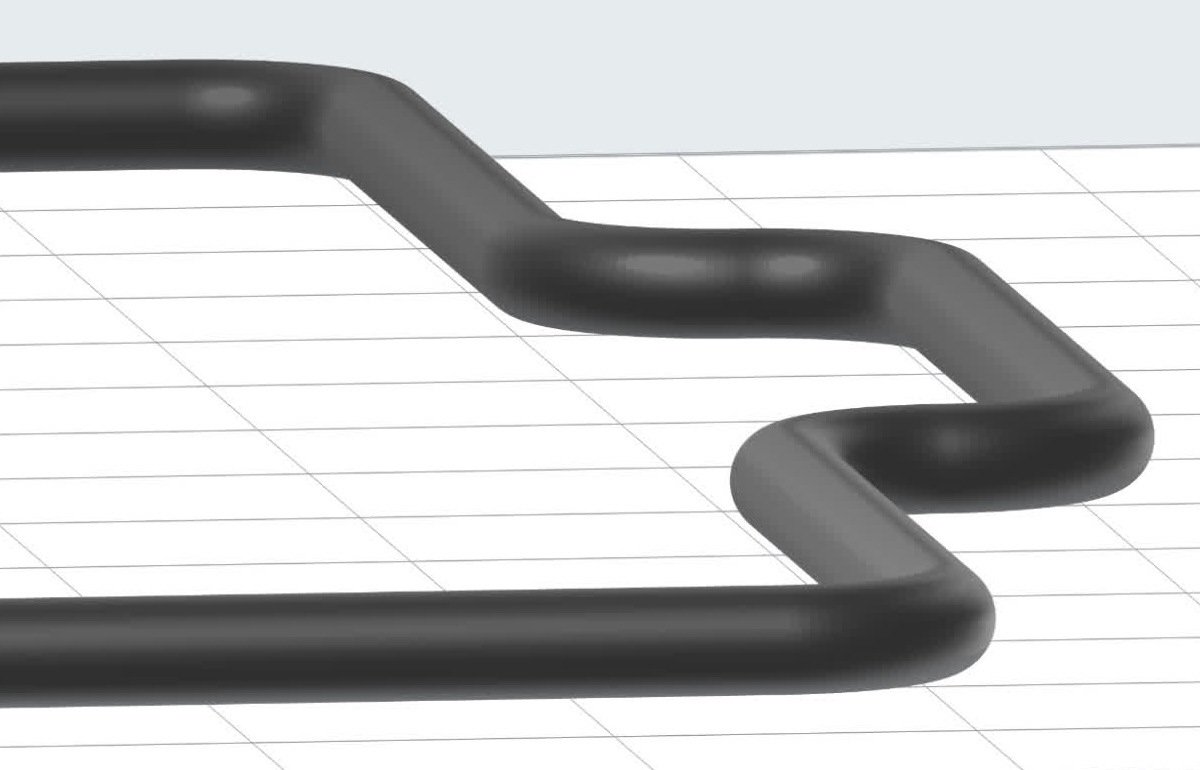
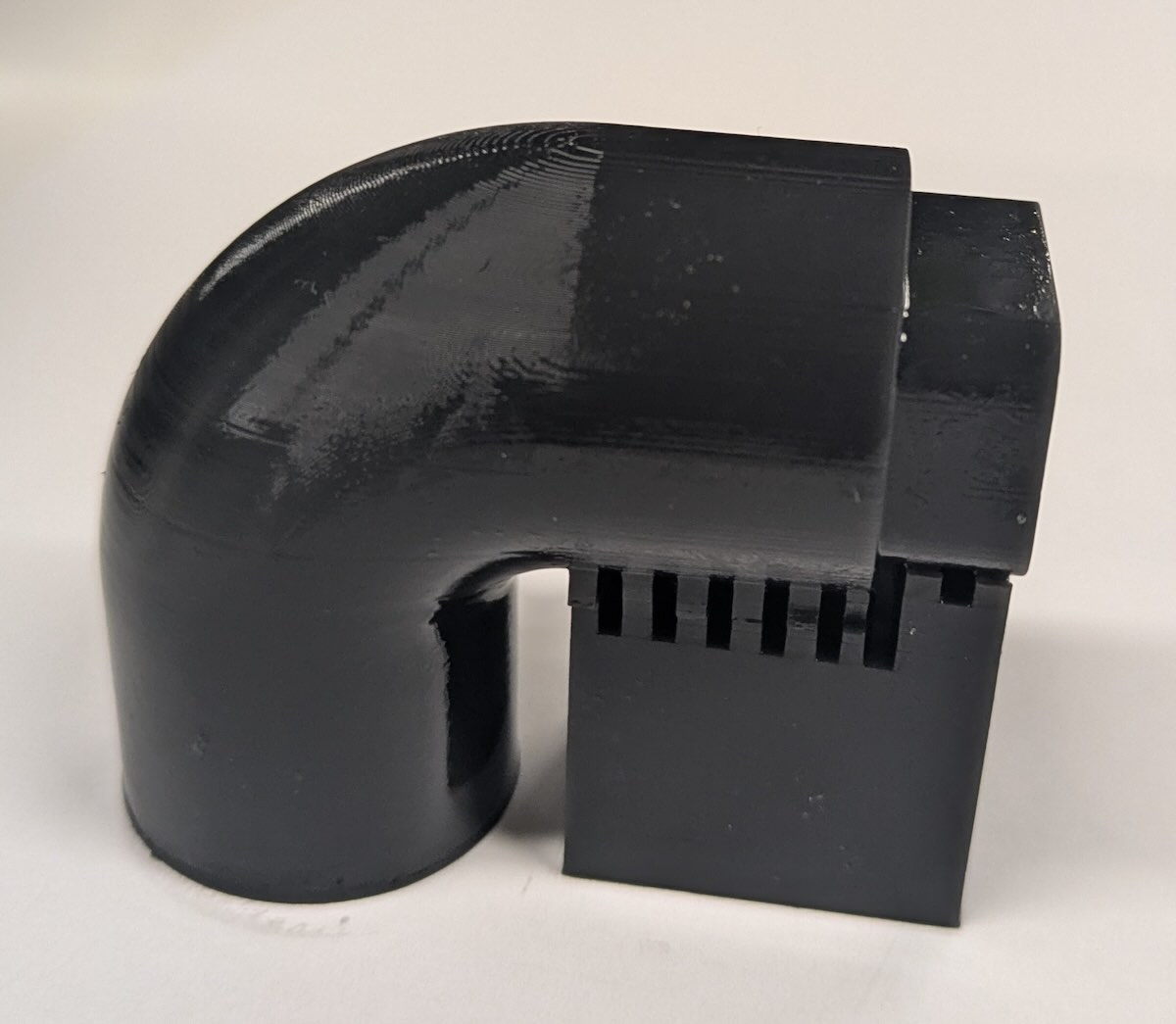
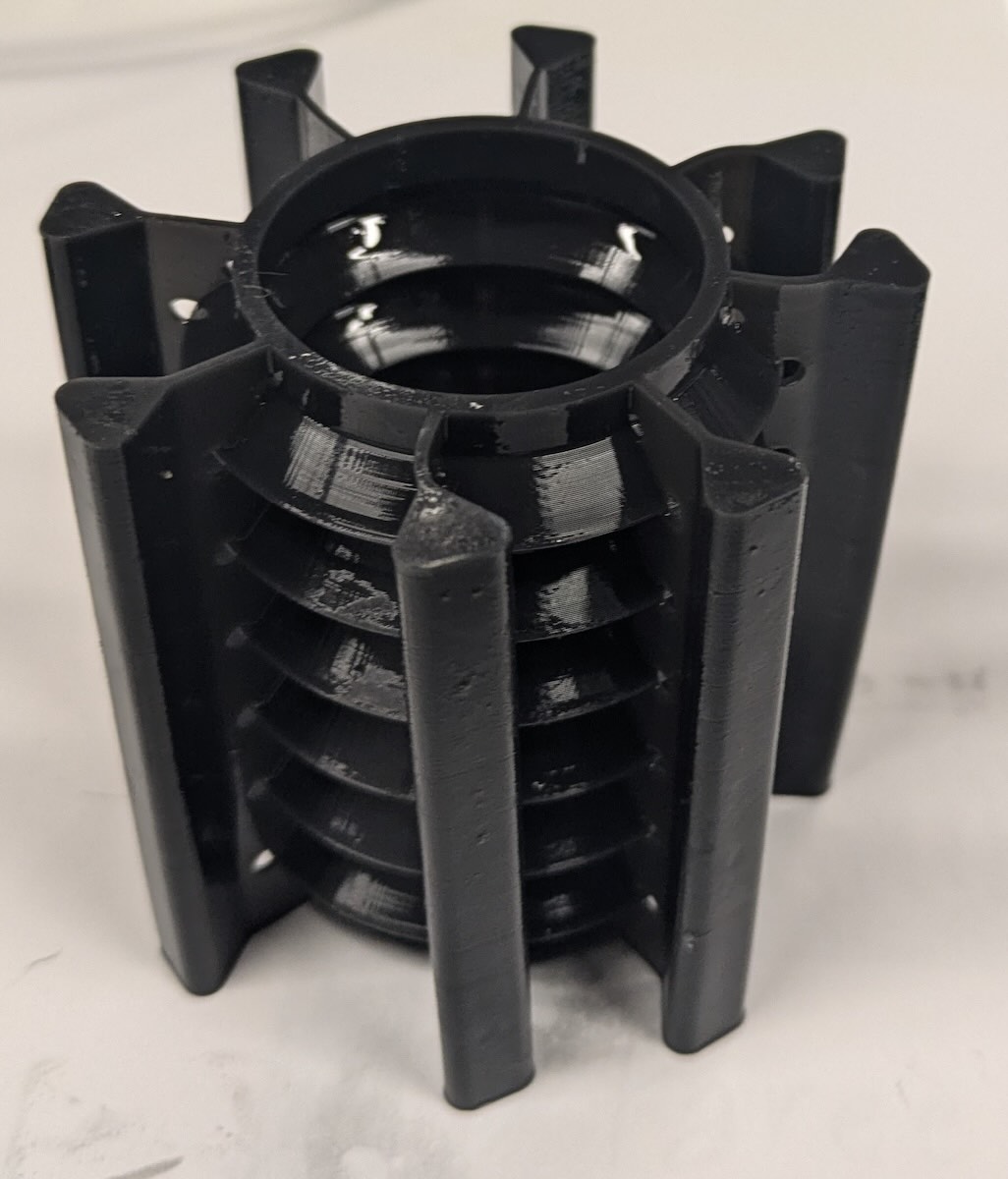
Dans la mesure du possible, évitez les orientations qui augmentent la surface de la section transversale du modèle au fur et à mesure de l’impression. Orientez la partie comportant les couches les plus larges le plus près de la plateforme de fabrication.
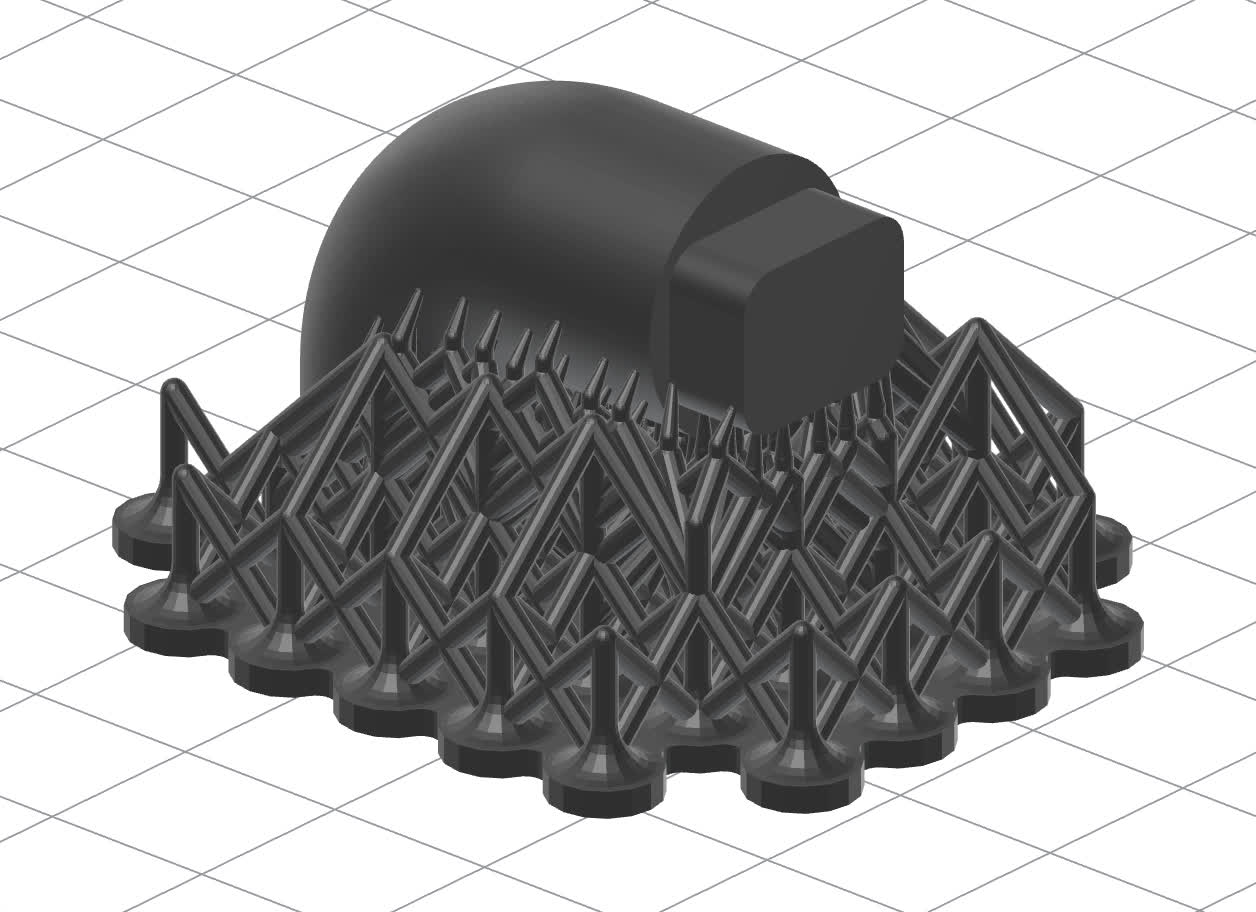
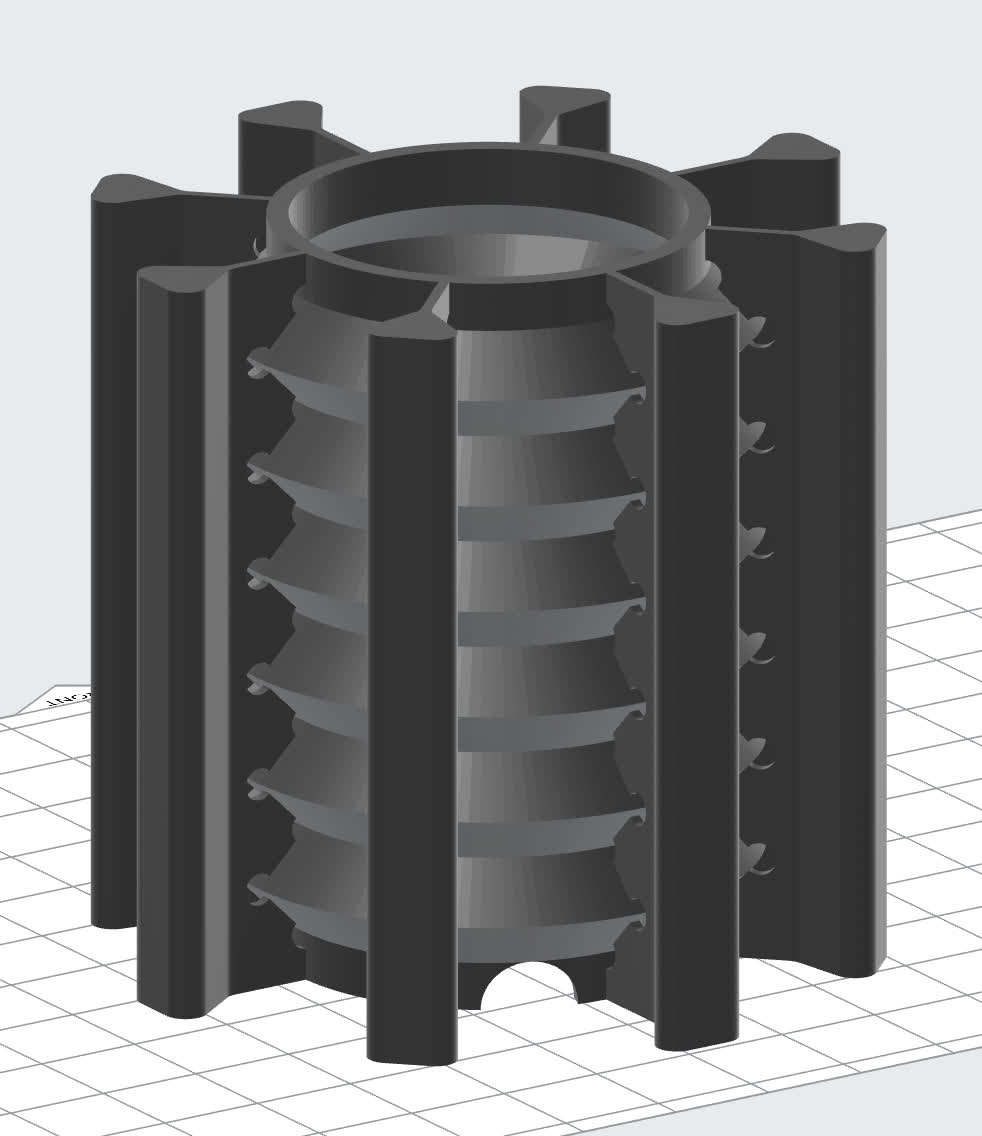
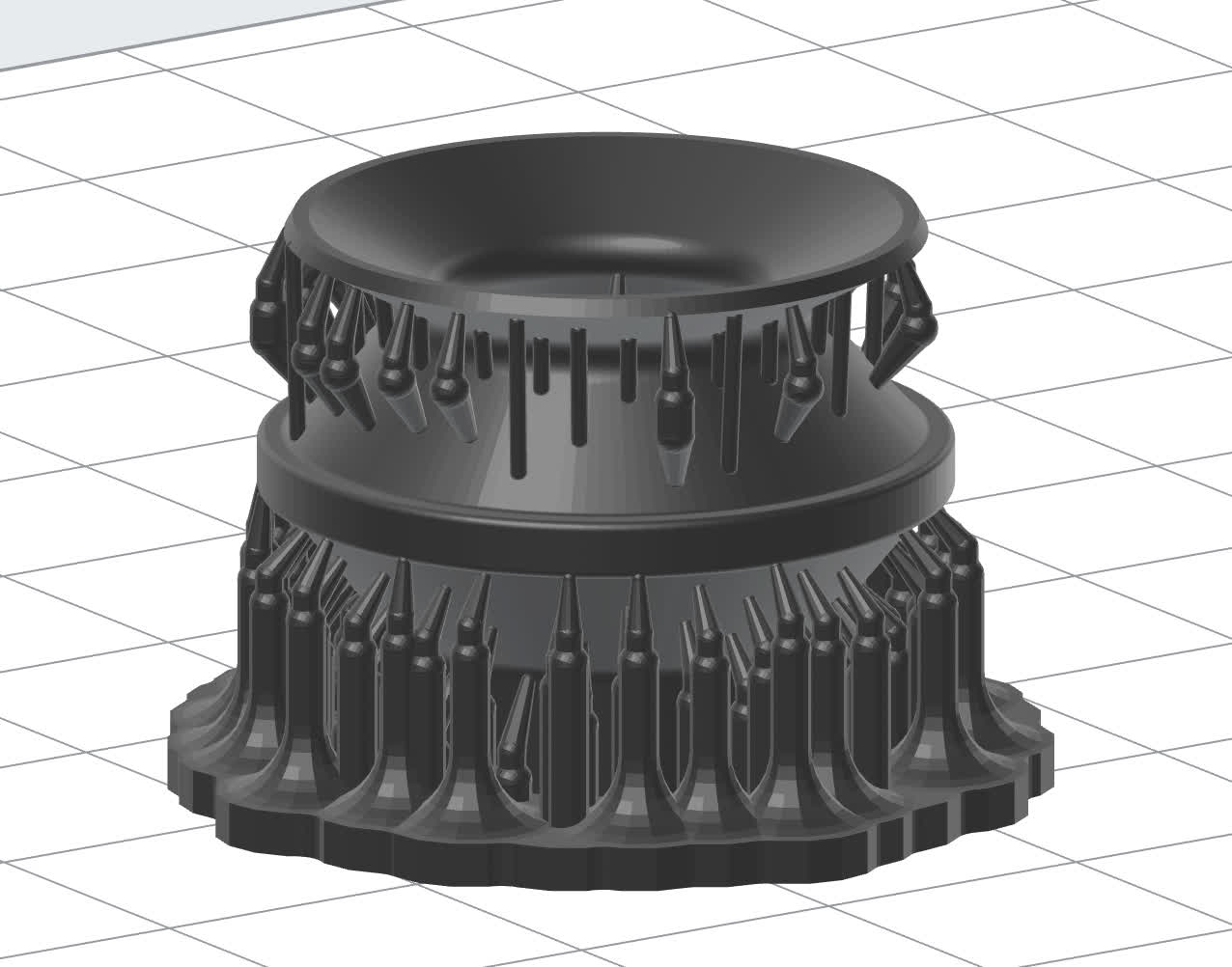
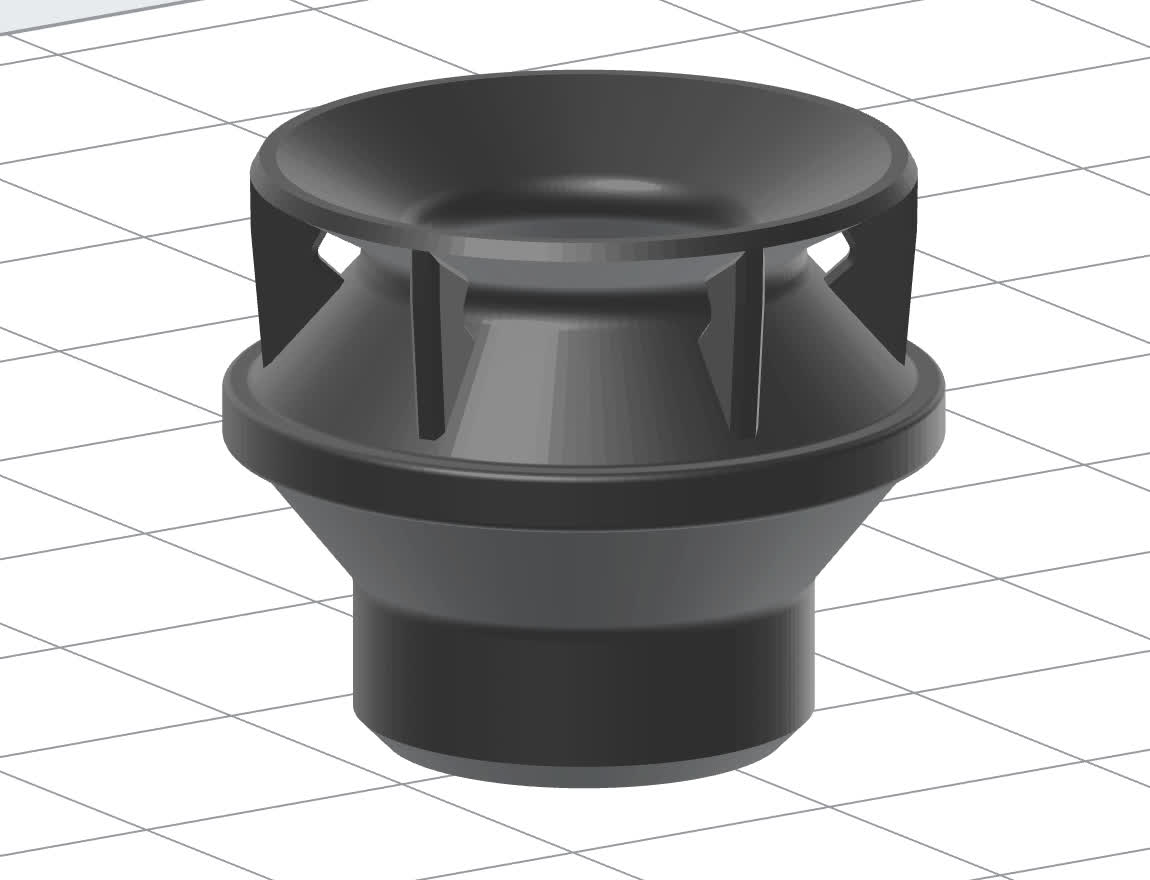
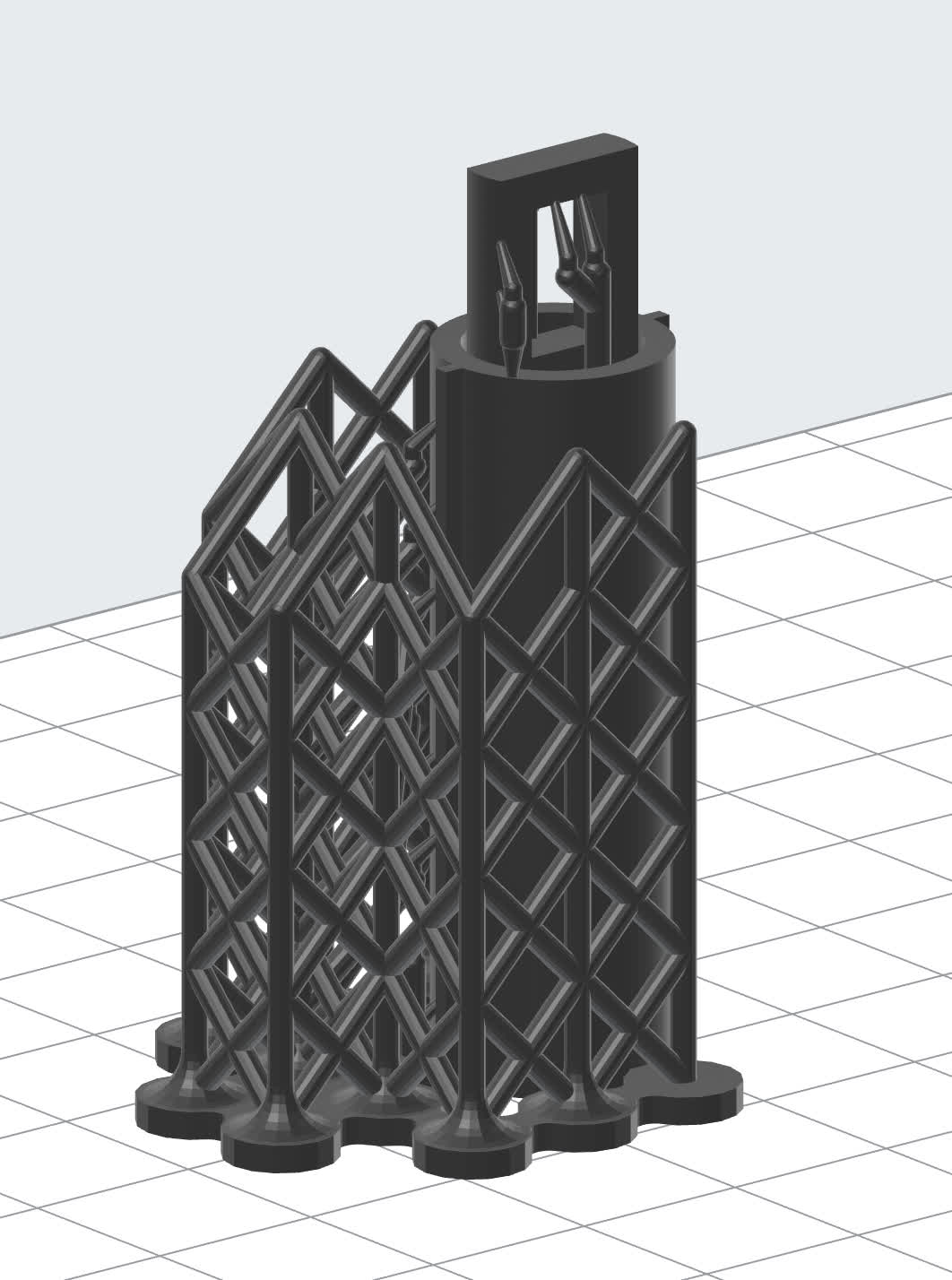
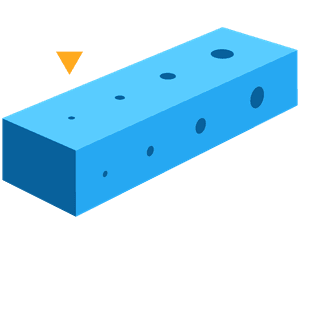
Supports détachables personnalisés
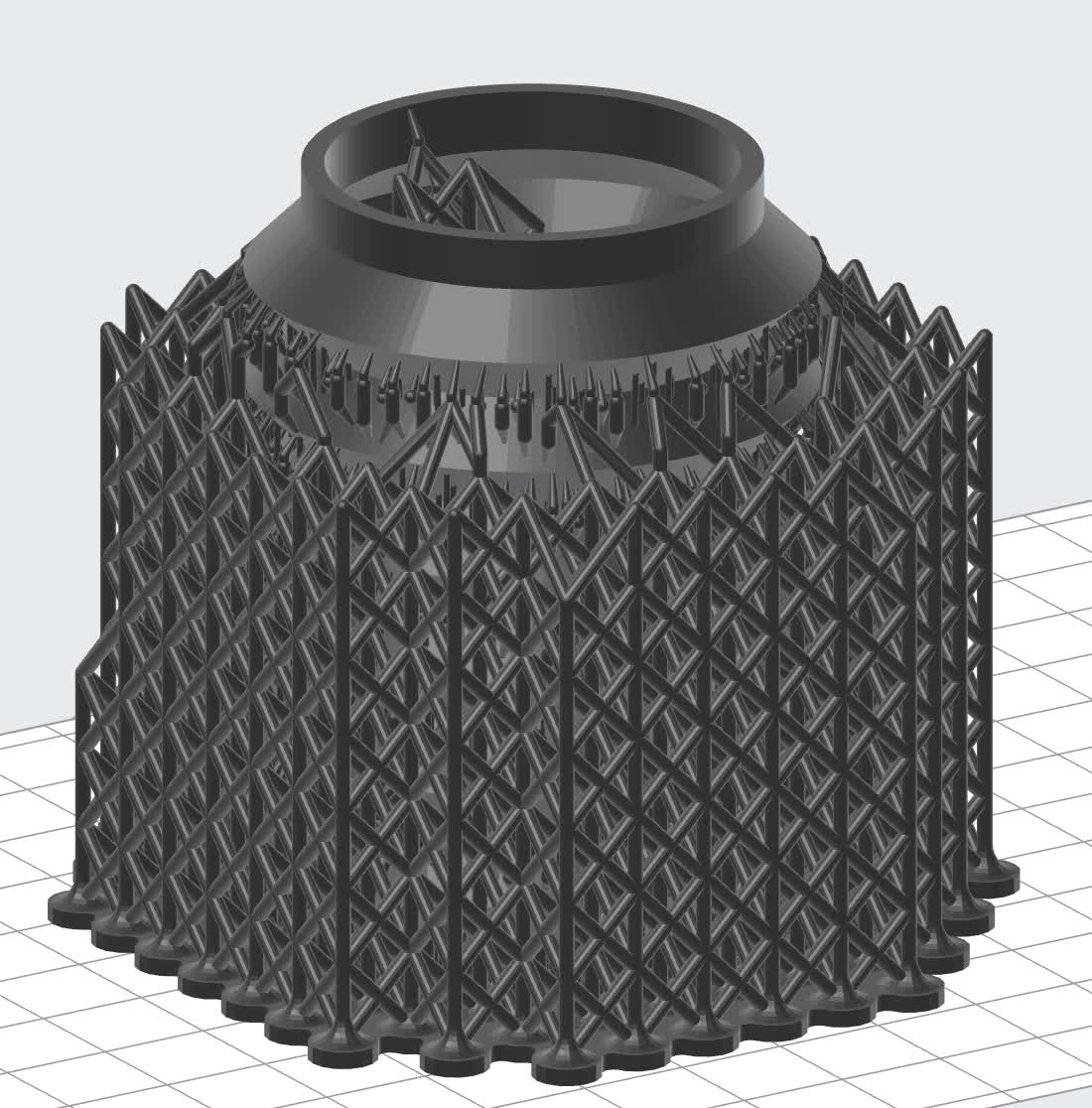
La conception de structures de support personnalisées dans le cadre de la géométrie du modèle peut améliorer la finition de la surface et la réussite de l’impression.
Parallélisme et propreté de la plateforme de fabrication
Entretenez votre imprimante et votre plateforme de fabrication pour réduire le nombre d’erreurs d’impression liées à la non-adhérence de la plateforme de fabrication.
- Réétalonnez et réglez les paramètres avancés de l’axe Z de votre imprimante pour corriger la non-adhérence.
- Après avoir lavé vos pièces imprimées et les avoir retirées de la plateforme de fabrication, vaporisez la plateforme de fabrication avec de l’alcool isopropylique et frottez-la avec du papier essuie-tout. Les résidus de silicone lavés et d’acétate de butyle peuvent réduire l’adhérence des impressions futures.
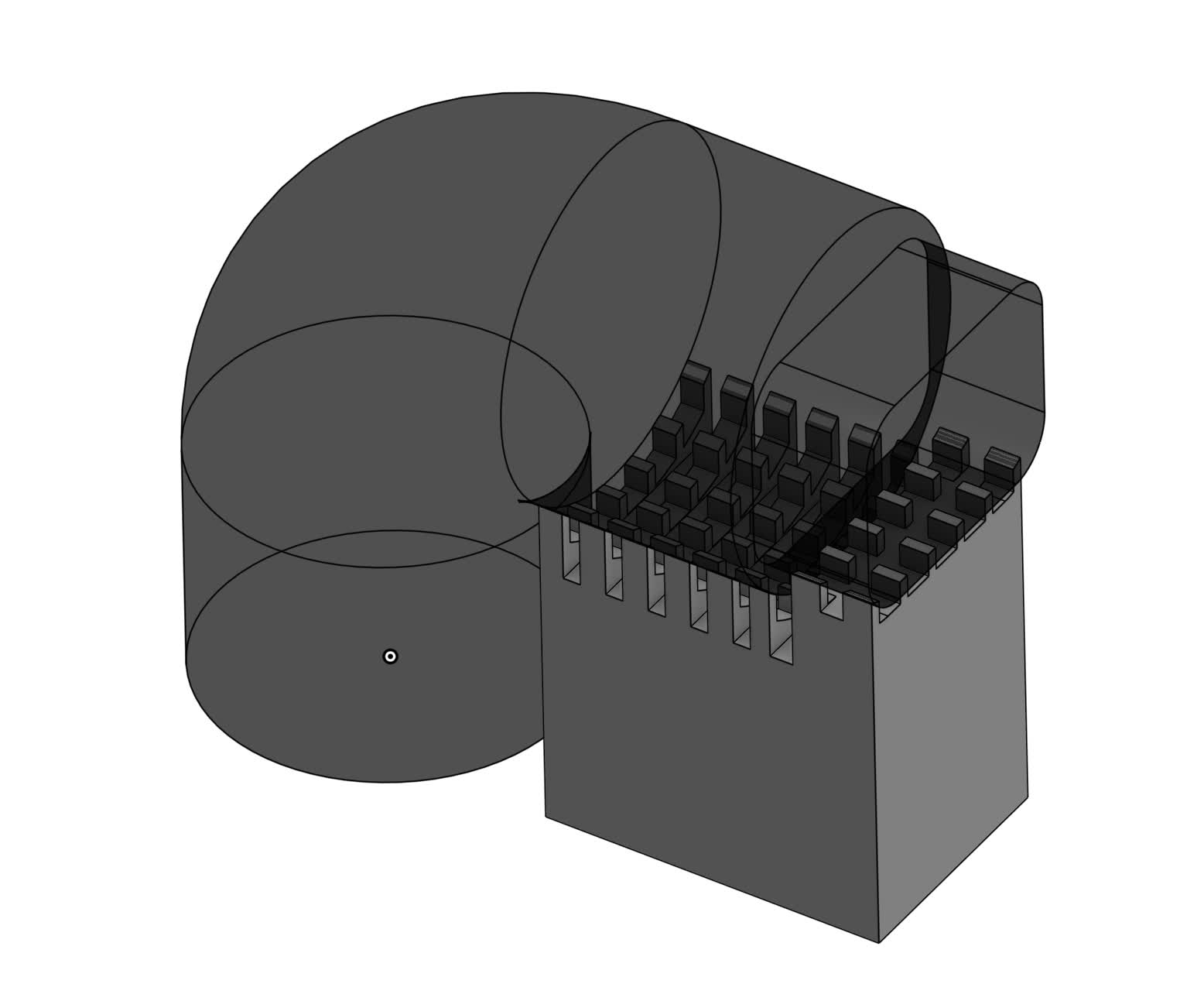
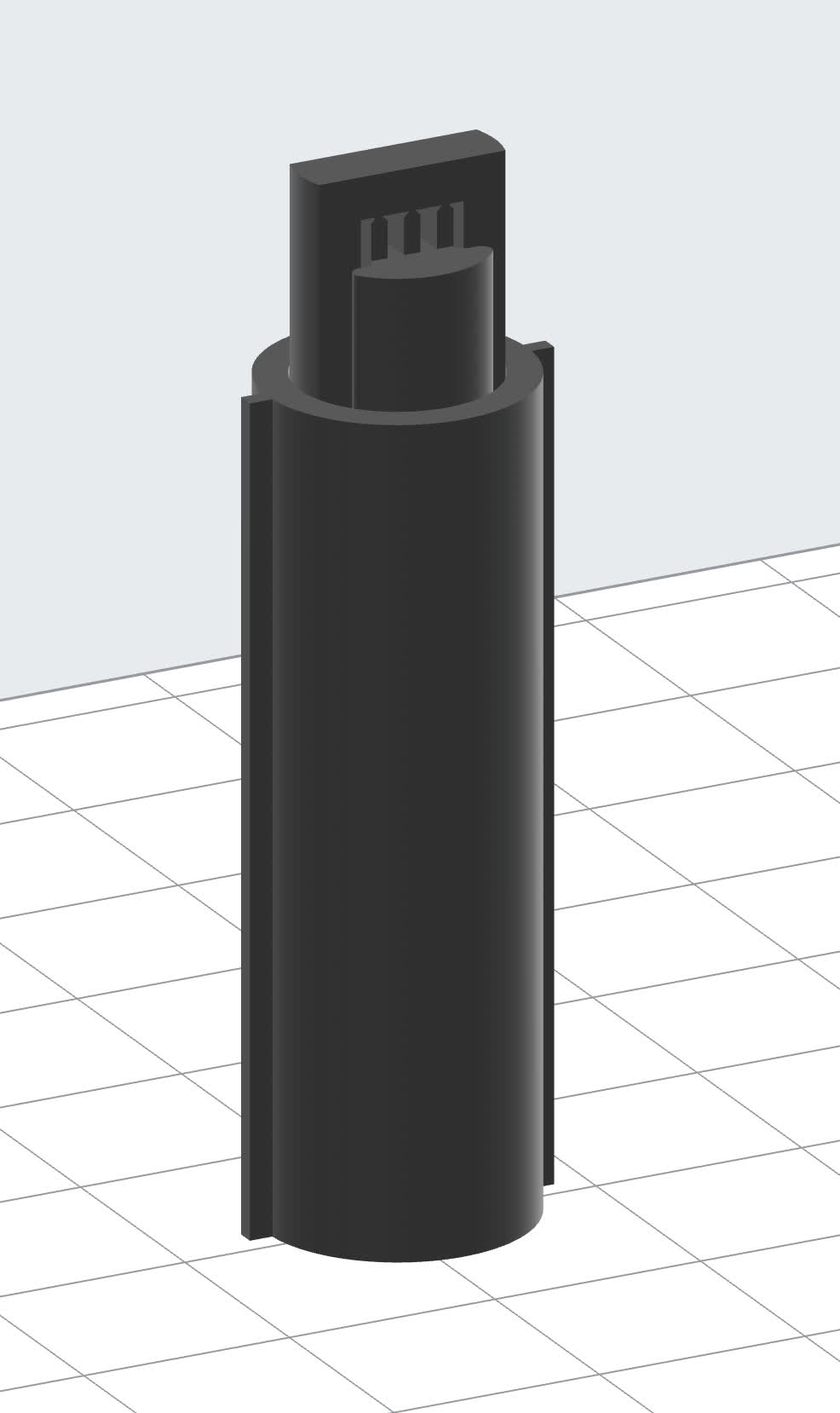
Impression sur la plateforme de fabrication avec des supports
L’impression sur la plateforme de fabrication donne au modèle une base solide et réduit le nombre de points de contact des supports nécessaires. Dans la mesure du possible, définissez le champ Raft Type (Type de base) sur None (Aucun) pour les modèles imprimés directement sur la plateforme de fabrication.
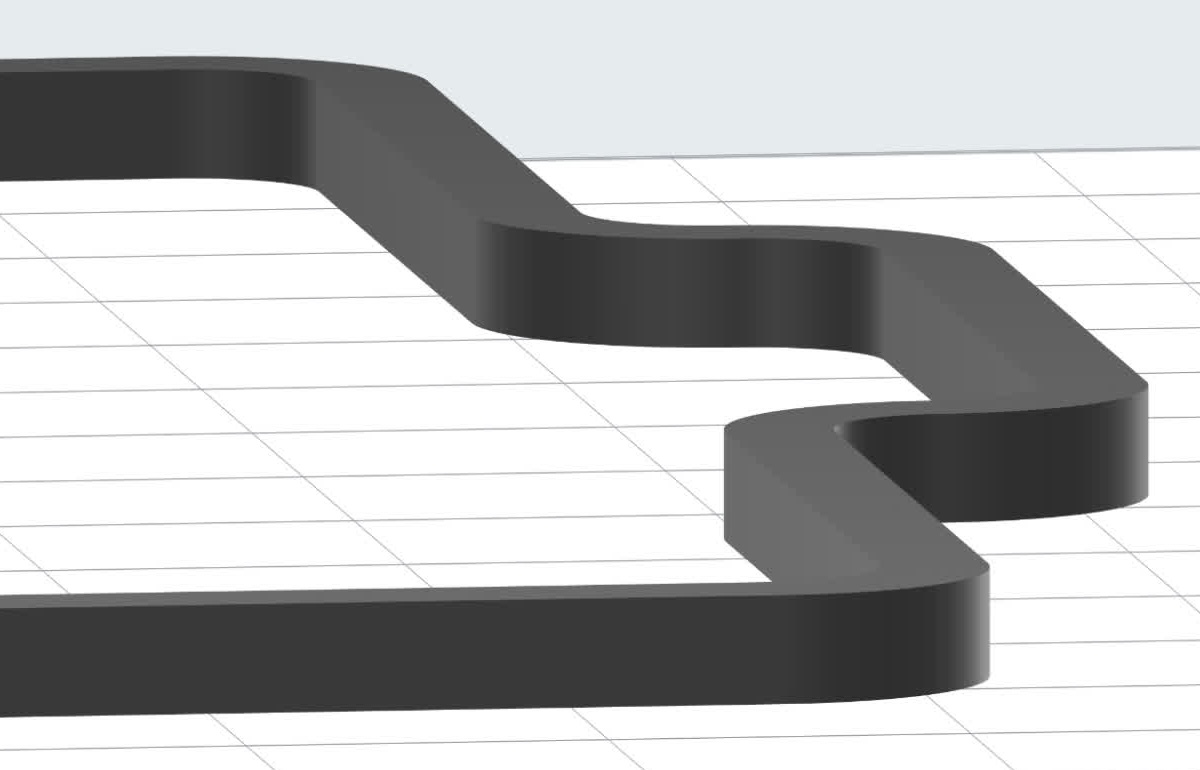
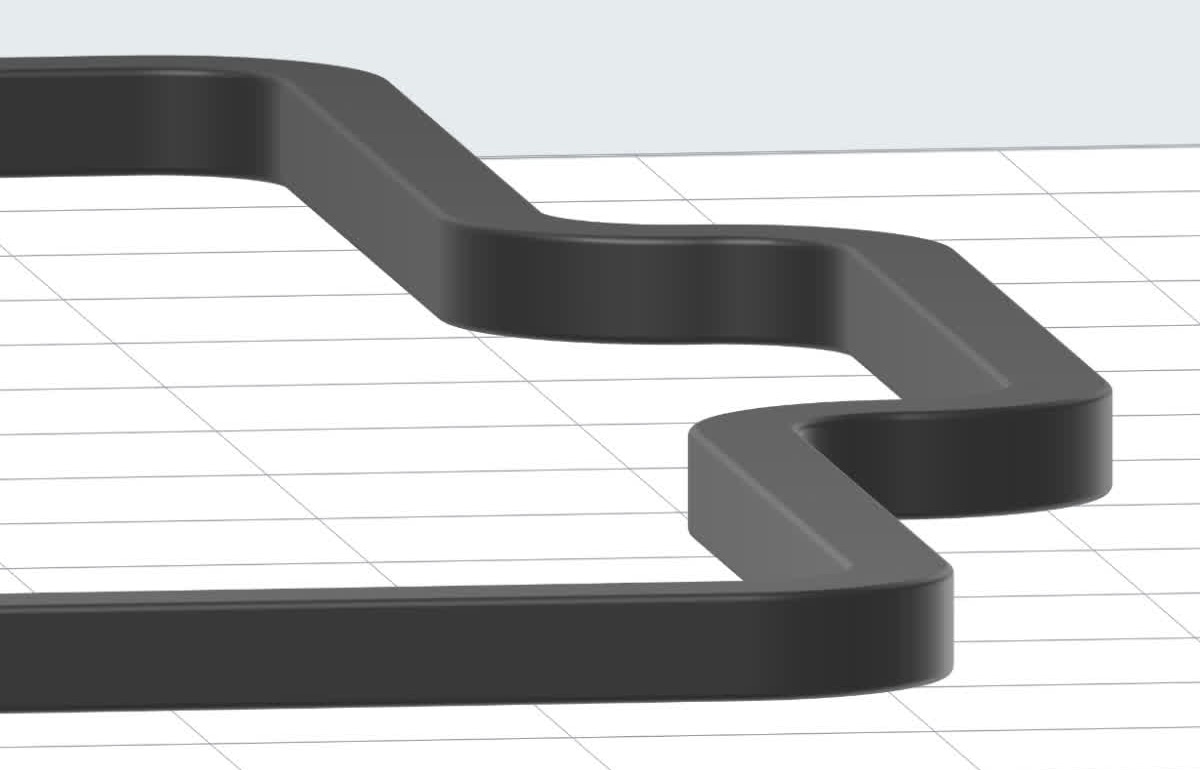
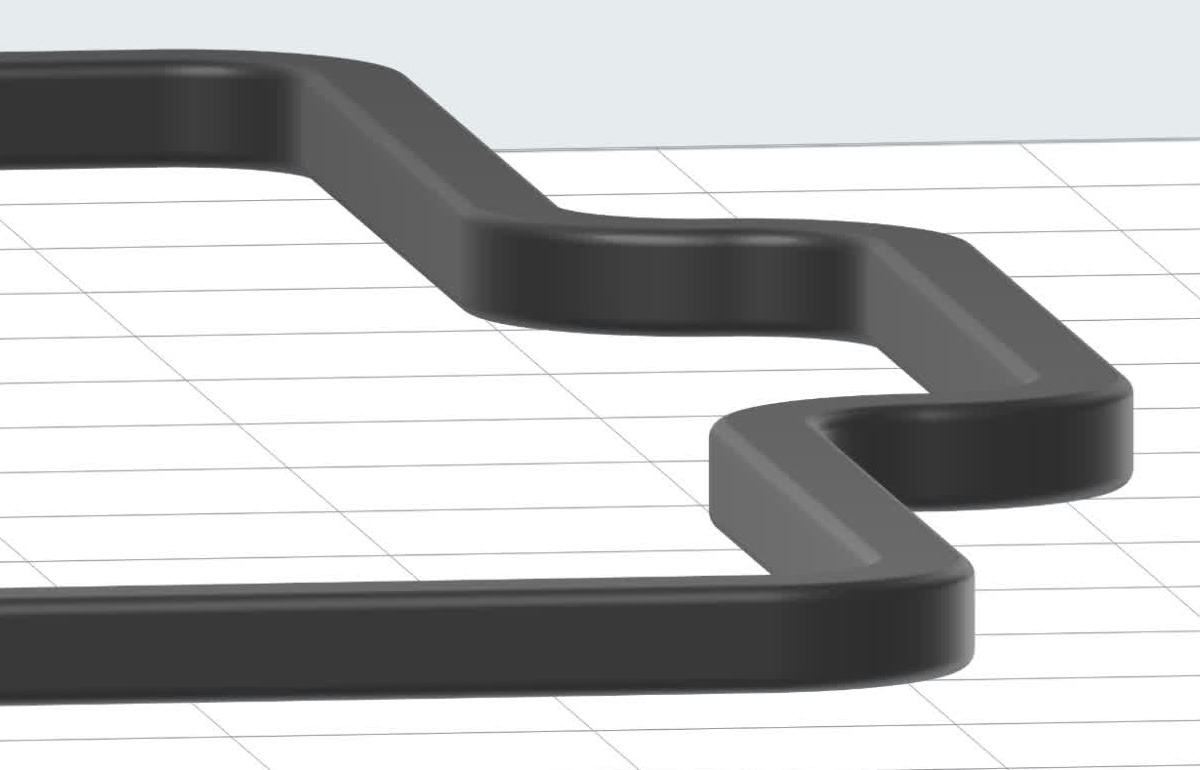
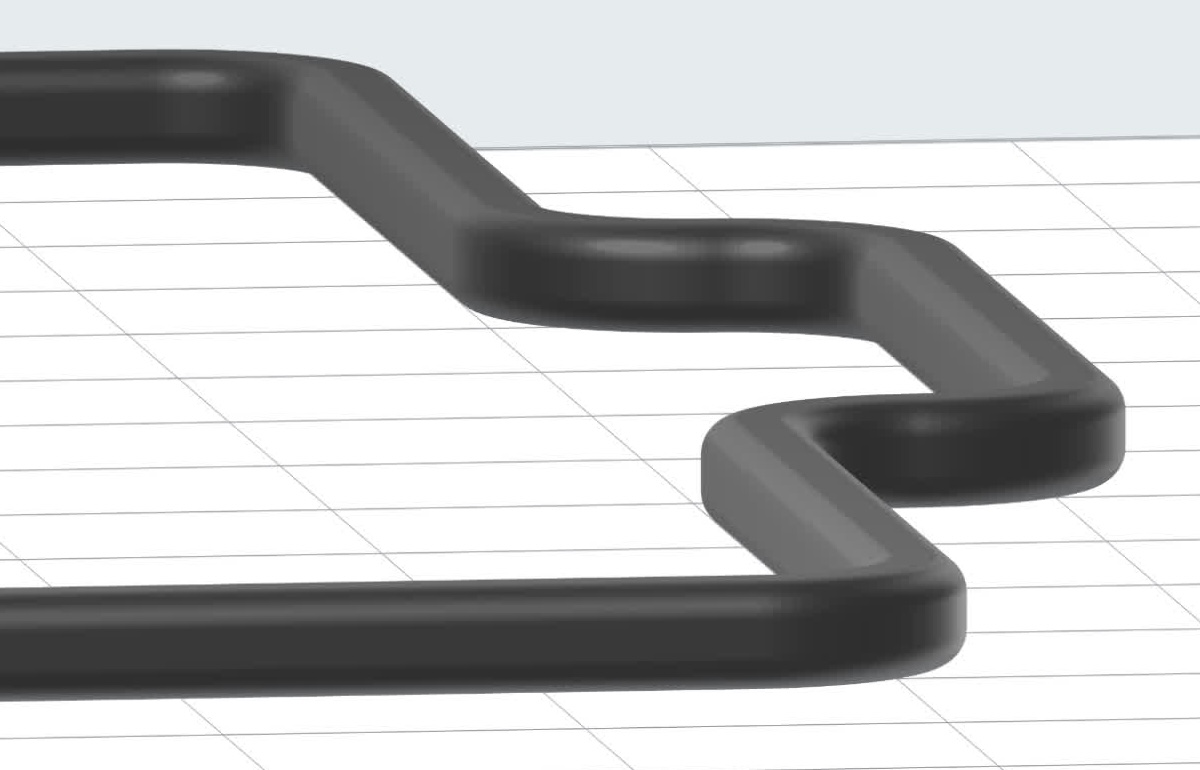
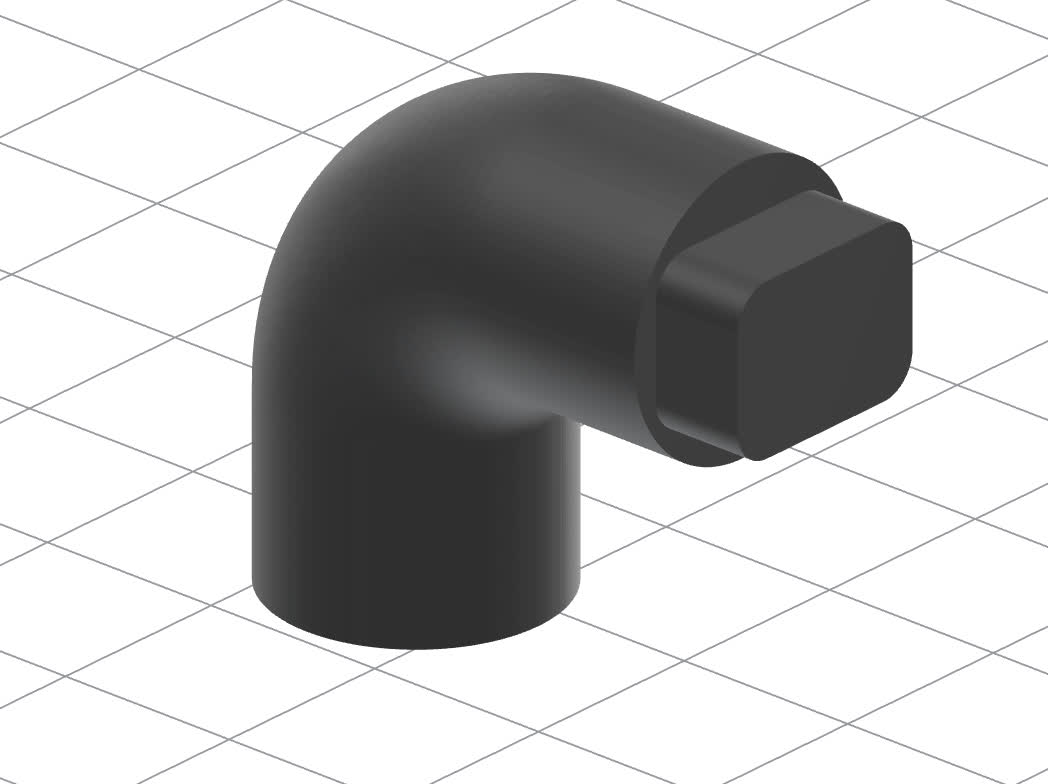
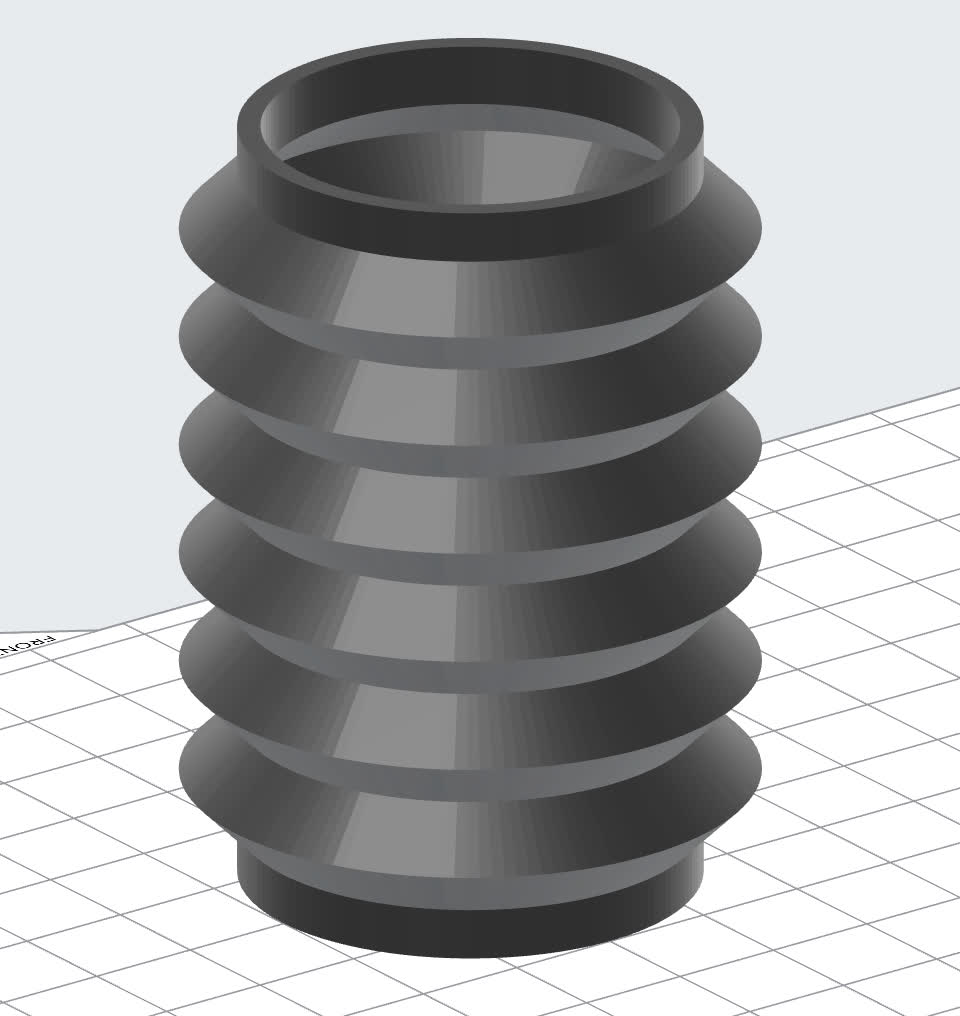
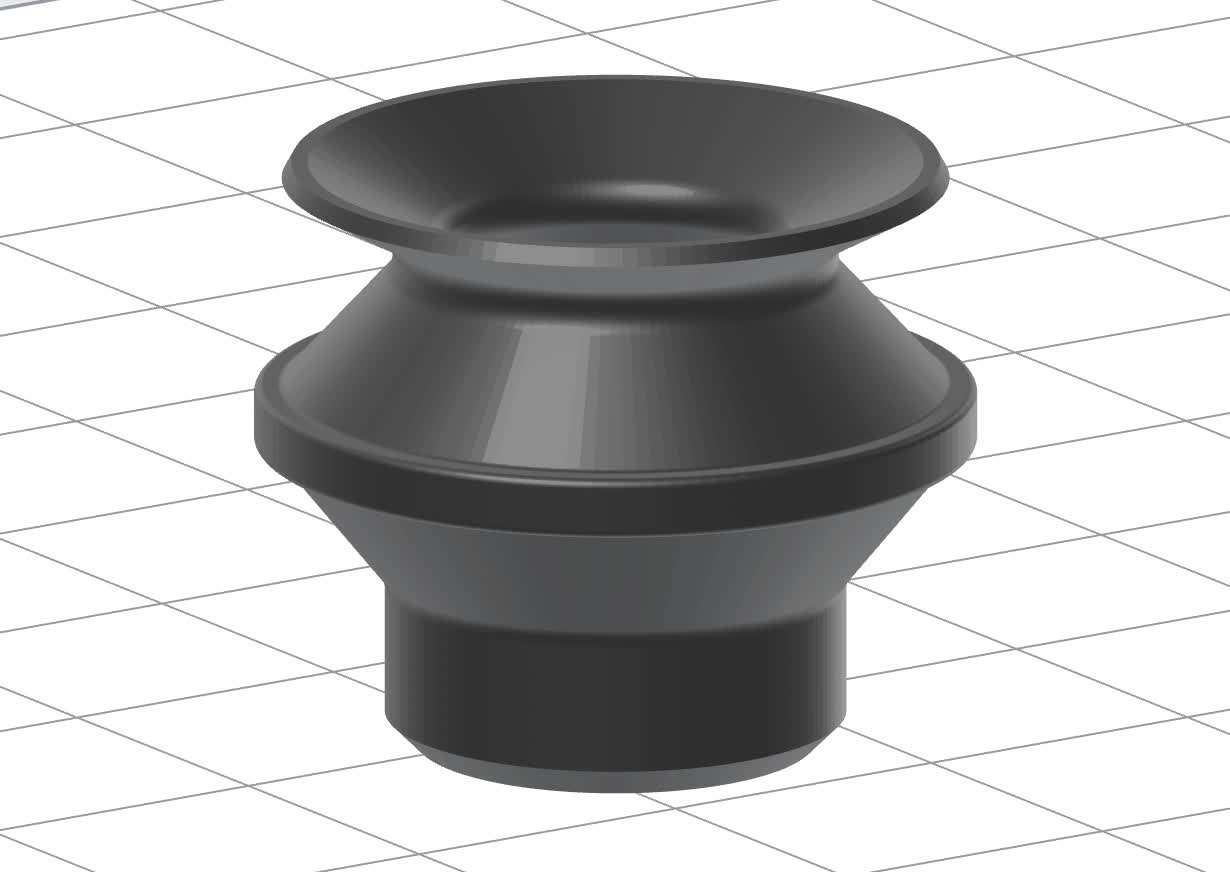
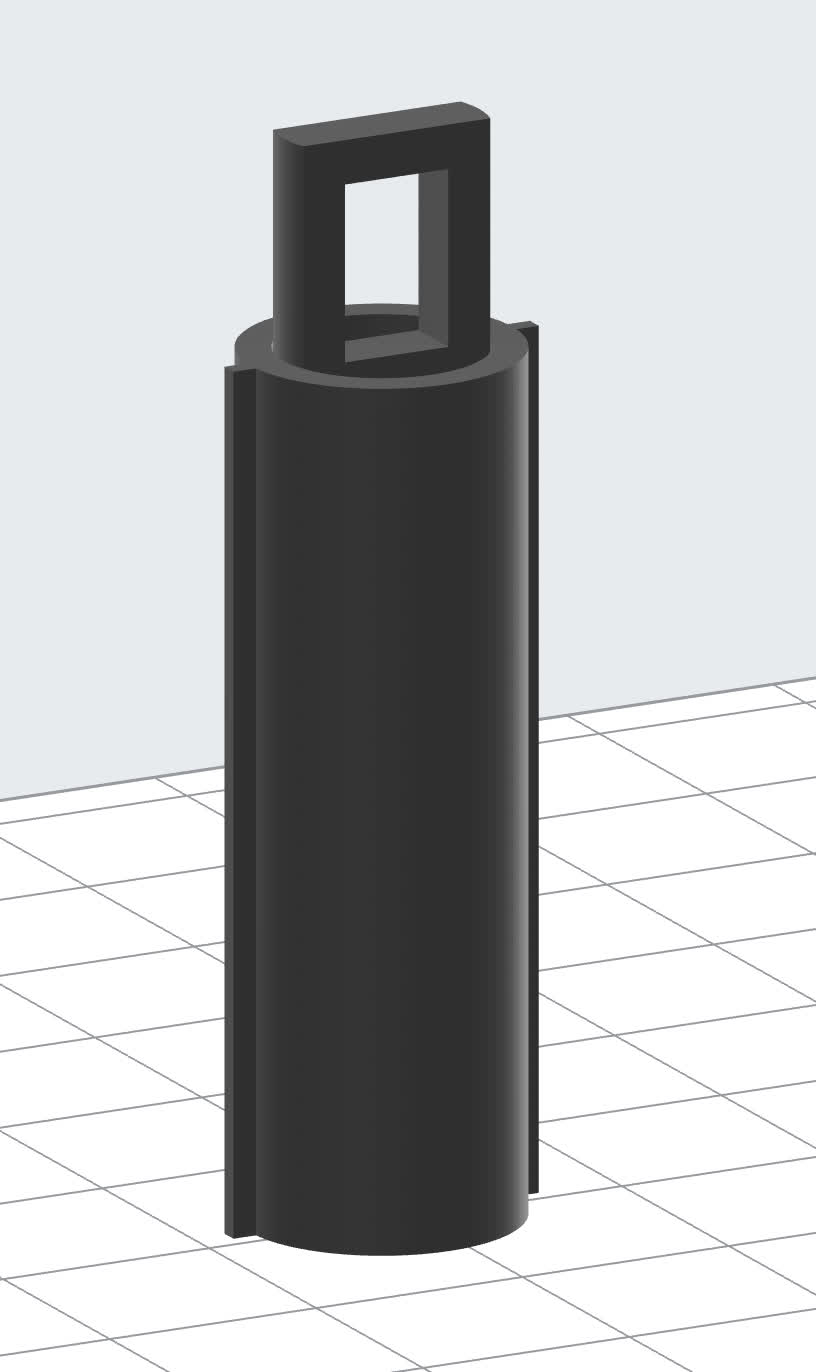
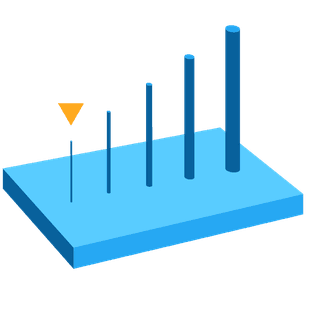
Profil des bords lors de l’impression sur la plateforme de fabrication
Lorsque vous imprimez directement sur la plateforme de fabrication, tenez compte du profil des bords de votre modèle. Les modèles sans rayon ou avec un petit rayon autour de leur base s’impriment plus sûrement que ceux avec un grand rayon. Téléchargez les modèles des exemples ci-dessous pour les examiner plus en détails ou imprimez-les vous-même.