Eyewear, from reading glasses, to safety goggles, to celebrity-endorsed sunglasses, are the rare example of a product that can be endlessly personalized in terms of both style and functionality. Eyewear manufacturers make adjustments on things as big as material choice or as small as micron-level differences in lens thickness.
As resolution, accuracy, material versatility, and finishing processes for 3D printing become more advanced, the technology presents a cost-effective method of designing and manufacturing eyewear.
In this guide, we’ll walk through design and material considerations, case studies of current manufacturers leveraging the power of 3D printing in the eyewear industry, and ROI calculations to help you build a business case.
Introduction: Advent of 3D Printed Glasses
The adoption of end-use 3D printed eyewear has increased significantly over the past five years, with small companies and larger brands alike taking advantage of the design freedom, small batch production capacity, and sustainability benefits that 3D printing provides.
Whether for workplace protection, functional performance, or fashion, 3D printing has seeped into the eyewear industry and changed the way designers and manufacturers think about production.
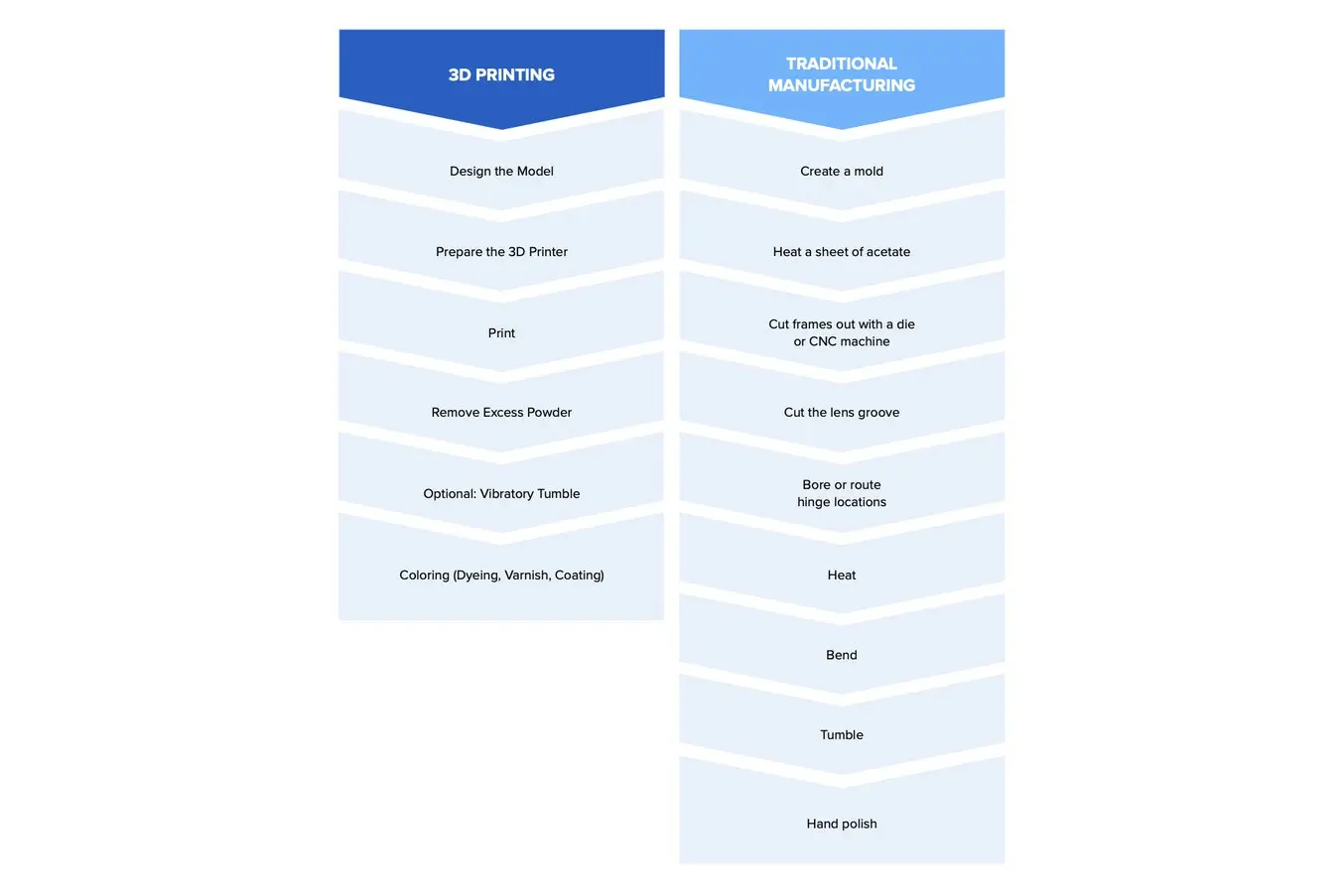
A major benefit of 3D printing can be found in the reduction of assembly steps during manufacturing, while maintaining a high level of product consistency and quality. Some eyewear manufacturers quote the production of acetate frames as taking as many as sixty individual steps.
3D printing offers a significant reduction in assembly complexity and associated labor, with the following basic process:
Selective laser sintering (SLS) 3D printing is the most common additive manufacturing technology for industrial applications, trusted by engineers and manufacturers across different industries for its ability to produce strong, functional parts.
SLS 3D printers use a high-powered laser to fuse small particles of polymer powder. The unfused powder supports the part during printing and eliminates the need for dedicated support structures. This makes SLS ideal for complex geometries, including interior features, undercuts, thin walls, and negative features. Parts produced with SLS printing have excellent mechanical characteristics, with strength resembling that of injection-molded parts, which makes the process ideal for producing 3D printed eyewear.
Continue reading to learn how 3D printing can increase speed to market, reduce labor, and eliminate the need for minimum order quantities (MOQs) for eyewear frames and temples.
Why 3D Print Glasses and Eyewear?
Manufacturing Sustainability
Current eyewear frame production is primarily accomplished through injection molding, die cutting, or precision CNC milling, forcing manufacturers to invest in significant mold and equipment costs. Outsourcing production of molds or machined parts can take weeks and cost thousands of dollars. To justify the expense, the manufacturer has to commit to extremely high
quantities of the product which can result in lower profits and high volumes of unsellable stock.
This system is unsustainable both financially and environmentally. 3D printing allows companies to own their manufacturing with no mold investment, lowering the risk of starting a new product line substantially. In-house 3D printing frees manufacturers from high MOQ requirements and commitments to unpopular product designs by enabling the production of small, on-demand batches with no upfront molding costs.
Most pieces of eyewear today are created through injection molding or a subtractive process where acetate is cut into the designated shape. The cutting process takes large sheets of acetate and cuts away the frame shape, leaving all resulting material as waste.

A traditional acetate frame created by a cutting process. Source: Visio Optical
Comparatively, 3D printing is an additive process, meaning that parts are created layer by layer from a base supply of material. With the Formlabs SLS ecosystem, unused powder material can be recycled to be reused in the next print, resulting in little to no wasted material.

Nylon 11 Powder 3D printed frames being extracted from the powder cake in the Fuse Sift.
The small footprint and affordable price point of the Fuse Series SLS ecosystem allows manufacturers to purchase multiple machines for multiple locations, thus distributing production capacity to regions that are physically close to consumers, and reducing the reliance on overseas production that can be slowed by global supply chain complications. Having distributed production also reduces the negative environmental impact associated with overproduction and shipping.
Design Freedom
Unlike other polymer 3D printing technologies, parts produced through SLS 3D printing do not require support structures, as they are supported by the surrounding powder bed. With no support structures, sprues, or restrictions on draft angles and undercuts common in traditional molding or cutting processes, SLS 3D printing offers almost unlimited design freedom, enabling advanced designs that were previously too costly or even impossible to produce.
Manufacturing restrictions no longer prevent product designers from creating the most functional, best fitting, and most fashionable designs. 3D printed eyewear enables responsiveness to consumer trends faster than ever before, allowing brands to capture new and emerging market segments.

A complex 3D printed temple design that would be hard or impossible to produce efficiently with traditional tools.
Customization and Personalization
Similarly, with no tooling requirements or minimum order quantities, product personalization is finally within reach, enabling custom sizing and design choices to provide customers with a completely unique or better-fitting product.
3D printing is already being used to enable product customization in fields from orthotics, to action figures, to audiology, typically finding the most success when consumers feel the product is truly elevated to be more functional or more personally appealing. With the wide variety of ages, ethnicities, and facial features in the world today, product designers are being forced away from a “one size fits all” mentality, and further into a world of personalization.
“With 3D printing, I can do it immediately. If you are familiar with CAD design, you can easily make adjustments to the 3D model, upload it to the software, and print it directly. When it comes to milling, on the other hand, I would always need an individual and expensive tool development to hold the elements in the machine."
Marcus Marienfeld, Eyewear Designer and Manufacturer

Swiss eyewear manufacturer Marcus Marienfeld utilizes the Fuse 1+ 30W SLS 3D printer to produce end-use 3D printed eyewear, including custom-made products.
How to Manufacture 3D Printed Glasses
Design
Creating end-use eyewear with 3D printing offers unique benefits and challenges. In this section, we will cover part texture, hinge options, designing unmoldable geometries, and customization.

3D printed in Nylon 12 Powder, these frames are dyed black and maroon in a water bath.
Texture
Additively manufactured parts are formed layer by layer, meaning that some surfaces may have visible layer lines. Layer lines can be mitigated through part orientation optimization, part design, and additional post-processing to smoothen the surface. Adding embossed or debossed texture to the surface of frames and temples is a well-known strategy to mask layer lines on end-use 3D printed goods.
Formlabs recommends a minimum 0.35 mm high emboss and 0.15 mm deep deboss to ensure sufficient masking of any layer lines. Finally, part layer lines can be used as a tool to increase grip and friction, preventing slippage on the face.
Hinge Options
3D printed eyewear hinges can be achieved in four main ways:
- Traditional screws
- Heat set inserts
- Snap-fit
- Print-in-place hinges
Hinge threads can be added to the design of 3D printed parts, but traditional eyewear screw threads are typically too small to resolve consistently. Stick to thread sizes of at least ¼”–20 (imperial) or M6 (metric) or larger.

Eyewear assembled with a printed thread and metal screw.
Nylon 11 Powder, Nylon 12 Powder, and Nylon 12 White Powder allow for the use of heat-set inserts and tapped threads, which can be longer lasting and more durable than other options. Read the step-by-step guide here.
Lastly, due to the lack of support structures, SLS 3D printing enables the use of print-in-place geometries. Frames can be designed and printed with temples already attached, with no further assembly required. Formlabs recommends 0.3 mm of clearance on features less than 20 mm2, and 0.6 mm of clearance on features greater than 20 mm2. Read the entire SLS design guide here.
Unmoldable Geometries

Nylon 11 Powder temples designed with latticing options in nTopology software.

Eyewear frames and temples printed on the Fuse 1+ 30W printer, designed and manufactured by Alvaro Planchart.
Seen mainly in more fashion-forward applications, 3D printing has allowed designers to create unmoldable and uncuttable eyewear designs. Unmoldable geometries, such as the temples in the image above, can tap into new realms of user expression, or alternatively, can allow for the extreme lightweighting of components to improve user comfort.
3D Printing
3D Printer for Eyewear
The Fuse Series SLS ecosystem offers an accessible and scalable production solution for eyewear, due to its reliable hardware, industrial-grade materials, and intuitive user interface. The sections below will cover tips and tricks specific to producing eyewear with SLS 3D printing.

The Fuse Series SLS ecosystem is comprised of the Fuse 1+ 30W printer, Fuse Sift powder recovery station, and automated Fuse Blast media blasting and polishing solution.

Request a Free SLS Sample Part
See and feel Formlabs quality firsthand. We’ll ship a free SLS sample part printed on the Fuse 1+ 30W to your office.
Materials for 3D Printing Glasses Frames
The Fuse Series offers three material candidates sufficient for eyewear production: Nylon 11 Powder, Nylon 12 Powder, and Nylon 12 White Powder. These three materials are thermoplastics, just like acetate, meaning that opticians can heat the frames and temples to better fit the face after printing.
When comparing functional performance against acetate, TR90, and polycarbonate, all three SLS materials are extremely comparable, with Nylon 11 Powder being preferred by some customers due to its superior elongation at break and sustainability benefits.
| Cellulose Acetate | Grilamid TR90** | Nylon 11 Powder | Nylon 12 Powder | Nylon 12 White Powder | |
|---|---|---|---|---|---|
| Ultimate Tensile Strength | 30 MPa | 60 MPa | 49 MPa | 50 MPa | 47 MPa |
| Tensile Modulus | 1700 MPa | 1500 MPa | 1600 MPa | 1850 MPa | 1950 MPa |
| Elongation at Break | 30% | 50% | 40% | 11% | 8% |
| Flexural Strength | 40 MPa | N/A | 55 MPa | 66 MPa | 56 MPa |
In real-world functional testing, Nylon 11 Powder has demonstrated impressive ductility and impact strength:
Additional environmental and material properties should be considered when creating a long- lasting, sustainable product that will be exposed to the elements.
| Cellulose Acetate* | Grilamid TR90** | Nylon 11 Powder | Nylon 12 Powder | Nylon 12 White Powder | |
|---|---|---|---|---|---|
| ISO 10993-10:2010/(R)2014, Tests for Irritation and Skin Safety | Not an irritant | Not an irritant | Not an irritant | Not an irritant | Not an irritant |
| Bio-Based Content | >50% bio-based | N/A | 100% bio-based | N/A | N/A |
| Density | 1.3 g/cm3 | 1.0 g/cm3 | 1.0 g/cm3 | 0.99 g/cm3 | 0.95 g/cm³ |
| Water Absorption | 2.3% | 3% | 0.07% | 0.66% | 1.40% |
| Solvent Compatibility, Salt Water (3 .5% NaCL), 24-HR Weight Gain | N/A | N/A | 0.1% | 0.2% | 0.1% |
| Heat Deflection Temperature (HDT) @ 0 .45MPa | 75°C/170°F | 100°C/212°F | 182°C/360°F | 171°C/340°F | 177°C/350°F |
| Flammability, UL 94 Section 7 | N/A | HB | HB | HB | HB |
*Source: https://www.makeitfrom.com/material-properties/High-Plasticizer-CA
**Source: https://www.picoplast.nl/uploads/bab8c3f16780cb5b51b67be4baece673Grilamid%20TR90%20LX%20-%20MDS%20-%20EN.pdf
Due to their lower densities, low water absorption, and high heat and flammability resistance, Nylon 11 Powder, Nylon 12 Powder, and Nylon 12 White Powder can be considered for more functional applications, such as protective eyewear on the factory floor or for in-field use, enabling the creation of lightweight frames that can withstand intense environmental conditions.
Lastly, the Formlabs Nylon 11 Powder is a 100% bio-based renewable material, as it is sourced from sustainable castor beans, offering a more eco-friendly option than some petroleum-derived plastics. Compared to Nylon 12 Powder, Nylon 11 Powder offers a 60% reduction in carbon impact. To request a full Life Cycle Analysis (LCA) report for Nylon 11 Powder, contact Formlabs.
Surface Finish
Surface finish is highly dependent on model design, and different orientations will yield varying surface finishes. Formlabs has conducted extensive part orientation testing, finding that a 45-degree frame print orientation in Nylon 11 Powder, Nylon 12 Powder, and Nylon 12 White Powder results in the most optimal aesthetic surface finish on an example round frame design. Whichever side of the part is facing towards the bottom of the build chamber will have a slightly smoother surface finish.
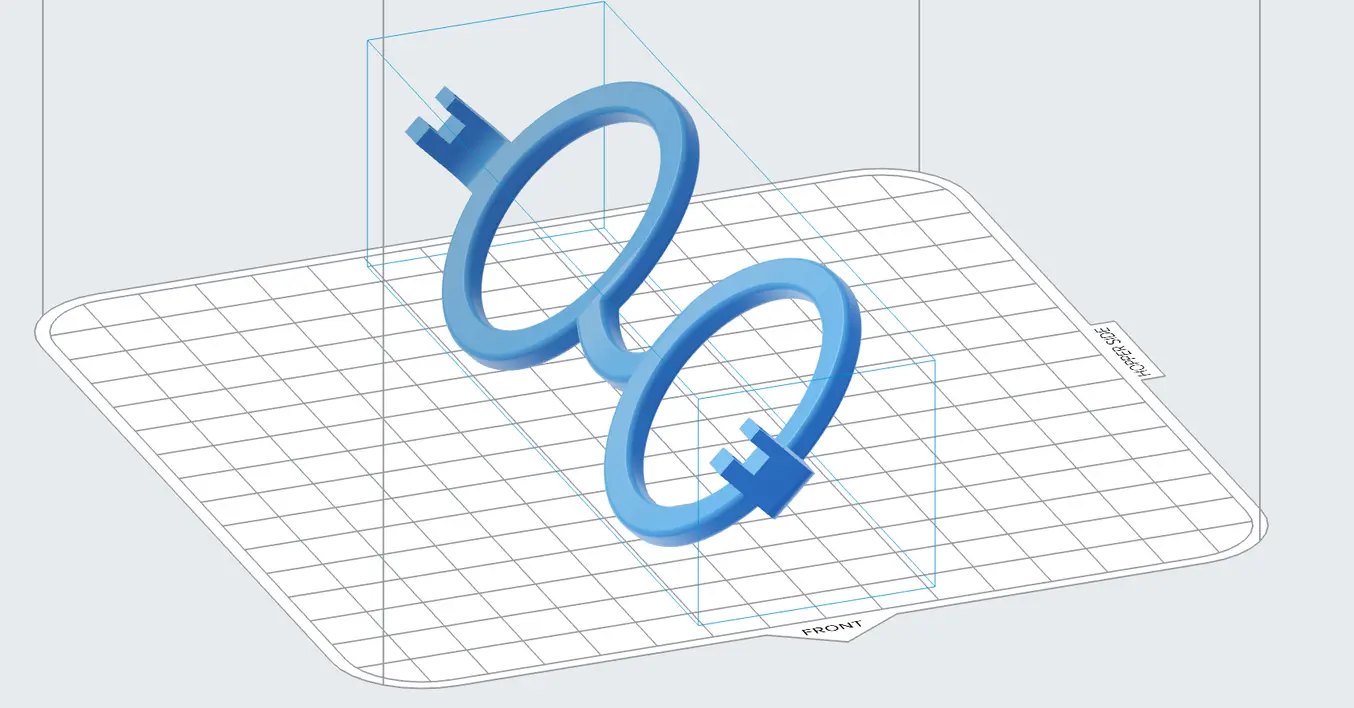
Formlabs has found that printing eyewear frames at a 45° angle to the bottom of the build chamber helps ensure the smoothest, most even surface finish.
Build Capacity
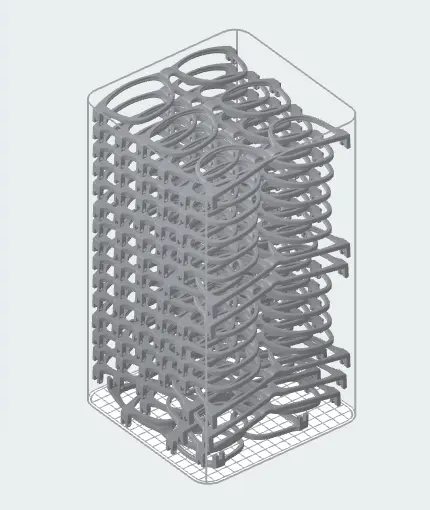
When oriented at a 45-degree angle, 77 example frames can fit in the Fuse 1+ 30W build chamber. This scenario offers an 11% pack density and a build time of just 11 hours when using Nylon 12 Powder as of March 2023. Formlabs is continually improving print settings. To receive an analysis of your own files to determine cost, print time, and ROI, contact our team.
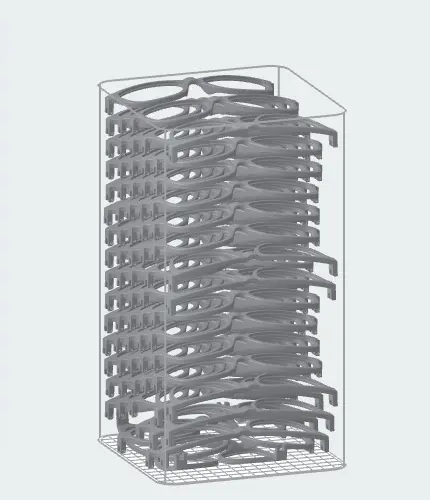
77 eyewear frames packed in PreForm, Formlabs' print preparation software, which can automatically pack files for optimal print density and print time.
PreForm can also calculate material cost, including both sintered powder and the unsintered powder surrounding the parts, to use in total powder cost analysis.
| Nylon 12 Powder | Nylon 11 Powder | |
|---|---|---|
| Number of Parts Per Build | 77 | 60* |
| Pack Density** | 10% | 11% |
| Print Time | 11 h | 22 h 30 m |
| Max Yearly Production | 36,960*** | 14,000*** |
* The number of parts was reduced to achieve a print time of sub-24 hours, resulting in a higher production throughput. Nylon 11 is also capable of printing 77 frames at one time, but with a >24-hour print time.
** Read more about pack density and refresh rate here.
*** Assuming one print per day, five days per week, for 48 weeks a year. A second build chamber is required to quickly change over and start new prints.
Finishing Options
The natural aesthetic finish of both Nylon 11 Powder and Nylon 12 Powder is an opaque gray color with a surface finish rougher than that of polished acetate. Nylon 12 White Powder has a similar rougher surface finish, with a blue-ish white color. To achieve a finish more similar to that of traditional acetate or TR90 eyewear, a variety of finishing options should be considered.

Frames printed in PA11, from left to right: raw off the printer; vibratory tumbled; vapor smoothed; dyed black; dyed blue; white Cerakote.
Preparing the Part Surface
Just as traditional acetate frames are often tumbled in a wood media, 3D printed frames benefit greatly from a few hours in a vibratory tumbler. When using ceramic media with a lubricant, Formlabs has seen an 80% reduction in surface roughness, resulting in a smooth-to-the-touch feel. Formlabs uses the Mr. Deburr 300DB vibratory tumbler, a low-cost and easy-to-use option.
| Time | Nylon 11 Powder Surface Roughness Reduction | Nylon 12 Powder Surface Roughness Reduction | |
|---|---|---|---|
| Ceramic* | 8 h | 80.87% | 82.43% |
| Organic** | 24 h | 80.53% | 82.77% |
*Ceramic angle cut triangle shapes, with side dimensions of ¼ inch with Kramco 1010 finishing compound
**Walnut Shell Grit 14/30 Mesh Medium

Frames printed in PA11; (Bottom) Vibratory tumbled; (Left Center): Cerakote; (Right Center) Vapor Smoothed; (Top) Cerakote.

Parts being tumbled in walnut media to smoothen the surface.
Coloring Options

Dye can still penetrate the darker grey colors of Nylon 12 Powder and Nylon 11 Powder, but the results can become a bit muted and dark.
A simple and cost-effective option for part coloring is to utilize a water bath dye system. Parts are submerged in a heated water bath with a color dye that penetrates all surfaces of the part, permanently altering the color of the part. Though the grey powders (Nylon 11 Powder and Nylon 12 Powder) can be dyed, printing in Nylon 12 White Powder is the best way to ensure you can achieve a range of vibrant colors.
There are industrial options for dyeing SLS 3D printed parts, like machines from Dyemansion. These can cost tens of thousands of dollars, however, and for small-batch production or prototyping, may not make sense. To learn more about using an inexpensive and effective dyeing method for Nylon 12 White Powder end-use parts, watch our webinar with engineer and product designer Ken Pillonel.
Formlabs also utilizes Cerakote coating to both improve the mechanical properties of the part and enable a wide variety of colorways. Cerakote is a thin-film ceramic coating that ranges in thickness from 0.00635 mm to 0.0254 mm and does not require a primer.
Once applied, SLS 3D printed parts can expect an improvement in chemical and scratch resistance. Cerakote can also be used to achieve a glossy surface finish, with colors ranging from pastels to metallics and everything in between. Additionally, once coated, parts can be laser-imaged to achieve interesting patterns or to carry information, such as logos or serialization.
Cerakote can also be used to achieve a glossy finish, through their customizable gloss curing schedules.

Frames printed in Nylon 11 Powder and coated with Cerakote H-Series.
Hydro dipping is also achievable with SLS 3D printed parts. Similarly, varnishing and pad printing processes are compatible with SLS technology.
Lastly, vapor smoothing is a process to chemically seal and smooth the surface of SLS 3D prints. Vapor smoothing offers an injection-molded-like surface with greatly improved surface roughness, as well as resistance to moisture and bacteria growth, while enabling glossy surface finishes.
Formlabs utilizes Additive Manufacturing Technologies (AMT) to vapor smooth eyewear components. Additionally, parts can be dyed in a water bath before or after vapor smoothing, thus sealing in the new part color with additional glossiness.

Vapor smoothed eyewear frames.
Try It Yourself
While Formlabs has explored and developed many finishing options to improve the surface finish of SLS 3D printed parts, there are still many more avenues not yet explored. Many customers have had success with ordering a free custom sample part of their eyewear and then applying their own proprietary finishing techniques (different tumbling media, varnishing, coatings, etc) to achieve unique aesthetics.
Contact our sales team to order a free sample of your own design, or order a standard Nylon 11 Powder, Nylon 12 Powder, or Nylon 12 White Powder sample part on which to try confidential or proprietary finishing techniques.
Additional Uses for 3D Printing in the Eyewear Industry
In addition to its production capabilities, the versatility of the Fuse 1+ 30W system allows for other applications to drive value in the eyewear industry.
Prototyping
Both the Fuse Series and the Form Series systems can be used to prototype eyewear to test for dimensionality, fit, and overall design.
Choose nylon materials on the Fuse 1+ 30W system to create functional prototypes that can be worn and tested for long periods of time. Choose the Form 4 or Form 4L system to create aesthetic prototypes that demonstrate looks-like designs with translucency similar to acetate and polycarbonate. SLA printed prototypes can be worn for weeks at a time, but are not suitable for long-term wear unless applied with a UV-blocking coating.

Plastinax uses the Form Series SLA printer to produce looks-like prototypes for semi-translucent materials.
User Testing
Utilize the Fuse 1+ 30W to create eyewear that can be tested and evaluated during lifetime and user testing to quickly gain feedback and iterate on dimensions and design.

Plastinax designs their custom eyewear frames in Fusion 360 and then prints them directly on the Fuse 1+ 30W SLS 3D printer.

Nylon 12 Powder frames designed and printed by Plastinax.
Smart Eyewear
With 3D printing, design complexity comes for free. Adding housings for electronics or the intricate assemblies needed for wearables adds no strain onto the 3D printer. Consider SLS 3D printing when creating complicated enclosures for smart eyewear that would otherwise be difficult to manufacture with costly, multi-part injection molds.
Jigs and Fixtures
Due to their high impact resistance, Nylon 12 Powder, Nylon 12 White Powder, and Nylon 11 Powder are well-suited for custom jigs and fixtures. Formlabs nylon powders are strong enough to bend some metals used in traditional frames and temples, such as titanium, with pressures of more than 90 kg.

SLS 3D printed Nylon 11 Powder press tool to bend frames and temples, screwed into a toggle press, by Marcus Marienfeld.

Short Run Injection Molding and Vacuum Forming
Use the Form 4 or the Form 4L SLA 3D printers and Rigid 10K Resin to produce injection molds is common across many industries. Due to its high heat resistance and fine surface finish, Rigid 10K Resin can be used for low-volume injection molding of frames and temples, as well as mold making to produce vacuum-formed packaging.
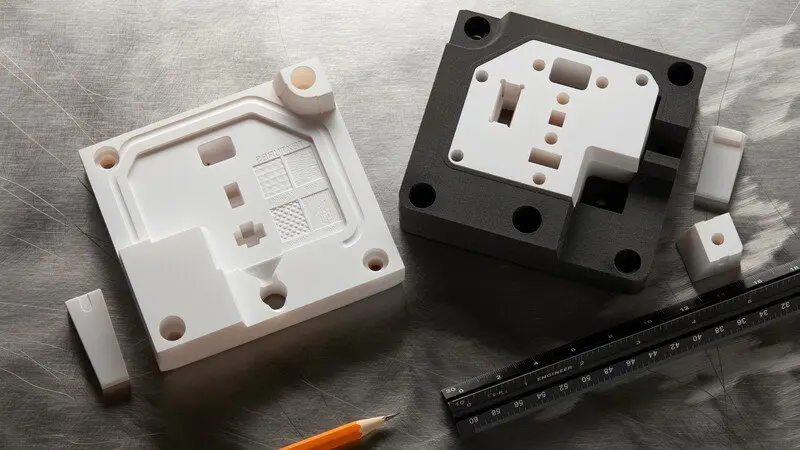
3D printed injection mold made with Rigid 10K Resin.

3D printed molds for thermoforming packaging made with Rigid 10K Resin.
Building a Business Case
Owning a business or creating a new product line enabled by 3D printing is becoming more obtainable and cost-effective by the day. A single Fuse 1+ 30W 3D printer can enable a production run of 19,000+ frames per year or 50,000+ temples per year on an unoptimized five-day production schedule.
| Nylon 12 Powder Frames* | Cost Per Part** | |
|---|---|---|
| 1 Fuse 1+ | 36,960 | $1.27 |
| 5 Fuse 1+ | 184,800 | Contact for Pricing |
| 10 Fuse 1+ | 369,600 | Contact for Pricing |
| Nylon 12 Powder Temples* | Cost Per Part** | |
|---|---|---|
| 1 Fuse 1+ | 87,840 | $0.29 |
| 5 Fuse 1+ | 439,200 | Contact for Pricing |
| 10 Fuse 1+ | 878,400 | Contact for Pricing |
* Assuming a five day workweek with five prints per week, for 48 weeks a year.
**Material cost set at $69/kg, a 30% discount, typical for customers printing in this quantity.
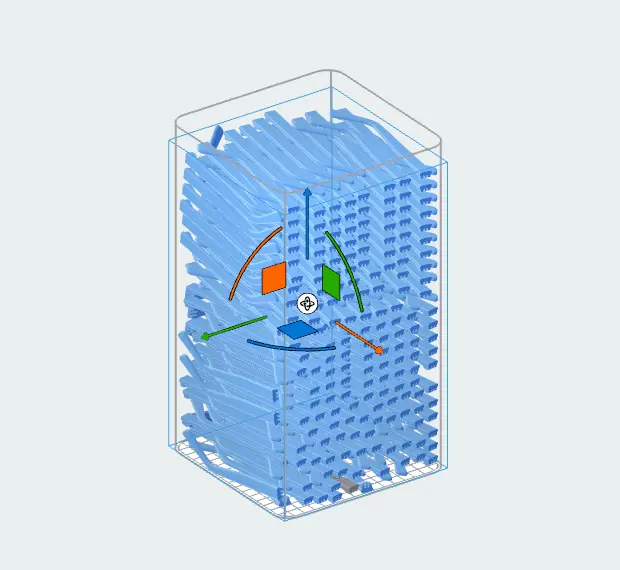
These temples (both left and right) are ideal for printing efficiently, with a pack density of 31%, ensuring that all unsintered powder can be recycled into the next build, reducing cost per part significantly.
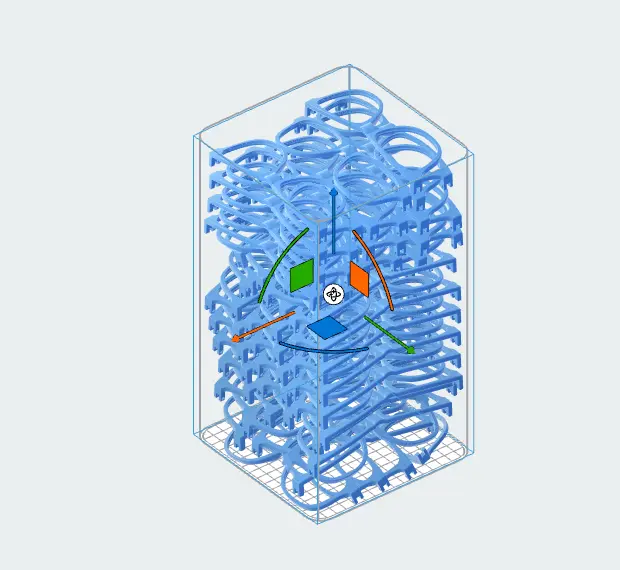
These eyewear frames don't pack as densely as the temples, leading to a slightly worse refresh rate and a higher cost per part. However, just one printer can still produce nearly 37,000 frames every year cost-effectively.
Option 1: Own Your Own Production
The most efficient and cost-effective way to produce 3D printed eyewear is to own the production equipment. This entails purchasing a Fuse Series SLS ecosystem.
The benefits of vertically integrated 3D printing production include achieving faster ROI, tighter control over quality, agility to alter design and move from prototyping to production on the same machine, and the ability to utilize the ecosystem for other purposes, such as creating jigs and fixtures.
Designed to be as accessible as possible, the Fuse Series SLS ecosystem is extremely plug-and-play, with most users learning how to operate the equipment in a matter of hours. Similarly, the ecosystem has minimal facility requirements, allowing for quick installation and easy scalability as demand grows.
It’s also important to note that a new Fuse Sift or Fuse Blast is not required with every additional Fuse 1+ 30W printer. Most customers keep a ratio of 4:1, printers to post-processing stations. The cost to incorporate a full Formlabs SLS printing ecosystem, including a Fuse 1+ 30W, a Fuse Sift post-processing unit, Fuse Blast media blaster, two build chambers, two cartridges, 20 kg of Nylon 12 Material, and two years of expert customer support is $64,190.

With the Fuse Series, it's easy and efficient to scale up as demand grows.
Option 2: Outsource to a Service Bureau
There are many service bureaus globally with varying levels of turnkey capabilities, ranging from those that only handle the 3D printing component, to service bureaus that offer design, printing, post-processing, and packaging services.
Expect to pay more per part when working with a service bureau. However, service bureaus can be a good option for those without the space or capital to invest in production equipment, or those looking to run a low-volume experiment.

Service bureaus can be good options for initial tests and proof of concept.
Get Started With 3D Printed Glasses and Eyewear
Eyewear presents an exciting application for SLS 3D printing. Eyewear manufacturers make adjustments on things as big as material choice or as small as micron-level differences in lens thickness. As resolution, accuracy, material versatility, and finishing processes for 3D printing become more advanced, the technology presents a cost-effective method of designing and manufacturing eyewear.
With the Fuse Series SLS ecosystem, eyewear designers and manufacturers have an option to prototype faster than ever and produce end-use products without outsourcing or using a tooling manufacturer. SLS 3D printing can help businesses bring the entire design-to-production workflow under one roof, reducing costs and increasing efficiency.
To learn more about the Fuse Series, visit our website. To test one of our nylon powders for yourself, request a free SLS 3D printed sample.


