
Designleitfäden für Alumina 4N Resin
Designleitfäden für Alumina 4N Resin
Alumina 4N Resin ist eine hochdichte und hochreine technische Keramik für Anwendungen, in denen Metall und Polymere versagen würden. Aufgrund seiner ungewöhnlichen und spezifischen Eigenschaften ist es wichtig, die Richtlinien von Formlabs bei der Entwicklung, dem Druck und dem Brennen von Alumina 4N Resin zu befolgen.
Weitere Informationen über die Leistung oder spezifische Materialeigenschaften von Alumina 4N Resin finden Sie im Sicherheitsdatenblatt (SDB) und im technischen Datenblatt (TDB). Beziehen Sie sich primär auf das SDB zu den Themen Sicherheit und Handhabung von Formlabs Materialien.
Allgemeine Schrumpfung
Wie herkömmliche keramische Materialien schrumpft auch Alumina 4N während des Brennvorgangs. Die Teile schrumpfen um ca. 21,8 % in der X- und Y-Skala und 26 % in der Z-Achse bei Verwendung der von Formlabs empfohlenen Brennkurve. Verwenden Sie CAD-Software, um Ihr Teil zu skalieren und die Schrumpfung zu berücksichtigen, bevor Sie die Modelle in PreForm hochladen.
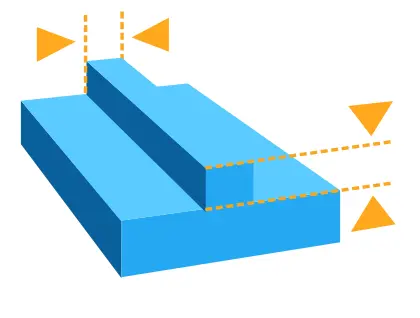
Minimale und maximale Merkmale
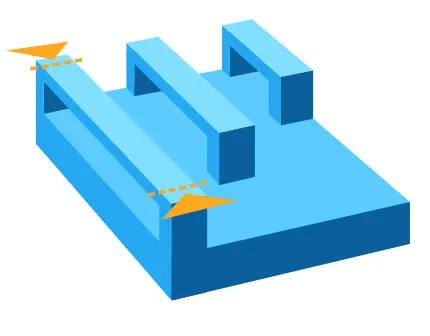
Gebrannte Wandstärke
Form 3
Minimum: 0,75 mm
Ideal: 1,5–3,5 mm
Maximum: 5 mm
Form 4
Minimum: 0,75 mm
Ideal: 1–5 mm
Maximal: 8 mm
Mindestwinkel ungestützter Überhang
Empfohlen: 30º von der Ebene
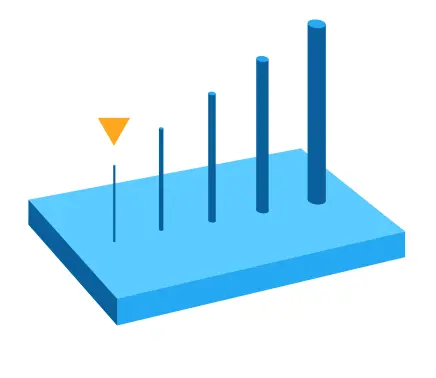
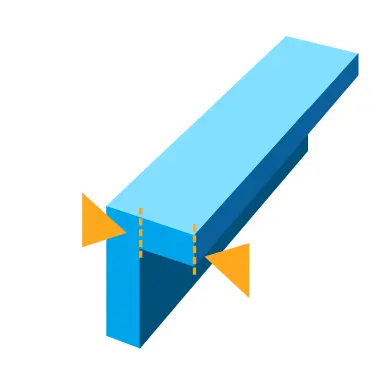
Mindestdurchmesser vertikaler Draht
Empfohlen: 2 mm
Mindestwert geprägter Details
Empfohlen:
- 0,75 mm in horizontaler Ebene
- 0,5 mm in vertikaler Ebene
Mindestwert eingravierter Details
Empfohlen:
- 0,5 mm in horizontaler Ebene
- 0,3 mm in vertikaler Ebene
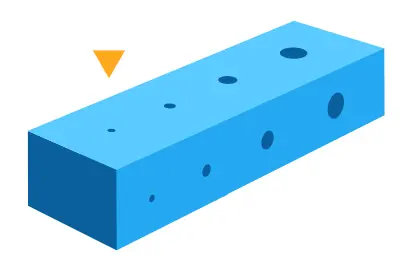
Mindestlochdurchmesser
Empfohlen:
- 0,8 mm in der horizontalen Ebene
- 1 mm in vertikaler Ebene
Maximallänge ungestützter Überhang
Empfohlen: 0,5 mm
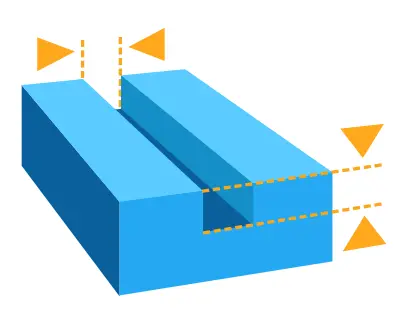
Maximale ungestützte horizontale Spannweite
Empfohlen: 3 mm
Mindestlochdurchmesser Ablaufloch
Empfohlen: 5 mm
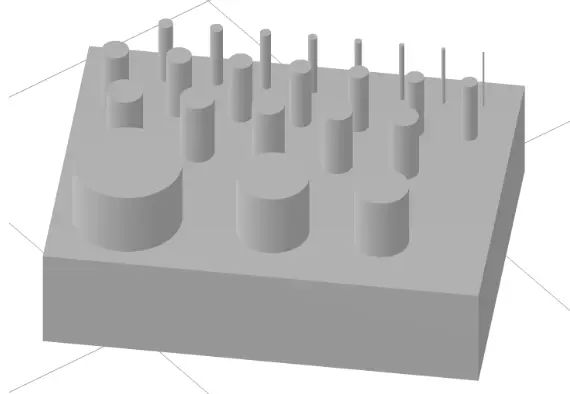
Mindestwert Erhebung
Empfohlen: 0,7 mm
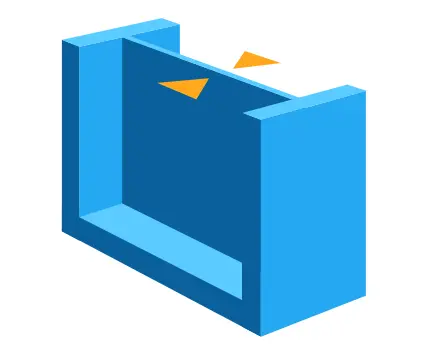
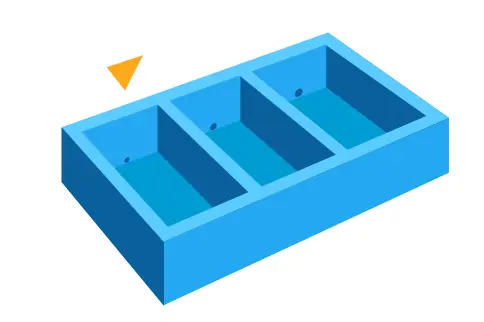
Abrunden
Ausrichtungen mit großen Veränderungen in Querschnittsbereichen sind rissgefährdet. Runden Sie innenliegende Kanten ab, um Spannungskonzentrationen zu vermeiden und das Risiko von Rissen zu verringern:
Mindestwert: 1 mm Fasenradius
Empfohlen: 2 mm oder mehr
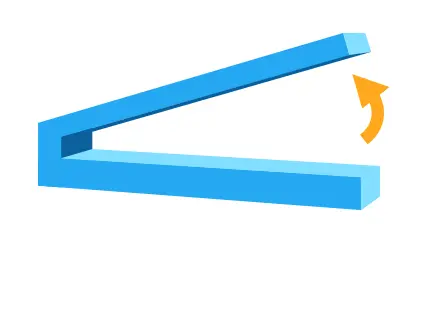
Modelle ausrichten
Richten Sie die Teile nach Möglichkeit so aus, dass sie selbsttragend sind und alle Winkel weniger als 30º betragen. Stärkere Überhänge können zu einem Verziehen führen. Vermeiden Sie Ausrichtungen, die zu einer plötzlichen Veränderung der Oberfläche führen. Vermeiden Sie auch Hohlräume in Modellen, die nach oben gerichtet sind, da dies zu Saugglocken führen kann. Drucken Sie Teile so, dass die Hauptabmessungen entlang einer der Hauptachsen des Drucks liegen.
Wenn Sie mit Stützstrukturen drucken, richten Sie die Modelle parallel zur Konstruktionsplattform aus.
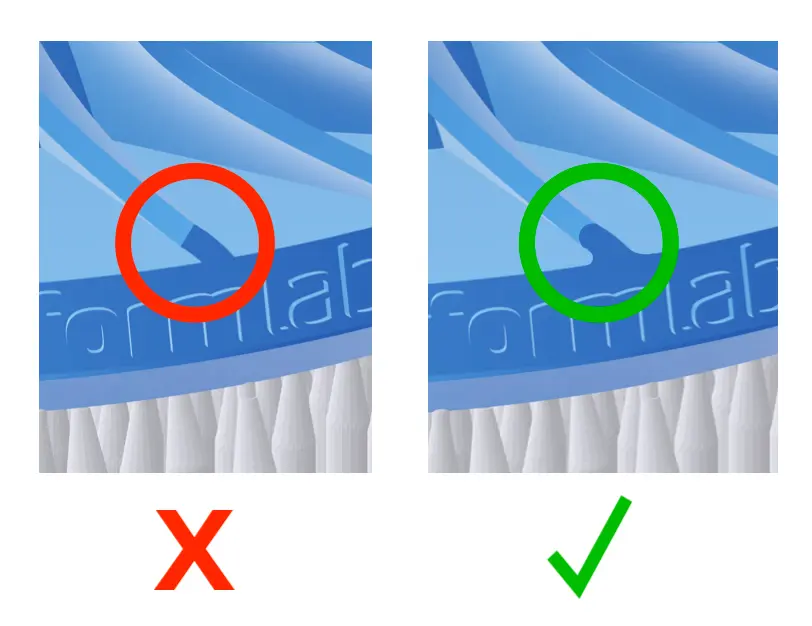
Stützen von Modellen
Formlabs empfiehlt eine Berührungspunktgröße von 0,4 bis 0,8 mm, wobei 0,5 mm große Berührungspunkte vorzuziehen sind. Vermeiden Sie es, Berührungspunkte auf kritischen Oberflächen zu platzieren, da dies zu Rissen in dünnen Strukturen führen kann. Wände mit einem Winkel von mehr als 45º benötigen nur sehr wenige Stützen.
Wenn Sie Alumina 4N Resin mit einem Form 3 verwenden, verwenden Sie Rafts und drucken Sie nicht direkt auf der Konstruktionsplattform.
Teile, die auf dem Form 4 gedruckt werden, können direkt auf der Konstruktionsplattform gedruckt werden.
Ungestützte Strukturen
Vermeiden Sie ungestützte horizontale Überhänge oder Brücken von mehr als 0,5 mm. Der Mindestwinkel für ungestützte Überhänge beträgt 30º.
Weitere Ressourcen