Tipp:
Formlabs empfiehlt in Regionen mit Spannungsschwankungen den Einsatz von EPC oder USV.

Alumina 4N Resin stellt im Vergleich zu anderen Formlabs-Harzen besondere Anforderungen an das Entwerfen, den Druck und die Nachbearbeitung. Befolgen Sie die bewährten Praktiken von Formlabs für das Entwerfen, Drucken sowie Brennen von Teilen und lesen und befolgen Sie die Anweisungen im Supportartikel: Designleitfäden für Alumina 4N Resin.
Vorbereitung des Druckers für den Druck mit Alumina 4N Resin
Generation Form 3
Stellen Sie sicher, dass Sie die neueste Version von PreForm und die aktuellste Firmware verwenden. Formlabs empfiehlt dringend, vor dem Druck mit Alumina 4N Resin die folgenden Prüfungen an Ihrem Drucker durchzuführen:
Greifen Sie auf diese Funktionen zu, indem Sie auf Settings > Maintenance > Calibration (Einstellungen > Wartung > Kalibrierung) tippen.
Tipp:
Formlabs empfiehlt in Regionen mit Spannungsschwankungen den Einsatz von EPC oder USV.
Drucker der Generation Form 4
Drucker der Generation Form 4 erfordern keine besondere Vorbereitung für den Druck mit Alumina 4N Resin.
Drucken mit Alumina 4N Resin
Generation Form 3
Nachdem Sie alle Richtlinien gelesen haben, überprüfen Sie diese Checkliste vor dem Druck, wenn Sie einen Druck mit Alumina 4N Resin starten. Das Überspringen eines oder mehrerer dieser Schritte kann dazu führen, dass Ihr Druck fehlschlägt:
Die ersten Schichten von Alumina 4N Resin brauchen länger als andere Formlabs-Harze. Die Fertigstellung der ersten Schicht kann bis zu 15 Minuten dauern. Formlabs empfiehlt, den Drucker nach etwa einer Stunde zu überprüfen, da die meisten Druckprobleme in der Anfangsphase auftreten. Formlabs empfiehlt außerdem, den Druck bei der 150. Schicht zu überprüfen, denn zu diesem Zeitpunkt werden durch unzureichende Stützstrukturen ausgelöste Fehldrucke erkennbar.
Sollten während des Drucks Probleme auftreten, überprüfen Sie den Tank auf Ablagerungen oder Fremdkörper und entfernen Sie diese.
Generation Form 4
Für den Druck mit Alumina 4N Resin auf einem Drucker der Generation Form 4 sind keine besonderen Kalibrierungen, Prüfungen oder zusätzliche Hardware erforderlich.
Waschen von Teilen, die mit Alumina 4N Resin gedruckt wurden
Waschen Sie Alumina 4N Resin nur in der Ceramic Wash Solution. Die Teile aus Alumina 4N Resin dürfen nicht mit Wasser oder IPA in Berührung kommen, da dies zu Rissen führt.
Waschen Sie die Druckteile 2 Minuten lang in Ceramic Wash Solution. Verwenden Sie einen separaten Waschbehälter, damit keine losen Keramikpartikel an Teilen haften bleiben, die nicht aus Alumina 4N bestehen. Wenn Sie ein Finish Kit verwenden, sind Bürsten sehr effektiv beim Entfernen von Harz.
Aggressive Trocknungsraten können zu Rissbildung führen. Trocknen Sie die Teile vorsichtig mit Luft, wobei Sie den Luftstrom auf die Ecken und Ritzen konzentrieren sollten. Wischen Sie die zugänglichen Flächen mit einem Stück Küchenpapier trocken.
Falls erforderlich, waschen Sie die Druckteile weitere 2 Minuten in frischer Ceramic Wash Solution, um Fremdpartikel zu entfernen. Bei kleinen Teilen oder Teilen mit empfindlichen Merkmalen sollten Sie die Ceramic Wash Solution direkt mit einer Sprühflasche auftragen, um das Druckteil effektiv abzuspülen. Trocknen Sie die Druckteile erneut mit Luft oder wischen Sie sie mit einem Stück Küchenpapier trocken.
Das Druckteil sollte so kurz wie möglich in der Ceramic Wash Solution liegen, um Risse zu vermeiden.
Alumina 4N Resin färbt die Ceramic Wash Solution schnell weiß. Dies ist normal und beeinträchtigt nicht die Wirksamkeit der Lösung. Ersetzen Sie die Ceramic Wash Solution, wenn sie eine Harzkonzentration von 8 bis 12 % erreicht hat, d. h. nach etwa 6 bis 8 Monaten intensiver Nutzung, 1 Jahr mäßiger Nutzung oder 30 bis 50 Litern Harz.
Ceramic Wash Solution für 24 Monate lagerstabil.
Ceramic Wash Solution ist ungefährlich und nicht entzündbar. Da Nitrilhandschuhe bei Kontakt mit der Ceramic Wash Solution aufquellen können, wird empfohlen, bei längerem Waschen von Teilen zwei Paar Handschuhe anzuziehen.
Nachbearbeitung
Glätten Sie nach dem Drucken und dem Entfernen der Stützstrukturen die Druckteiloberfläche mithilfe von Schleifpapier (320 Körnung), um die Stützspuren vorsichtig zu entfernen. Abgeschliffene Stützberührungspunkte verschwinden während des Schrühverfahrens.
Druckteile aus Alumina 4N Resin sind im Grünzustand leicht zu schleifen. Das Nassschleifen ist die schnellste Methode, um Stützspuren zu entfernen, aber es muss sofort nach dem Waschen Ihres Druckteils geschehen. Ein trockenes Teil darf nicht nass geschliffen werden.
So schleifen Sie ein Teil nass:
Wenn das Druckteil schon getrocknet ist, darf es nicht nass geschliffen werden. Entfernen Sie verbleibenden Stützspuren durch Trockenschleifen.
Sie können die Oberflächenbeschaffenheit auch mit Dremeln, Schleifern oder anderen Fertigstellungswerkzeugen schleifen. Halten Sie die Geschwindigkeit niedrig und achten Sie darauf, dass Sie das Druckteil beim Schleifen nicht beschädigen. Das in Alumina 4N Resin suspendierte Aluminiumoxid stumpft Werkzeugspitzen ab.
Nach dem Brennen härtet das Aluminiumoxid im Inneren des Harzes aus. Daher ist es sehr schwer, mit Alumina 4N gedruckte Teile nachzubearbeiten. Formlabs empfiehlt dringend, das Entfernen von Stützstrukturen und das Abschleifen von Berührungspunkten vor dem Brennen des Teils durchzuführen, da das Schleifen nach dem Brennen nur mit Hochgeschwindigkeits- oder Diamantwerkzeugen möglich ist.
Trocknen von Teilen
Alumina 4N Resin muss nicht nachgehärtet werden, aber die Teile müssen vor dem Brennen vollständig trocken sein. Lassen Sie die Teile über Nacht vollständig trocknen.
Formlabs empfiehlt, die Teile auf einem Sieb oder Gitter zu trocknen, um die Luftzirkulation um das Druckteil zu erhöhen. Die Teile benötigen eine warme Raumtemperatur von 20 bis 30 °C mit 30 bis 45 % Luftfeuchtigkeit, um vollständig zu trocknen.
Trocknen Sie die Teile bei Bedarf 8–24 Stunden lang bei 45 °C im Ofen. Achten Sie beim Trocknen der Teile im Ofen auf eine ausreichende Luftzirkulation. Sorgen Sie für einen gleichmäßigen Luftstrom über das Druckteil und begrenzen Sie die Luftzirkulation, wenn Sie in einem Schmelzofen trocknen. Zum Trocknen der Teile in einem Umluftofen empfiehlt Formlabs, die Ventilatoren mit Lüfterleitblechen zu dämpfen und die Druckteile in einer Box mit kleinen Löchern unterzubringen.
Ungebrannte Teile sind lagerfähig und können je nach Bedarf gelagert oder versandt werden. Formlabs empfiehlt längere Trocknungszeiten, um die Wahrscheinlichkeit rissiger Teile zu verringern.
Brennen von Alumina 4N Resin
Für die Herstellung von gebrannten Keramikteilen mit Alumina 4N Resin ist ein Ofen erforderlich, in dem die Polymermatrix wegbrennt und das Modell in ein festes Keramikteil verwandelt wird. Formlabs stellt eine Brennkurve und Erläuterungen zu jeder Phase des Brennvorgangs zur Verfügung. Bei diesen Anweisungen handelt es sich um Richtlinien; in manchen Situationen kann es besser sein, den Arbeitsablauf zu ändern.
Teile aus Alumina 4N Resin können sich während des Ausbrennprozesses verziehen, neigen aber nicht zum Durchhängen. Einmal gebrannt, lassen sich Stützstrukturen nur schwer von Teilen aus Alumina 4N entfernen. Entfernen Sie vor dem Brennen alle verbleibenden Stützstrukturen und Berührungspunkte.
Beladen des Ofens oder Brennofens
Wie bei herkömmlichen keramischen Materialien müssen Teile, die mit Alumina 4N Resin gedruckt wurden, für den Brennvorgang im Ofen oder Brennofen auf Setzplatten platziert werden. Formlabs empfiehlt dringend die Verwendung von Aluminiumoxid-Setzplatten zum Brennen Ihrer Druckteile. Setzplatten aus Zirkoniumdioxid, Magnesiumoxid oder Siliziumkarbid sind akzeptable Alternativen. Vergewissern Sie sich, dass die Platten mit Ihrem Ofen kompatibel sind und für eine Temperatur von mindestens 1700 °C ausgelegt sind.
Hinweis:
Verwenden Sie keine Setzplatten aus Siliziumdioxid, Zement, Bornitrid oder anderen Metallen mit einem Schmelz- oder Erweichungspunkt unter 1700 °C, da diese während des Brennvorgangs mit Ihren Teilen verschmelzen oder ganz wegschmelzen können.
Legen Sie die Teile mit mindestens 1 mm Abstand auf die Absetzplatten, um zu verhindern, dass die Teile während des Brennvorgangs miteinander verschmelzen oder fehlschlagen. Um die thermische Gleichmäßigkeit zu erhöhen, können die Teile auch in einem geschlossenen feuerfesten Kasten gebrannt werden. Hierbei ist jedoch auf eine ausreichende Belüftung zu achten, damit die Ausbrandgase abgeführt werden können.
Brennschemata und Anweisungen
Formlabs empfiehlt, Druckteile aus Alumina 4N Resin zweimal zu brennen, zuerst in einem Ausbrenn-Ofen und dann in einem Sinterofen. Im Folgenden werden mehrere Brennkurven empfohlen. Laden Sie die neueste PDF-Version (nur Englisch) herunter, um einen detaillierten Zeit- und Temperaturplan zu erhalten.
Hinweis:
Die Teile sind in ihrem Braunzustand sehr zerbrechlich. Seien Sie besonders vorsichtig bei der Handhabung der Teile nach dem ersten Brennvorgang.
Nutzer können ihre eigenen Brennzyklen testen, wobei die folgenden Anforderungen zu beachten sind:
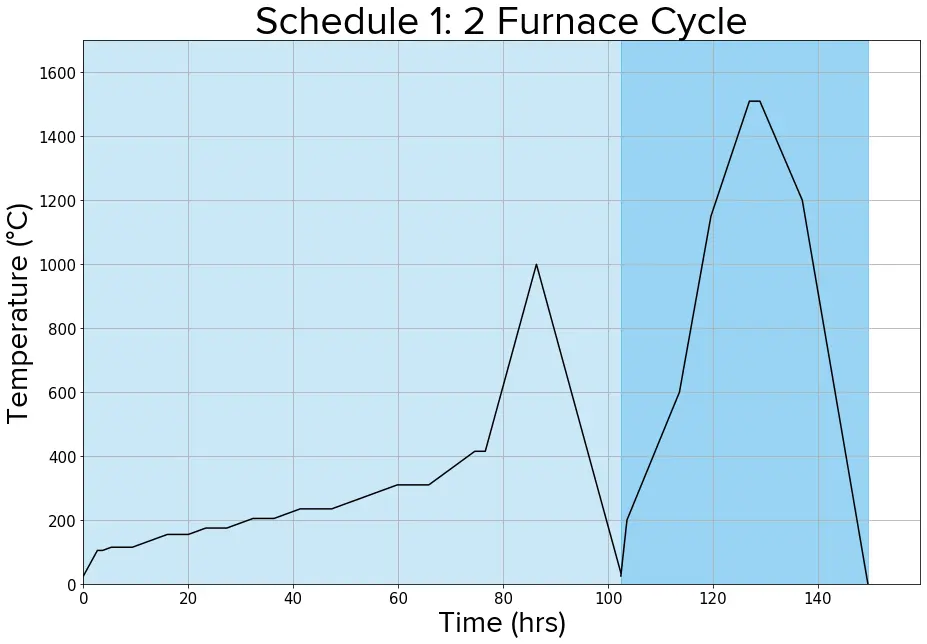
Zwei-Ofen-Brennschmelzplan
Formlabs empfiehlt die Verwendung eines 4,5-tägigen Ausbrennens und eines 2-tägigen Sinterbrennens, um die im technischen Datenblatt (TDB) angegebenen mechanischen Eigenschaften zu erreichen.
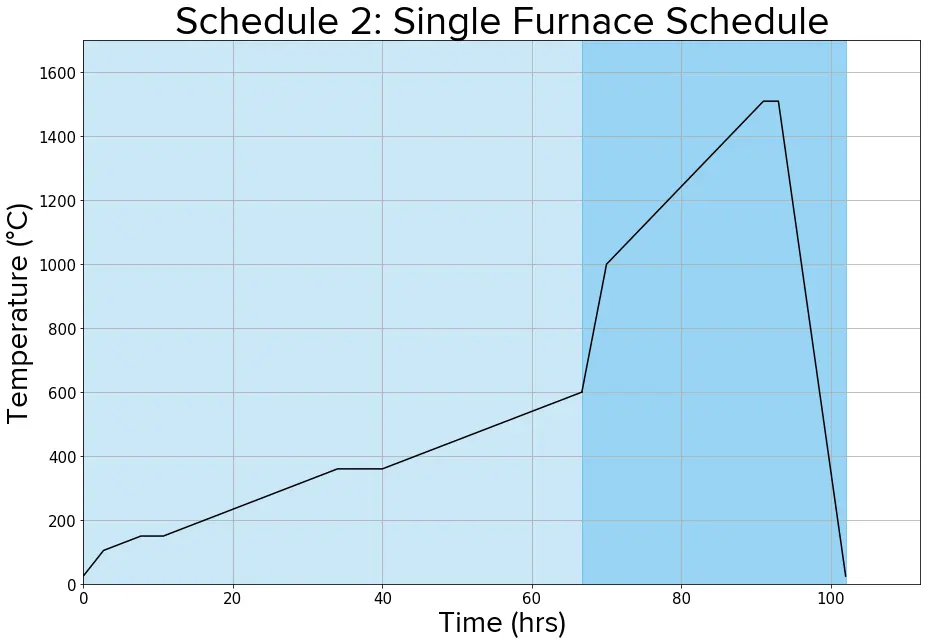
Einzelofen-Zeitplan
Für das Brennen in einem Sinterofen empfiehlt Formlabs einen Zeitplan mit 2,5 Tagen Ausbrennen und 2 Tagen Sintern. Durch die Verwendung eines einzigen Ofens wird das Risiko vermieden, dass Teile im Braunzustand beim Wechsel vom Ausbrennofen zum Sinterofen zerbrechen. Die wiederholte Verwendung einer Brennkurve für einen Ofen kann bei einigen Öfen die Lebensdauer einiger Elemente einschränken und zu einem etwas ungenaueren Ausbrand führen.
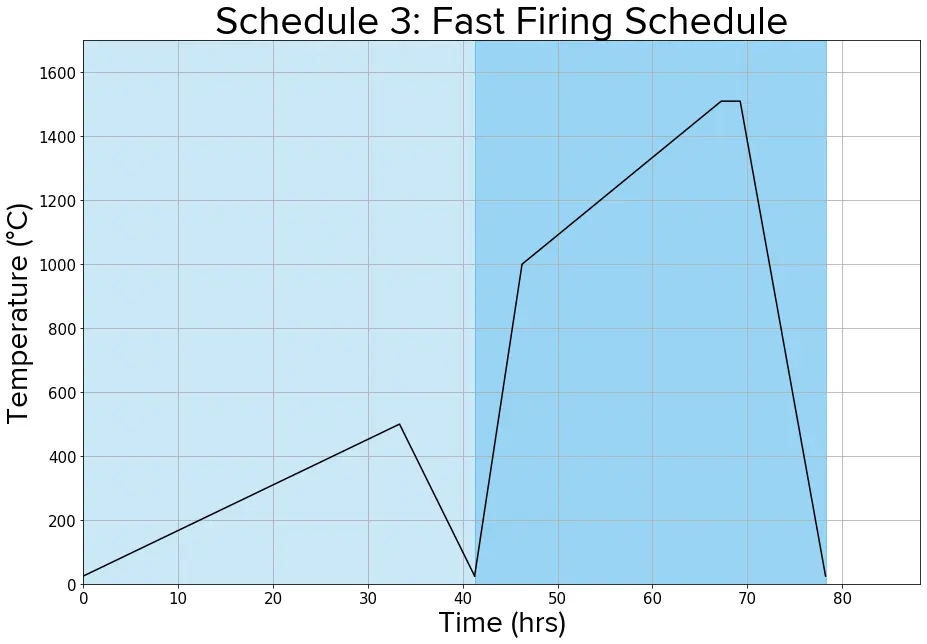
Schneller Brennzyklus
Für extrem dünne Teile empfiehlt Formlabs einen schnellen Brennzyklus mit 2-tägigem Ausbrennen und 2-tägigem Sintern. Verwenden Sie diese Brennkurve nur für extrem dünne Teile, die keine lange Ausbrennzeit benötigen, um die organischen Bestandteile zu verbrennen.
Verarbeitung gebrannter Teile
Prüfen Sie die Teile nach dem Brennen visuell auf Risse oder Schichtablösung. Leuchten Sie mit einer Lampe durch das Teil, um es gründlicher zu prüfen. Risse erscheinen als hellere Linien, wenn sie unter starkem Licht betrachtet werden.
Alumina 4N ist nach dem Brennen extrem hart und lässt sich nicht leicht bearbeiten. Standard-Schleifpapiere aus Siliziumkarbid oder Aluminiumoxid sind hier nur in Verbindung mit Hochgeschwindigkeitswerkzeugen wirksam und verschleißen schnell. Formlabs empfiehlt Diamantwerkzeuge, wenn ein Teil weiter bearbeitet werden muss.
Etwaiges Verziehen an flachen Teilen kann durch einen zusätzlichen Brennvorgang entfernt werden. Platzieren Sie eine schwere, flache Setzplatte unter und auf das flache Teil und erhitzen Sie das Teil zügig auf 1400 °C für 30 Minuten. Das Teil wird flach, wobei sich die mechanischen Eigenschaften nur geringfügig ändern.
Weitere Ressourcen