Note:
It is normal for the first printed layer on Formlabs LFS printers to be markedly thicker than the nominal 50 microns.

Alumina 4N Resin is a high-density and high-purity technical ceramic with exceptional performance in extreme environments: thermally resistant, hard, abrasion resistant, mechanically strong, and chemically inert. Conventionally it is manufactured by pressing or ceramic injection molding, both of which require expensive tooling in order to produce parts.
Sometimes prints don't come out as expected. Compare symptoms of common issues with parts printed in Alumina 4N Resin to narrow in on the underlying source of the problem and find a solution.
Issues during printing
Particulate settling in the resin tank or cartridge
Alumina 4N Resin has alumina particles suspended in the liquid resin. As with other Formlabs resins with suspended particulates, the alumina can settle over time if your resin tank or resin cartridge is left unused for a prolonged period of time.
To prevent particulate from settling in the resin tank or resin cartridge:
Parts not adhering to the build platform
“Non-adherence” describes a print defect in which prints are either partially or completely detached from the build platform. This occurs when the initial layers of a print fail to adhere to the build platform. In cases of complete non-adherence, the print is missing from the build platform and there is a flat area of cured resin on the bottom of the resin tank.
To resolve non-adherence issues when printing with Alumina 4N Resin:
Note:
It is normal for the first printed layer on Formlabs LFS printers to be markedly thicker than the nominal 50 microns.
If non-adherence issues persist, sand your build platform surface with a medium or fine grit sandpaper before printing. A rougher surface helps parts printed in Alumina 4N Resin stick to the build platform.
Prints failing after initial layers (Form 3 only)
Sometimes, parts may adhere to the build platform but fail after the first few layers are printed. This is most often due to a miscalibrated Z-axis or a problem with the resin tank mixer.
To prevent parts from failing after the initial layers have printed, calibrate your printer’s Z-axis.
If the mixer is not fully parked in the mixer case at the side of the resin tank when the print failure occurs, remove the mixer from the tank. Bend the mixer arms slightly outwards. Orient the mixer with the arms facing upward and toward the mixer case on the left side of the tank. The magnets in the mixer should be facing down. Slide the mixer to the left, into the mixer case, until the flexure arms on each end click into place.
Parts falling off of supports

To prevent parts from falling off their supports during the print:
Part breaking during the print
Parts can also break during the print, even if they do not detach from their supports. This can be due to insufficient supports, part geometry, or collisions between the mixer and the part.
To prevent parts from breaking during the print:
Part geometry not resolving
Particularly small features in your parts may not print properly, especially as the resin ages.
If fine features are not resolving:
Mixer decoupling (Form 3 generation)
To resolve mixer decoupling issues:
Mixer detected debris during preprint (Form 4 generation)
During the preprint routine, the mixer scrapes along the build platform to check for debris left from prior prints. Alumina 4N Resin’s viscosity can lead to false positives during this stage.
As Alumina 4N Resin ages, its viscosity increases. Refrigerate the resin cartridge and resin tank between uses to extend its shelf life up to 12 months.
If you see Mixer detected debris errors during preprint:
If you continue to experience preprint debris detection issues, contact Formlabs Support or your authorized reseller for more assistance.
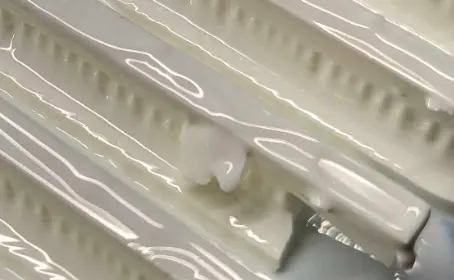
White particles deposited on the build platform
If you notice white particles deposited on the build platform after a print:
Debris deposited on part surfaces
Larger debris deposited on part surfaces during a print can come from previous failed prints or failed sections of the current print. Flakes of cured resin can stay suspended in the resin tank or be peeled off the tank film by the mixer.

If you notice flakes of cured resin on the surface of your printed parts:
Rafts strongly adhered to build platform
Parts printed in Alumina 4N Resin adhere more strongly to a rough build platform surface. In some cases, your printed parts may adhere so strongly to the build platform that they are difficult to remove.
If your printed parts are over-adhered to the build platform:
Caution:
Using the included tools (e.g., flush cutters or scrapers) on slippery surfaces such as a resin-coated build platform can result in sudden movement. Orient sharp tools away from yourself, especially when cutting or scraping.
Issues with parts in their green state
Parts are colored pink

If you notice a pink tinge on the surface of your parts after washing:
Parts are very difficult to remove from supports
Parts printed in Alumina 4N Resin must be removed from their supports before firing. Depending on part geometry, support geometry, and part orientation, removing supports may be difficult.
If it is difficult to separate your printed parts from their supports:
Cracks visible on part surfaces prior to firing
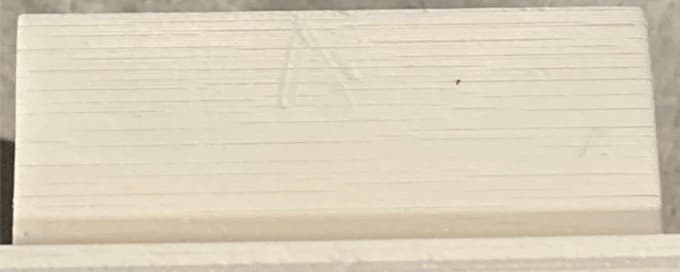
If your printed parts develop surface cracks prior to firing:
Parts do not dry completely
After cleaning your printed parts with Ceramic Wash Solution, fully dry them before firing. Formlabs recommends drying parts on top of a sieve or mesh to increase air flow around the printed part. Parts require a warm room temperature of 20–30° C (68–86° F) with 30–45% humidity to completely dry. Oven dry parts at 45° C (113° F) for 8–24 hours when needed.
If your parts do not dry completely:
Holes or other negative features filled with resin
After printing, small holes and other negative features are often filled with liquid resin. During firing, this liquid resin traps burnout gasses and can lead to a crack in the part. If normal washing does not clear out the liquid resin, the hole may be too small or too long for the Ceramic Wash Solution to fully penetrate.
If liquid resin remains in holes in your printed parts after washing:
Parts warping during drying
After cleaning your printed parts with Ceramic Wash Solution, fully dry them before firing. If the airflow around a part is uneven, different surfaces may dry at different rates, leading to warping.
If your parts are warping during drying:
Issues during and after part firing
Large cracks in printed parts
If you notice large cracks in your printed parts after firing:
Small cracks in printed parts
Smaller surface cracks can be caused by overly-aggressive washing or damage from previous failed prints.
If you notice small cracks in your printed parts after firing:
Printed parts are weaker than expected
The Alumina 4N Resin Technical Data Sheet lists the nominal material properties for parts printed in the resin. If your parts are weaker than expected, there are likely cracks in the parts affecting their strength. Check your parts for cracks and address them following the guidelines above.
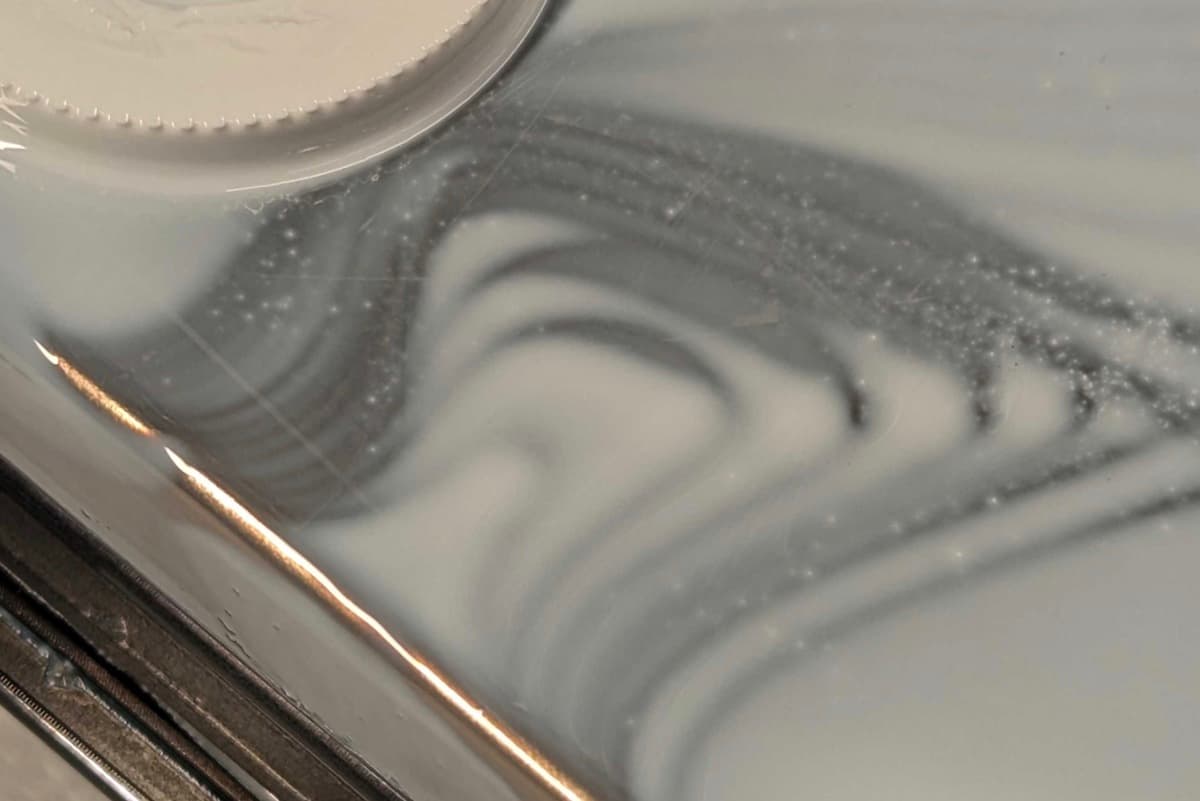
Vertical lines visible on printed parts
Other imperfections on the surface of your printed parts may be related to your printer’s optics rather than a failed print or process issue. In particular, vertical lines can indicate that the optical window is dirty. This is similar to the pinhole/cut print defect.
If you notice vertical lines on the surface of your printed parts:
Part fused to the kiln during firing
Parts printed in Alumina 4N Resin require firing before they are ready for use. During the firing process, printed parts can fuse to the kiln if fired at too high a temperature or fired without a setter plate or setter sand. This can damage your printed parts.
If your printed parts fuse to the kiln during firing:
Printed parts have inconsistent density
After firing, parts printed in Alumina 4N Resin should have consistent density. Any change in density within a part is indicative of impurities introduced during firing or an insufficient firing temperature. Note that impurities also generally cause a change in color or translucency of the fired part.
To resolve issues with fired part density:
Printed parts did not shrink as expected
Parts printed with Alumina 4N Resin shrink during firing. The expected shrinkage is anisotropic: 21.8% along the X- and Y-axis and 26% along the Z-axis. These numbers are based on empirical testing and cannot be guaranteed for every geometry.
If your printed parts are shrinking differently than expected during firing, scale your design up or down as needed to meet your target part dimensions.
Fired part has non-white tint

To prevent contaminants from coloring your printed parts: