Von Formlabs:
Generation Form 3
- Stainless Steel Build Platform oder Build Platform 2
- Mischer für Alumina 4N Resin
Generation Form 4
- Konstruktionsplattform oder Flex Build Platform
Alle kompatiblen Drucker

Alumina 4N Resin stellt im Vergleich zu anderen Formlabs-Harzen besondere Anforderungen an Druck und Nachbearbeitung.
Befolgen Sie die allgemeinen Sicherheits- und Handhabungsempfehlungen von Formlabs und lesen Sie das Sicherheitsdatenblatt (SDB) gründlich, um das Harz sicher zu handhaben.
Bei Raumtemperatur ist Alumina 4N Resin drei Monate lang haltbar. Formlabs empfiehlt eine Kühlung bei –10 bis 4 °C, um bis zu zwölf Monate zusätzliche Haltbarkeit zu erreichen.
Erforderliches Zubehör
Von Formlabs:
Generation Form 3
Generation Form 4
Alle kompatiblen Drucker
Von Drittanbietern:
Vorbereitung des Modells
Befolgen Sie die Anweisungen im Supportartikel Designleitfäden für Alumina 4N Resin. Wie andere Keramiken schrumpft Alumina 4N Resin beim Brennen. Entwerfen Sie Teile mithilfe von CAD-Software, um eine horizontale Schrumpfung von 21,8 % und eine vertikale Schrumpfung von 26 % auszugleichen.
So bereiten Sie in PreForm ein Modell für den Druck vor:
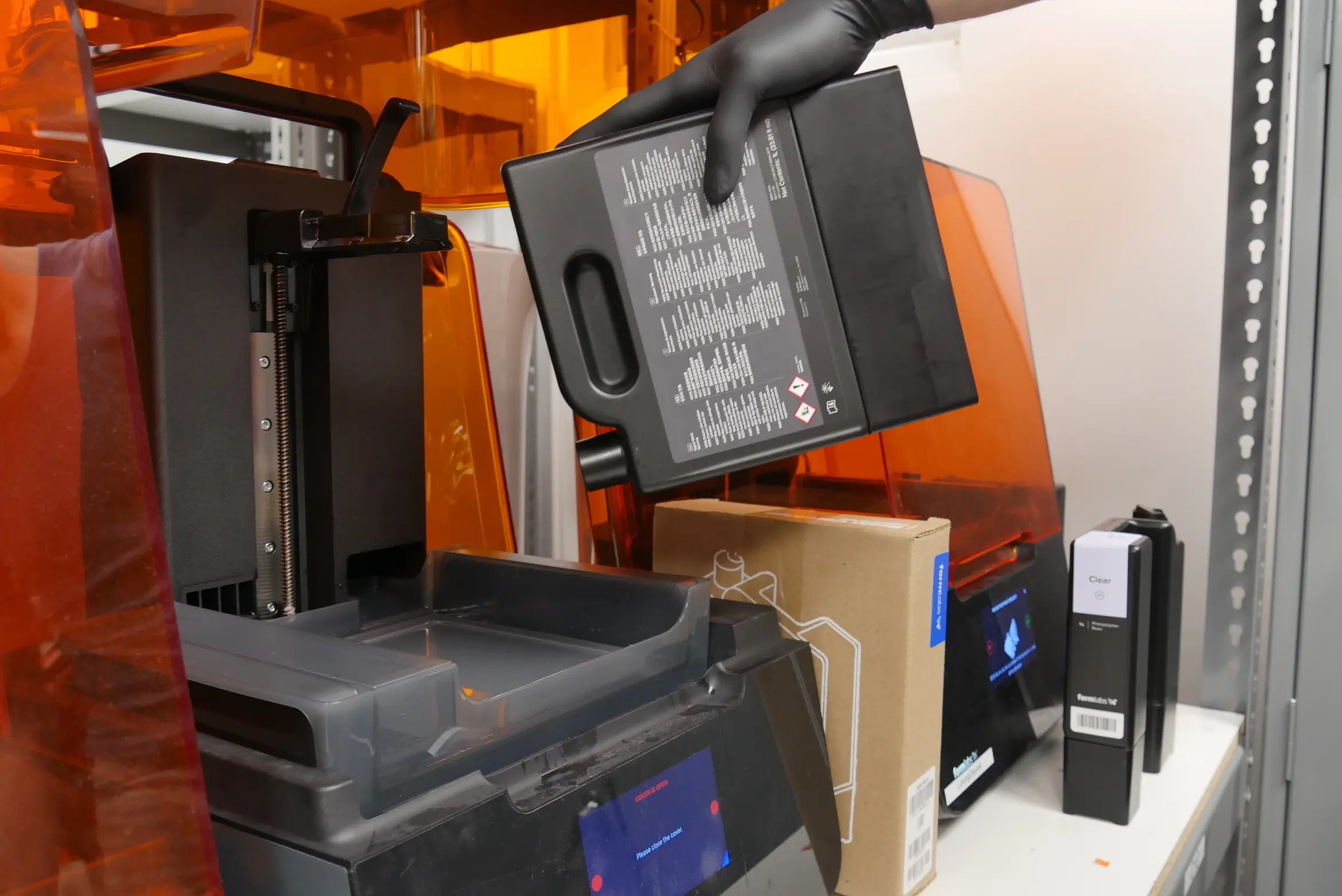
Drucken mit Alumina 4N Resin
Generation Form 3
Formlabs empfiehlt dringend, den Harzpegelsensor und die Z-Achse Ihres Druckers zu kalibrieren. Greifen Sie auf diese Funktionen zu, indem Sie auf Settings > Maintenance > Calibration (Einstellungen > Wartung > Kalibrierung) tippen.
Sollten während des Drucks Probleme auftreten, überprüfen Sie den Tank auf Ablagerungen und entfernen Sie diese.
Für den Druck mit Alumina 4N Resin auf einem Drucker der Generation Form 4 sind keine besonderen Kalibrierungen, Prüfungen oder zusätzliche Hardware erforderlich.
Nachbearbeitung
Waschen Sie die Druckteile 2 Minuten lang in Ceramic Wash Solution. Die Teile aus Alumina 4N Resin dürfen nicht mit Wasser oder IPA in Berührung kommen, da dies zu Rissen führt. Verwenden Sie einen separaten Waschbehälter, damit keine losen Keramikpartikel an Teilen haften bleiben, die nicht aus Alumina 4N bestehen. Das Druckteil sollte so kurz wie möglich in der Ceramic Wash Solution liegen, um Risse zu vermeiden.
Trocknen Sie die Teile vorsichtig mit Luft, wobei Sie den Luftstrom auf die Ecken und Ritzen konzentrieren sollten. Wischen Sie die zugänglichen Flächen mit einem Stück Küchenpapier trocken. Aggressive Trocknungsraten können zu Rissbildung führen.
Sobald die Teile von der Konstruktionsplattform entfernt sind, können die Konstruktionsplattform und alle Peripheriegeräte mit IPA oder Seifenwasser gereinigt werden, um flüssiges Harz zu entfernen. Entfernen Sie die Rafts mit einem Spachtel und einem Hammer. Achten Sie darauf, dass Sie sich nicht durch ruckartige Bewegungen verletzen, und tragen Sie eine Schutzbrille.
Druckteile aus Alumina 4N Resin sind im Grünzustand leicht zu schleifen. Trockenschleifen Sie die Teile oder verwenden Sie die Ceramic Wash Solution als Schmiermittel.
Brennen von Alumina 4N Resin
Hinweis:
Detaillierte Anweisungen finden Sie im Supportartikel Drucken und Brennen von Alumina 4N Resin.
Lassen Sie die Teile vor dem Brennen 24 Stunden lang trocknen. Die Grünteile können je nach Bedarf gelagert oder versandt werden.
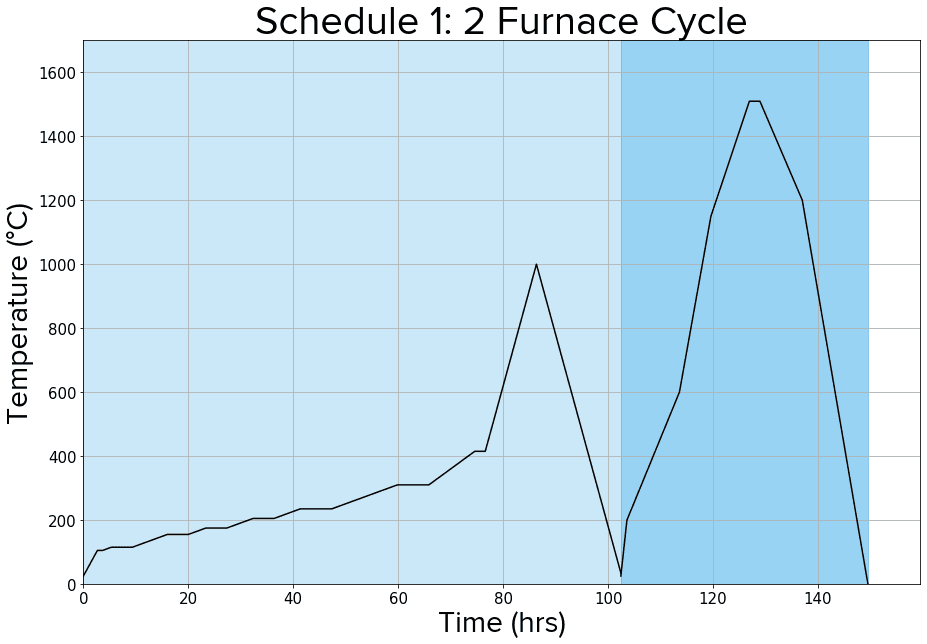
Teile sollten auf Setzplatten gebrannt werden, die für eine Temperatur von mindestens 1700 °C ausgelegt sind. Formlabs empfiehlt den unten stehenden Zeitplan für zwei Öfen, aber es gibt mehrere Optionen für das Brennen.
Brennkurve für zwei Öfen (empfohlen)
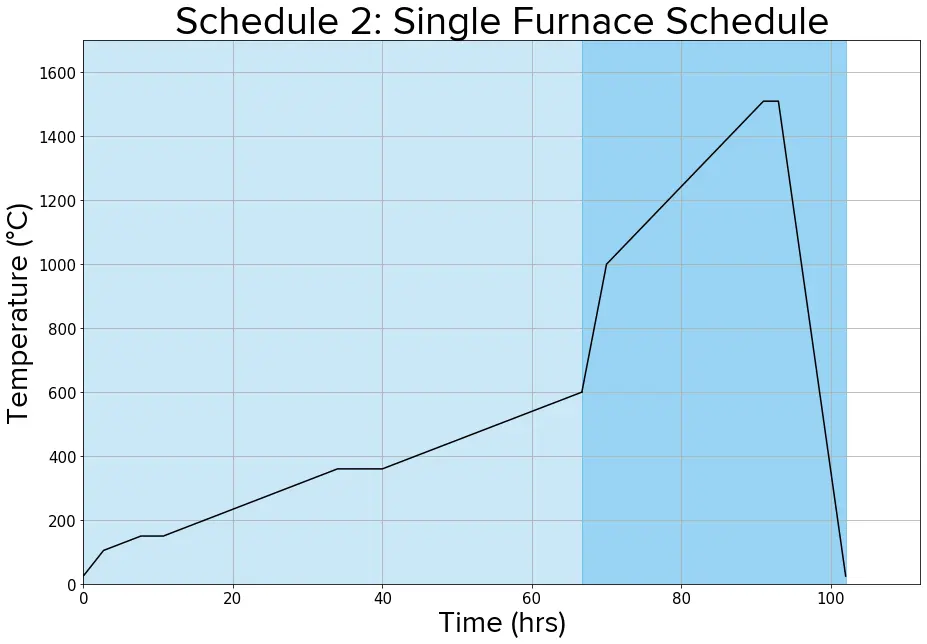
Brennkurve für Einzelöfen
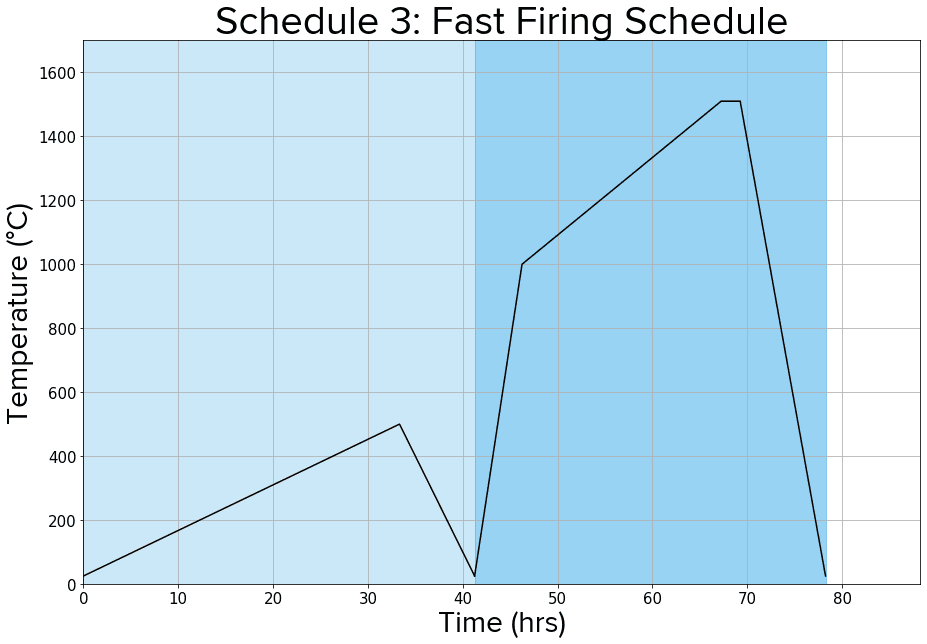
Brennkurve für das schnelle Brennen
Weitere Ressourcen