Hinweis:
Überprüfen Sie zur Vermeidung von Schäden am Gerät die Kompatibilitätstabelle für Harztanks unter Verwendung des richtigen Materials, damit Sie einen für dieses Material kompatiblen Harztank verwenden.

Hinweis:
Überprüfen Sie zur Vermeidung von Schäden am Gerät die Kompatibilitätstabelle für Harztanks unter Verwendung des richtigen Materials, damit Sie einen für dieses Material kompatiblen Harztank verwenden.
Dental LT Clear Resin ist ein Material für langfristige biokompatible Anwendungen, das für die Fertigung von Zahnschienen formuliert wurde. Befolgen Sie beim Druck dieser Dentalvorrichtungen den Anwendungsleitfaden für die jeweilige Version (V1 oder V2).
Dental LT Clear V1
Anmerkung:
Formlabs hat Dental LT Clear V1 aus dem Programm genommen und bietet es nicht mehr zum Kauf an. Für Anwendungen, die langfristig biokompatible Teile der Klasse IIa erfordern, sollten Sie Dental LT Clear V2 Resin oder Dental LT Comfort Resin in Betracht ziehen.
Dental LT Clear V2
Dental LT Clear Resin druckt mit 100 Mikrometern.
Anmerkung:
Um mehr über die Leistung oder die spezifischen Materialeigenschaften von Dental LT Clear Resin zu erfahren, lesen Sie bitte das Sicherheitsdatenblatt (SDB) und das Technische Datenblatt (TDB). Beziehen Sie sich primär auf das SDB zu den Themen Sicherheit und Handhabung von Formlabs Materialien.
Erforderliches Zubehör
Von Formlabs hergestellt
Von Drittanbietern hergestellt
Übersicht des Arbeitsablaufs
Hinweis:
Dies ist eine verkürzte Version der Anweisungen im Anwendungsleitfaden. Detaillierte Anweisungen zu Design, Einstellungen und Modellausrichtung für Ihre Version von Dental LT Clear Resin finden Sie in der Gebrauchsanweisung und im Anwendungsleitfaden.
Scan
Für den 3D-Druck einer Schiene müssen die anatomischen Daten des Patientengebisses mit einem Scanner erfasst werden. Scannen Sie dazu das Gebiss entweder direkt mit einem Intraoralscanner oder unter Zuhilfenahme eines optischen Desktopscanners, der einen Abdruck aus Polyvinylsiloxan (PVS) oder ein Steinmodell scannt.
Design
Verwenden Sie ein CAD-Dentalsoftwarepaket, um die Schiene vor dem Drucken zu verarbeiten und zu entwerfen. Wählen Sie eine Software, die einen offenen STL/OBJ/3MF-Dateiexport anbietet. Die Designschritte unterscheiden sich je nach Softwarepaket. Wenden Sie sich an den Softwareanbieter, um Einzelheiten zur Erstellung eines Modells aus Patientenscans zu erhalten.
Die grundlegenden Schritte, die beim 3D-Druck von Schienen mit einem Formlabs-SLA-Drucker zu beachten sind:
Installieren oder aktualisieren Sie PreForm und richten Sie dann den nächsten Druckauftrag ein.
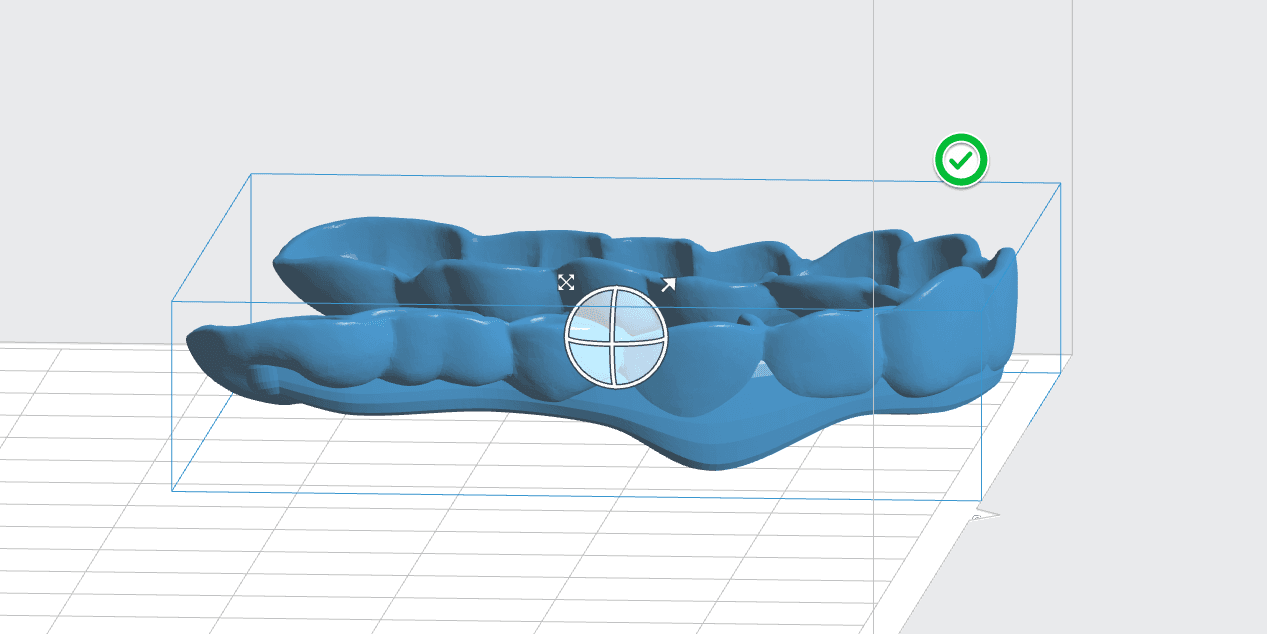
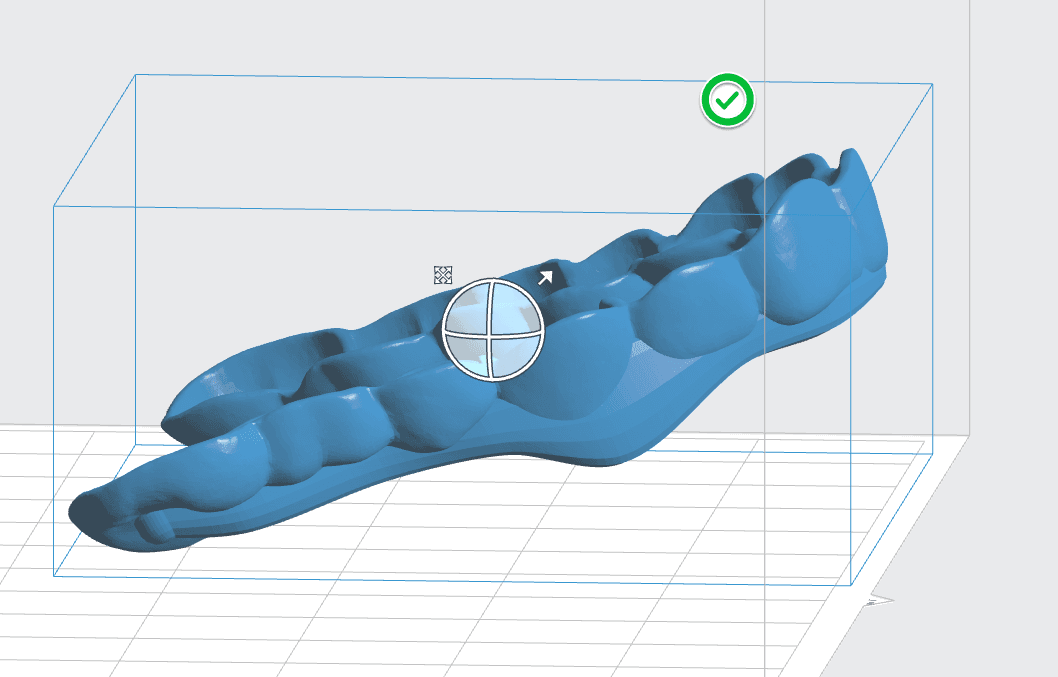
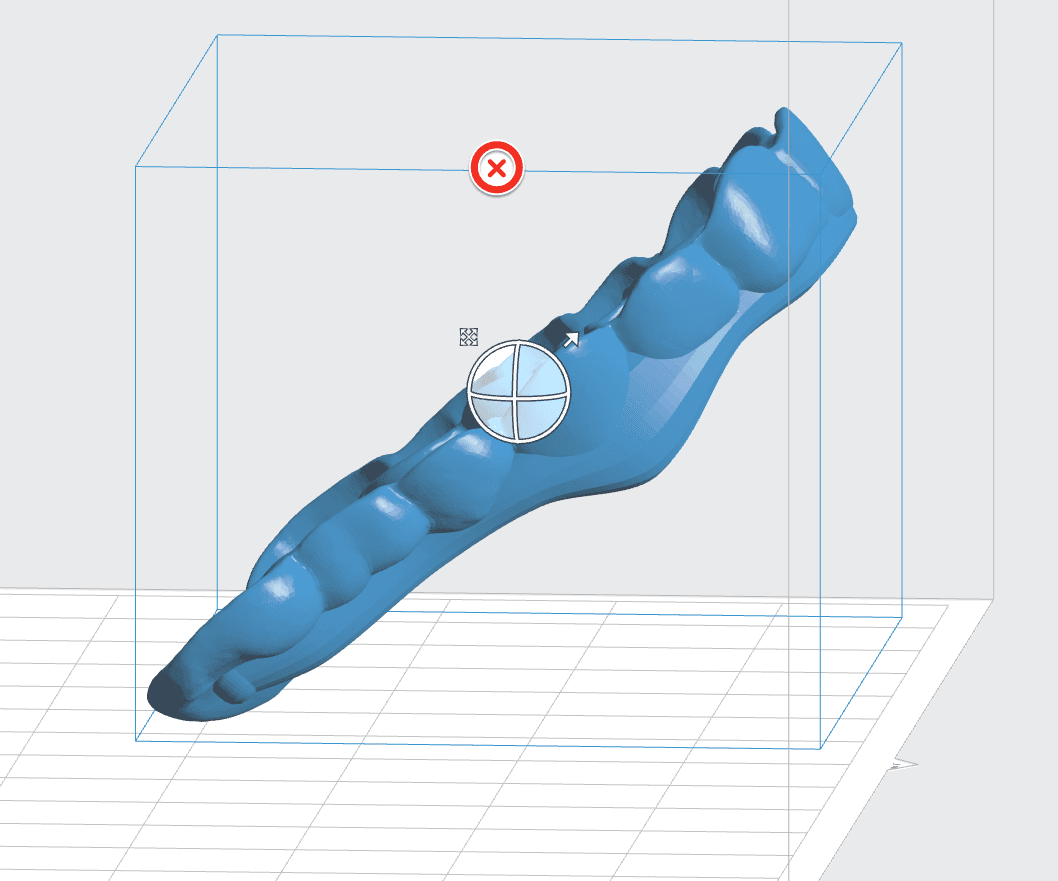
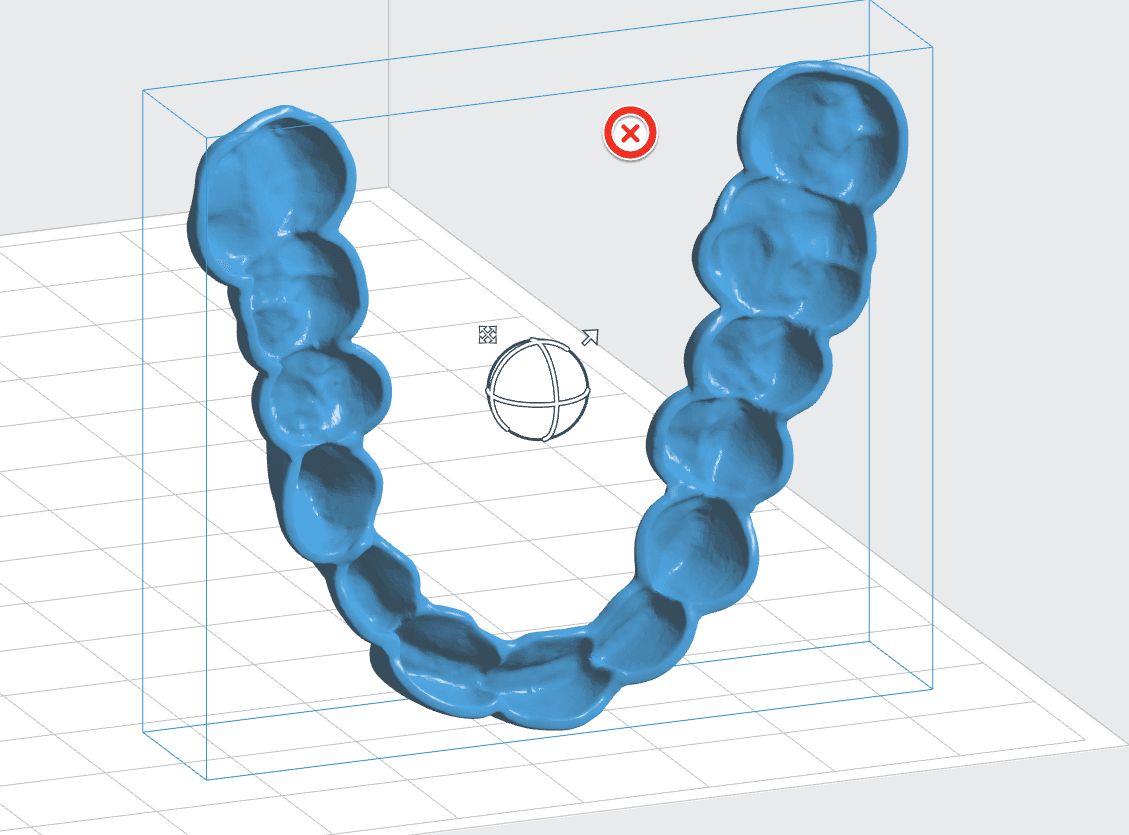
So bereiten Sie in PreForm ein Modell für den Druck vor:
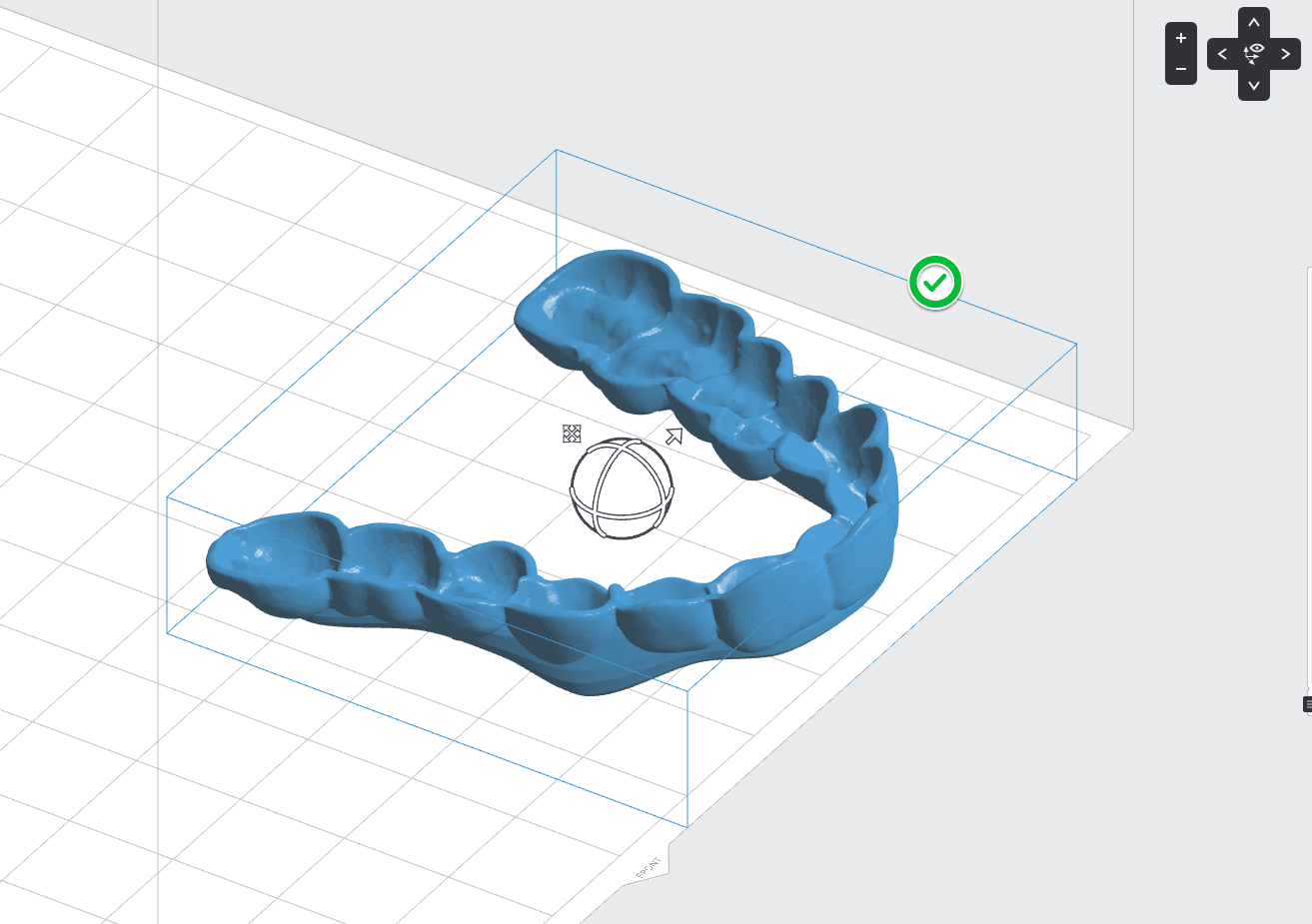
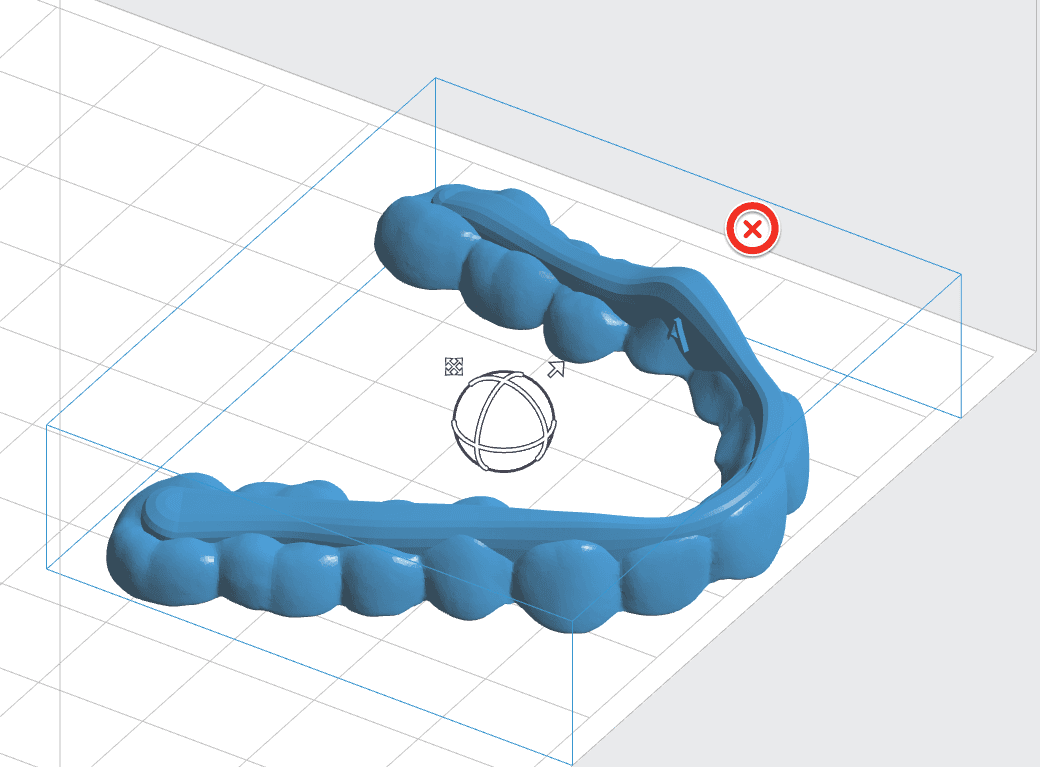
Hinweis:
Der Druck in einem Winkel von über 30° führt zu schlecht sitzenden Schienen. Je größer der Neigungswinkel des Teils über 30° hinaus ist, desto ungenauer werden die interproximalen Oberflächen gedruckt.
Hinweis:
Für eine vollständige Konformität und Biokompatibilität benötigt Dental LT Clear Resin einen dedizierten Harzbehälter, eine dedizierte Bauplattform und ein dediziertes Finish Kit, welche mit keinen Harzen außer anderen Formlabs-Harzen für biokompatible Anwendungen (wie Dental SG Resin) verwendet werden sollten.
Fertigstellung

Der Form Wash bewegt das Lösungsmittelbad und entnimmt die Teile nach der vorgegebenen Zeit. Waschen Sie die Teile gemäß den Einstellungen im Supportartikel Zeiteinstellungen beim Form Wash. Achten Sie besonders auf Informationen zu den mechanischen Eigenschaften oder den Anforderungen an die Biokompatibilität.
Lassen Sie Druckteile mindestens 30 Minuten lang vollständig an der Luft trocknen oder verwenden Sie Druckluft, um IPA von der Druckteiloberfläche abzublasen. Überprüfen Sie die Modelle sorgfältig und versichern Sie sich, dass alles flüssige Harz komplett entfernt wurde.

Nachhärtungsanforderungen
Härten Sie Teile nach, um Biokompatibilität und optimale mechanische Eigenschaften zu erzielen. Informationen zu den Nachhärteeinstellungen finden Sie im Supportartikel Einstellungen für Zeit und Temperatur beim Form Cure.
Hinweis:
Befolgen Sie die Nachhärteempfehlungen von Formlabs, um die klarsten und besten Ergebnisse zu erzielen. Wenn beim Nachhärten nicht die empfohlenen Werte eingehalten werden, können sich die mechanischen und Biokompabilitätseigenschaften verschlechtern.
Verwenden Sie den im Finish Kit enthaltenen Seitenschneider, um die Stützen an den Stellen, an denen sie an der gedruckten Schiene befestigt sind, vorsichtig abzuschneiden. Gehen Sie vorsichtig vor, da das nachgehärtete Material spröde sein kann. Die Stützstrukturen können auch mit anderem Spezialwerkzeug wie Schneidscheiben oder runden Schneidinstrumenten wie Karbidbohrern entfernt werden.

Biokompatibilität
Dental LT Clear Resin (V1) ist ein Harz für biokompatible Anwendungen der Klasse IIa, das den grundlegenden Anforderungen und Bestimmungen der Richtlinie 93/42/EWG des Rates über Medizinprodukte in der durch die Richtlinie 2007/47/EG geänderten Fassung entspricht und den folgenden Normen entspricht:
Dental LT Clear Resin (V2) wurde gemäß ISO 10993-1:2018, Biologische Bewertung von Medizinprodukten - Teil 1: Bewertung und Prüfung im Rahmen eines Risikomanagementprozesses, und ISO 7405:2018, Zahnheilkunde - Bewertung der Biokompatibilität von in der Zahnheilkunde verwendeten Medizinprodukten, bewertet und hat die Anforderungen für die folgenden Biokompatibilitätsrisiken erfüllt:
Weitere Ressourcen