Avis :
Pour éviter d’endommager votre équipement, consultez le tableau de compatibilité des bacs à résine dans la section Choisir le bon matériau afin de vous assurer que vous utilisez un bac à résine compatible avec ce matériau.

Avis :
Pour éviter d’endommager votre équipement, consultez le tableau de compatibilité des bacs à résine dans la section Choisir le bon matériau afin de vous assurer que vous utilisez un bac à résine compatible avec ce matériau.
Dental LT Clear Resin est un matériau pour des applications biocompatibles à long terme, formulé pour la fabrication de gouttières dentaires. Lorsque vous imprimez avec ces appareils, suivez bien le guide d'application pour la version utilisée (V1 ou V2).
Dental LT Clear V1
Remarque :
Formlabs a mis un terme à la commercialisation de Dental LT Clear V1, et cette résine n’est plus disponible à l’achat. Pour les applications nécessitant des pièces biocompatibles à long terme de classe IIa, envisagez d’utiliser Dental LT Clear V2 Resin ou Dental LT Comfort Resin.
Dental LT Clear V2
Dental LT Clear Resin s'imprime à 100 microns.
Remarque :
Pour en savoir plus sur les performances ou les propriétés spécifiques de Dental LT Clear Resin, consultez la fiche de données de sécurité (FDS) et la fiche technique. Consultez toujours la FDS comme source principale d’information pour savoir comment manipuler les matériaux Formlabs correctement et en toute sécurité.
Ressources nécessaires
Produits par Formlabs
Fabriqué par des tiers
Aperçu du processus de travail
Avis :
Ceci est une version abrégée des instructions du guide d'application. Consultez le mode d'emploi et le guide d'application pour obtenir des instructions détaillées sur la conception, les paramètres et l'orientation des pièces avec la version de la Dental LT Clear Resin que vous utilisez.
Scan
Pour imprimer une gouttière en 3D, utilisez un scanner afin de collecter les données anatomiques de la dentition du patient. L’empreinte numérique est obtenue directement à l’aide d'un scanner intra-oral ou indirectement en numérisant une empreinte en polyvinyle siloxane (PVS) ou un modèle en plâtre avec un scanner optique de bureau.
Conception
Utilisez un logiciel de CAO dentaire pour traiter et concevoir la gouttière avant de l'imprimer. Choisissez un logiciel qui propose une exportation de fichiers STL/OBJ/3MF ouverte. Les étapes précises de la conception varient pour chaque progiciel, contactez le fabricant pour plus d'informations sur la fabrication d'une gouttière dentaire à partir des scans du patient.
Les étapes de base à prendre en compte pour l’impression 3D de gouttières à l’aide d’une imprimante SLA Formlabs :
Impression
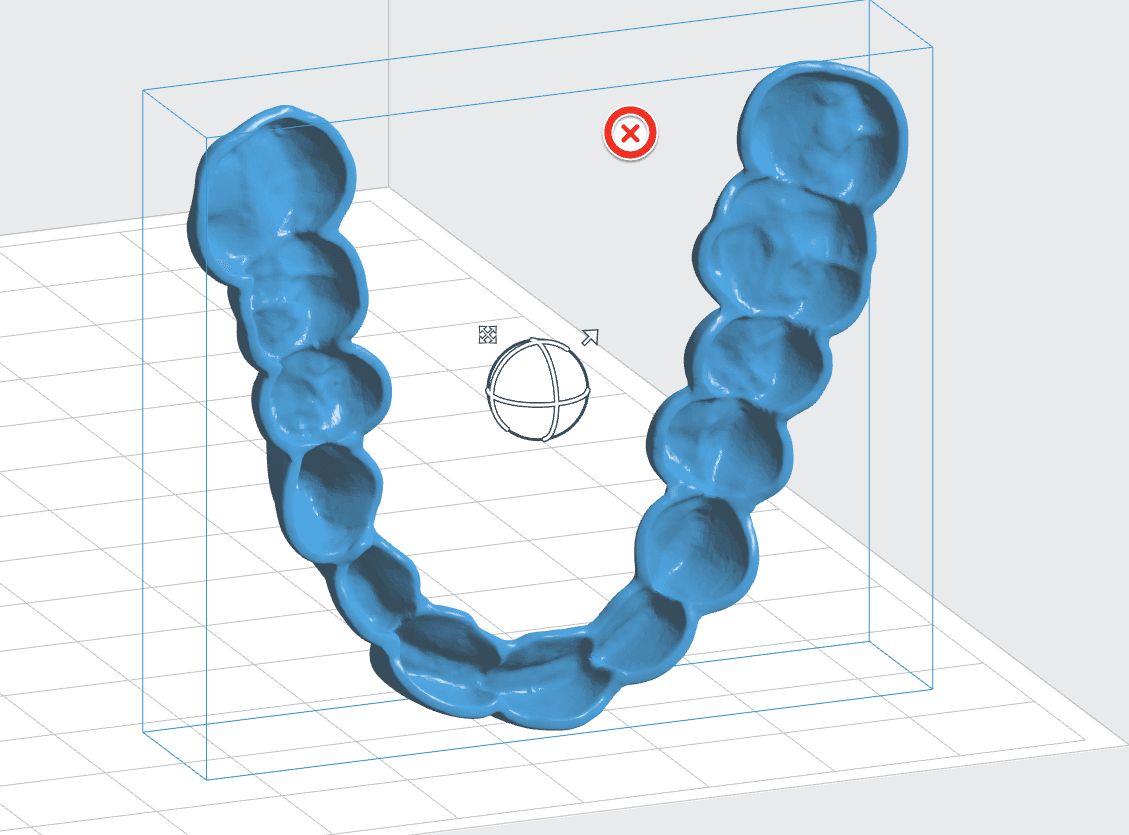
Installez ou mettez à jour PreForm, puis configurez la prochaine tâche d’impression.
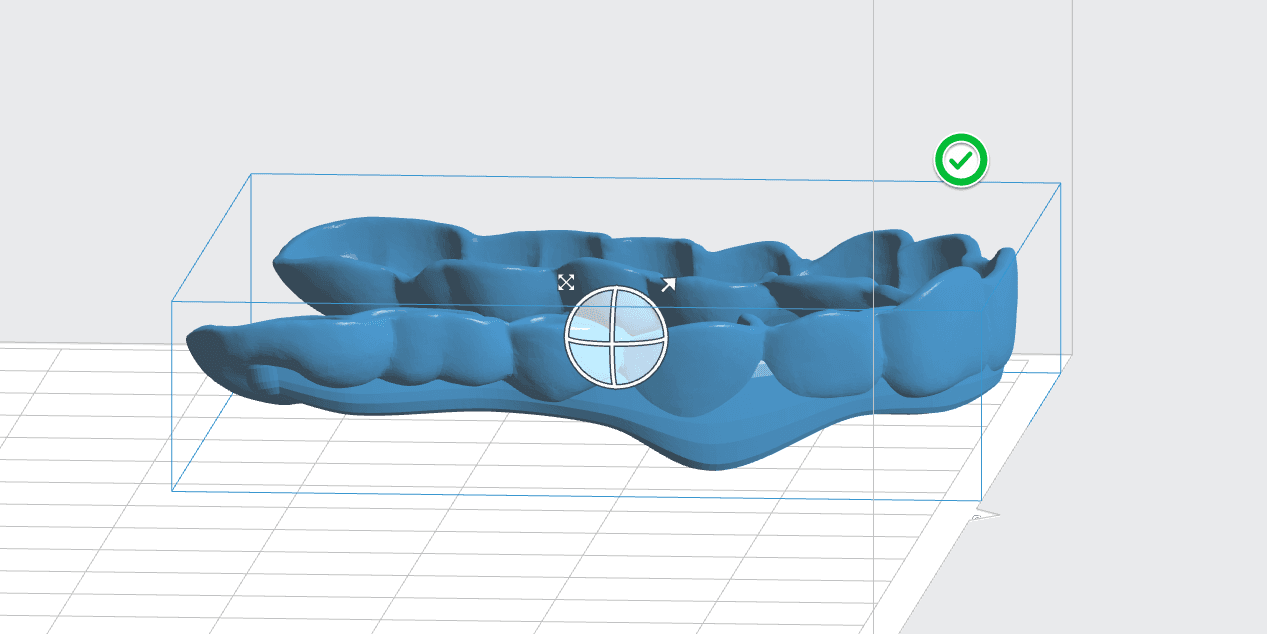
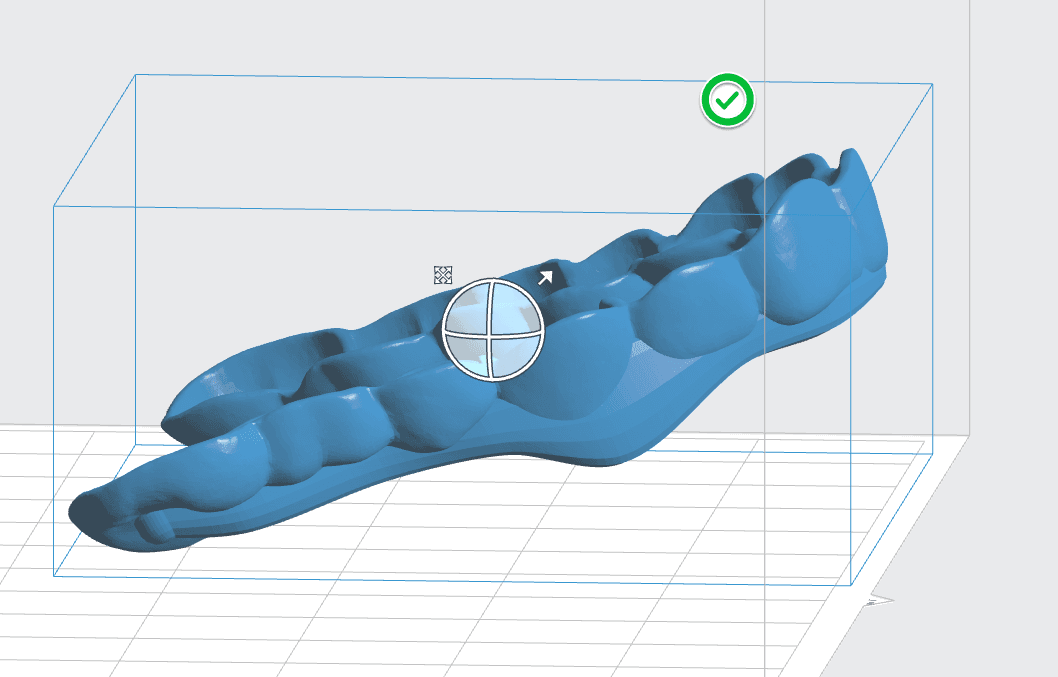
Pour préparer un modèle à l’impression dans PreForm :
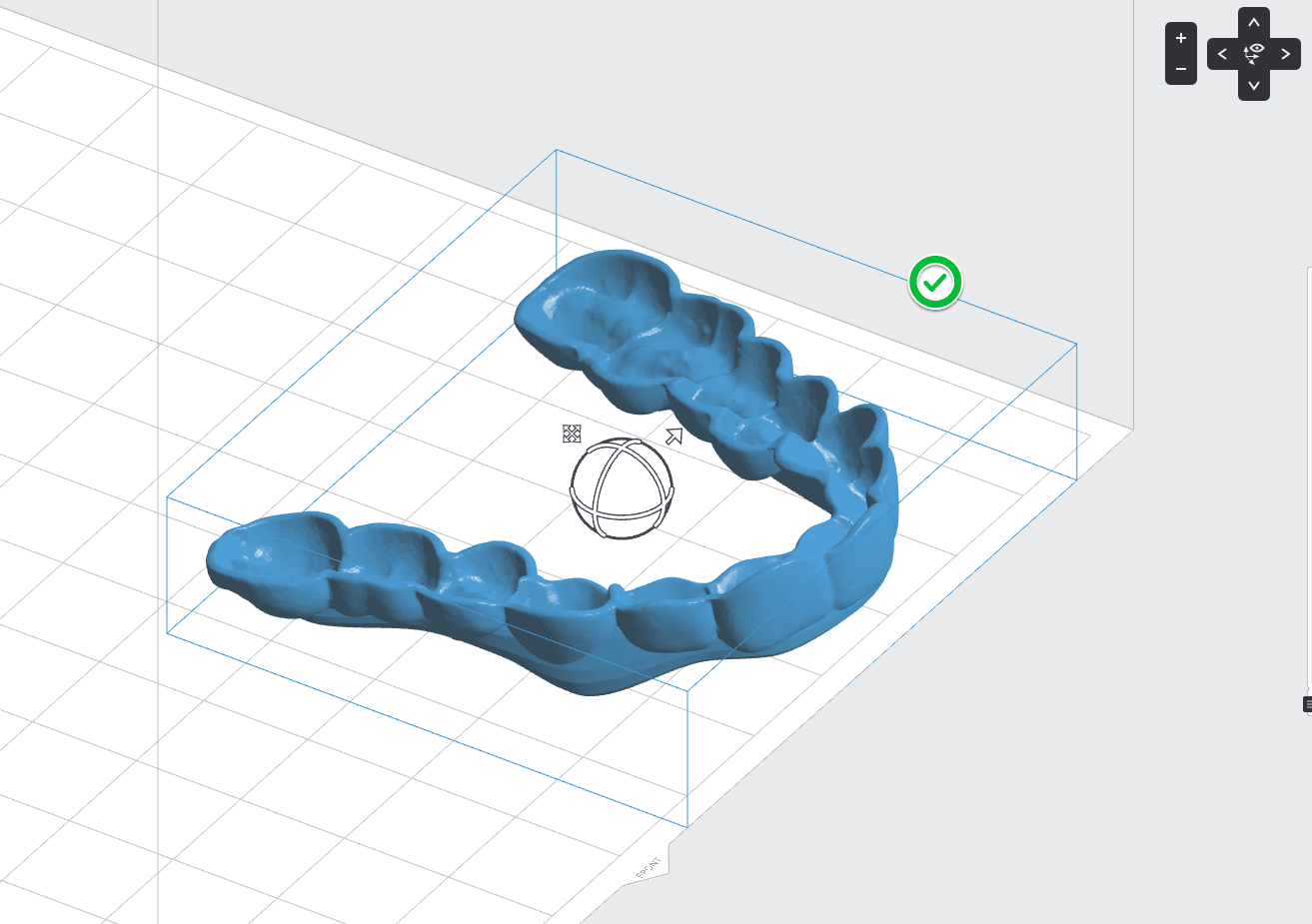
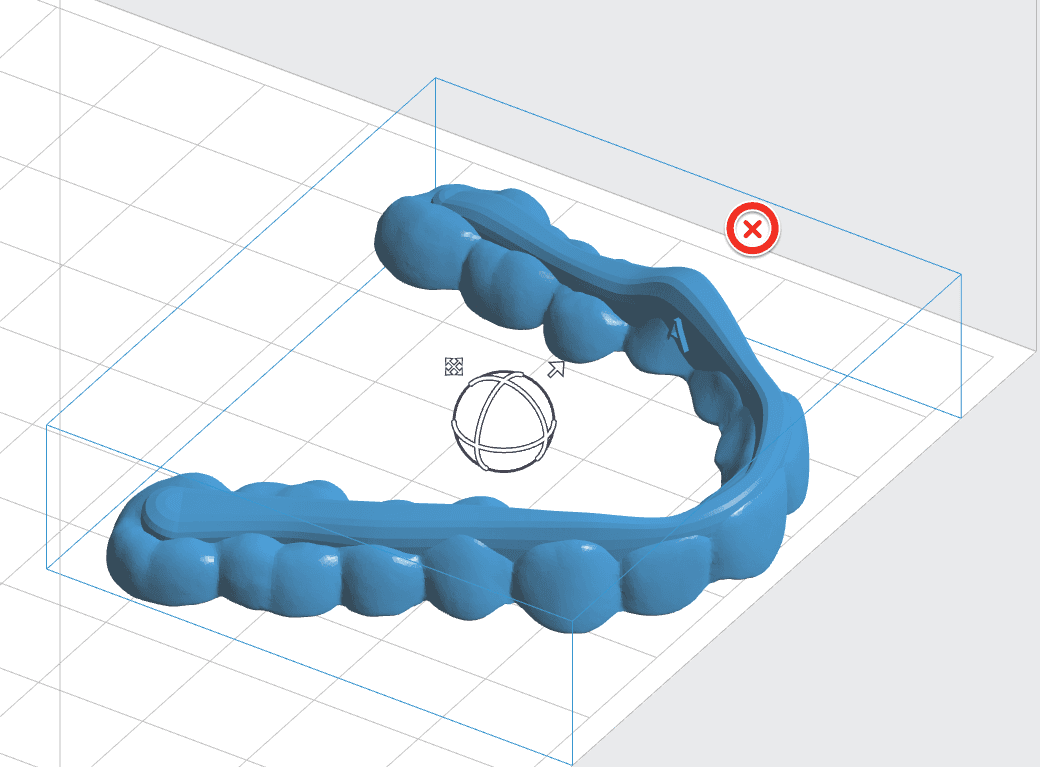
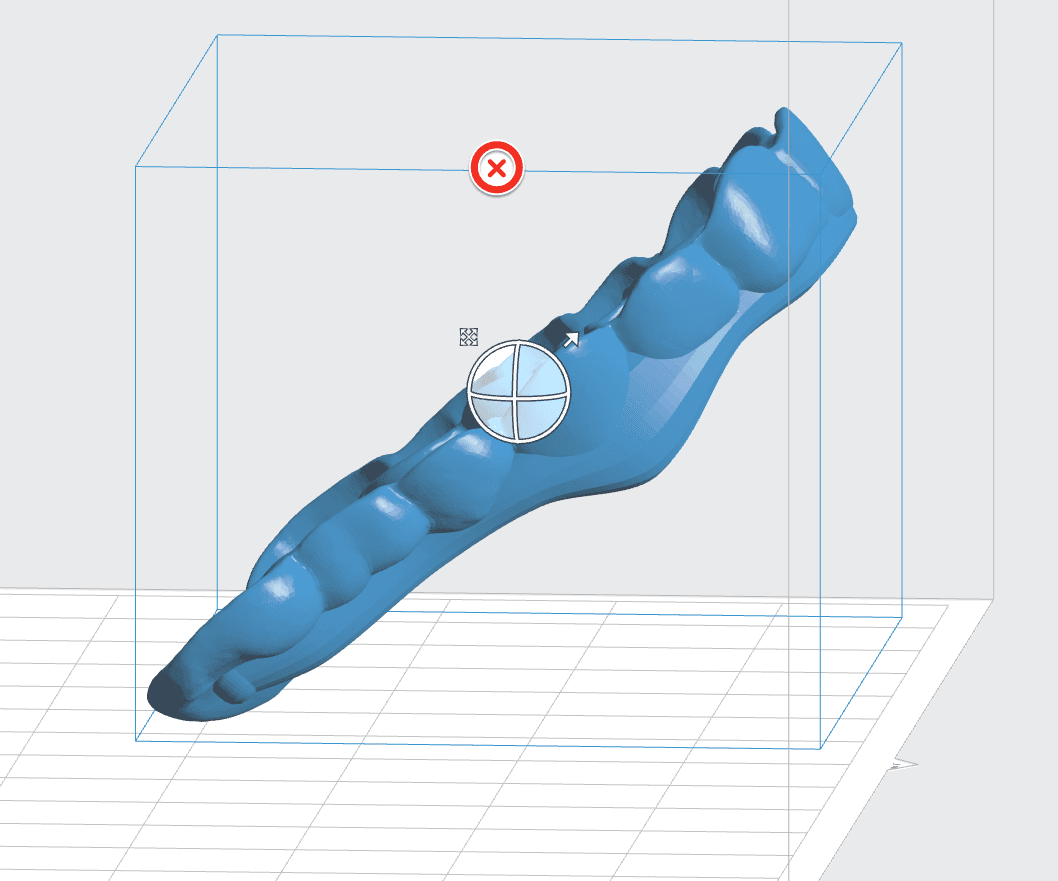
Avis :
Imprimer à plus de 30° entraînera un mauvais ajustement des gouttières. Lorsque l’angle d’inclinaison de la pièce dépasse 30°, les surfaces interproximales sont imprimées avec moins de précision.
Avis :
Pour une conformité et une biocompatibilité totales, Dental LT Clear Resin nécessite un bac à résine, une plateforme de fabrication et un Finish kit dédiés, qui ne doivent être utilisés qu’avec d’autres résines Formlabs destinées aux applications biocompatibles, telles que Dental SG Resin.
Finition

La Form Wash agite le bain de solvant et sort les pièces du bain après une durée définie. Lavez les pièces conformément à l’article d’assistance Paramétrage des durées de lavage de la Form Wash. Accordez une attention particulière aux informations ayant une incidence sur les propriétés mécaniques ou les exigences en matière de biocompatibilité.
Laissez sécher les pièces à l'air libre ou utilisez de l'air comprimé pour éliminer complètement l'alcool isopropylique des surfaces. Examinez bien les modèles pour vous assurer que toute la résine liquide a bien disparu.

Conditions de post-polymérisation
Utilisez la post-polymérisation pour rendre les pièces biocompatibles et optimiser leurs propriétés mécaniques. Consultez l’article d’assistance Paramètres de durée et de température de la Form Cure pour les paramètres de post-polymérisation.
Avis :
Suivez les recommandations de post-polymérisation de Formlabs pour obtenir les meilleurs résultats possibles et une transparence maximum. Une post-polymérisation incorrecte peut altérer les propriétés mécaniques et la biocompatibilité.
Utilisez les pinces coupantes incluses dans le Finish Kit pour couper soigneusement les supports aux points où ils sont attachés à la gouttière imprimée. Le matériau pouvant être friable à la suite de la post-polymérisation, les supports doivent être coupés avec précaution. Les supports peuvent également être retirés avec d'autres outils spéciaux comme des disques de coupe ou des fraises en carbure.

Biocompatibilité
Dental LT Clear Resin (V1) est une résine pour des applications biocompatibles de classe IIa qui est conforme aux exigences et dispositions essentielles de la directive 93/42/CEE du Conseil concernant les dispositifs médicaux, telle que modifiée par la directive 2007/47/CE, et qui est conforme aux normes suivantes :
Dental LT Clear Resin (V2) a été évaluée conformément à la norme ISO 10993-1:2018, Évaluation biologique des dispositifs médicaux - Partie 1 : Évaluation et essais dans le cadre d'un processus de gestion des risques, et à la norme ISO 7405:2018, Odontologie - Évaluation de la biocompatibilité des dispositifs médicaux utilisés en odontologie, et a satisfait aux exigences relatives aux risques de biocompatibilité suivants :
Ressources supplémentaires