Avviso:
Per evitare danni alla macchina, controlla la tabella di compatibilità dei serbatoi resina nell'articolo Scelta dei materiali più adatti per assicurarti di utilizzare un serbatoio resina compatibile con questo materiale.

Avviso:
Per evitare danni alla macchina, controlla la tabella di compatibilità dei serbatoi resina nell'articolo Scelta dei materiali più adatti per assicurarti di utilizzare un serbatoio resina compatibile con questo materiale.
Utilizza la Castable Resin di Formlabs per realizzare gioielleria elegante e dettagliata tramite il procedimento di fusione a cera persa. Sviluppata specificamente per la fusione a cera persa, la Castable Resin brucia in modo pulito, senza lasciare cenere né residui.
Avviso:
Non conservare questo materiale per più di un mese in un serbatoio resina standard o per più di due mesi in un Resin Tank LT, per evitare perdite di resina e danni conseguenti.
La Castable Resin è un fotopolimero acrilato che richiede un processo diverso rispetto ai tradizionali piani di fusione della cera. Invece di fondere a basse temperature, la Castable Resin passa direttamente allo stato gassoso. Il piano di combustione consigliato è stato progettato e testato per permettere alla Castable Resin di passare allo stato gassoso in modo graduale. Il lento cambio di stato riduce la possibilità che il materiale di rivestimento si rompa a causa della rapida espansione della parte stampata.
Alcuni clienti hanno riferito di essere riusciti a colare la Clear Resin di Formlabs. Fonderie più avanzate con esperienza nella colata di fotopolimeri potrebbero voler provare questo materiale in grado di offrire dettagli elevati, una buona finitura superficiale e un ciclo di polimerizzazione più rapido.
Risorse richieste
Prodotti da Formlabs:
Prodotti da terzi:
Nota:
Per ulteriori informazioni sulle prestazioni o sulle proprietà specifiche dei materiali della Castable Resin, consulta la scheda dati di sicurezza (SDS) e la scheda tecnica. Leggi sempre la scheda dati di sicurezza come principale fonte di informazioni per comprendere come manipolare e usare in sicurezza i materiali Formlabs.
Panoramica del workflow
Avviso:
Questa è una versione abbreviata delle istruzioni complete riportate nella guida all'applicazione Introduzione alla fusione per modelli di gioielli stampati in 3D [en]. Leggi il manuale operativo per ottenere istruzioni dettagliate circa il design, le impostazioni e l'orientamento delle parti con Castable Resin.
Progettazione per la fusione
La fusione è un'abilità e allo stesso tempo un'arte. Per ottenere buoni risultati, la progettazione del pezzo da sottoporre a fusione è tanto importante quanto le proprietà dei materiali che vengono utilizzati. Per maggiori informazioni, consulta il nostro whitepaper Stampa 3D per gioielleria: parametri di progettazione di base, supporti e orientamento (solo in inglese).
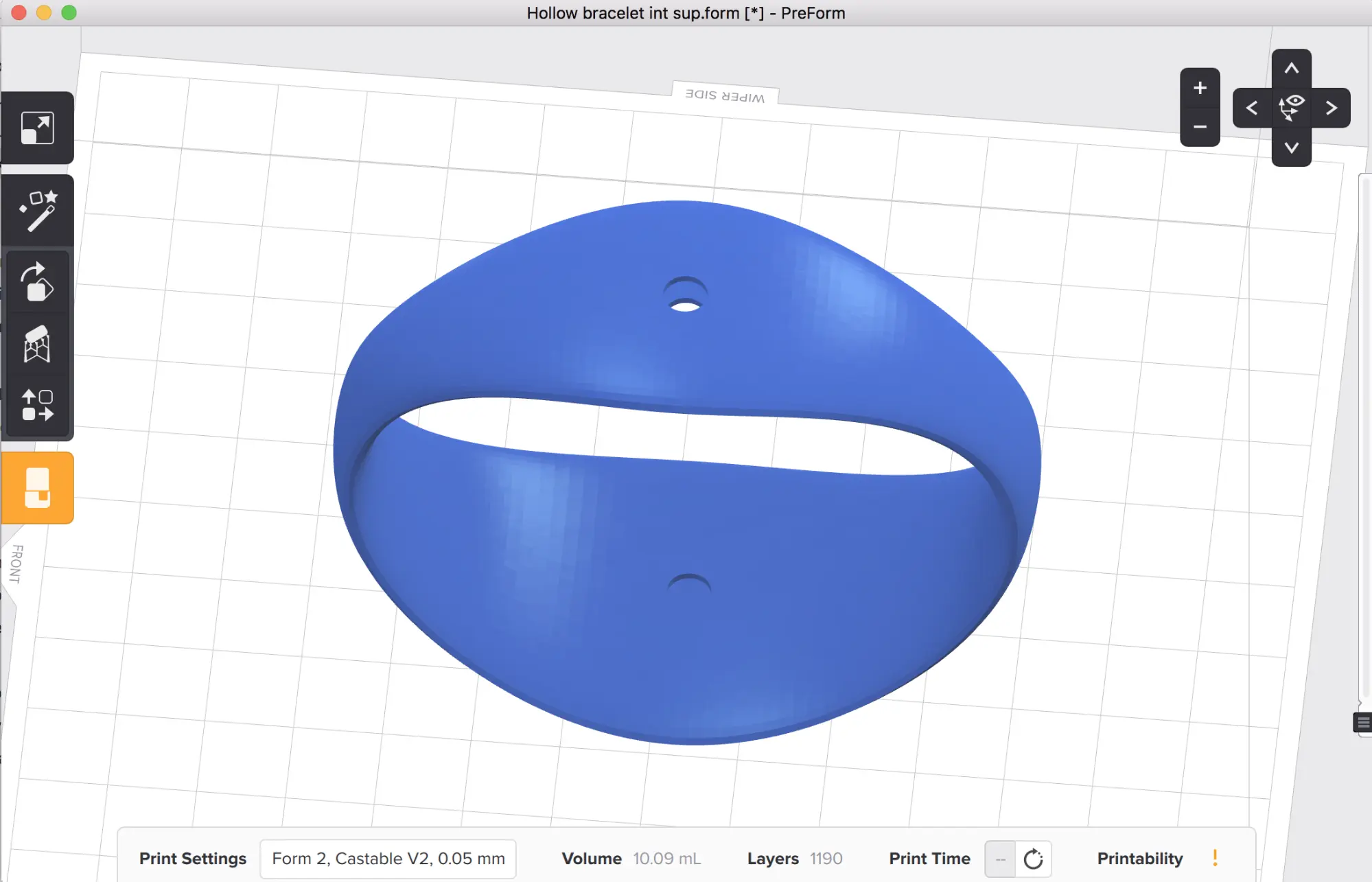
Progetta sfiati in geometrie di ampio spessore per permettere una ventilazione sufficiente durante la combustione.
Stampa e preparazione delle parti
Prima di impostare la stampa successiva, installa o aggiorna PreForm.
Per preparare un modello di stampa in PreForm:
Le impostazioni di stampa della Castable Resin sono ottimizzate per la stampa di gioielleria, con particolare attenzione all'ottenimento di funzionalità e dettagli importanti per i gioiellieri. Per la maggior parte dei design, stampare con uno spessore dello strato di 50 micron fornisce i risultati migliori e una maggiore velocità di stampa.
Scuoti la Castable Resin agitando la cartuccia e mescolando la resina nel serbatoio resina prima della stampa. La Castable Resin contiene un componente chiamato biossido di titanio che si separa dal resto della miscela se questa non viene utilizzata. La separazione si presenta sotto forma di depositi di colore bianco cristallini o a scaglie, spesso sulla parte esterna del serbatoio resina o della parte stampata. Mescola regolarmente la resina per mantenere le sue normali prestazioni.
Finitura
La Form Wash agita il bagno di solvente e rimuove le parti dal bagno dopo un tempo prestabilito. Lava le parti come spiegato nell'articolo di assistenza Impostazioni dei cicli di lavaggio con la Form Wash. Presta particolare attenzione alle informazioni che riguardano le proprietà meccaniche o i requisiti di biocompatibilità.
Assicurati che l'alcool isopropilico sia evaporato completamente prima della polimerizzazione post-stampa e della colata, in quanto l'alcool potrebbe interferire con il materiale di rivestimento e causare puntinature.
Requisiti per la polimerizzazione post-stampa
Per massimizzare la resistenza delle parti e garantire la loro integrità all'interno del materiale di rivestimento, tutte le superfici delle stampe effettuate con la Castable Resin dovrebbero essere sottoposte a polimerizzazione post-stampa in modo completo e uniforme. Sottoponi le parti a polimerizzazione post-stampa sotto luce da 405 nm e calore finché la superficie non è dura e rigida.
Le soluzioni di polimerizzazione post-stampa variano ampiamente in termini di capacità di riscaldamento, lunghezza d'onda della luce e rendimento. Quando usi la Form Cure, esegui la polimerizzazione post-stampa delle parti in Castable Resin a 60 °C per almeno quattro ore. Le piccole fonti di luce UV, come gli asciuga smalto UV domestici, utilizzano luce UV (0-400 nm) e possono impiegare fino a otto ore per eseguire correttamente la polimerizzazione post-stampa delle parti, mentre i forni di polimerizzazione UV industriali possono impiegare solo due ore.
Nota:
Le lampade a UV per le unghie sono un'efficace soluzione iniziale, anche perché le parti sono generalmente posizionate molto vicine alle lampadine. Le parti si riscaldano molto (a volte superano i 60 °C) e il calore aiuta la polimerizzazione completa. Temperature più alte portano a una polimerizzazione più rapida, ma è opportuno controllare le parti per assicurare che non subiscano deformazioni.
Ruota le parti durante la polimerizzazione post-stampa per assicurare un'esposizione omogenea a luce e calore. La Form Cure ruota automaticamente le parti, ma se si utilizza un altro metodo, potrebbe essere necessario capovolgere o ruotare manualmente le parti durante la polimerizzazione post-stampa.
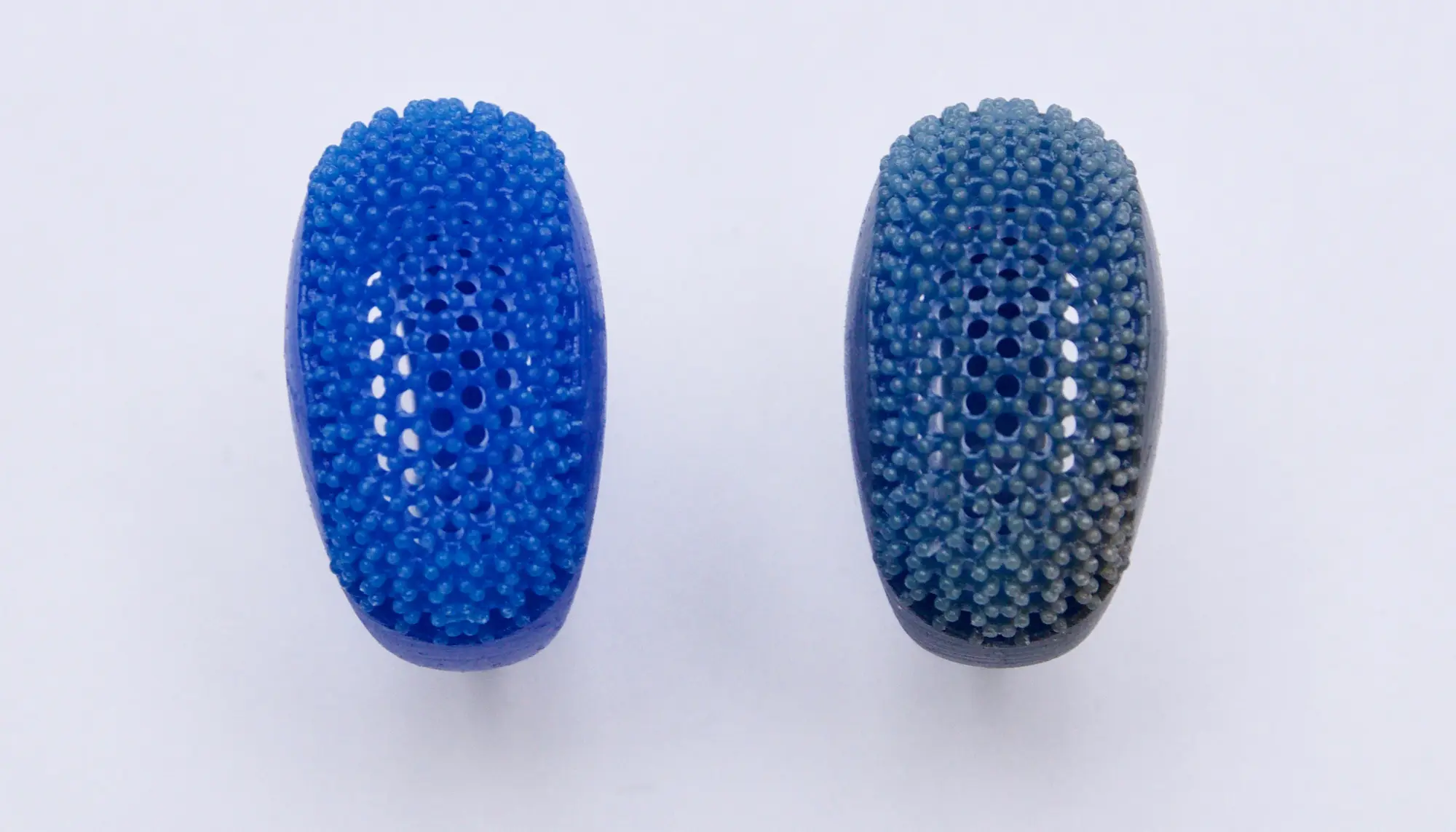
Confronto tra la Castable Resin allo stato grezzo (prima della polimerizzazione post-stampa) a sinistra e la Castable Resin polimerizzata a destra.
Durante la polimerizzazione post-stampa la parte potrebbe cambiare colore da blu brillante a blu scuro opaco. Questo fenomeno si chiama fotobleaching ed è un effetto naturale di alcuni tipi di luce. Se una porzione di una parte presenta fotobleaching, questo significa che l'esposizione alla luce è stata sufficiente. Se si effettua la polimerizzazione post-stampa della parte con supporti ancora attaccati, dopo averli rimossi estendere di altri 30 minuti il tempo di polimerizzazione, per permettere di polimerizzare completamente le superfici dei punti di contatto.
È importante che tutte le superfici sottostanti ai supporti siano polimerizzate in maniera omogenea. Per parti più ampie come braccialetti, può essere utile eseguire la polimerizzazione con l'ausilio di supporti per impedire ogni possibile deformazione e aiutare la parte a mantenere la sua forma originale a temperature elevate.

Utilizzo di tronchesine per rimuovere i supporti da una parte.
Rimuovi con attenzione ogni materiale di supporto dalla parte stampata dopo aver effettuato la polimerizzazione post-stampa. Usa una carta vetrata fine (grana 400 o superiore) per levigare delicatamente i segni lasciati dai supporti.

Utilizzo di un accessorio per la lucidatura di una parte.
Lucida la superficie utilizzando carta abrasiva o un utensile rotante con accessorio lucidante. Non rifinire la stampa con olio minerale dopo la levigazione.
Fusione con la Castable Resin
Per informazioni dettagliate sulla fusione con le resine Formlabs, leggi l'articolo di assistenza Introduzione alla fusione con le resine Formlabs e le altre risorse Formlabs.
Avviso:
Segui le raccomandazioni di sicurezza del produttore del materiale di rivestimento.
Risoluzione dei problemi
A causa dei passaggi addizionali nel workflow della fusione, la buona riuscita delle stampe con la Castable Resin dipende da un numero maggiore di variabili rispetto agli altri materiali di Formlabs. Tieni in considerazione i consigli e le raccomandazioni forniti durante ciascun passaggio del procedimento quando esamini o cerchi di risolvere determinati problemi.
Risorse addizionali