

解像度の高い3Dプリンタをお探しですか?「解像度」とは、3Dプリントやアディティブマニュファクチャリングの世界ではよく耳にする言葉ですが、実際のところそれが何を意味するのかはあまり理解されていません。XY軸解像度とZ軸解像度が造形品質にどう影響するのか?3Dプリンタで表現可能な最小サイズや最適な積層ピッチとは?
本ガイドでは、3Dプリンタの解像度が造形品質に与える影響、そしてSLA光造形方式、FDM(熱溶解積層)方式、DLP方式3Dプリンタの解像度の違いを詳しく解説します。

無料相談セッションのご予約
3D プリントのエキスパートに一対一でご相談いただける相談セッションをご用意しています。ROI 分析やテスト・プリントなどを通して、お客様のビジネスに最適なソリューションを一緒に考えましょう。
解像度と表現可能な最小サイズ
何十年もの間、解像度をめぐる技術的な競争が繰り広げられてきました。例えばテレビであれば、近年は画素数がHDから4Kへと4倍に増え、まもなく8Kになると見込まれています。携帯電話やタブレットなど、スクリーンが搭載されているものは何でも、解像度がセールスポイントとして仕様書の最初に記載されています。このこと自体は、特に目新しいことではありません。解像度をめぐる競争は、デジタル技術が普及して以来常に繰り広げられていますが、印刷業界はその戦いが始まった場所ともいえます。
1980年代から90年代にかけて、Canon、Brother、HP、Epson、Lexmark、その他多くの企業が印刷のスピードと解像度をかけて競い合っていました。最初は100x100dpiだったものが、300x300、600x600と急速に進化し、最終的に現在の業界標準である1200x1200dpiへと至りました。当時はこれらの数値が意味するところが明確で、解像度を表す単位でさえ直感的にわかりやすいものでしたが、色々な要素が加わるにつれ、物事はどんどん複雑になっていきました。
3Dプリンタの解像度

造形品でどれだけディテールを表現できるかは、3次元それぞれの解像度に影響される。
3Dプリントとアディティブマニュファクチャリングでは、2次元の平面を表すXY軸と、物体を3DにするためのZ軸という3つの次元を考える必要があります。一般的に、平面(XY軸)とZ軸は全く異なるメカニズムで制御されているため、解像度の意味合いは平面解像度(XY軸解像度)と垂直解像度(Z軸解像度)で異なります。その結果、「3Dプリントの解像度」という用語が何を意味するのか、またどの程度の造形品質が期待できるのかについて、混乱が生じてしまうのです。

高精細な3Dプリント:プリント方式ごとの比較
Formlabsの高精細SLA光造形方式3Dプリンタは、垂直(Z軸)解像度が高く、平面(XY軸)で表現可能な最小サイズも非常に精密で、緻密なディテールも表現できる。
では、何があれば3Dプリンタは高精細になるのでしょうか?一言で言い表すのは難しいのですが、その答えを掘り下げてみましょう。3Dプリンタは3次元で造形を行うため、少なくとも2つの数値を考慮する必要があります。平面(XY軸)で表現可能な最小サイズと垂直(Z軸)解像度(積層ピッチと呼ばれる)です。Z軸解像度は定義が簡単であるため、造形品質や表面品質との関連性は低いものの、多くの情報が提供されています。造形品質の点でより重要なXY軸解像度(表現可能な最小サイズ)については、顕微鏡を用いた測定が必要なため、必ずしも製品の仕様書に記載されているとは限りません。
実際には、3次元すべてで両方の解像度が優れている3Dプリンタを選ぶべき、ということになります。

デスクトップサイズSLA光造形プリンタの概要
高精細3Dモデルを製作できる3Dプリンタをお探しですか?SLAプリントの機能、そして非常に精度の高い造形品の製作にSLA方式が選ばれる理由については、こちらの技術資料をご覧ください。
Form 3の寸法精度に関するレポート
本レポートでは、Form 3とForm 3Bで製作した造形品の寸法精度について、Formlabs社内で実施した試験の結果をご覧いただけます。
SLA方式とFDM方式の比較
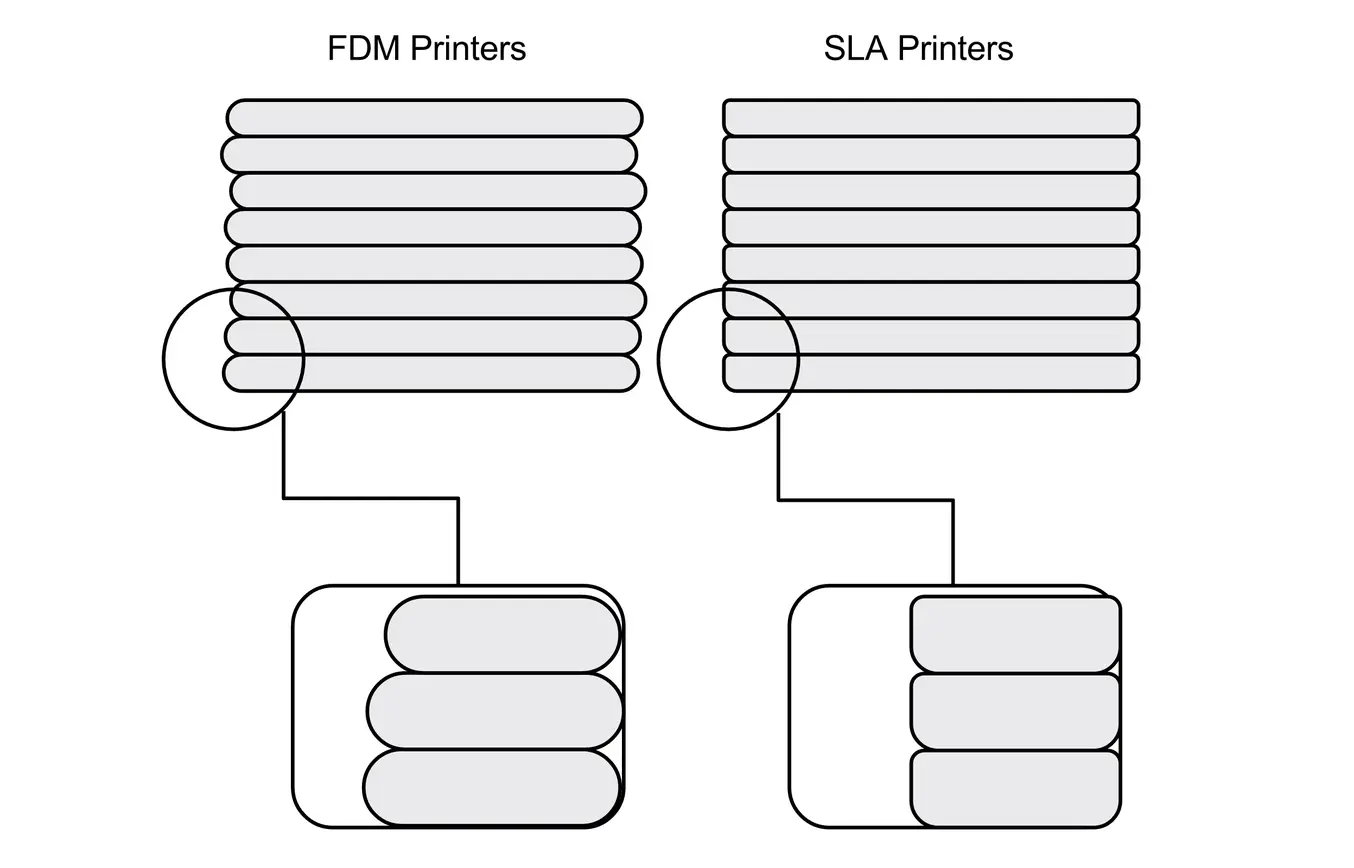
デスクトップサイズの3Dプリンタが初めて市場に登場してから、多くの変化がありました。現在、Form 3+のようなSLA光造形方式3Dプリンタは、FDM(熱溶解積層)方式3Dプリンタと同じくデスクトップサイズのプリンタとして利用可能です。FDM方式の3Dプリンタに比べて樹脂ベースのSLA光造形方式3Dプリンタが優れているのは、その造形品質です。FDM方式より滑らかで緻密な造形品を製作できます。SLA光造形方式では積層ピッチを大幅に薄くすることも可能ですが、造形品質が高い一番の理由はXY軸解像度がはるかに高いことにあります。
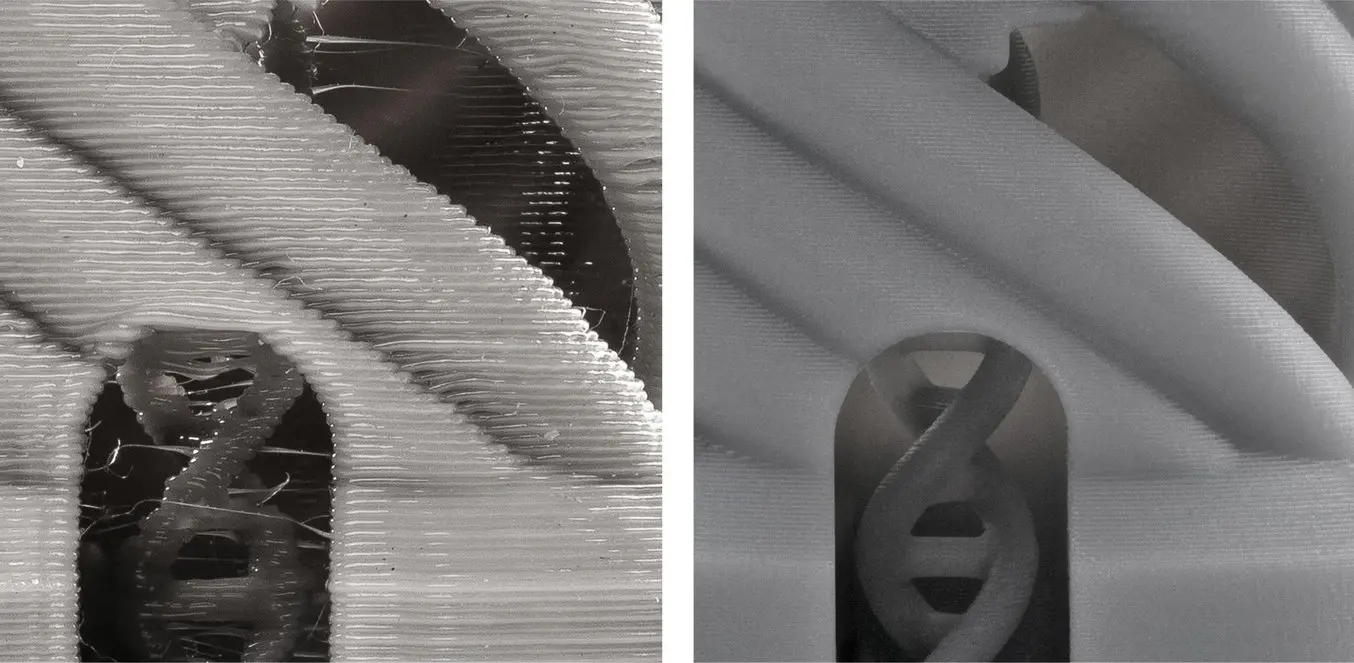

SLA光造形方式3Dプリンタ(右)は、FDM(熱溶解積層)方式3Dプリンタ(左)よりも解像度が高く、より滑らかで緻密なプリントが可能。
SLA光造形方式でXY平面で表現可能な最小サイズは、FDM方式の3Dプリンタとは異なり、溶融した樹脂の流れではなく、光学技術および光重合の反応速度によって決まります。具体的な計算方法は複雑なため本記事では省略しますが、SLA光造形方式で表現可能な最小サイズはレーザー焦点の直径とほぼ同じです。そのレーザー焦点サイズも非常に小さく、特にFDM方式プリンタのノズル直径と比較するとその差は歴然です。
本書では、FDM方式とSLA方式の3Dプリンタを、造形品質、材料、用途、作業手順、プリント時間やコスト等、様々な角度で比較検証します。
SLA光造形方式とDLP方式の比較
光造形3Dプリンタは、デスクトップサイズの3Dプリンタの中でも最も高精細な方式といえます。どのプリンタも基本となる形状が異なるため、単純に数字だけで仕様を比較することは困難です。
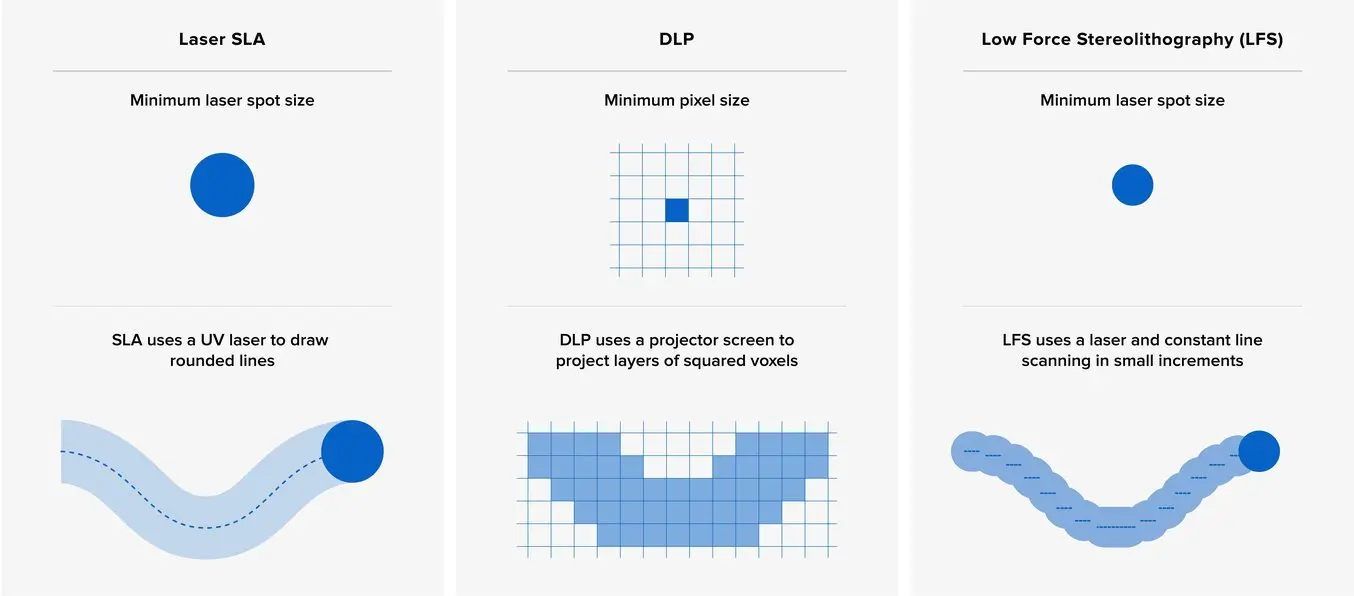
DLP方式の3Dプリンタは造形エリア最小単位であるピクセルが四角形として固定されていますが、SLA光造形方式やそれをベースとしたLFSテクノロジーを搭載したFormlabsの3Dプリンタの場合はレーザービームを任意の平面上の座標に集中させることができます。つまり、レーザーを使用するタイプのプリンタなら、レーザー焦点サイズがDLP方式のピクセルサイズより大きくても、高品質な光学技術によってパーツの表面をより精細に表現できるのです。
業務用の樹脂3Dプリンタであれば、どれを選んでも写真のようにリアルなモデルから繊細な形状をしたジュエリーまで、緻密なディテールを再現することができます。

SLA光造形方式(左)の造形品は、目視では積層痕がほとんど確認できない。表面品質が滑らかな仕上がりになるので、透明材料を使うとより透明度の高い造形品を製作することができる。DLP方式の3Dプリンタの場合、画像が長方形のボクセルで構成されるため、造形品にボクセルの縦線が現れることがある。
こちらの記事でSLA光造形方式とDLP方式3Dプリンタの仕組み、解像度、精度、造形サイズ、表面品質、プリント速度、作業手順の違いについて、詳細をご確認いただけます。
平面(XY軸)解像度とは
3Dプリントで造形品質に最も大きな影響を与えるのが、平面(XY軸)解像度です。平面解像度の定義は、3Dプリント方式によって異なります。
- SLA光造形:レーザー焦点サイズと、レーザービームを制御する増分の組み合わせ。
- DLP方式:ピクセルサイズ。プロジェクタが1層あたりで表現できる最小単位。
- FDM方式:1層あたりのノズルの移動精度。
大まかにまとめると、数字が小さいほど精細な表現が可能ということになりますが、この数値は常に仕様書に記載されているとは限らず、記載されていたとしてもその数値が必ずしも正確であるとは限りません。プリンタのXY軸解像度を知るには、この数値を算出するための仕組みを理解することが重要です。
実際、XY軸解像度は造形品質にどう影響するのでしょうか?それを確認するために、私たちはForm 2 SLA光造形方式3Dプリンタを使った検証を行いました。Form 2のレーザー焦点サイズは140ミクロン(FWHM)なので、XY平面で繊細なディテールを表現できるはずです。この仕様上の解像度が実際に正しいのかを確認します。
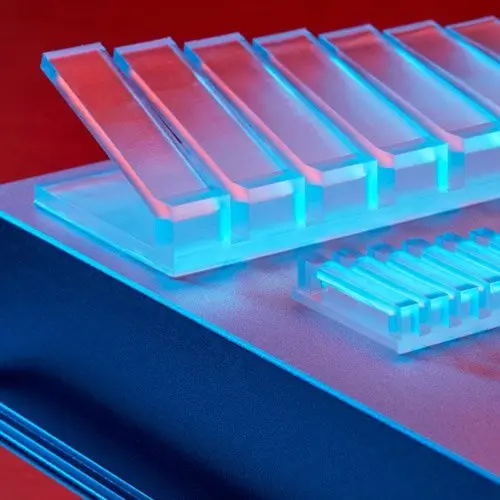
解像度検証用のモデル設計
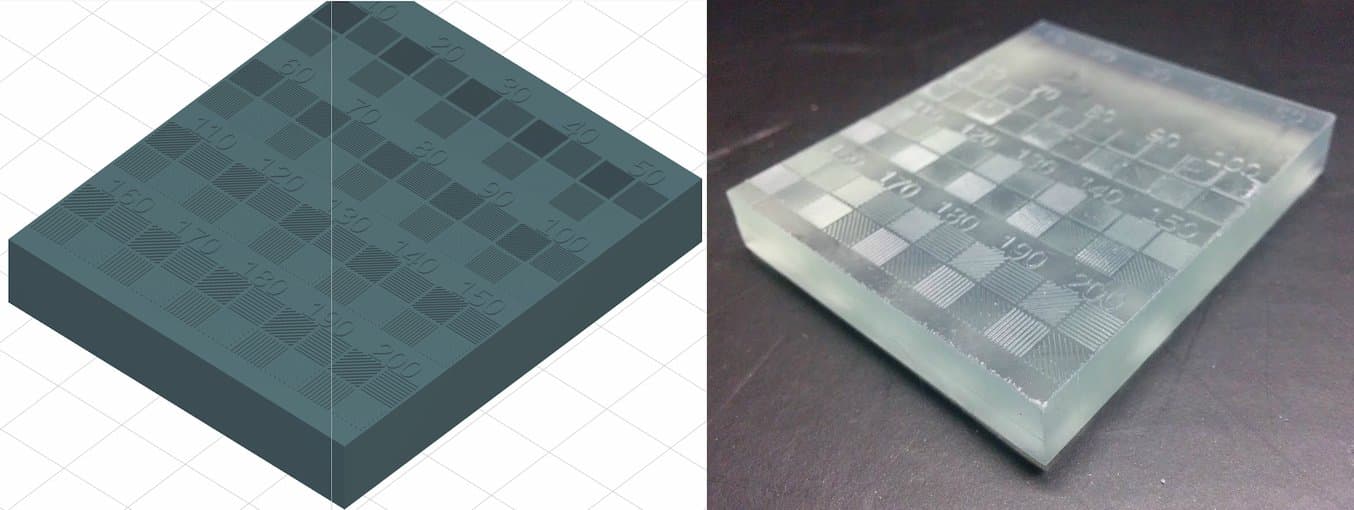
Form 2がXY平面で表現可能な最小サイズを検証するため、10~200ミクロンの範囲の線を持つモデル(左)を設計し、透明材料のClearレジンで造形(右)。
まず、XY平面上で表現可能な最小サイズを検証するためのモデルを設計・造形しました。モデルは長方形のブロックで、方向の偏りを避けるため、水平、垂直、斜め方向にさまざまな幅の線を入れました。線幅は10~200ミクロンまでを10ミクロン刻みでプリント。高さは200ミクロンで、Z軸解像度を100ミクロンにして造形すると2層分になります。材料はClearレジンを使用し、造形後はIPAで2回洗浄、その後30分間の二次硬化を行いました。
造形品の分析
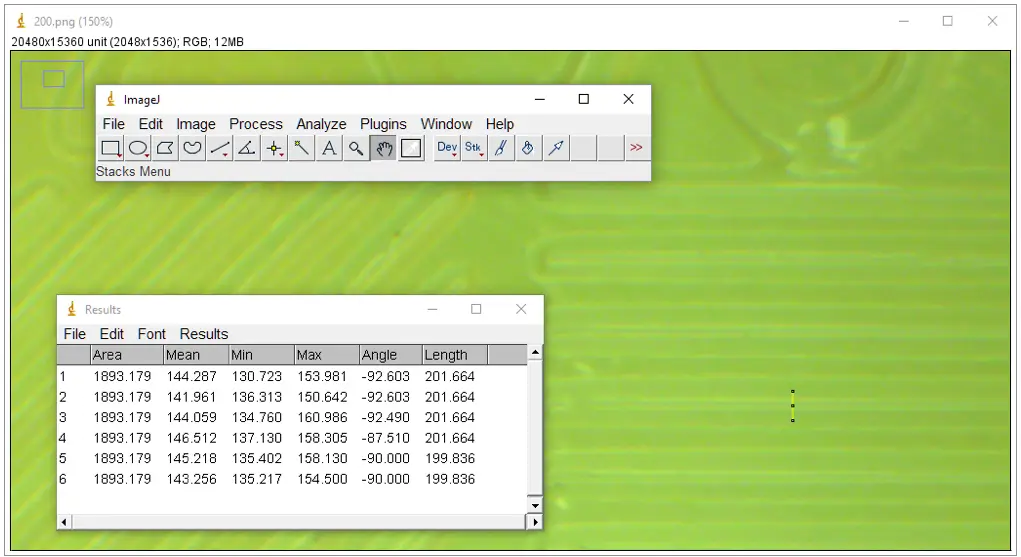
造形品を撮影し、視認性を高めるため緑色に着色。ウィンドウの右側、黒点の入った黄色線で撮影した線の幅を測定している。
二次硬化後は、造形品を顕微鏡の下に置き、解析用に高解像度の写真を撮影しました。NIHの無料画像解析ソフトImageJを使用し、画像のピクセルをスケーリングした後、造形品の実際の線幅を測定しました。測定誤差やばらつきをなくすため、線幅ごとに50箇所以上でデータを取集しました。検証・分析に使用したのは、それぞれ別のプリンタ2台と造形品3つです。
データを理解する
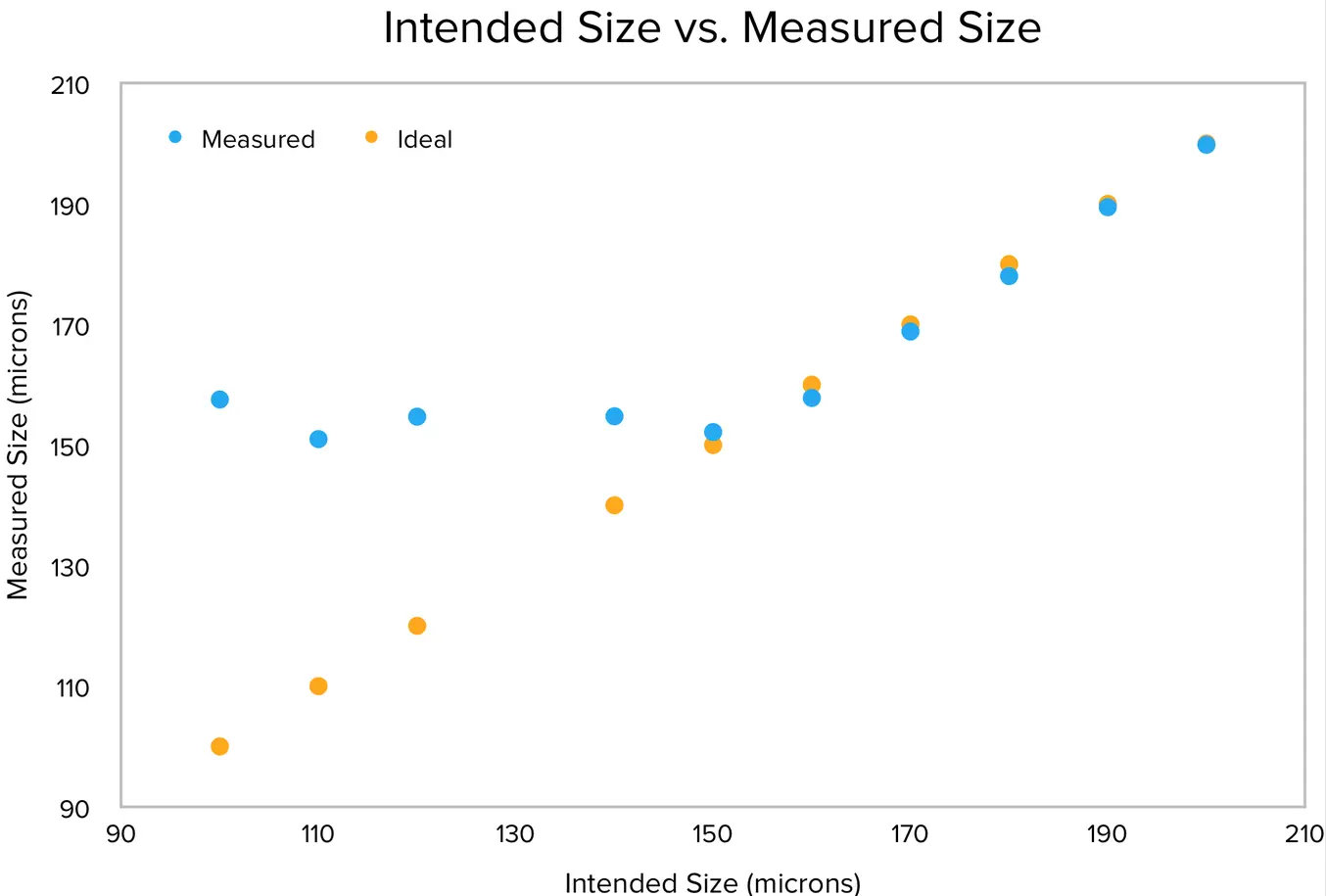
このグラフでは、Form 2は150ミクロン以上の部分では仕様通りのXY軸解像度を保っていることがわかる。
造形品の積層ピッチが200ミクロンから150ミクロンと小さくなるにつれ、仕様通りの解像度を実現できる確率は95%以内になります。さらに線幅が150ミクロンより小さくなると、仕様の値と測定値の間に大きな差が出始めます。つまり、Form 2では150ミクロンまでなら細部を正確に表現できることを意味し、これは人間の髪の毛ほどの細さに相当します。
Form 2のXY平面で表現可能な最小サイズは約150ミクロン。これは、レーザーの直径140ミクロンからわずか10ミクロンしか変わりません。レーザー焦点サイズよりも小さなサイズを表現することは不可能であり、かつこのサイズはレーザーの屈折、微細な汚染物質、樹脂の化学的性質など、さまざまな要素の影響を受けます。製品全体で考えると、10ミクロンの差はごくわずかなものです。すべてのプリンタで公表している解像度と実際の解像度が同じとは限らないので、プロジェクトに適したものを選ぶ際は十分に調査することをお勧めします。
細部の形状が繊細な造形品を製作する必要がある場合には、単なる数値だけではなく、測定可能なデータとして信頼できるXY軸解像度の高いプリンタをご検討ください。
垂直(Z軸)解像度とは
3Dプリンタの技術仕様書で、他のどの値よりも頻繁に登場するのがZ軸解像度です。積層ピッチとも呼ばれるこの垂直解像度は、初期の3Dプリンタ群の中では他社製品との差別化要素として最初に使われた数値です。初期の3Dプリンタは1mmの壁を破るのが精一杯でしたが、今ではFDM方式の積層ピッチは0.1mm以下、LFS方式やSLA光造形方式ならさらに高精細なプリントが可能です。
Formlabsの3Dプリンタは、材料によって25~300ミクロンの積層ピッチに対応しています。積層ピッチを選択できることで、精細さとスピードのバランスを保つことができます。そこで重要になるのが、最適な積層ピッチはどれか、ということです。
積層ピッチは細かいほど良いのか?
高精度の3Dプリントにはトレードオフが伴います。積層ピッチが細かくなると、その分積層(プリント)する回数は多くなってしまうため、同じモデルを25ミクロンでプリントするのと100ミクロンでプリントするのとでは、所要時間が4倍程度長くなります。また、積層の回数が増えるということは、プリント時に問題が発生するリスクも上がるということです。例えば、1層でも失敗するとプリント失敗とみなされる場合、1層あたりの造形成功率が99.99%であっても積層ピッチを1/4(垂直解像度を4倍)にすると、プリント成功率は90%から67%に低下する計算になります。
このように積層ピッチが細かいと、所要時間の増加、予想外の歪み、エラーなどが発生しやすくなります。
では、解像度が高ければ高いほど(積層ピッチが薄ければ薄いほど)造形品質は向上すると言えるのでしょうか?それは、プリントするモデルと3DプリンタのXY軸解像度によります。一般的に、積層ピッチが細かくなると、プリント時間が増加し、予想外の変形やエラーが発生するリスクも高まります。そのため、解像度を低くする(積層ピッチを厚くする)ことで造形品質が上がるケースもあります。
細かい積層ピッチが必ずしも最適ではない理由
積層ピッチを細かくすると、対角線方向の質感が滑らかになるため、積層ピッチは細かいほど良いと思い込んでZ軸解像度を限界まで押し上げるケースがよく見られます。しかし、造形品が90度の垂直面と水平面で構成されていて、対角線方向での積層がほとんど必要ない場合はどうでしょうか?この場合は、積層数を増やしても造形品質に影響はありません。
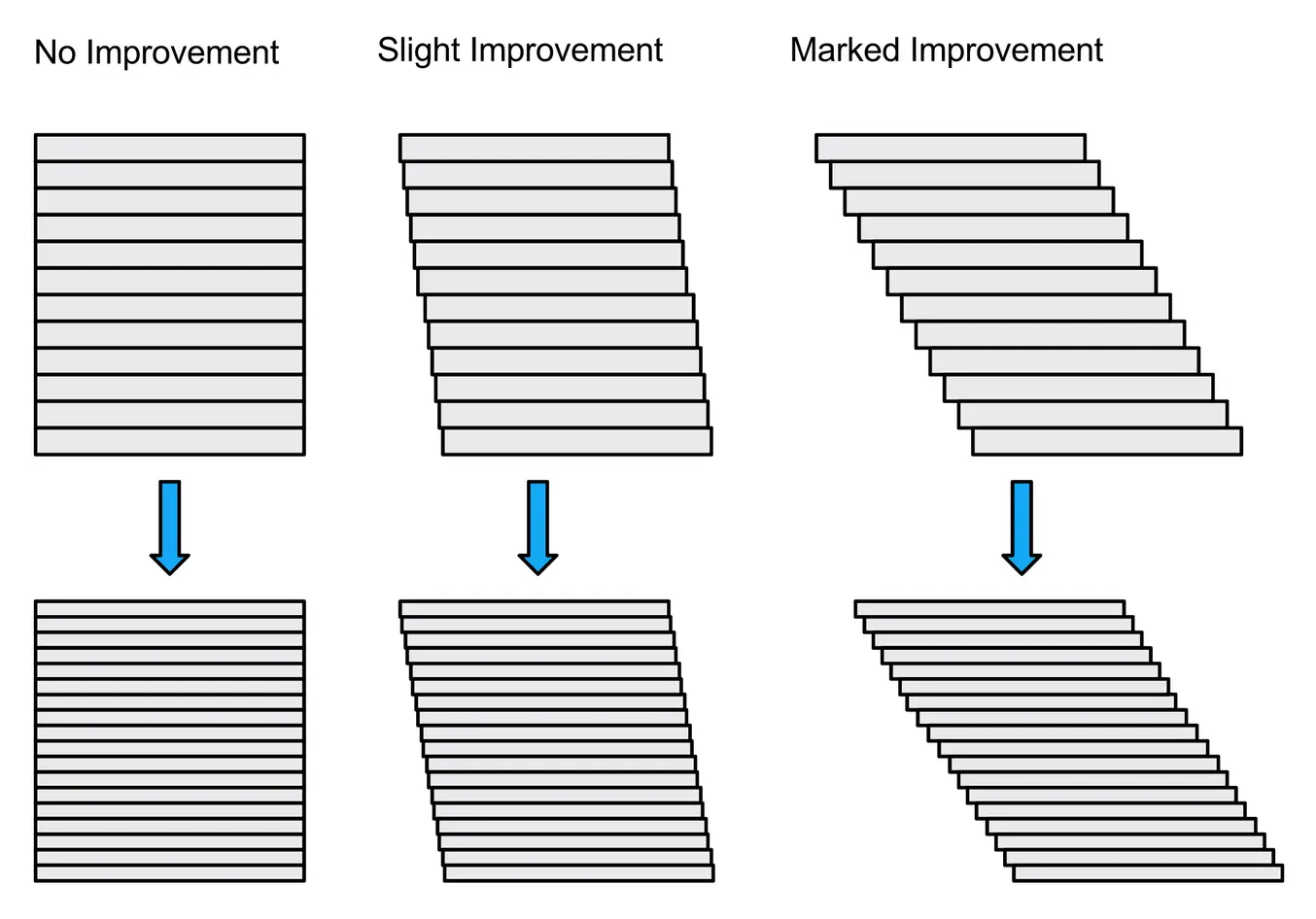
プリンタのXY軸解像度が十分に高くなく、外側の線を造形する時に「段差ができてしまう」場合、問題が複数あることを意味します。積層数が多くなればなるほど表面には多くの段差が発生してしまうため、Z軸解像度が高くなったとしても、こうしたケースでは造形品質は著しく低下したように見えてしまいます。
Z軸解像度を重視すべきケース
とはいえ、Z軸の解像度を上げるべき場合もあります。XY軸解像度が高いプリンタを使って複雑な形状や斜めのエッジが多い造形品を製作する場合は、積層ピッチを薄くすることでより質の高い造形が可能になります。また、造形品の高さ寸法が低い(積層数が200層以下)場合、Z軸解像度を上げると品質が大きく向上します。
有機的なフォルム、丸みを帯びたアーチ、小さなエンボス加工、繊細な彫刻など、Z軸解像度を高くことで表現できるデザインもあります。

精巧なディテールを持つ複雑な形状の場合は、Z軸解像度の高さが重要になる。SLAによる造形品はシャープなエッジ、滑らかな表面、ほとんど目立たない積層痕が特徴。写真はFormlabsのForm 3 SLA方式デスクトップ型3Dプリンタで製作した造形品。
一般的な造形の基準として、まずは積層ピッチを厚くし、本当に必要な場合のみZ軸解像度を上げると良いでしょう。適切なプリンタと適切なモデルを組み合わせれば、Z軸解像度を上げることで緻密なディテールを表現することもできます。

Draftレジンは、FormlabsのSLA光造形方式プリンタで利用できる他の材料と比較して最も高速な造形が可能な樹脂材料。滑らかな表面品質を維持しながら、200ミクロンと100ミクロンで造形が可能。
造形準備ソフトウェアのPreFormでは、任意の積層ピッチを選択できます。材料と用途の要件に応じて、200、160、100、50、25ミクロンからお選びいただけます。
SLA 3Dプリントを始める

Form 3+と大容量Form 3Lは、高精細な3Dプリントに最適な光造形方式プリンタ。
お客様ビジネスに最適な3Dプリント製品については、1対1の相談セッションをご予約ください。各材料の比較やROI評価のほか、お持ちのデザインでテストプリントなども承っています。