
※本記事は現在翻訳中です。近日中のアップデートをお待ちください。お急ぎで内容を確認されたい場合は、お手数ですが[email protected]までお問合せください。
One of the key challenges in advanced manufacturing is to ensure that complex structures like robotics, digitally assisted assembly, and machining technologies are assembled perfectly. Based in a £43 million Factory 2050 at the Advanced Manufacturing Research Centre (AMRC), the Integrated Manufacturing Group is a research group that works with industrial partners to bring together these advanced technologies and develop integrated systems.
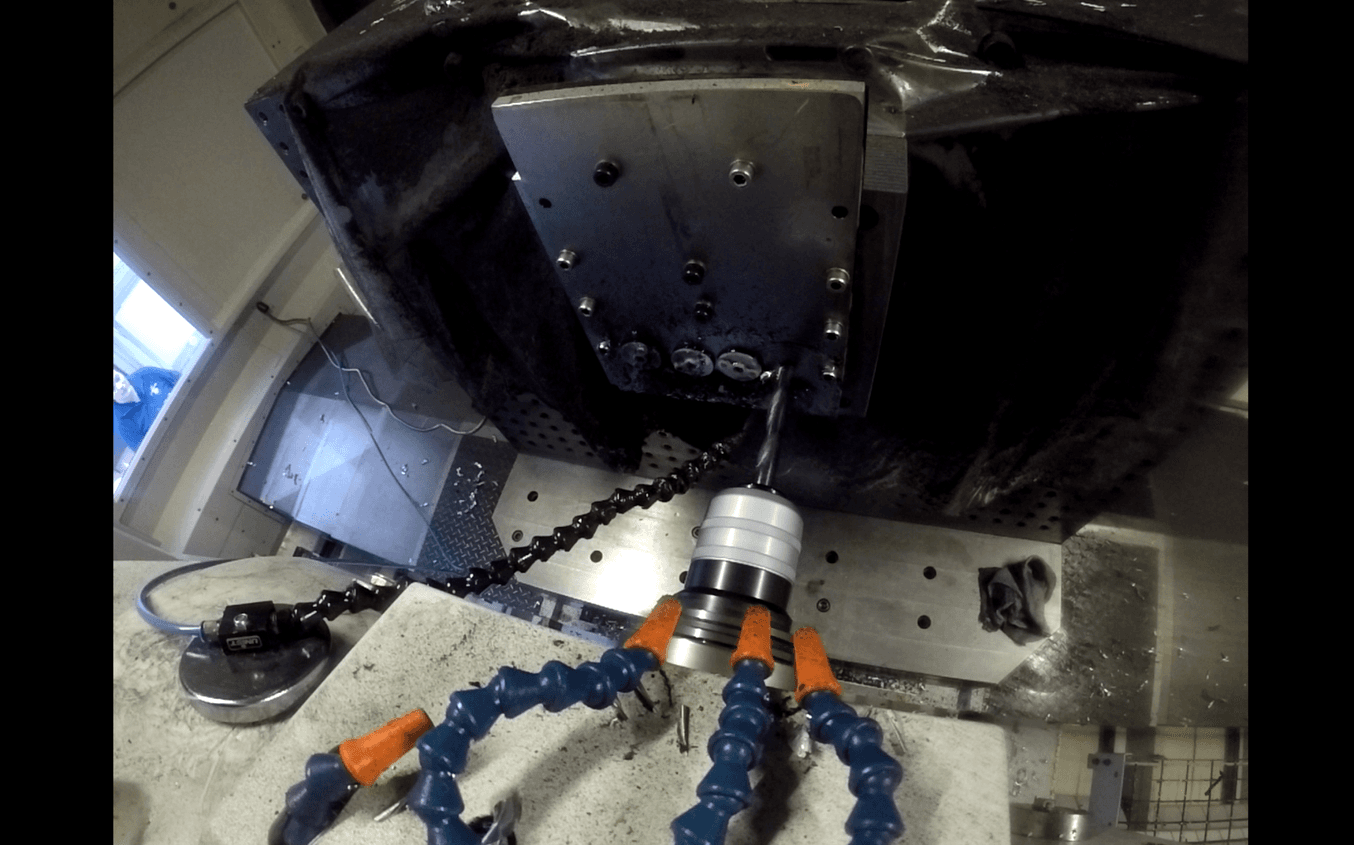
The research group recently worked on a project for Airbus, Europe’s largest aerospace manufacturer, that involved high tolerance drilling and machining of carbon fiber, aluminum, and titanium components.
Given the stringent aerospace requirements, it was critical to prevent cross-contamination of holes during these trials. Shortly into the project, the team realized that their planned solution wasn’t sufficient to solve the issue and faced weeks of delay if they were to machine or injection mold replacement parts.
Learn from George Sleath, a project engineer at the Integrated Manufacturing Group, about how the team used 3D printing to rapidly produce 500 high-precision drilling caps, cutting the lead time from weeks to only three days.
Sleath and the engineering team worked with AMRC’s open access additive manufacturing station to manufacture the parts they needed. Read our case study to learn how open access to 3D printing can support hundreds of engineers across the site.
Testing Different Methods to Avoid Cross-Contamination
“One of the key requirements for the drilling process was that we didn't have any contamination in the holes. What this meant was that after drilling one hole and moving onto the next hole we needed to cover up the first one, so that any scrap that was generated didn't cross-contaminate the second hole. When we realized that we had this particular requirement for a hole cover, we only had a small amount of time to deliver the solution,” Sleath said.
The engineers first tried to use an aluminum piece with a small rubber O-ring, but that wasn't solving the problem sufficiently. It caused the entire project to slow down, which, given the limited time available to conclude the project, wasn't going to be acceptable.

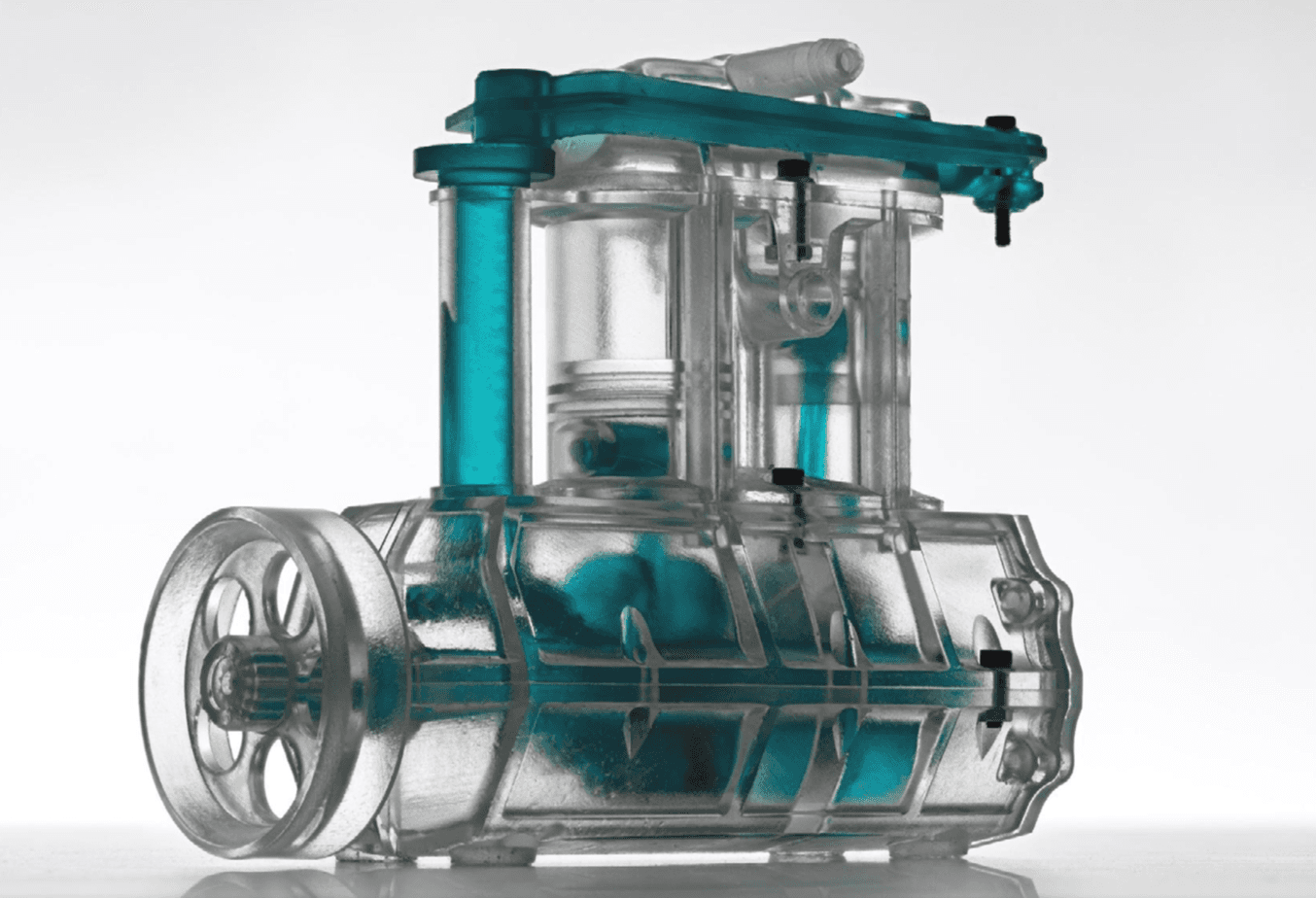
The team then came up with a new design: a small disc with a cut channel around the outside to fit an O-ring. The part had relatively strict tolerance requirements; if the cut was too big and the ring would sink into the side of the part, it wouldn't actually seal on the O-ring, but the plastic. The acceptable range of tolerance was half the thickness of the O-ring, somewhere in the region of half a millimeter.
The variety of parts also meant complications for manufacturing. “We had to have multiple variations because the holes we were drilling were different sizes, which meant we required different hole covers. From a virtual design point of view, it doesn't take long to just change one dimension, but if you were to have the parts injection molded, you'd have to have a new mold for each one,” Sleath said.
Engineering Fit
Designing for proper tolerance and fit lowers post-processing time and ease of assembly, and reduces the material cost of iteration. Download our white paper to learn more about tolerance and fit in 3D printing designing functional 3D printed assemblies.
Download White Paper3D Printing 500 Protective Caps in Two Days
The team needed about 500 of these small caps in a space of ten days, which practically ruled out all manufacturing options but 3D printing.
Unsure at the time about AMRC’s internal capabilities, Sleath first requested quotes from three external printing bureaus, but the offers were excessive considering the value they thought the parts were going to attribute to the project.
“I then spoke to Mark Cocking in our Design and Prototyping Group and asked if we could get anything manufactured in-house. I actually didn't hear back from him for 24 hours, but when I did he said, ‘Yeah, we've got half of them printed already.’ 250 of these drilling caps manufactured in 24 hours, it was an astonishing turnaround,” Sleath said.
In the end, Cocking managed to get all of the components manufactured within two days.
“Not only did this mean that we had the parts sooner and could work with them, but we could turn our attention to something else and not be worried about when those parts were going to be coming in,” Sleath said.

In-House 3D Printing Station Offers Flexibility and Room for Iterations
As the parts were 3D printed, the engineers were able to include geometry in the part that they also 3D printed into a tool, which allowed them to install the caps quickly and easily.
“The feedback that I got from the operators who were installing them was fantastic. The vast majority of the parts performed exactly as intended and none of them broke during operation,” Sleath said.
Besides the quick turnaround time and low cost, a key additional benefit of the access to 3D printing in-house was flexibility.
“If the design hadn't worked out when we tested it, we could have quickly fed that back into the design loop and changed things, as opposed to sending out the first design to a service bureau and realizing there's minor change required when they send all 500 of them back within a couple of weeks,” Sleath said.

Explore How a 3D Printing Station Supports Hundreds of Engineers at AMRC
“I quite like to use 3D printing to iterate through design quickly. I'll manufacture a part on the 3D printer to see how it performs in the field, then quickly send a new design back to the printer. You can sometimes get through two or three designs in one day because of its speed and low cost. With AMRC’s new open access project that the whole site is working towards using, I think everyone's going to start using 3D printing a lot more around here,” Sleath said.
Learn about the 3D printing station at the AMRC and see other applications like a temperature resistant sensor bracket for welding, highly intricate brackets for a robot gripper in composites manufacturing, and custom filament winding rollers for composites manufacturing.
Want to learn more about the printers and technology behind the AMRC’s 3D printing station? Explore Formlabs latest SLA 3D printers, the Form 3 and the large format Form 3L, and Formlabs collection of engineering resins for your own project, or request a free sample 3D printed part to see materials firsthand.