

エンドオブアームツール(EOAT)とはロボットシステムの構成要素の一つで、対象製品の移動、変形、把持など、対象物に対して直接的に作用することを目的として設計されたコンポーネントです。EOATはロボットアームの先端に取り付けられるものが多く、代表的な機能にはピックアンドプレース作業、溶接、保持装置、力覚センサーなどがあります。
大規模な製造現場において自動化設備の導入がほぼ不可欠となったことで、高品質かつカスタム設計されたEOATへの需要も同様に高まっています。EOATは、大量生産型ロボットシステムとメーカー特有の製品やワークフローとの間を繋ぐ、カスタマイズされた仲介装置としての役割を果たします。
このようなカスタマイズ要素こそ、3Dプリントがエンドオブアームツールの製作に最適な理由です。具体的には、SLA光造形方式3Dプリントの材料の多様性とSLS(粉末焼結積層造形)方式3Dプリントの耐久性・強度が、工業生産現場で使用されるEOATの製作に適しています。
EOATの種類と用途
インモールドラベリング(IML)の加飾用エンドオブアームツール(EOAT)。写真提供:Robotic Automation Solutions
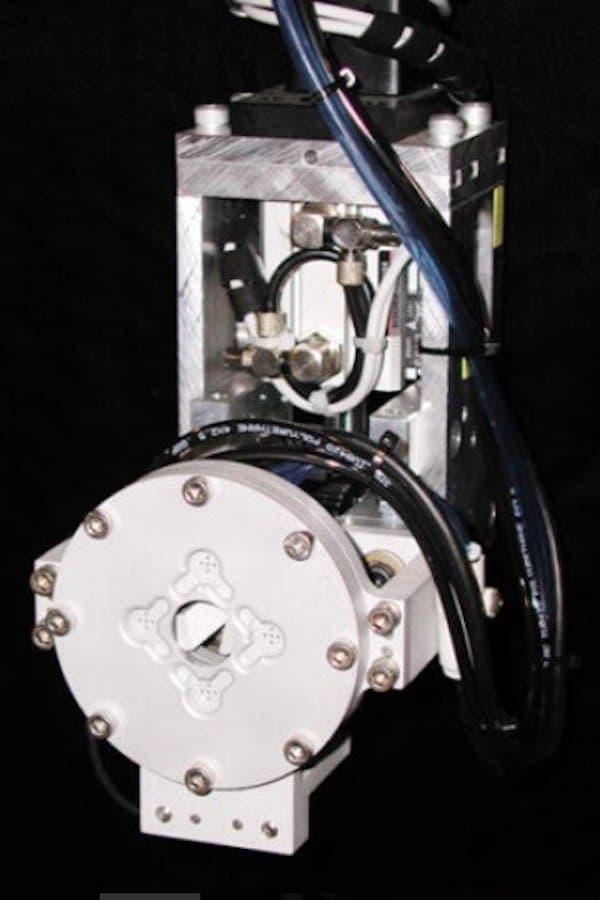
吸引カップを使用せずに小型キャップをピックアップして移動させるための真空吸着式エンドオブアームツール。写真提供:Robotic Automation Solutions
EOATは主に、自動化用、プロセス用、検査・検証用の3つの主要カテゴリーに分類されます。これらの各カテゴリーにおいて堅牢で耐久性のあるEOATは、製造業者の効率性、生産性、収益性を高める主要な原動力となり得ます。
| 自動化用EOAT | プロセス用EOAT | 検査・検証用EOAT |
|---|---|---|
| ピックアンドプレース グリッパー マグネット 真空・吸引 | 溶接(トーチ先端) 切断(ブレード先端) 洗浄(圧縮空気など) 塗装・コーティング(ノズル、スプレー) | 画像認識 放射線 温度 圧力 |
EOATの具体的な設計と複雑さは、求められる用途、取り付けられるロボットの種類、そして操作対象物の形状や重量、体積、数量によって決まります。
例えば、コンベアベルトの端からフォークリフトのバケットへ荷物を移動させるピックアンドプレースロボットの場合、荷物が重く硬質であれば、強力な格納式「爪」タイプのEOATを使用することが考えられます。一方、緩衝材付き封筒に入った小型で軽量な荷物であれば、同じピックアンドプレースロボットでも吸着カップと圧縮空気を利用したエンドオブアームツールを使い、封筒を優しく持ち上げてバケットに投入することができます。

4つの吸着カップを使用し、約9kg、約363リットルの廃棄物コンテナを持ち上げるために製作された真空吸着カップシステムのエンドオブアームツール。写真提供:Robotic Automation Solutions

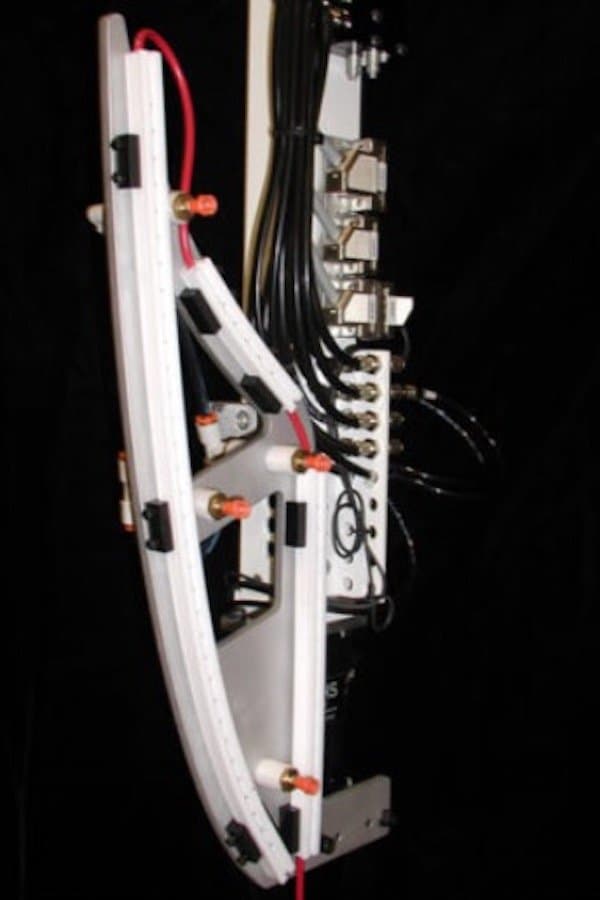
レベル補正機構に40個のカスタム吸着カップを取り付けた真空吸着カップシステムのエンドオブアームツール。写真提供:Robotic Automation Solutions
エンドオブアームツールには多種多様なタイプが存在しますが、優れた性能を発揮するために必要な特性は一般的に共通しています。具体的には、公差を維持しロボットシステムへ確実に統合できる高精度な寸法、ロボットシステムが対象物ではなくツール自体に過大なパワーや力を割かずに済む軽量性、そして繰り返しの動作による摩耗や破損を防ぐ強度などが挙げられます。
ロボットシステムには動力が必要ですが、EOATが大型ロボットシステムから独立して動作するために、独自の動力源を必要とする場合もあります。これは、電動、空圧、油圧、あるいはその組み合わせによって実現されます。電動式EOATは通常軽量かつ精密な作業に使用される一方、油圧式または空圧式のEOATはオートメーション産業のようなより高負荷な工業用途で使用されます。
3Dプリントでカスタムの溶接治具を迅速に製作
迅速かつモジュール化可能な溶接治具を活用して加工プロセスを合理化し、金属部品のラピッドプロトタイピングや小ロット生産を高速化する方法をご紹介します。FormlabsのR&Dマシンショップコーディネーターが、設計ガイドライン、ツール温度研究、実例、コスト分析など、3Dプリント製溶接治具の製作方法とベストプラクティスをご紹介します。
EOATイノベーションを推進するトレンド
3Dプリント

Etienne Lacroixが設計しSLS方式3Dプリントで製作したこのエンドオブアームツールプレートは、軽量性と強度を両立させるために形状が最適化されている。
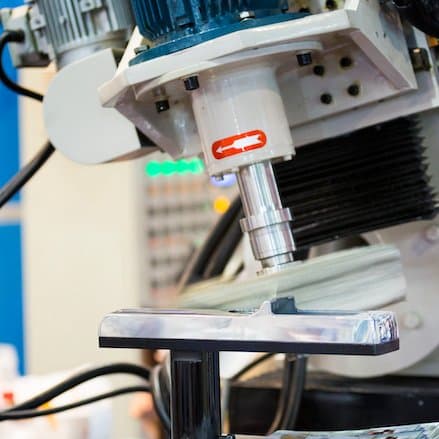
3Dプリントは、ラッピングと呼ばれる工程で部品表面を平滑化する、写真のような自動車用ロボットシステム向けのカスタムエンドオブアームツールコンポーネントの製作に最適な技術。
3Dプリント業界は、オートメーションおよびロボット業界とともに急速に成長してきました。これら2つの技術は互いに補完し合い、3Dプリントは高強度かつ軽量なカスタムEOATの製作手段としてますます活用されるようになっています。オンデマンドの交換部品やカスタムの機能強化が求められる用途において卓越した能力を発揮する3Dプリントは、EOATの製作に最適です。
耐久性の高いSLSやMJFといった技術が利用しやすくなり、材料科学も進歩した結果、ナイロン、ポリプロピレン、TPUなどの材料で複雑なカスタム形状を3Dプリントできるようになったほか、3Dプリンタ自体もこれらの要件をより高度に満たせるようになりました。
産業全体におけるロボットシステム応用の最大の先駆者とも言える自動車業界も、3Dプリントを積極的に採用する業界の一つであり、両技術とも自動車の製造・組立用途で共に導入されるケースが頻繁に見られます。メーカーは新しい車両やモデルの製造、試作・検証のたびに数百万ドル規模のロボットシステムを再構成しなければなりませんが、3Dプリントはこの際、高価な金型やCNC加工の必要性を低減するなどの役目を果たします。
EOATを3Dプリントする主な理由

FormlabsのSLS方式3Dプリンタ Fuseシリーズのような機種は、製造現場のワークフローにそのまま組み込むことができ、エンドオブアームツールコンポーネントを数時間以内にオンデマンド製作できるためダウンタイムを最小限に抑える。Broseでは、Fuseシリーズのプリンタ群が設計部門や製造現場のニーズに対応し、多様な部門や用途向けにエンドオブアームツールコンポーネントを製作している。
企業がエンドオブアームツールの交換を必要とする時は、即時の対応が求められます。適切なツールがすぐに手に入らないことで生産ラインが停止し、その間に損失が発生する可能性が非常に高いからです。このような状況において、3Dプリント、特にFormlabsのSLA光造形方式FormシリーズやSLS方式Fuseシリーズのような容易に導入可能な内製ソリューションは最適な製作ツールとなります。そのスピード、材料の多様性、幅広い造形サイズと形状への対応力により、企業は破損・摩耗したEOATコンポーネントの交換品を容易に設計し、3Dプリントで製作、数時間以内に交換することが可能です。
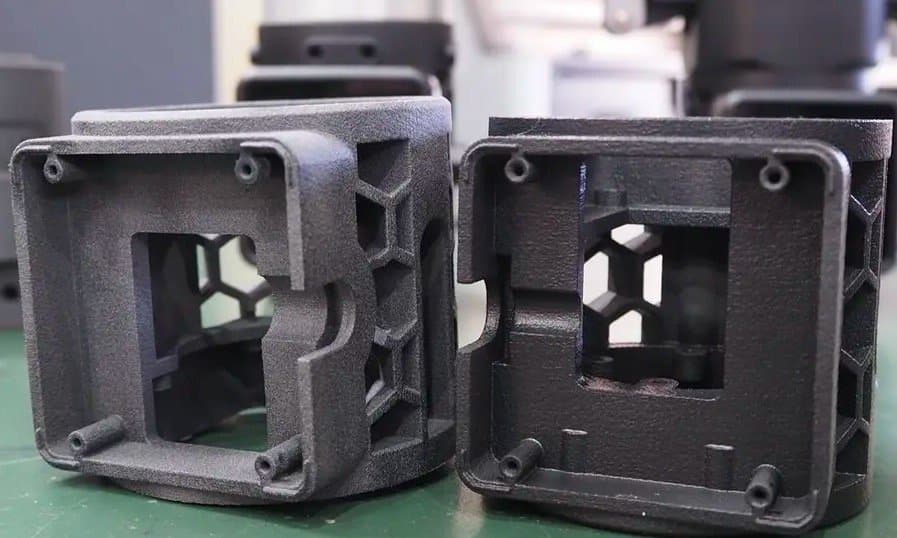
機能や生産性を向上させるための細かな調整やカスタムアドオンなど、エンドオブアームツールやロボットシステムを強化する際にも、3Dプリントは優れた能力を発揮します。FormlabsのSLS用TPU 90AパウダーやSLA光造形用Silicone 40Aレジンのような軟質の3Dプリント材料は、ピックアンドプレース作業やワーク保持作業中に対象物の損傷を低減するソフトグリッパーやグリッパーカバーの製作に役立ちます。その他の機能強化としては、ロボット本体を損傷や摩耗から保護することも考えられます。Formlabsの顧客であるStellantisは、塗装ロボットのホースを過度な摩擦から保護するための小型ケージを3Dプリントで製作しています。この小型部品には高い寸法精度と強度が求められ、塗装ロボットに後付けで取り付けられます。こういった背景からも、3Dプリントは製造現場のコストと部品交換の手間を削減する理想的なソリューションとなりました。
EOATを3Dプリントするメリット
ARMAが製作した写真のグリッパーは3Dプリントで作ったEOAT。格子パターンの一部として側面の材料を除去し、軽量性と強度を両立させるための形状最適化が可能。
エンドオブアームツールの3Dプリントは、その他の治具、ラピッドツーリング、実製品用部品の3Dプリントと同様のメリットがありますが、それに加えて軽量設計を実現できるという点が大きな利点です。
- 軽量設計
- 機敏性と応答性
- カスタマイズ性、設計の複雑さ
- コスト効率
3Dプリント製EOATは、ツール自体に不必要な重量やかさばりを加えることなく、特定の方向への強度と剛性が最適化された複雑な形状を維持することができます。さらに、EOATを社内で3Dプリントできることで、メーカーの機敏性と応答性が大幅に向上し、部品の外注やロボットシステムのOEMからの交換部品入手にかかる長いリードタイムを回避するのに役立ちます。カスタマイズという点では、一部のEOATは最適な機能や性能の追求ではなく、安価な金型製作や容易な機械加工を目的として設計されてきました。3Dプリントでは、グリッパー、治具、溶接機、アーム、ホルダーなどを、それぞれが実行すべき作業に合わせて最適に設計することが可能です。オンデマンドで設計するメリットは、メーカーが運用コストを削減し、高額な金型製作や機械加工のプロセスを回避できる点です。その代わりに、必要な時に自社の作業スペースでEOATを必要なだけ3Dプリントできます。
3Dプリント製エンドオブアームツールの活用事例
Heidelbergはオフセット印刷機の世界的なトップメーカーです。印刷機と聞くと古めかしい響きがあるかもしれませんが、Heidelbergが採用する製造方法は、自動車工場や航空宇宙工場で見られるものと同様に現代的です。同社は当初、コストとリードタイムを削減し、試作や製品開発を最適化する目的で3Dプリントを導入しましたが、今では3Dプリント部品を量産ラインや巨大なロボットシステムのエンドオブアームツールとして活用しています。

ARMA
日本メーカーFITCo.のロボティクス部門であるARMAは、多様な業界のメーカー向けにロボットシステムを開発しています。同社は3Dプリントを活用し、従来の金属製EOAT(主にグリッパー)を、Fuseシリーズでナイロン材料を使って3DプリントしたEOATに置き換えています。
Tessy Plastics
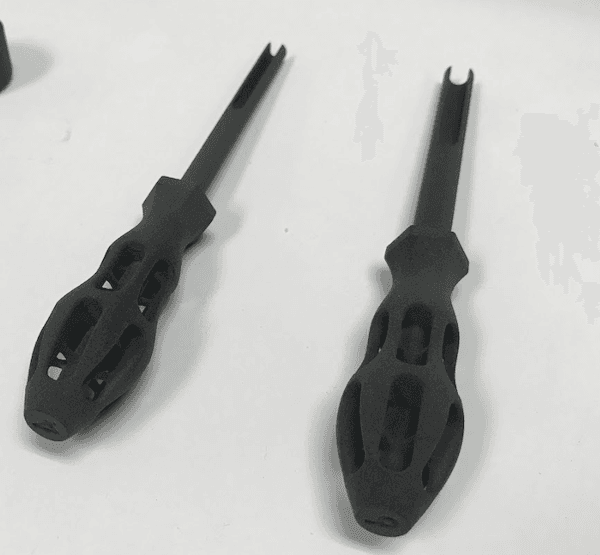
Tessy Plasticsは、空圧式プッシュトゥコネクト継手からゴムチューブを取り外すため、特注のドライバー型治具を製作しました。SLS部品の強度のおかげで、カスタムツールは設計構想から数日以内に製作・現場使用が可能です。この治具によってゴムチューブの着脱が容易になり、継手へのダメージが低減され、交換時にかかる1個あたり20~30ドルのコストを節約できます。

シェフィールド大学先端製造研究センター(AMRC)
シェフィールド大学先端製造研究センター(AMRC)の複合材料研究者たちは、摩耗したロボットの空気圧グリッパを交換するため、非常に複雑な形状のブラケットを開発し、3Dプリントで製作しました。軟質のSLA用レジンでプリントされたラティス(格子)状の設計は、炭素繊維プライのピックアンドプレースを行うのに必要なばね機能を提供します。

Etienne Lacroix
Etienne Lacroixのプラスチック製造部門であるMPM Companyは、FormlabsのFuseシリーズ SLS 3Dプリンタを使用し、加熱された金属ヘリサートをピックアップするためのカスタム軽量エンドオブアームツール(EOAT)を製作しています。32個のジョー(掴み部)を持つロボットが、光ファイバーを介して部品を制御します。このグリッパーはFuseシリーズでNylon 12パウダーを使用して造形されました。
センサー技術の革新とEOATへの影響

センサー技術の進歩により、接触、光センサー、音響などを通じて感知・反応する複雑なヒューマノイドロボットシステムが実現可能に。
EOATシステムへ円滑に統合する上で最も重要な構成要素の一つが、センサーシステムです。ロボットは、センサーシステムを使って部品を「認識」できなければ、部品のピックアップ、溶接、把持、洗浄、その他の作業を行うことができません。しかしセンサーは単に視覚データを測定・伝達するだけではなく、可視光、音、温度、接触・近接、赤外線など、あらゆる種類の情報を収集することもできます。
技術の発展により、各種のセンサーはこれまでより高性能・高精度かつ安定的に動作するようになりました。太陽エネルギー分野の発展と太陽電池の信頼性向上は、ロボットを利用した太陽光発電システムなどに使用される光センサーの性能向上につながります。接触センサーは、対象物とEOATコンポーネント間の速度、位置、加速度、トルク、または力の変化を測定するため、EOATの機能にとって非常に重要な存在です。磁場検出技術は近接センサーに応用されています。ロボットシステムが機能を正しく実行するためには、これらのセンサータイプをすべて、あるいはほとんどを使用する必要があります。受信するデータの大部分は、EOATのコンポーネントを通じて収集・伝達されますが、EOATがセンサー自体として機能し、その情報をメインシステムに送り返すことが唯一の機能である場合もあります。
人工知能(AI)とEOAT
人工知能(AI)は、オートメーションシステムやロボットシステムの効率や生産性を高めます。EOATはAIシステムに供給するデータを収集するとともに、そのシステムからの指令に基づいて動作を実行します。EOATがロボットに正確かつ確実に統合され、対象物と相互作用する回数が増えるほど、システムに供給されるデータの質が向上します。
AIが高度化するにつれて、ロボットシステム(およびその一部であるEOAT)に対して、より複雑で精密な動作要求を出すことが可能になります。このように日々増していく複雑性に対応するためには、EOATコンポーネントの寸法精度、アクチュエーターの円滑な動作、強度、信頼性、耐クリープ性、そして最適な摩擦係数を精密に調整する必要があります。
EOAT設計:3Dプリントを活用した設計の高速化
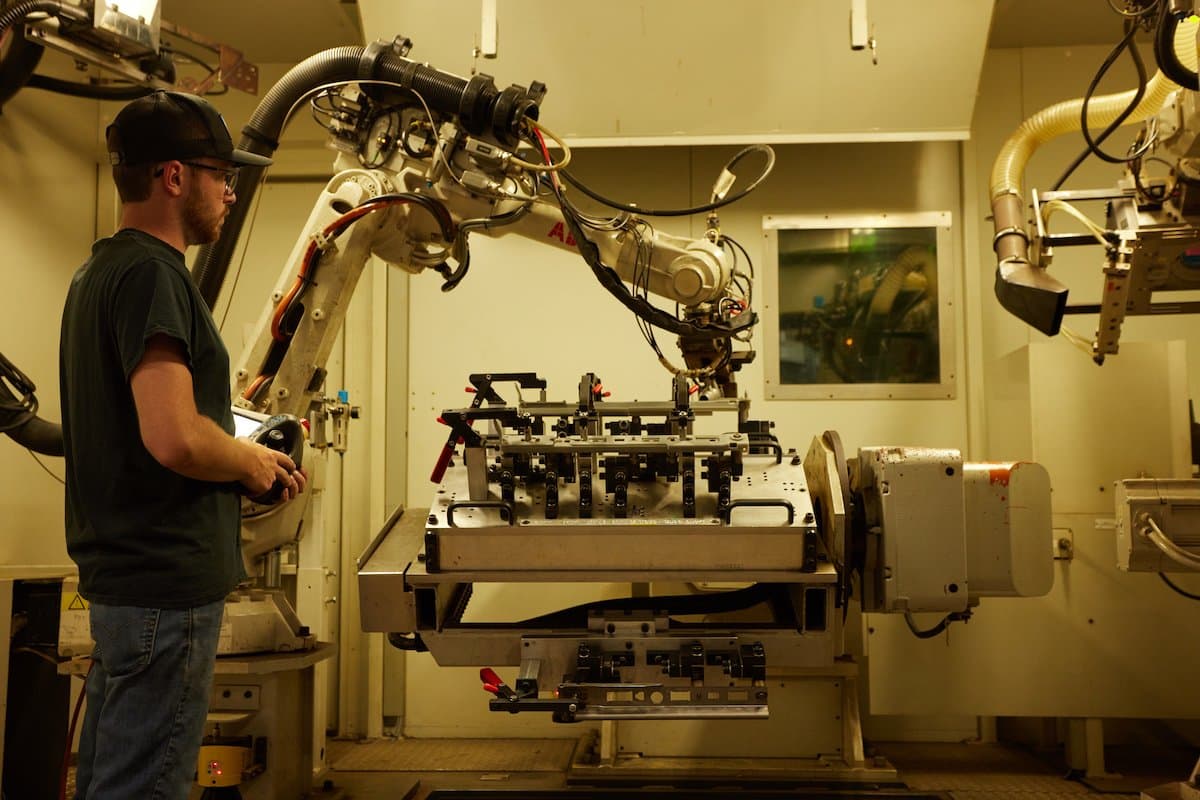
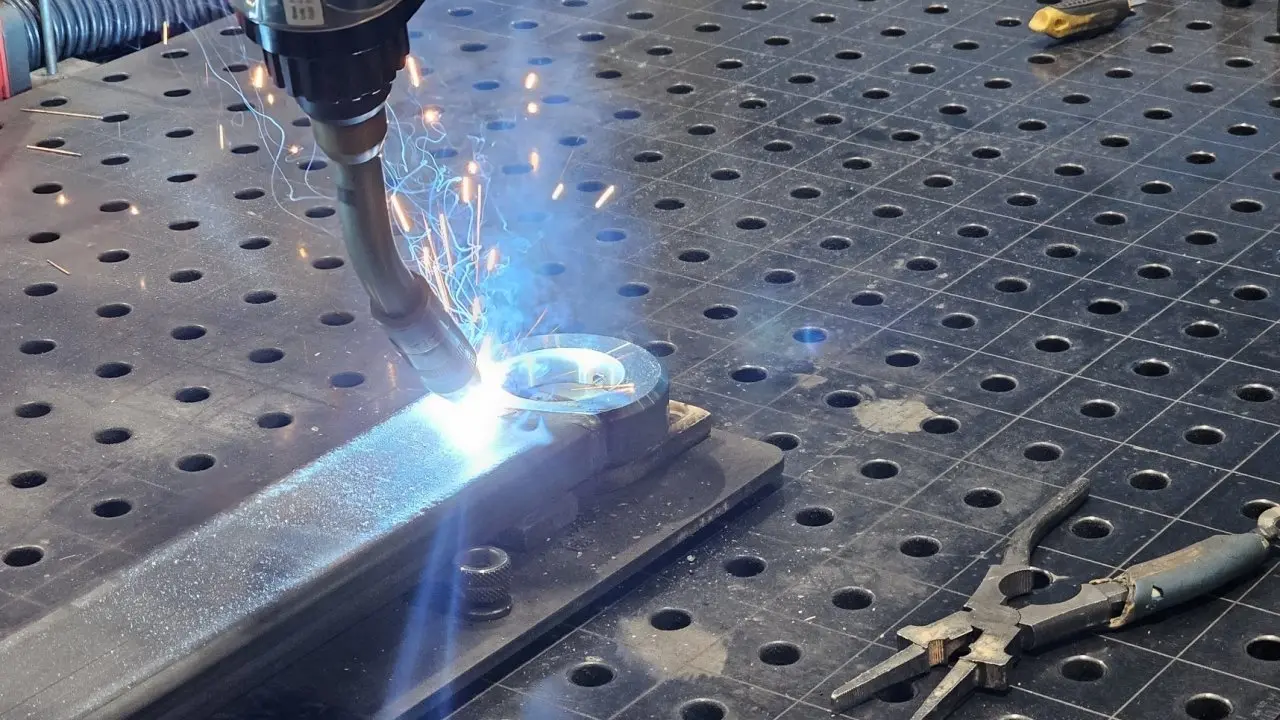
最適なプリンタと材料の選択は、用途、環境、求める結果、その他多くの要因によって左右される。Broseが使用する写真の溶接ロボットは、溶接トーチ先端は金属製のカスタムEOATになっているが、周囲の治具や固定具は耐熱性プラスチックを使って3Dプリントされたもの。
3Dプリントはエンドエフェクタの設計と製作を容易にし、より複雑で最適化されたソリューションを可能にします。3Dプリント製EOATは効率と生産性を向上させ、設計プロセス自体の迅速化も実現できます。
現在市場に最も普及している3Dプリンタは、FDM(熱溶融積層)方式、SLA光造形方式、SLS(粉末焼結積層造形)方式の3つです。いずれの技術も、堅牢で効果的なカスタムEOATの製作に使用できますが、それぞれに固有の強みがあり、用途によって向き不向きがあります。
FDM方式3Dプリンタは、モデリングや試作に最適なパーツを迅速かつ安価に製造することに長けています。寸法やワークフローを検証するためのEOATのモックアップ製作において、FDMは優れた選択肢です。ABSのような業界で実績のある材料が使用できるため、有限要素解析も可能です。しかし、FDM方式3Dプリンタはフィラメントを一層ずつ積層するため、Z軸方向の層間には微小な隙間が生じます。この方向に力が加わると層間剥離を引き起こす可能性があり、用途や条件によってはFDM製のEOATコンポーネントが適さない場合もあります。
SLA光造形方式3Dプリンタは、液体レジンに光や熱を照射して一層ずつ硬化させ、目的の形状に造形します。この硬化プロセスにより、FDM方式3Dプリンタとは異なり等方性の部品が造形されるため、SLA光造形方式で作るEOATは多方向からの応力に対して均等に耐えることができます。SLA光造形プリンタは様々な造形サイズと価格帯で提供されており、格安デスクトップ光造形プリンタは200〜1000ドル程度で入手可能ですが、業務用の機種の場合は2,500〜10,000ドルの価格帯で、こちら造形サイズはほとんどのEOAT部品に対応できます。
SLS方式3Dプリンタは、3Dプリント製EOATの生産現場でますます導入が進んでいます。SLS方式3Dプリント部品の強度と、最もよく使用されるSLS材料ナイロンの材料特性により、SLS方式3Dプリント製EOATは既存ロボットシステムへの統合もスムーズです。さらに、FormlabsのTPU 90Aパウダーのようなエラストマー材料は、3Dプリント製EOATの主要な用途の一つである、複雑な幾何形状を持つカスタムソフトグリッパーの製造に最適です。
| FDM(熱溶解積層)方式 | SLA光造形 | SLS(粉末焼結積層造形) | |
|---|---|---|---|
| 精細度 | ★★☆☆☆ | ★★★★★ | ★★★★☆ |
| 精度 | ★★★★☆ | ★★★★★ | ★★★★★ |
| 表面品質 | ★★☆☆☆ | ★★★★★ | ★★★★☆ |
| スループット | ★★★☆☆ | ★★★★☆ | ★★★★★ |
| 複雑な形状 | ★★★☆☆ | ★★★★☆ | ★★★★★ |
| 使いやすさ | ★★★★★ | ★★★★★ | ★★★★☆ |
| 長所 | 低コストな消費者向け機器と材料 シンプルな小型部品を高速かつ簡単に造形 | 価格に対して品質が高い 高精度 滑らかな表面仕上がり 造形スピードが速い 幅広い機能的用途 | 高強度の機能部品 自由度の高いデザイン サポート材不要 |
| 短所 | 精度が低い ディテール表現が困難 デザインの自由度が低い | 材料によっては長時間の紫外線照射への耐性が低い | やや粗めの表面品質 使用可能な材料が限定的 |
| 用途 | コンセプトモデル ラピッドプロトタイピング 機能確認用試作 治具 | コンセプトモデル ラピッドプロトタイピング 機能確認用試作 ラピッドツール 治具 少量生産、量産前のテスト生産、カスタム生産 歯科モデル・器具 医療モデル・器具 ジュエリーの試作・鋳造 模型・小道具 | ラピッドプロトタイピング 機能確認用試作 少量生産、量産前のテスト生産、カスタム生産 耐久性の高い治具 医療器具、人工装具、矯正器具 |
| 造形サイズ | 最大300 x 300 x 600mm(デスクトップやベンチトップ型3Dプリンタ) | 最大353 x 196 x 350 mm(デスクトップやベンチトップ型3Dプリンタ) | 最大165 x 165 x 300mm(ベンチトップ型工業用3Dプリンタ) |
| 材料 | ABSやPLAなどの標準的な熱可塑性材料とそのブレンド材。 | 豊富なレジン材料(熱硬化性プラスチック)。スタンダード系、エンジニアリング系 (ABS、PPやシリコンのような高弾力性、耐熱性、ガラス充填材料) 、鋳造可能な種類、歯科や医療系 (生体適合性)純シリコン、セラミック。 | エンジニアリング系熱可塑性材料。Nylon 12、Nylon 11、ガラスまたは炭素繊維強化ナイロン複合材料、PP、TPU。 |
| トレーニング | 造形設定、プリンタの操作、仕上げに関しては簡単なトレーニングが、メンテナンスには中程度のトレーニングが必要。 | プラグ&プレイ設定、メンテナンス、機械の操作、仕上げに関する基礎トレーニング。 | 設定、メンテナンス、機械の操作、仕上げに関する簡易トレーニング。 |
| 設備要件 | デスクトップ型プリンタには空調完備、できれば専用換気装置のある環境が望ましい | デスクトップ、ベンチトップサイズのプリンタはオフィス環境に最適。 | ベンチトップ型プリンタには十分なスペースのある作業場が必要。 |
| 補助設備 | 可溶性サポート材の除去装置(自動化が可能)、仕上げ用ツール。 | 洗浄・二次硬化装置(自動化が可能)、仕上げ用ツール。 | パウダー処理および造形品の粉末除去用の後処理装置。 |
| 設備費 | ローエンドのプリンタや3Dプリンタキットの場合、$200程度から購入可能。業務用デスクトップサイズFDMプリンタは$2,000~$8,000、産業用機の場合は$15,000から。 | 格安光造形3Dプリンタの場合は$200〜$1000。工業品質SLA光造形3Dプリンタの場合は$2,500〜$10,000の範囲、大型の光造形3Dプリンタは$5,000〜$25,000。 | ベンチトップサイズの産業用SLS 3Dプリンタは、本体価格が$30,000弱から、パウダー処理装置や粉末除去装置を含むエコシステム一式の場合は$60,000から。従来の産業用SLSプリンタは$200,000から。 |
| 材料コスト | 最も一般的なフィラメントは$50〜$150/kg、サポート材またはエンジニアリング系フィラメントの場合は$100〜$200/kg程度。 | スタンダードレジン、エンジニアリングレジンの場合は$100-$200/L、生体適合材料の場合は$200-$500/L。 | ナイロンの場合は$100/kg。SLS方式は専用のサポート材が不要で、プリントで使用しなかった未焼結パウダーは次のプリントで再利用可能なため、材料コストを抑えることができる。 |
| 必要な作業 | 手動でのサポート材の取り外し(可溶性サポートが使用可能な工業用プリンタの場合はほぼ自動化が可能)。品質を高めるための後処理に時間がかかる。 | 洗浄と二次硬化(どちらの工程もほぼ自動化が可能)。サポート痕を消すための簡単な後処理作業。 | シンプルで半自動化された作業手順で造形品からの粉末除去・回収が可能。 |
ステップごとに解説:EOATの設計と3Dプリント手順
- 改善したいエリアを特定します(例:角度調整が可能な塗装ホースや溶接トーチ、より柔軟なグリッパー、軽量化・強度など最適化の余地がある重量部品、等)。
-
リバースエンジニアリングで既存のツール設計をデジタル化してデジタルインベントリへ移行、またはニーズを特定して新しいファイルを設計します。
-
設計プロセスで材料/重量の追加や削減が可能な箇所を調整します。
-
既存ファイルに対し、ジェネレーティブデザイン、中空化、または格子構造を取り入れ可能な限り軽量化します。
-
SLA光造形方式およびSLS方式の3Dプリンタは、金属より薄くなることはありませんが、追加の機械加工なしでより複雑な形状と滑らかな表面品質を実現できるため、性能向上とコスト削減につながります。
-
-
摩耗や頻繁な摩擦が発生する表面の肉厚を増すなどして部品の耐久性を高め、将来的な問題を防ぎます。
-
-
リビングヒンジ、スナップフィットジョイント、複雑な幾何形状などを活用して、個別のアセンブリ部品を一体化し効率を向上させます。
-
取り付け・取り外しを容易にするため、モジュール性とエルゴノミクス(人間工学性)を考慮します。グリップ、輪郭形状、ねじ山といったフィーチャーをつけておくと、取り付けやいずれ発生する交換作業がより迅速かつ容易になります。
-
設計データをFormlabsのPreFormのような3Dプリント用ソフトウェアにエクスポートし、材料を選択します。
-
重量、応力、耐衝撃性、耐UV性、耐薬品性など、材料に求められる要件を考慮します。材料特性を比較し、SLA光造形用レジンとSLS用パウダーのどちらが実用的かを判断します。
-
-
3Dプリントデータをプリンタに送信して造形します。造形後は後処理を行い、完成したEOATコンポーネントを取り付けます。
EOATを3Dプリントする

AMRCでは、写真の白いローラーのようなSLA光造形 EOATを活用し、顧客の重工業システムの高効率化を支援している。
ロボットによるワークフローを効率的かつ安全に運用するために、EOATは製造システムに欠かせない存在となっています。3Dプリントは、AI(人工知能)などの他の先進技術や、画像認識やセンサー技術の向上とともに、オートメーションの未来を形作っています。
ロボットがこれまでより高性能かつ複雑になっている今、その効率向上に見合う高度なカスタムツールが求められています。金属や射出成形で作られる従来のプラスチック製EOATは重量があり扱いにくく、形状も単純なものになる傾向があり、ロボットシステムにおける非効率性や不必要な負荷の発生につながることがありました。
3Dプリントは、従来のEOAT製作方法に代わる選択肢を提供します。3Dプリント製EOATは重量を増やすことなく強度を最適化でき、オンデマンドで迅速に生産できるため、製造現場の機敏性向上とダウンタイム削減を叶えます。高額な金型製作費用が収益にもたらす影響を心配することなく、プロセス改善やアップグレードのための試作・検証サイクルの反復が可能になります。
Formlabsのレジンまたはパウダーによる造形品の強度をお確かめいただくには、無償サンプルをお申し込みください。お手持ちのEOATコンポーネントのサンプル造形も承っております。お気軽にFormlabsまでお問い合わせください。


