Hinweis:
Überprüfen Sie zur Vermeidung von Schäden am Gerät die Kompatibilitätstabelle für Harztanks unter Verwendung des richtigen Materials, damit Sie einen für dieses Material kompatiblen Harztank verwenden.

Hinweis:
Überprüfen Sie zur Vermeidung von Schäden am Gerät die Kompatibilitätstabelle für Harztanks unter Verwendung des richtigen Materials, damit Sie einen für dieses Material kompatiblen Harztank verwenden.
Formlabs Castable Wax Resin mit 20 Prozent Wachsanteil eignet sich für einen zuverlässigen Guss und brennt vollständig aus. Es liefert genaue und dichte Präparationsgrenzen. Ohne Nachhärten – für einen schnelleren, einfacheren Arbeitsprozess.
Castable Wax Resin wird mit einer Schichtdicke von 25 und 50 Mikrometern gedruckt.
Anmerkung:
Um mehr über die Leistung oder die spezifischen Materialeigenschaften von Castable Wax Resin zu erfahren, lesen Sie bitte das Sicherheitsdatenblatt (SDB) und das Technische Datenblatt (TDB). Beziehen Sie sich primär auf das SDB zu den Themen Sicherheit und Handhabung von Formlabs Materialien.
Erforderliches Zubehör
Verkauft von Formlabs:
Verkauf durch Dritte:
Übersicht des Arbeitsablaufs
HINWEIS:
Dies ist eine verkürzte Version der Anweisungen in Dental Casting and Pressing from 3D Printed Patterns [en]. Detaillierte Anweisungen zu Design, Einstellungen und Modellausrichtung für Castable Wax Resin finden Sie im Anwendungsleitfaden.
Scan
Nehmen Sie den digitalen Abdruck entweder direkt mit einem Intraoralscanner auf oder indirekt mit einem optischen Desktopscanner zur Erfassung eines Abdrucks aus Polyvinylsiloxan (PVS) oder eines Steinmodells.
Design
Importieren Sie die Scandateien in eine CAD-Dentalsoftware und entwerfen Sie eine Restauration oder Vorrichtung. Verwenden Sie Software, die einen offenen STL-Datei-Export bietet, wie beispielsweise Software von 3Shape oder exocad, um die Kompatibilität mit PreForm sicherzustellen.
Die Import- und Designverfahren variieren je nach Softwarepaket. Für weitere Informationen und Unterstützung wenden Sie sich bitte an den Softwarehersteller oder -händler.
Hinweis:
Überprüfen Sie zur Vermeidung von Schäden am Gerät die Kompatibilitätstabelle für Harztanks unter Verwendung des richtigen Materials, damit Sie einen für dieses Material kompatiblen Harztank verwenden.
Installieren oder aktualisieren Sie PreForm und richten Sie dann den nächsten Druckauftrag ein.
So bereiten Sie in PreForm ein Modell für den Druck vor:
Kronen- und Brückenstützen
Richten Sie die Kronen- und Brückenmodelle so aus, dass die Passbereiche oder Präparationsgrenzen nach oben weisen. So wird verhindert, dass der kritischste Teil der Restauration mit Stützen versehen wird.
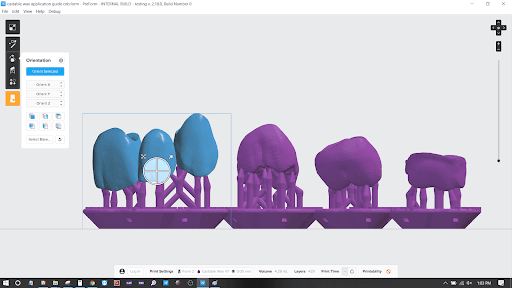
Platzieren Sie bei Modellen für Vollkontur-Kronen und -Brücken die Berührungspunkte der Stützen auf den Höckerspitzen und nicht auf den Kontaktflächen der Krone.
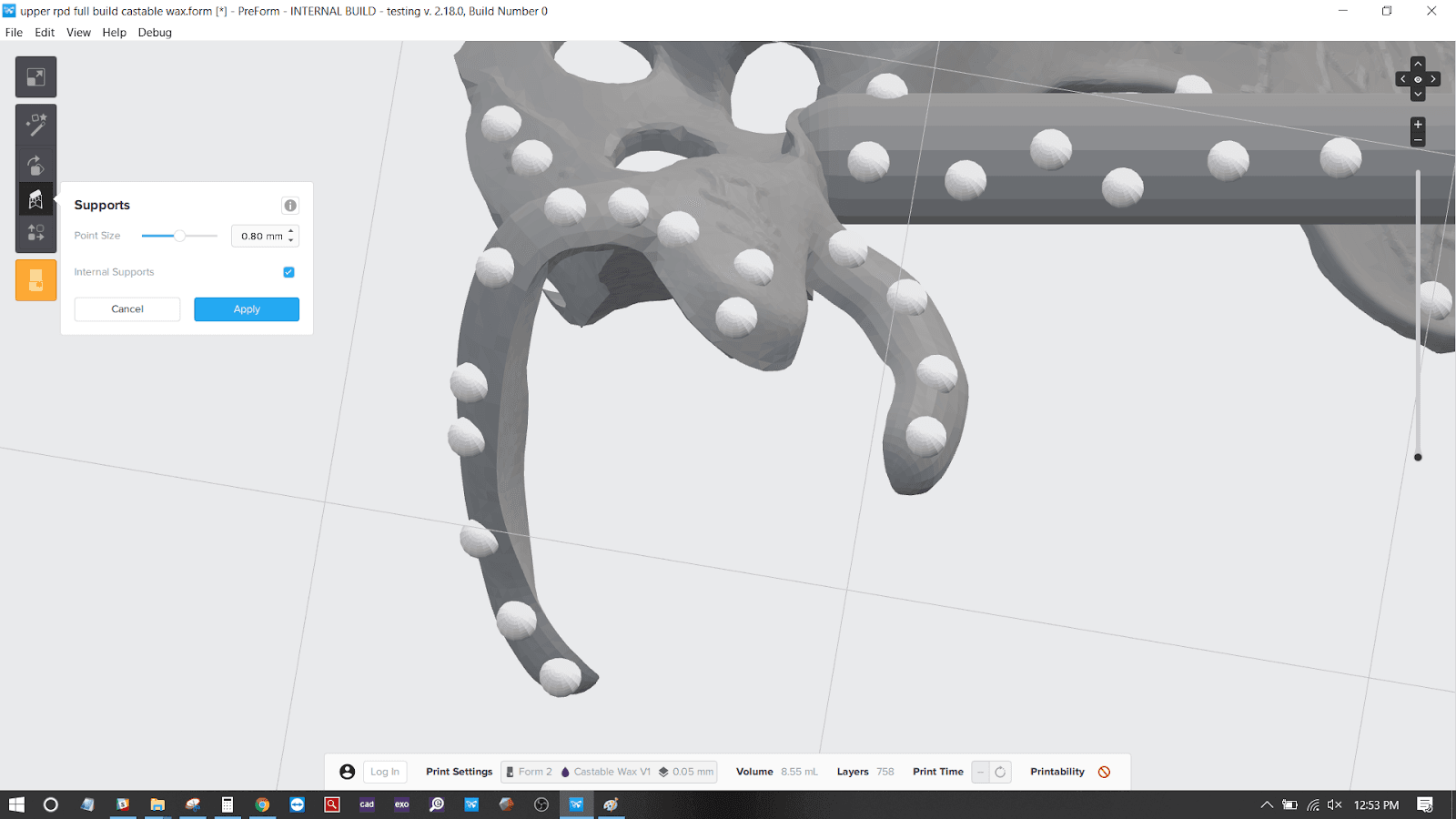
Stützstrukturen für Teilprothesengestelle
Entfernen und platzieren Sie Stützen bei Bedarf manuell. Vermeiden Sie Stützstrukturen an Oberflächen, die mit dem Gebiss des Patienten oder anderen wichtigen Bereichen des Teilprothesenrahmens in Berührung kommen.
Hinweis:
Die Klammern des Prothesenrahmens sollten mindestens 800 Mikrometer dick sein, um ein Verziehen vor dem Gießen zu vermeiden.
Schütteln Sie die Harzkartusche sorgfältig und drehen Sie sie mehrmals.
Laden Sie den Auftrag hoch und drücken Sie den Knopf am Drucker, um den Druck zu starten.
Fertigstellung
Bei Form Wash und anderen Waschsystemen wird das Lösungsmittelbad gerührt und die Teile werden nach einer bestimmten Zeit aus dem Bad entfernt. Waschen Sie die Teile gemäß dem Supportartikel für Ihr Gerät. Achten Sie besonders auf Informationen zu den mechanischen Eigenschaften oder den Anforderungen an die Biokompatibilität.
Stellen Sie bei hohlen Modellen sicher, dass flüssiges Kunstharz gründlich aus allen internen Kanälen und Hohlräumen herausgespült wird. Lassen Sie die Teile vollständig trocknen.
Castable Wax Resin ist für den Einsatz ohne Nachhärten ausgelegt. Die höchste Genauigkeit lässt sich ohne Nachhärten der gedruckten Modelle erzielen, da das Nachhärten zu geringfügigem Einlaufen führen kann.
Drucken, bearbeiten und gießen oder pressen Sie die Modelle so schnell wie möglich nach dem Druck. Sofern dies nicht möglich ist, lagern Sie gewaschene Modelle aus Castable Wax Resin an einem kühlen und dunklen Ort.

Hinweis:
Sehr dünne Teile wie herausnehmbare Teilprothesen können beim Entfernen der Stützstrukturen leicht brechen. Erstellen Sie gut konstruierte Stützen oder Befestigungen in CAD, um das Entfernen der Stützen einfacher und weniger riskant zu machen.
Schneiden Sie die Stützen mit dem im Formlabs Finish Kit enthaltenen Seitenschneider oder einem sehr scharfen Skalpell behutsam ab. Wenn Stützen an sehr kleinen Teilen zurückbleiben, reduziert dies möglicherweise das Bruchrisiko bei der Nachbearbeitung und ermöglicht eine bessere Passung nach dem Gießen.
Tragen Sie eine Sicherheitsbrille beim Abschneiden der Stützen, da das Material möglicherweise spröde ist und kleine Teile herumfliegen können. Die Stützen können auch mit einem zahntechnischen Handstück, etwa mit einer Schneidscheibe, einem Bohrer und Polierrädern entfernt werden.
Einbetten und Gießen
Für das Gießen mit Castable Wax Resin ist eine phosphatgebundene Einbettmasse mit hoher Temperaturbeständigkeit erforderlich. Spezifische Informationen zum Einbetten und Gießen finden Sie im Anwendungsleitfaden für das Dentale Gießen und Pressen. Halten Sie sich immer an die Empfehlungen des Herstellers der Einbettmasse.
Weitere Ressourcen