Remarque :
Formlabs a mis un terme à la commercialisation de ce matériau et il n'est plus disponible à l'achat. Pour plus d’informations sur les autres matériaux Formlabs, consultez la page Choisir la bonne résine.

Remarque :
Formlabs a mis un terme à la commercialisation de ce matériau et il n'est plus disponible à l'achat. Pour plus d’informations sur les autres matériaux Formlabs, consultez la page Choisir la bonne résine.
Avis :
Pour éviter d’endommager votre équipement, consultez le tableau de compatibilité des bacs à résine dans la section Choisir le bon matériau afin de vous assurer que vous utilisez un bac à résine compatible avec ce matériau.
Le flux de travail pour PU Rigid 650 Resin est plus complexe que pour les autres matériaux SLA de Formlabs. Formlabs recommande d’acheter des fournitures tierces supplémentaires pour garantir la réussite de l’impression avec les résines polyuréthanes.
Le polyuréthane est utilisé pour son excellente réduction du bruit, sa résistance chimique et ses propriétés physiques. Généralement, les pièces en polyuréthane sont fabriquées par moulage ou par injection-réaction. PU Rigid 650 Resin est développée avec une composition chimique hybride lui permettant d’être compatible avec les imprimantes SLA de Formlabs.

Les pièces imprimées avec PU Rigid 650 Resin possèdent une résistance aux chocs extrêmement élevée et les propriétés physiques du polyuréthane, ce qui les rend idéales pour les applications finales destinées à être exposées à des conditions difficiles.
PU Rigid 650 Resin et PU Rigid 1000 Resin ont été évaluées en tant que dispositif en contact avec la peau conformément à la norme ISO 10993-1.
Remarque :
Pour en savoir plus sur les performances ou les propriétés spécifiques des matériaux de PU Rigid 650 Resin, consultez la fiche de données de sécurité (FDS) et la fiche technique. Consultez toujours la FDS comme source principale d’information pour savoir comment manipuler les matériaux Formlabs correctement et en toute sécurité.
Recommandée pour :
Non recommandée pour :
PU Rigid 650 Resin imprime à 50 microns et 100 microns.
Comparaison avec d’autres matériaux
Les propriétés de ces matériaux sont comparées dans le tableau suivant :
| PU Rigid 650 Resin | PU Rigid 1000 Resin | |
|---|---|---|
| Résistance à la rupture (MPa) | 34 ± 3,4 | 35 ± 3,5 |
| Module de traction (GPa) | 0,67 ± 0,06 | 0,92 ± 0,09 |
| Allongement à la rupture (%) | 170 ± 17 | 80 ± 8 |
| Résistance à la flexion (MPa) | 22 ± 1,1 | 32 ± 1,6 |
| Module de flexion (GPa) | 0,57 ± 0,03 | 0,75 ± 0,03 |
| Résistance à l'impact IZOD (J/m) | 375 | 170 |
| Température de fléchissement sous charge (HDT) à 1,8 MPa | 59 | 64 |
| Température de fléchissement sous charge (HDT) à 0,45 MPa (°C) | 82 | 79 |
Pour en savoir plus sur les propriétés des résines Formlabs, consultez la bibliothèque des fiches techniques des matériaux.

Ressources nécessaires
Produits par Formlabs :
Fabriquées par des tiers :
Aperçu du processus de travail
Avis :
Lisez le guide d’utilisation de PU Rigid 650 Resin et suivez les directives de Formlabs pour obtenir des résultats homogènes et de haute qualité.
Le flux de travail pour PU Rigid 650 Resin est plus complexe que celui des autres matériaux SLA de Formlabs. Formlabs recommande l’achat de fournitures tierces supplémentaires pour garantir le succès de l’impression avec les résines polyuréthanes.
Formlabs recommande l’utilisation d’une armoire de stockage à sec pour un meilleur contrôle de l’environnement et de l’humidité lors de l’impression et du stockage de PU Rigid 650 Resin et de PU Rigid 1000 Resin.
Plusieurs flux de travail sont possibles lors de l’impression avec PU Rigid 650 Resin de Formlabs, en fonction de vos besoins et des ressources disponibles. Vous pouvez imprimer avec une armoire de stockage à sec ou dans des conditions ambiantes et vous pouvez imprimer en utilisant la distribution automatique de résine (comme avec les autres résines Formlabs) ou en remplissant manuellement votre bac à résine (indisponible sur la Form 2).
| Flux de travail | Méthode | Avantages | Considérations | Quand l’utiliser |
|---|---|---|---|---|
| Recommandé | Remplissage automatique dans une armoire de stockage à sec | Meilleurs résultats et flux de travail facile | Nécessite une armoire de stockage à sec | Impression fréquente avec PU Rigid 650 Resin |
| Faible coût | Remplissage automatique dans des conditions ambiantes | Faible coût et simplicité | Durée de vie en pot courte | Impression dans des conditions ambiantes |
| Modifié | Distribution manuelle dans une armoire de stockage à sec | Prolonge la durée de vie en pot de la résine | Nécessite une armoire de stockage à sec et un réglage précis peut être nécessaire | Impression intermittente ou impression répétée de la même pièce |
Remarque :
Si vous choisissez d’utiliser le flux de travail recommandé ou modifié, vous pouvez laisser votre imprimante dans l’armoire de stockage à sec lorsque vous imprimez avec d’autres résines. Toutes les résines de Formlabs peuvent imprimer avec succès dans des conditions peu humides.
Durée limite d’utilisation
PU Rigid 650 Resin est sensible à la chaleur et à l’humidité. Ce matériau est livré dans une bouteille en aluminium avec une cartouche de résine vide. Une fois la bouteille en aluminium ouverte, la durée limite de stockage de la résine est d’environ un mois.
Une fois la résine versée dans une cartouche ou un bac, l’exposition prolongée à l’humidité de l’air commence à la polymériser et sa viscosité augmente jusqu’à ce que l’impression ne soit plus possible. La période pendant laquelle la viscosité de la résine se situe dans une plage d’impression viable dans le bac à résine ou la cartouche est appelée durée limite d’utilisation.
| Humidité relative | Durée de vie en pot de la résine |
|---|---|
| 45 % | 24 heures |
| 30 % | 2 jours |
| 15 % | 3 jours |
| 5 % | 7 jours |

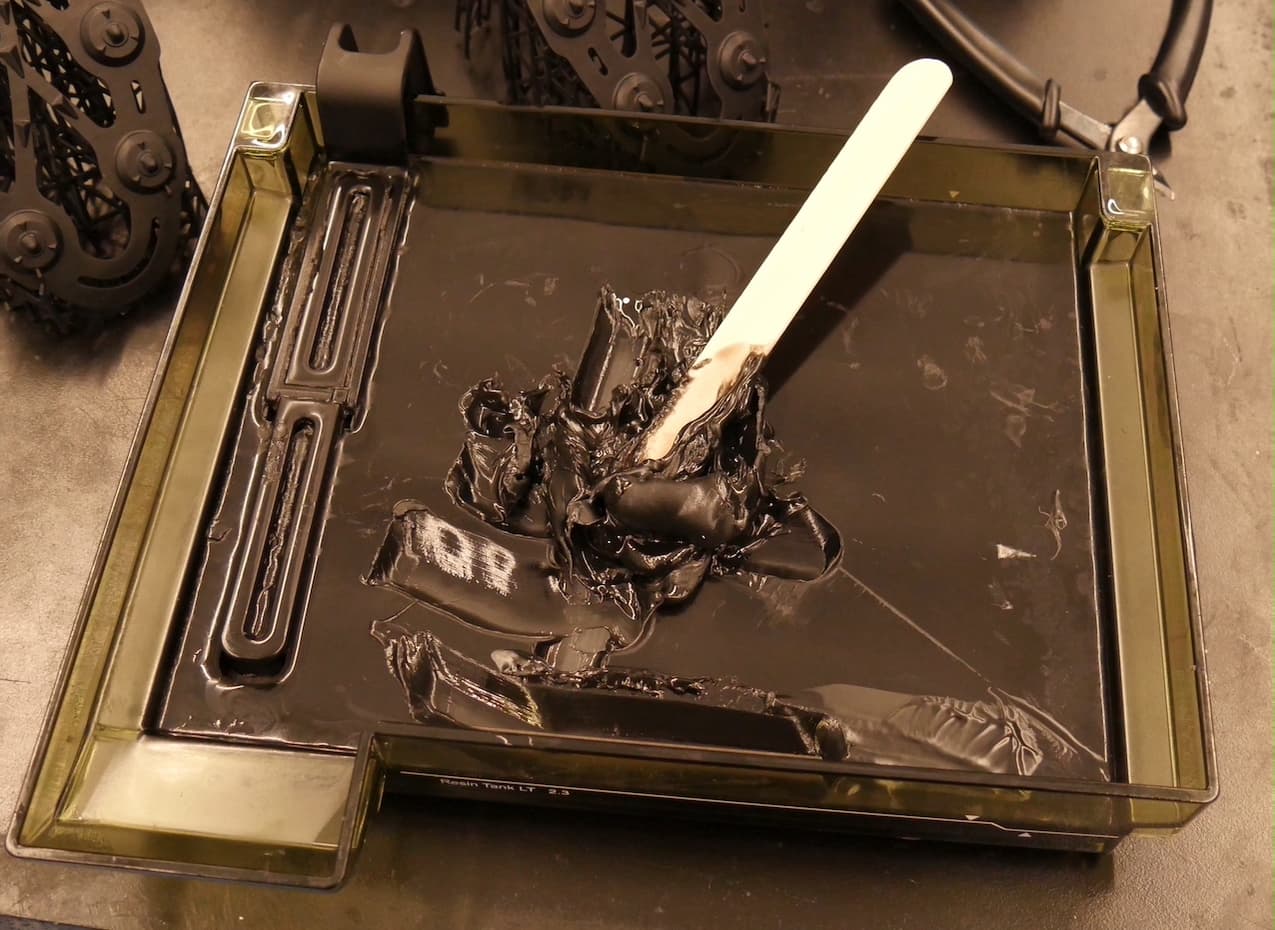
À gauche : PU Rigid 650 Resin qui est encore viable. À droite : PU Rigid 650 Resin qui n’est plus viable.
Pour déterminer si la PU Rigid 650 Resin contenue dans un bac à résine est utilisable, faites glisser une spatule ou un autre outil plat et émoussé au fond du réservoir. Si la résine se déverse dans l’espace laissé par l’outil, elle est encore utilisable. Vous pouvez également utiliser une coupe de viscosité Zahn #5 pour déterminer si la viscosité de la résine dépasse 2000 cPs. Changez la résine dans le bac à résine ou ajoutez de la résine neuve provenant de la cartouche de résine si la viscosité dépasse 2000 cPs.
Préparation de l’impression avec PU Rigid 650 Resin
Avant de commencer une impression, préparez votre résine et votre imprimante.
Si vous prévoyez d’imprimer en utilisant le remplissage automatique, remplissez la cartouche de résine :

Si vous utilisez le flux de travail recommandé ou modifié, installez votre imprimante dans votre armoire de stockage à sec :
Impression avec PU Rigid 650 Resin
Avis :
Pour éviter d’endommager votre équipement, consultez le tableau de compatibilité des bacs à résine dans la section Choisir le bon matériau afin de vous assurer que vous utilisez un bac à résine compatible avec ce matériau.
Installez ou mettez à jour PreForm, puis configurez la prochaine tâche d’impression.
Pour préparer un modèle à l’impression dans PreForm :
Avis :
Les pièces imprimées dans les deux résines polyuréthanes adhèrent fortement à la plateforme de fabrication. Formlabs recommande d’imprimer toutes les pièces sur des supports afin de faciliter le retrait de la plateforme de fabrication et de réduire les dommages accidentels causés à la pièce lors du retrait.
Lavage
Avis :
Lisez le guide d’utilisation de PU Rigid 650 Resin et suivez les directives de Formlabs pour obtenir des résultats homogènes et de haute qualité.
La Form Wash et la Form Wash L agitent le bain de solvant et retirent les pièces du bain après un temps défini. Lavez les pièces imprimées sur la plateforme de fabrication pour éviter de les endommager. Lavez les pièces dans du PGDA pendant deux minutes et utilisez de l’air comprimé pour sécher le solvant sur les pièces. Répétez le nettoyage si nécessaire.
Retirez les pièces de la plateforme de fabrication après les avoir lavées dans le PGDA. Glissez délicatement un outil de retrait ou un couteau racleur sous le bord biseauté de la base. Retirez lentement les pièces de la plateforme de fabrication. Nettoyez l’excès de résine liquide de la plateforme de fabrication à l’aide d’un flacon pulvérisateur rempli de PGDA ou d’alcool isopropylique.
Conseil :
Imprimez avec une Build Platform 2, dont la surface d’impression permet de retirer facilement les pièces. Vous pouvez également chauffer légèrement la plateforme de fabrication à l’aide d’un sèche-cheveux ou d’un appareil similaire pour faciliter le retrait des pièces.
Les pièces peuvent être plongées dans un bain d’acétate de n-butyle pendant 15 secondes au maximum pour accélérer l’évaporation du PGDA. Utilisez de l’air comprimé pour souffler l’excès d’acétate de n-butyle sur les pièces. N’utilisez pas de cuve de la Form Wash pour le bain d’acétate de n-butyle, car elle n’a pas été testée avec des concentrations élevées de ce solvant.
Placez les pièces sur du papier sulfurisé ou une surface antiadhésive similaire dans des conditions ambiantes pendant au moins 24 heures pour permettre à l’intégralité du PGDA restant de s’évaporer. Veillez à ce que tous les solvants soient secs avant la post-polymérisation car cela pourrait affecter la finition de la surface.
Avis :
Les résines polyuréthanes ne doivent pas être lavées avec de l’alcool isopropylique, qui peut réagir avec les pièces imprimées et entraîner une dégradation des propriétés du matériau.
Conditions de post-polymérisation
PU Rigid 650 Resin doit être post-polymérisée dans une chambre de polymérisation humide. Pour plus d’informations sur les fournitures tierces recommandées, consultez l’article d’assistance Outils et fournitures recommandés (résines polyuréthane).
Le cycle de post-polymérisation de PU Rigid 650 Resin est plus long que celui des autres résines SLA de Formlabs. La durée de la post-polymérisation dépend de l’épaisseur de la pièce.
Formlabs recommande de post-polymériser la plupart des pièces sans support. Les supports sont plus difficiles à retirer une fois qu’ils sont post-polymérisés. Cependant, en raison de la faible résistance initiale du matériau et des températures élevées en post-polymérisation, certaines géométries sont susceptibles de s’affaisser ou de se déformer légèrement avant que le matériau ne soit complètement polymérisé. Les pièces présentant de telles géométries doivent être post-polymérisées sur des supports.

Pour post-polymériser des pièces imprimées en PU Rigid 650 Resin de Formlabs :
Remarque :
Certains fours humides Anova Precision peuvent nécessiter un étalonnage pour atteindre la température et l’humidité cibles. Contrôlez la température et l’humidité à l’intérieur du four à l’aide d’un thermomètre et d’un capteur d’humidité. Réglez les commandes du four selon les besoins afin d’obtenir une température de 46 ºC et une humidité relative (HR) de 70 % à l’intérieur de celui-ci.
| Durées de post-polymérisation à 46 ºC et 70 % d’humidité relative (HR) | ||
|---|---|---|
| Épaisseur de la pièce | PU Rigid 650 | PU Rigid 1000 |
| 2 mm | 3 jours | 3 jours |
| 3 mm | 3 jours | 4 jours |
| 6 mm | 4 jours | 5 jours |
| 9 mm | 12 jours | 9 jours |
| 12 mm | ~14 jours | ~14 jours |
Entre deux impressions
Entretenez votre bac à résine et votre PGDA entre les impressions pour garantir un flux de travail réussi et uniforme.
Nettoyage du bac à résine
Avant de poursuivre l’impression, Formlabs recommande de vérifier l’intérieur du bac à résine pour s’assurer qu’il n’y a pas de résine polymérisée ou de fragments qui pourraient interférer avec les impressions suivantes. Veuillez vous référer aux instructions pour l’inspection de l’intérieur du bac à résine sur une Form 3, Form 3+, Form 3B, Form 3B+, et sur une Form 2.
Remplacement ou recyclage du PGDA
Le solvant PGDA finira par être saturé de particules de résine solidifiées en raison de la polymérisation de la résine et ne sera plus efficace pour laver vos pièces. Formlabs recommande de remplacer votre solvant PGDA lorsque vous commencez à remarquer de petites particules de résine polymérisée sur vos pièces après un cycle de lavage. En général, cela commence à se produire après l’impression et le lavage de pièces utilisant 10 litres de résine ou après plusieurs semaines d’utilisation du solvant dans une Form Wash.
Vous pouvez remplacer votre PGDA saturé de résine par du PGDA propre. Vous pouvez également filtrer les particules de résine solidifiées du PGDA et réutiliser le solvant. Pour filtrer votre PGDA :
Avis :
Ne jetez pas la résine liquide ou partiellement polymérisée dans les canalisations ou avec les ordures ménagères. Ne versez pas le propylène glycol diacétate (PGDA) contenant de la résine dissoute dans les égouts et ne le jetez pas avec les déchets ménagers. Les méthodes d’élimination sûres et appropriées du PGDA usagé varient selon les endroits.
Ressources supplémentaires