

ガラスやアクリルのような透明材料は、消費者製品、産業利用、ヘルスケア、その他幅広い用途で使用されています。しかし、透明部品の試作や製造を従来の方法で行うと高額で非効率になることから、3Dプリントで製作することはできないか、という疑問が出ていました。答えはイエス。適切な技術と材料を使えば可能です。
SLA光造形方式3Dプリントなら透明部品の製作が可能で、さらに適切な後処理を加えると完全に透明に近い状態にすることができます。Formlabs最新の光造形3Dプリンタでコンパクトながら長高速造形を叶えるForm 4と大容量のForm 3Lにより、さらに透明度の高い部品製作が可能になります。レジンタンク底部が柔らかいフィルム状になっていることで造形品にかかる剥離力を低減し、滑らかな表面品質を備えた透明部品ができあがります。
透明・半透明の3Dプリント製部品の製造には複数の材料をご利用いただけます。
- Clearレジンは非常に透明度が高いニュートラルカラーの3Dプリント用レジンで、造形スピードと高精細さ、透明度、高度な材料特性、使いやすく信頼性の高いワークフローという絶妙なバランスを備えた材料です。流体デバイスや成形型、光学部品や照明、内部構造の紹介用など、透明性が求められるどんな部品にも向いています。
- Elastic 50Aレジンは半透明で柔らかく、伸縮性のある材料です。通常シリコンで製造される部品の試作に最適です。
- Flexible 80Aレジンも同じく半透明で、やや硬めのソフトタッチの材料です。ゴムやTPUの柔軟性を再現するのに適しています。
- BioMed Clearレジンは、長期の皮膚接触(30日以上)、呼吸ガス経路、粘膜接触(30時間以上)、短期の骨・組織・象牙質接触(24時間以内)など、生体適合性が求められる用途で使用可能な高強度・高剛性の透明材料です。
- BioMed Elastic 50Aレジンは、快適なつけ心地を提供する軟質・柔軟・透明材料で、長期の皮膚接触(30日以上)や短期の粘膜接触(24時間以内)など、生体適合性が求められる用途でご利用いただけます。
BioMed Flex 80Aレジンは、硬く柔軟性のある透明材料で、長期の皮膚接触(30日以上)や耐久性が求められる用途、そして短期の粘膜接触(24時間以内)など、生体適合性が求められる用途でご利用いただけます。
本ガイドでは、光学部品から光導体、流体に至るまで、幅広い用途に使える透明な3Dプリント製部品の表面処理方法を詳しく解説します。表面処理の方法には、スピード重視で十分な透明性を手にいれる方法から完全に透明近い部品に仕上げるためのニッチな技術まで、様々なものがあります。

無料相談セッションのご予約
3Dプリントのエキスパートに一対一でご相談いただける相談セッションをご用意しています。ROI 分析やテスト・プリントなどを通して、お客様のビジネスに最適なソリューションを一緒に考えましょう。
3Dプリント製の透明部品の活用例
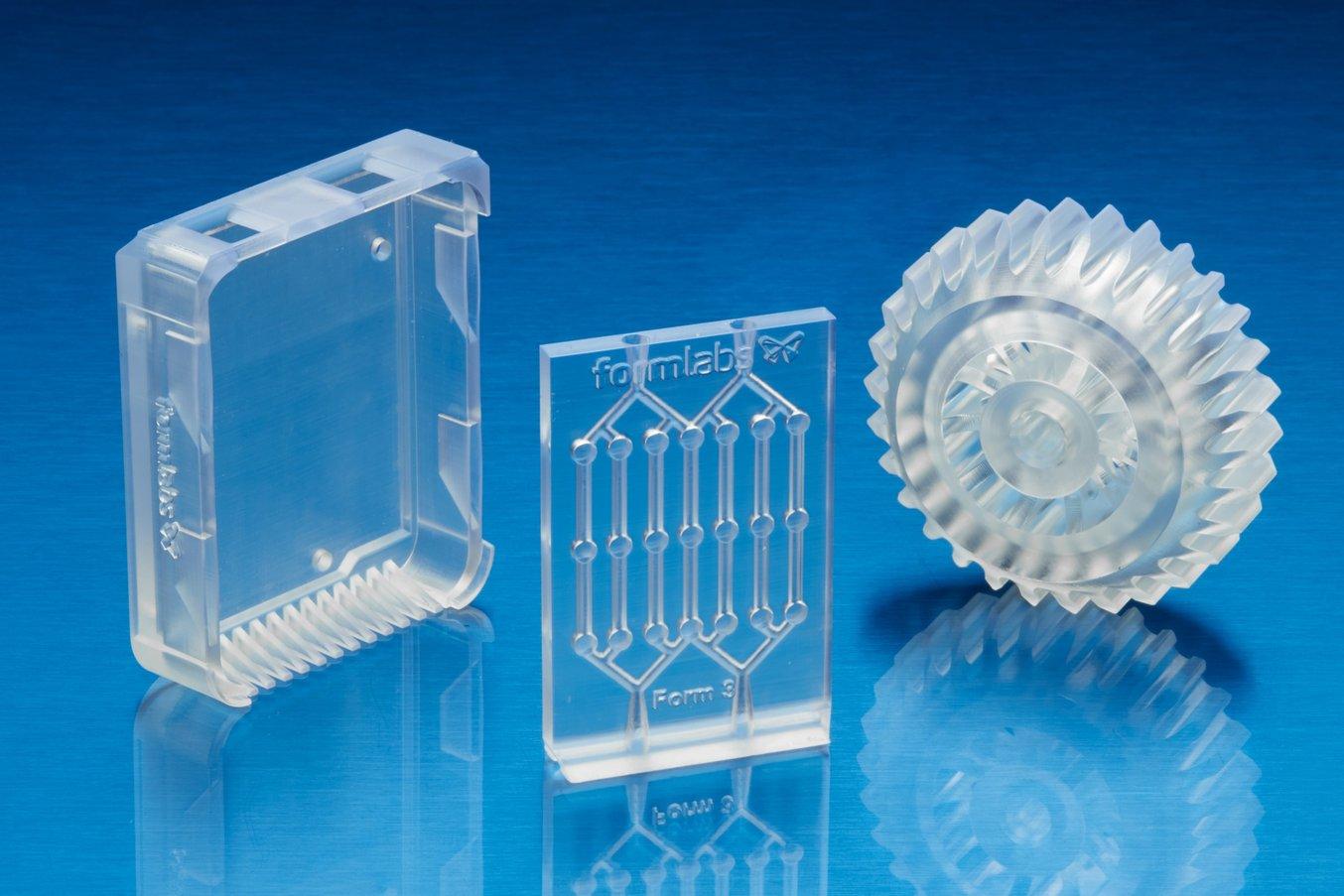
クリアで透明な3Dプリント製部品は、透明な試作品の製作、内部のキャビティやディテールの紹介、LEDのハウジング、窓、透明な解剖模型や医療器具といった用途に適しています。
Formlabsのお客様はこれまで、Clearレジンを使って完全3Dプリントのカメラやタイムズスクエアのフレネルレンズ設置用のタイル、光導体、プリズム、ミリ流体デバイスなどを製作してきました。

Formlabsのアプリケーションエンジニア Amos Dudleyは、すべてを3Dプリントで作るカメラ
用にレンズを造形。
FAQ:アクリル材料も3Dプリントできますか?
条件付きで可能です。アクリルとして知られるポリメタクリル酸メチル(PMMA)は透明な熱可塑性プラスチックで、ガラスに代わる丈夫な材料としてよく使用されています。アクリル材はFDM(熱溶解積層)方式3Dプリンタを使って造形が可能ですが、材料そのものが有毒でたわみやすいため使いにくく、さらにFDMプリンタは精細さに欠けるため3Dプリントした部品の透明性は半透明が限界です。
アクリルに似た完全に透明な部品を3Dプリントしたい場合、SLA光造形3DプリンタにてClearレジンを使って造形した後、本ガイドで紹介している表面処理方法のいずれかを用いて完全な透明性を実現することをおすすめします。アクリルスプレーの使用は、確実に透明度を引き出すために有効な方法です。
3Dプリントによる透明部品の表面処理方法
Formlabsは、Clearレジンを使って3Dプリントした部品の表面処理方法として、複数の技術を検証しました。本ガイドでは、手作業によるサンディング、クリアコーティング、レジンコーティングについてご紹介します。各方法で必要になる作業は、造形品に対して求める透明度と表面品質によって変わります。
手作業でのサンディングと艶出し
用途:手作業によるサンディングと艶出しはディテールの少ないシンプルな形状には効果的ですが、複雑形状の表面処理としてはあまり適していません。この方法で完全な透明度を実現するのは非常に困難と言えるでしょう。
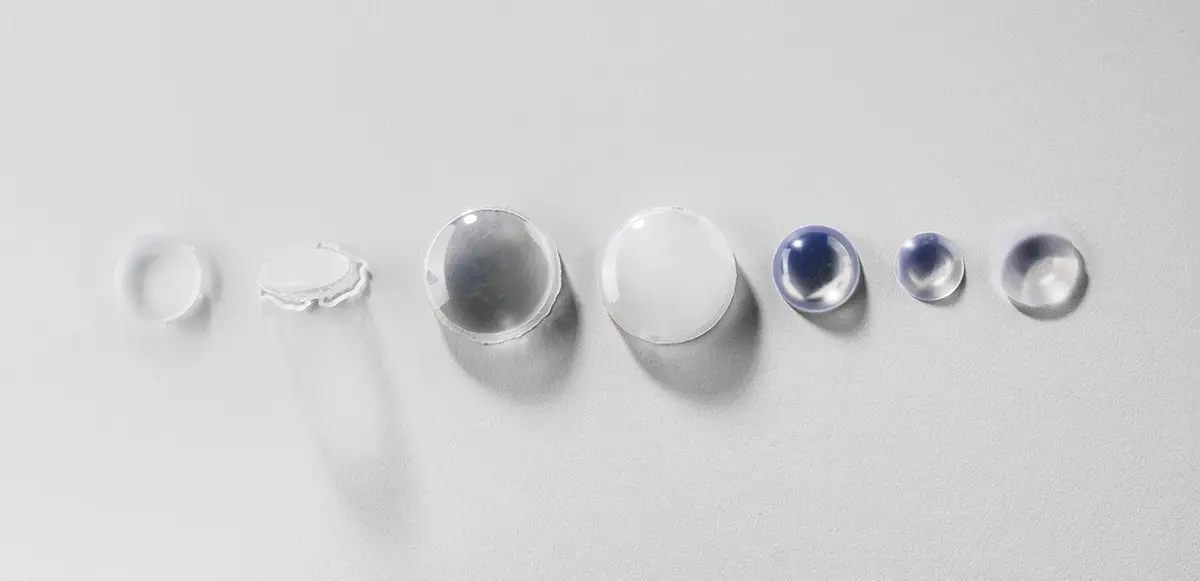
手作業で高度な透明度を実現するには非常にきめ細かいグリッドで研磨する必要がありますが、サンディングや艶出しを重ねることで虫眼鏡のような透明度を持った仕上がりが叶えられます。しかし、手作業によって全ての積層痕を取り除くのは非常に難しく、造形品を光に向けて少し傾けると無数の小さな傷が見えるでしょう。
作業方法:サンドペーパーのグリットを少しずつ上げながら磨いていき、アクリル系クリーナーとマクロファイバー不織布で造形品表面の艶出しを行います。
3000グリッド程度になると、3Dプリント製の透明部品に光沢が出て手触りが非常に滑らかになります。12000グリット近くになると、造形品が光を反射するようになります。サンドペーパーとマイクロメッシュパッドを用意し、サンドペーパーのグリットを400グリットから12000グリットまで200グリット間隔で上げながらゆっくりと丁寧に磨いていきます。グリットを上げるたびにレンズをきれいに拭き、研ぎ傷が完全に見えなくなってから次のグリットで磨きます。
Formlabsのサポートページには、手作業によるサンディング方法を画像付きで紹介しており、アクリルスプレーを使った完全透明仕上げの方法もご確認いただけます。
ヒント:半透明な部品が必要な場合は、ミネラルオイルを使って光のムラを隠し、造形品表面を均一な仕上がりにします。
Formlabsは、手作業によるサンディングやスプレーコーティングからレジンコーティングまで、3Dプリント製透明部品の艶出し方法を検証。
スプレーコーティング
用途:スプレーコーティングは、ディテールを犠牲にすることなく造形品の透明度を素早く簡単に向上させる方法です。この方法では、通常のサンディングや艶出しではカバーしにくい複雑なディテールもコーティングできるため、どんな種類の造形品にも効果的です。
クリアコーティングのみの使用でも、積層痕を隠したり、造形品が黄色に変色したり予期せぬ二次硬化を起こしたりする原因となる紫外線から保護することができます。滑らかなガラスのような仕上がりを希望する場合は、コーティングを行う前に手作業によるサンディングと艶出しを行うことをおすすめします。クリアコーティングの前に丹念に磨いておくと、透明度が向上します。この追加作業は、パッケージングや瓶、マイクロ流体デバイス等、完全な透明度が求められるプラスチック品の試作品の表面処理として最適です。
作業方法:クリアコーティングには、低価格で手に入るスプレーから専用の作業場とツールを必要とする製品まで、様々な種類があります。
- 一般用途のクリアコーティングスプレー塗装:高品質で低価格なスプレーには幅広い選択肢があります。Formlabsでは2Kクリアコートをおすすめしています。
- 自動車用スプレー:高光沢仕上げを実現するLesonal Universal Clearのようなハイソリッドアクリルウレタン系のクリアコートは、自然乾燥やベーキング処理で利用可能ですが、スプレーを塗布する時に専用の作業場とスプレーガンを用意する必要があるほか、ベースコーティングも必要です。
スプレーコーティングをする前に、まず造形品をイソプロピルアルコール(IPA)で洗浄し綺麗な状態にしてから乾燥させます。黄色く変色する原因になるため、スプレーをする前に二次硬化は行わないようにしてください。造形品を自然乾燥させます。完全に乾燥したら、埃の無い環境下で2〜3回スプレーコーティングを行います。
ヒント:自動車修理工場で、Lesonal Universal Clear等のスプレーコーティングサービスを行っている場合もあります。こういったサービスのほとんどでは、スプレー前の下準備としてナフサ等の軽質溶剤を用いて造形品をクリーニングすることがあります。
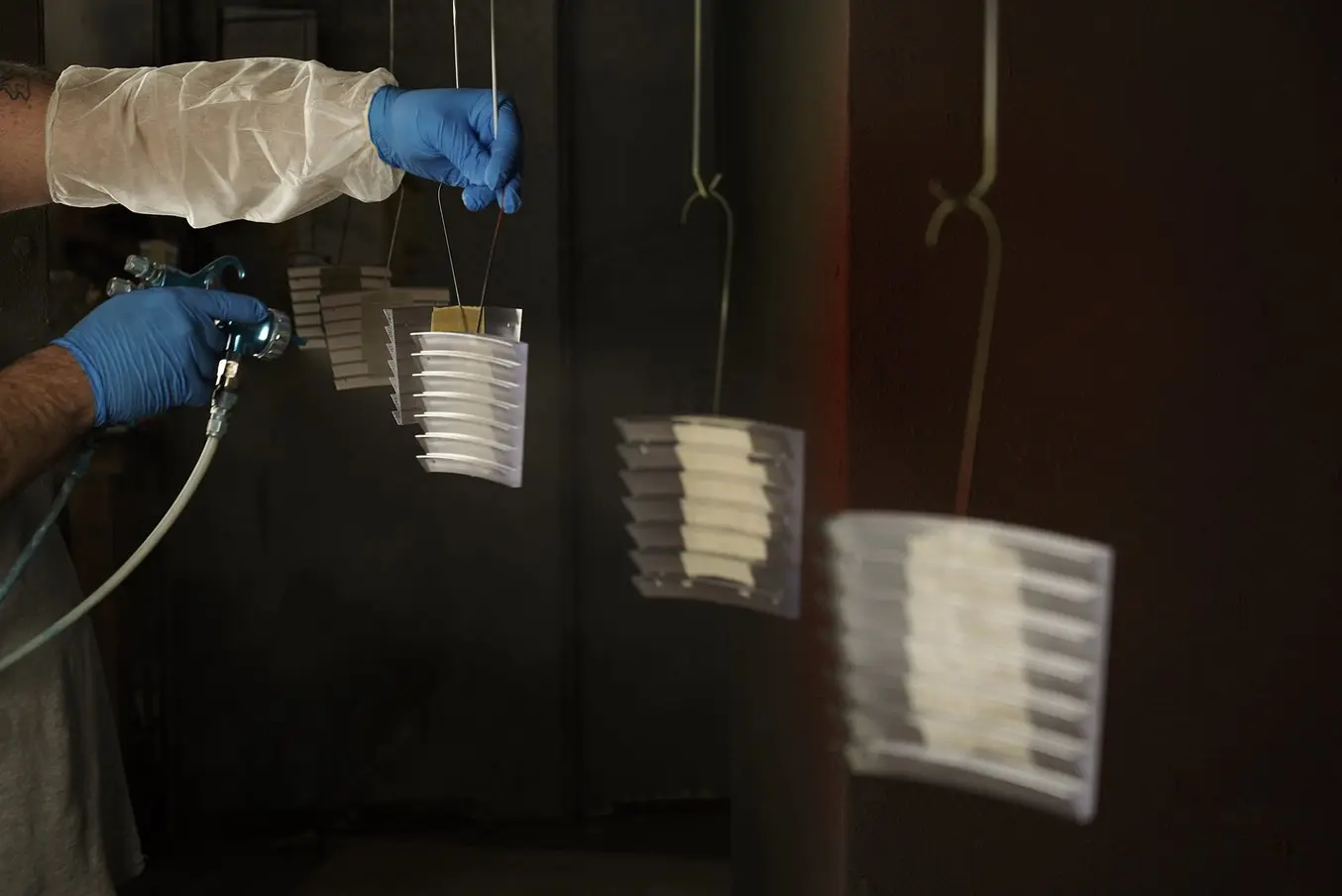
Window to the Heartをタイムズスクエアにスクエアに設置するために、FormlabsとAranda/Laschの製作チームは自動車修理工場に依頼し、Lesonal Universal Clearを使ってタイル一枚一枚にスプレーコーティングを施した。
レジンコーティング
用途:高い透明度が求められる部品に最適な方法ですが、レンズやインテリアの一部としての窓など、平面またはほぼ平らな表面にのみ効果的です。
レジンコーティングを行うと、透明で表面の反射率が高い非常に滑らかなパーツに仕上がります。
この技術は、他のSLA光造形用材料を使った造形品の滑らかさを高める方法としても効果が期待できますが、ディテールが損なわれる可能性もあります。
作業方法:シリンジなどを使って造形品にClearレジンを塗布するか、場合によってはレジンに浸すことで表面をコーティングします。粘性のあるレジンで積層痕や細かな傷が埋まり、完全に滑らかな表面を演出できます。
コーティングするレジンの層は、積層痕を隠せる程度の厚みは維持しながらも、できる限り薄くします。シリンジで気泡を吸い取ります。適切な設定で造形品を完全に二次硬化させ、反対側も同じ工程でレジンコーティングと二次硬化を同じ工程で繰り返します。
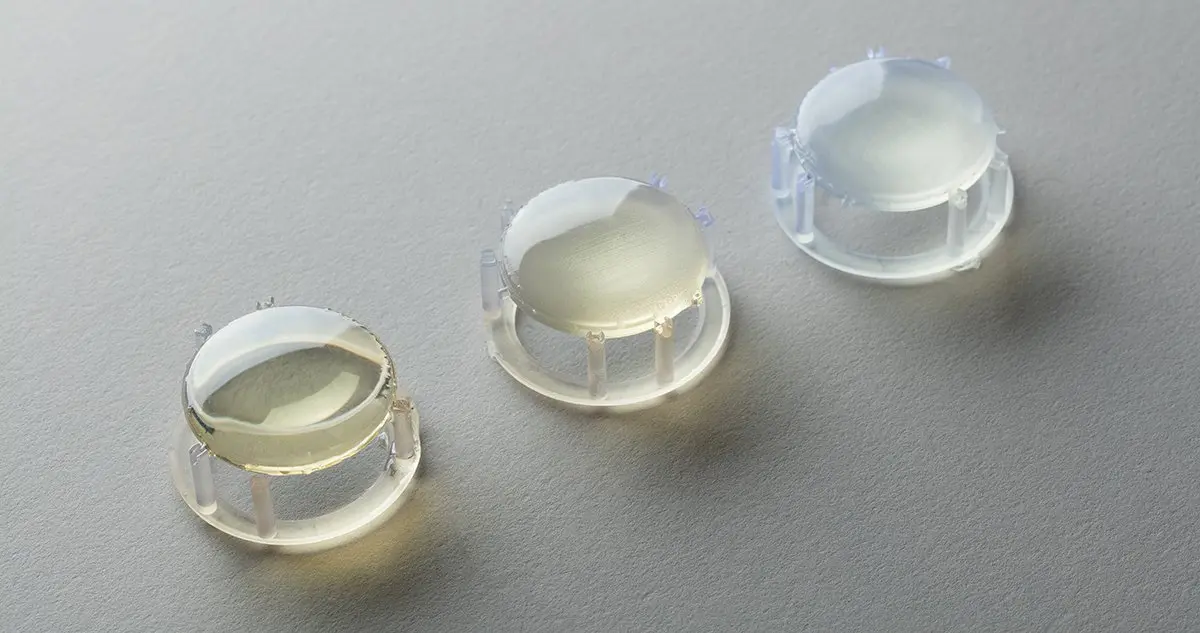
レンズを3段階にわたってレジンコーティングしたもの。左側が最終的なレンズ。
注:レジンコーティングを行うと、レンズの焦点距離が若干変化します。FormlabsのアプリケーションエンジニアであるAmos Dudleyは、完全3Dプリントで作るカメラのレンズテスト用デバイスを設計・造形。
SLA光造形方式3Dプリントの詳細
Form 4 MSLA方式3Dプリンタを使うと、手頃な価格と最小限の後処理で、クリアで完全に透明な3D造形が可能になります。
こちらの技術資料をダウンロードいただくと、SLA光造形方式3Dプリンタの詳細と3Dプリントの作業手順をステップバイステップでご確認いただけます。
SLA光造形品の透明度と品質を直接手に取って確認してみませんか?3Dプリント製の透明サンプルパーツをお申し込みください。無償でお届けいたします。
お客様ビジネスに最適な3Dプリント製品については、1対1の相談セッションをご予約ください。各材料の比較やROI評価のほか、お持ちのデザインでテストプリントなども承っています。