
市場には多くの3Dプリント方式が存在します。それぞれの細かな違いを深く理解しておくことで、最終的な造形品、初期投資、ワークフロー、スピードに対する期待値が明確になり、ご自身の用途に最適な技術を選択できます。
マテリアルジェッティング方式3Dプリントの一種であるPolyJet、そしてSLA光造形方式は、光造形3Dプリントで一般的な2種類のプロセスです。どちらの方式も精度が高く、等方性と水密性を備え、繊細な細部表現や滑らかな表面品質で工業品質のプロトタイプや部品を幅広い高機能材料で製作できることから、非常に人気のある3Dプリント方式です。
この包括的なガイドでは、PolyJet方式とSLA光造形方式の3Dプリンタについて詳細を解説するとともに、造形品質や材料、用途、作業手順、スピード、コストなどを比較しながら、お客様の用途に最適な製品を見つけられるようサポートします。

無料相談セッションのご予約
3D プリントのエキスパートに一対一でご相談いただける相談セッションをご用意しています。ROI 分析やテスト・プリントなどを通して、お客様のビジネスに最適なソリューションを一緒に考えましょう。
マテリアルジェッティングとは?
マテリアルジェッティングとは、従来のインクジェットプリンタに似た3Dプリント方式の一種です。マテリアルジェッティング方式では、インクを紙に噴射する代わりに、フォトポリマー(光硬化性レジン)を噴射しながら硬化させます。
マテリアルジェッティングの仕組み
マテリアルジェッティングでは、プリントヘッドがビルドプラットフォームをX軸およびY軸に沿って移動し、プラットフォーム上でレジンの液滴を噴射します。同じ動きの中で、プリントヘッドから照射される紫外線がビルドプラットフォーム上の液滴を硬化させます。一層が完了するとビルドプラットフォームが下に移動し、プリントヘッドが次の層を塗布できるようになります。その後、プロセスが終了するまで造形品が積層され続けます。
オーバーハングのような複雑な形状を造形する場合、除去可能なゲル状のサポート材を3Dプリンタが噴射します。プリントヘッドでは複数のマテリアルジェッティング用材料を混合することが可能で、独自の材料特性や色を実現することもできます。
PolyJet 3Dプリントとは?
PolyJet 3Dプリントは、マテリアルジェッティング方式のアディティブマニュファクチャリングです。PolyJetはObjet(後にStratasysが買収)が開発した技術です。他にもマテリアルジェッティング方式の3Dプリンタはありますが、PolyJetというブランド名で販売しているのはStratasysのみです。

Stratasys Connex 500 PolyJet 3Dプリンタ。
SLA光造形方式3Dプリントとは
SLA光造形方式は、1980年代に発明された世界初の3Dプリント技術であり、今なおプロフェッショナルの間で最も人気のある技術の一つです。SLA光造形3Dプリントは、槽(バット)またはタンクに満たした液体レジンに光源を照射することで硬化させ、3次元のオブジェクトを造形します。
SLA光造形方式の仕組み
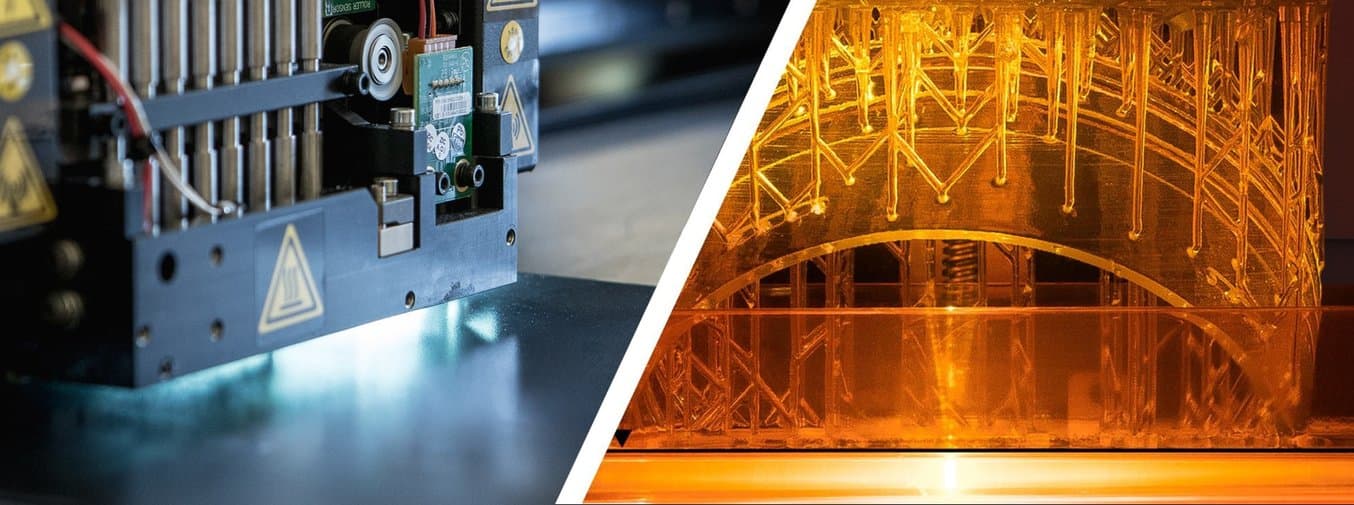
最も一般的な倒立型SLA光造形プリンタは、レジンタンクの底面が透明かつ非粘着性で、これが液体レジンを硬化させるための土台として機能し、新たに形成された層を優しく引き剥がします。
SLA光造形方式には複数の種類がありますが、主にレジンを硬化させるための光源によって定義されます。現在最も一般的なプロセスは、LCDスクリーンによって光源を選択的に覆う(マスクする)MSLA(マスク式光造形)方式です。
Form 4、および大容量3Dプリント向けのForm 4Lは、MSLA方式3Dプリントの先進技術 Low Force Display™(LFD)プリントエンジンを搭載しています。
LFDプリントエンジンの中核となるのは、超高出力光源であるバックライトユニットです。均一な面状の光を放射し、その光がレンズアレイを通過してLPU(ライトプロセッシングユニット)4に入り、そこで造形品の形状に成形されます。光線がレジンタンク内の液体レジンに到達すると、一層分の液体レジンが即座に硬化し固い層を作ります。一層分が出来上がるとビルドプラットフォームが持ち上がり、Z軸が出来上がった層をレジンタンクの底から剥離します。

デスクトップサイズSLA光造形プリンタの概要
高精細3Dモデルを高速製作できる3Dプリンタをお探しですか?こちらの技術資料をダウンロードして、高精細で高次元な優れた表面仕上がりのモデルを製作できる3Dプリント方式としてSLA光造形方式がどれほど広く活用されているかご確認ください。
PolyJet(マテリアルジェッティング) vs. SLA光造形:詳細比較
PolyJet(マテリアルジェッティング)とSLA光造形プリンタはどちらも高精細なレジン部品を製作できますが、特定の用途に対しては様々な利点と欠点があります。そのため、いくつかの主要なカテゴリーで両者の長所と短所を比較・評価することをお勧めします。
コストと投資収益率(ROI)
SLA光造形方式とマテリアルジェッティング方式3Dプリンタの主な違いの一つはコストです。2000年代末にSLA光造形方式の特許が切れ始め、より小型のデスクトップSLA光造形プリンタが市場に導入されると、SLA光造形プリンタのコストは100分の1にまで低下しました。現在、業務用SLA光造形プリンタの価格は約2,500ドルから、大容量のベンチトッププリンタは5,000ドルからとなっています。
対照的に、マテリアルジェッティングおよびPolyJet方式3Dプリンタは価格が大幅に高くなり、20,000ドルから500,000ドル以上の範囲になります。また、これらはプリンタ本体のみの費用です。必須の保守契約(サービスプラン)は年間でPolyJetプリンタ価格の最大20%の費用がかかる場合があり、これは毎年SLA光造形プリンタを複数台購入できるほどの金額です。
さらに、マテリアルジェッティング方式3Dプリンタ用のレジンは、価格が一般的にSLA光造形用レジンの2~3倍になります。その結果、PolyJetプリントによる造形単価はSLA光造形の何倍にもなります。また、PolyJetプリンタはより多くのメンテナンスが必要となるため、プリンタを運用するために必要な作業量も増加します。
したがって、フルカラーモデルやマルチマテリアル部品などの特定の用途で、特別にPolyJetが必要な場合を除き、SLA光造形プリンタの方が高い投資収益率(ROI)を得られる可能性が高いでしょう。

セントルイス小児病院では、写真の脊椎モデルのような解剖モデルをPolyJetレジンで製作する場合は約1,600ドルかかるのに対し、FormlabsのFast Modelレジンでは80ドル。

削減可能なコストと時間を算出
Formlabsの3Dプリンターでどれだけのコストと時間が削減できるのか、FormlabsのインタラクティブなROI計算ツールで是非ご確認ください。
造形品質と精度
一層ずつ積み重ねることで造形する3Dプリントは各層で精度のズレが生じる可能性があり、かつ層が形成されるプロセスは精度(つまり各層の精度の再現度)に影響します。3Dプリントの公差、精度、精密度は、3Dプリント方式、材料、ソフトウェア設定、後処理など、様々な要因に依存します。
マテリアルジェッティング方式とSLA光造形方式の3Dプリンタは、どちらも最も正確かつ精密な3Dプリントとされ、その公差は約±0.2%(下限:±0.1mm)です。高密度な光源のおかげで細部まで丁寧な表現が可能で、一貫して高品質な結果を得ることができます。

SLA方式での造形品は、繊細なディテール、滑らかな表面、ほとんど目立たない積層痕が特徴。写真の造形品はすべてForm 4でColorレジンを使用して造形。
PolyJet、SLA光造形のどちらも、複雑な形状や大型モデル、または薄肉構造など、モデルの形状によっては寸法精度を確保するためにサポート材が必要になる場合があります。
SLA光造形方式では、サポート材は後処理中に手作業で除去します。FormlabsのSLA光造形プリンタでは、サポート材の迅速な取り外しを可能にするライトタッチサポートおよびサポート材のバンドル機能が提供されており、処理時間を大きく短縮。SLA光造形品はまた、滑らかな表面品質も特徴で、材料によってマット調にも光沢調にもなります。
PolyJetプリンタでは、サポート材は後処理中にウォータージェットで洗い流されます。このワークフローは造形品に負荷を与えるため、繊細なディテールが破損したり、薄肉箇所が曲がったりする可能性があります。PolyJetプリンタは、マット仕上げと光沢仕上げの両方でプリントが可能です。ただし、光沢仕上げはサポート材が使用されていない部分に限定されます。

材料と代表的な用途
PolyJetとSLA光造形の最大の違いの一つは利用可能な材料の種類で、これは各プリンタで実現できる用途を決める要素にもなります。
プリンタのモデルによりますが、ほとんどのマテリアルジェッティングおよびPolyJet方式3Dプリンタは、5~10種類程度の材料に対応しています。これらは、標準的な試作用材料から様々なカラーバリエーションの材料、透明材料、生体適合性材料まで多岐に渡ります。よりハイエンドなPolyJet方式3Dプリンタでは、複数材料を使った同時プリントにも対応しており、多色・複合材料の試作品のプリントなど、マテリアルジェッティングの新たな用途を可能にします。
しかし、PolyJetプリンタでは低粘度の材料しかプリントできないため、利用可能な機械的特性の範囲が著しく制限されます。また、PolyJet用材料はHDT(荷重たわみ温度)が低く、45~50℃程度であることが多いため、強い光の下ではクリープ現象を起こし、形状を失い始めることがあります。その結果、PolyJetプリントはコンセプトモデルや非機能的なプロトタイピング用途、そして生体適合性が求められる一部の歯科・医療用途に限って最適といえます。
SLA光造形プリンタは、一般的なマテリアルジェッティング方式3Dプリンタよりはるかに幅広い材料に対応しています。Formlabsの3Dプリンタは45種類以上の材料に対応しており、これには15種類以上の生体適合性材料も含まれます。SLA光造形レジンははるかに幅広い材料特性を備えており、軟質・硬質、透明・不透明、ガラス、ワックス、セラミックなどの二次材料を多く充填したもの、あるいは荷重たわみ温度が高いもの、耐衝撃性や耐薬品性などの機械的特性が付与されたものなどがあります。このため、SLA光造形用材料は、ラピッドプロトタイピングで実製品用の熱可塑性プラスチックとして一般的な材料に非常によく似た特性を持たせることができます。
SLA光造形はマルチカラーの3Dプリントには対応していませんが、Colorレジンの登場により、業務用途でカスタムカラーのプリントが可能な唯一の3Dプリント方式となりました。Colorレジンは受注生産で、リアルな試作品、色分けされた治具や固定具、またはカスタムカラーの実製品用部品の製作のために、ニュアンスのある中間色から彩度の高い鮮やかな色まで、カラー部品を簡単かつ迅速に、手頃な価格で製作できます。

SLA光造形プリンタは、エンジニアリング、製造、ヘルスケア用途で最も幅広い材料を提供。
さらに、FormlabsはOpen Material Mode(OMM)も提供しているため、波長405nmのUV光に対応できるすべての光硬化性レジンを使ったプリントが可能になり、研究者や専門家ユーザーがサードパーティ製材料や新たな材料の開発へと完全にアクセスできるようになります。

用途に合った最適な材料選定をサポート
どの3Dプリント用材料を選ぶべきか、お困りですか?最適な材料は、用途や求める特性に応じて変わります。インタラクティブなマテリアルセレクターは、拡大を続けるFormlabsの豊富な材料ライブラリからお客様にあった最適な材料の選定をサポートします。
使いやすさ
作業手順
PolyJet・SLA光造形のいずれの方式でも作業手順は同じです。まずは作りたいものをデザインし、その後3Dプリントをし、最後に後処理を行います。
PolyJetおよび業務用SLA光造形プリンタには、それぞれ独自のソフトウェアと、最高のプリント成功率を保証するために各材料向けに徹底的に検証された事前設定が搭載されています。PreFormのような高度な造形準備ツールを使った造形設定はプラグアンドプレイで行え、造形向きの自動調整やサポート材の生成機能が利用できます。
3Dプリンタは、一旦3Dプリントが開始すると夜通しかかる場合でも完成まで放置しておくことができます。PolyJetプリンタも、Formlabs Form 4シリーズのように高度なSLA光造形プリンタも、材料を自動的に補充できるカートリッジ方式です。Form 4シリーズ3DプリンタにはResin Pumping Systemも追加可能で、5Lのレジンをシームレスにプリンタへ供給できます。
造形品の後処理では、PolyJet 3Dプリント品からウォータージェットを使用して手動でサポート材を除去するか、厚みのあるサポート材は薬液槽に浸して引き剥がすなどが必要になります。これにより、薄肉構造の造形品が曲がったり、繊細なフィーチャーが簡単に壊れたりする可能性があります。PolyJetで作る造形品には二次硬化が必要ありません。モデルは完全に硬化した状態でプリンタから取り出されます。

PolyJetの後処理には薬液槽、剥離、ウォータージェットの組み合わせがあるが、これらは複雑な形状を損傷する可能性がある。
SLA光造形品は、イソプロピルアルコール(IPA)または代替溶剤で洗浄し、表面から未硬化レジンを除去する必要があります。標準的なワークフローでは、まず造形品をビルドプラットフォームから取り外し、次に手作業で溶剤槽に浸して余分なレジンを洗浄します。
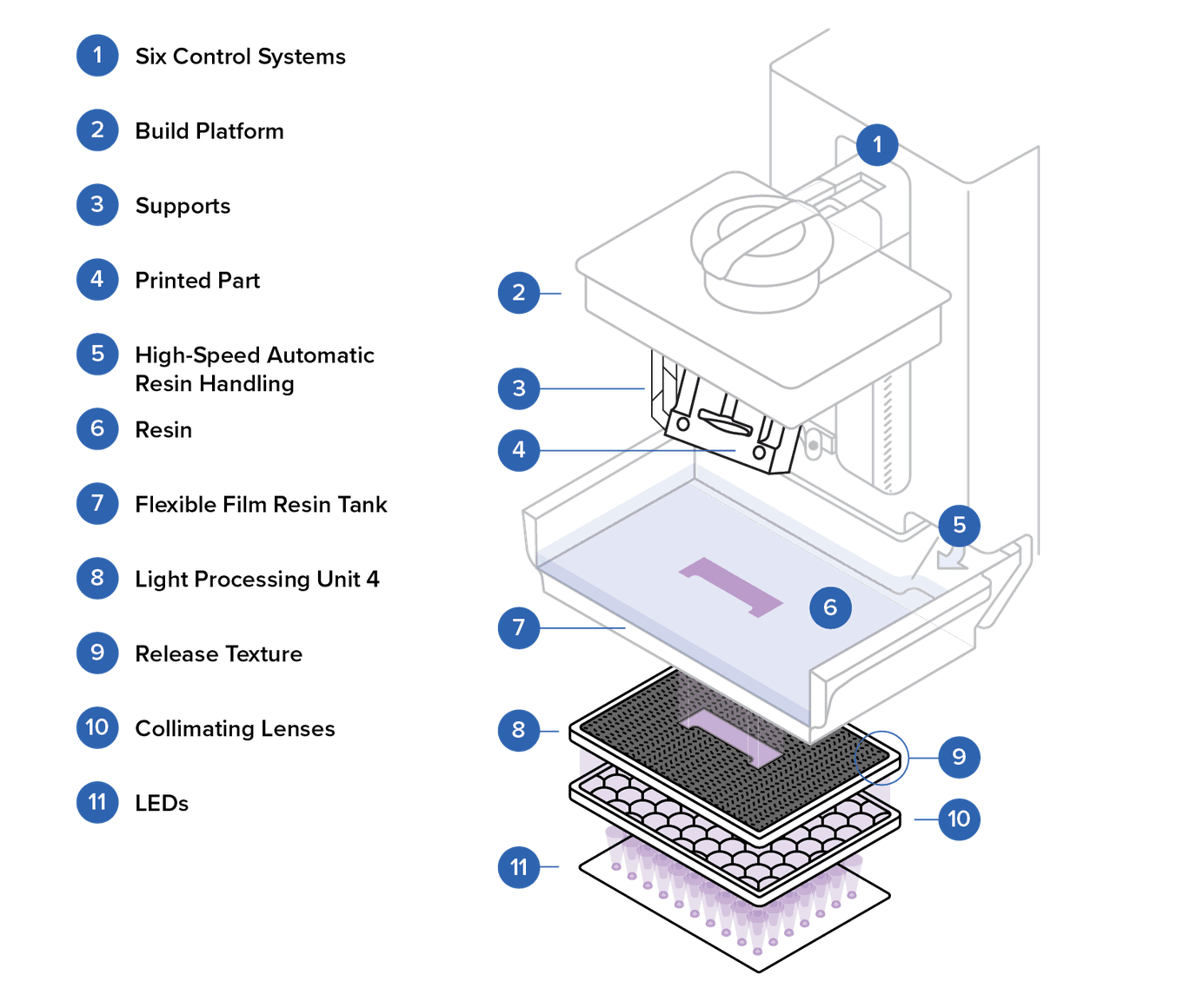
SLA光造形品の後処理は、洗浄および硬化装置で大部分を自動化できます。
Form WashやForm Wash Lのような業務用装置は、SLA光造形品の後処理を自動化します。造形品はプリンタからForm WashまたはForm Wash Lに直接移すことができます。これらの装置は造形品の周りで溶剤を撹拌・洗浄し、プロセスが終了するとアルコール槽から造形品を自動的に引き上げます。
すすいだ造形品が乾いた後、一部のSLA光造形品は二次硬化が必要です。これによって、造形品が可能な限り最高の強度と安定性を発揮するのを助けます。これは、Form CureやForm Cure Lのような硬化装置でも自動化できます。
SLA光造形品の場合は、サポート材を切り離してから表面を軽く研磨し、サポート痕を除去する必要があります。Formlabsの製品はライトタッチサポートを搭載しており、これにより造形品からサポート材を数秒で取り外すことができ、さらにサポート痕も最小限に抑えられるため後処理の時間が短縮されます。以下の画像でお見せするサポート材のバンドル機能など、PreFormで使用できる追加のサポート機能や設定は、サポート材の配置を最適化し、除去にかかる手間を最小限に抑えることができます。
さらなる仕上げ処理が必要な場合は、PolyJet・SLA光造形品ともに機械加工や下地処理、着色、組立によって特定の用途や表面品質を実現できます。
メンテナンス
PolyJetプリンタは、一般的なSLA光造形プリンタよりも多くのメンテナンスが必要になることが一般的です。使用するたびに、プリントヘッド、造形トレイ、ローラーを清掃する必要があります。さらに、毎日UVランプとワイパーを清掃し、お使いのプリンタの正常動作を維持するために定期的なテストを実施する必要があります。
また、マテリアルジェッティング方式3Dプリンタは、一般的にオンサイトでの設置とセットアップ、トレーニングが必要です。加えて、ワークフローがSLA光造形より複雑で習得が難し位ことから、操作には専門知識のある専任技術者が必要となります。
業務用SLA光造形プリンタの場合は通常、プリンタと作業エリアを綺麗に保っておく以外、定期的なメンテナンスは必要ありません。Form 4シリーズ3Dプリンタのスマートセンサーには、異物検知やレジンレベル制御などの機能が搭載されています。さらに、ワークフローが簡単なため、社内の誰もが1時間未満のトレーニングを受けるだけで独立して使用できるようになります。

最大造形サイズ
PolyJetプリンタは、小型のベンチトップモデルから数トンにもなる大型産業機まで、様々なサイズがあります。技術的な違いにより、より大型のPolyJet機の開発はそれほど複雑ではありません。
初期のSLA光造形プリンタは主に造形サイズの大きな大型産業機でしたが、価格はPolyJetよりもさらに高価となることが多く、ワークフローもはるかに複雑でした。しかし、SLA光造形技術が急速に進展したおかげで、SLA光造形プリンタは現在、コンパクトなデスクトップ型と大容量ベンチトップ型の両方でPolyJetプリンタよりはるかに低コストになっています。
より手頃なデスクトップ型およびベンチトップ型SLA光造形プリンタを支える倒立型SLA光造形プロセスは、設置面積とコストが削減される一方で剥離力が増大するため材料と造形サイズに制約がかかり、大型の造形品ではプリントを成功させるために大きめのサポート材が必要です。
Form 3世代3Dプリンタに搭載したLFS(Low Force Stereolithography)プリントプロセスの導入により、Formlabsは光造形プリントのアプローチを再設計し、造形中に造形品にかかる負荷を劇的に低減しました。リリーステクスチャやレジンタンクの柔軟なフィルムなど、Form 4シリーズ3Dプリンタの追加アップデートで剥離力がさらに最小化され、高速かつ信頼性の高いプリントが可能になりました。
大容量SLA光造形プリンタForm 4Lは、Form 4と同じ技術を活用しつつ、小型デスクトップ機で制約となることのあるサイズ制限を取り除きながら、競争力のある価格帯を維持しています。
プリント速度
PolyJetとSLA光造形は、どちらも最速の3Dプリント方式と見なされています。
PolyJet方式3Dプリンタは5インチ立方体内では高速造形が可能ですが、より大きなモデルやビルドではプリントヘッドがより遠くまで移動する必要があるため、プリント速度は大幅に低下し、各層の完了により長い時間がかかります。
MSLA方式プリンタはレジン層全体を一度に硬化させるため、ビルドプラットフォーム全体に渡るプリントをする場合も、単一の部品をプリントする場合も造形時間がほぼ同じになります。そのため、ビルドプラットフォームに部品を密集させても高速造形を実現できます。
また、PolyJetプリンタは利用可能な自動後処理装置が限られているため、実際のプリントプロセスは速くても後処理でより多くの時間が必要になり、労働集約的になることがよくあります。
スピードは、使用する材料にも依存します。FormlabsのFast Modelレジンは、Form 4シリーズの技術を最大限に活用するために開発された材料で、歯科模型なら数分、大型試作品なら2時間未満で、毎時100mm以上の速度で造形が可能です。

造形速度の比較:Radio Flyer シートプロトタイプ
| FDM 3Dプリント | SLA光造形3Dプリント | |
|---|---|---|
| プロトタイプ(1点) | 42時間3分 | 2時間37分 |
比較対象のプリンタ機種と造形設定:
- FDM 3Dプリンタ:Ultimaker S7、PLA、積層ピッチ100ミクロン、充填率20%
- SLA光造形3Dプリンタ:Form 4、Fast Modelレジン、積層ピッチ200ミクロン
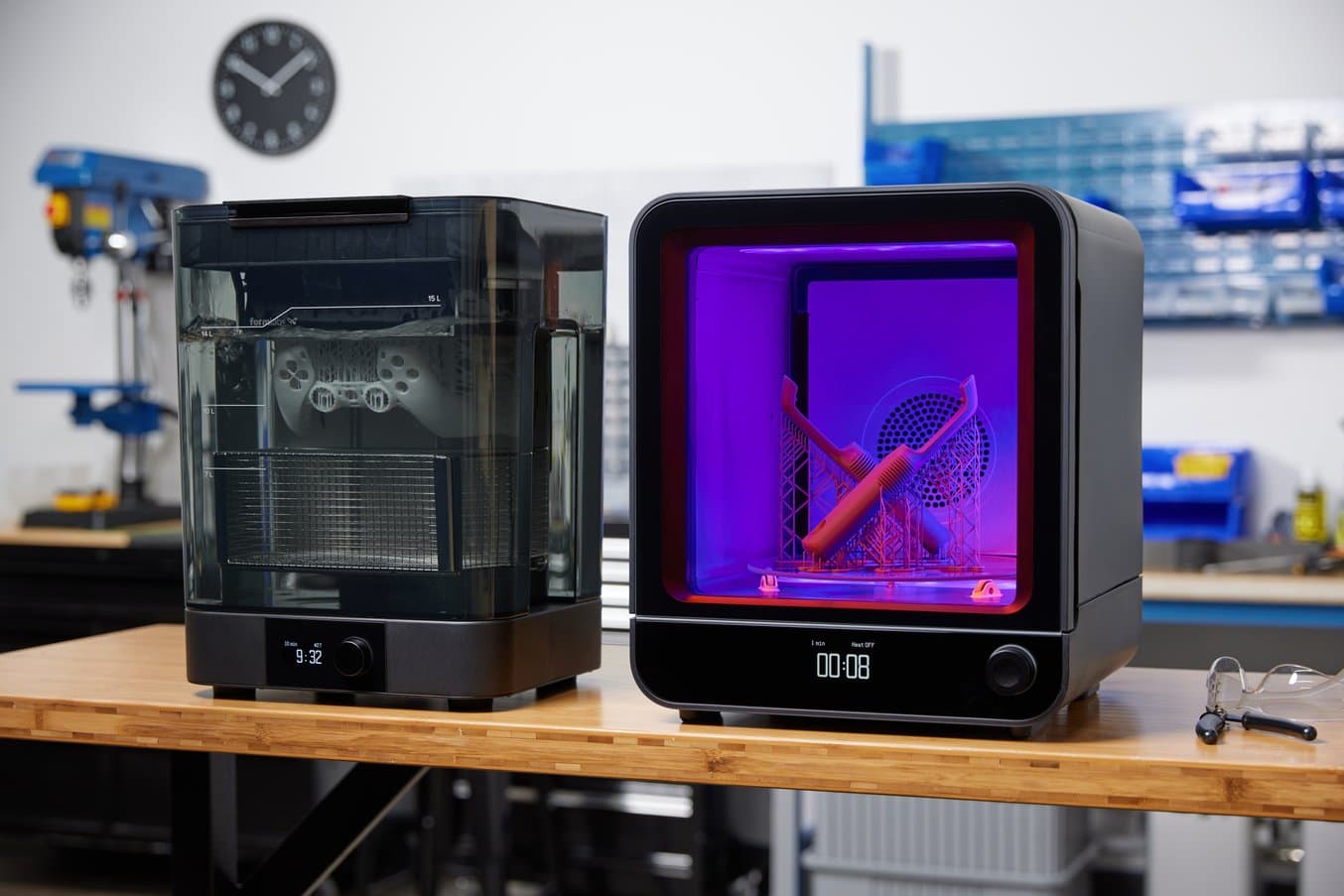
Form 4と他社製光造形3Dプリンタの信頼性に関する第三者試験
独立試験機関により、Form 4 のプリント成功率は 98.7 % と評価されました。テスト方法と結果の詳細についてはこちらの技術資料でご確認いただけます。
PolyJet(マテリアルジェッティング) vs. SLA光造形:比較
それぞれの方式にはそれぞれの利点、欠点、設備要件があり、用途や事業内容によっても適正は異なります。以下の表に、PolyJet方式とSLA光造形方式の主な特性と検討事項をまとめました。
| PolyJet | SLA光造形 | |
|---|---|---|
| 精細度 | ★★★★★ | ★★★★★ |
| 精度 | ★★★★★ | ★★★★★ |
| 表面品質 | ★★★★★ | ★★★★★ |
| スループット | ★★★★☆ | ★★★★☆ |
| 複雑な形状 | ★★★★☆ | ★★★★☆ |
| 使いやすさ | ★★★★☆ | ★★★★★ |
| 長所 | 高精度 滑らかな表面品質 マルチカラー3Dプリント マルチ材料特性 高速造形(小型品) | 価格に対して品質が高い 高精度 滑らかな表面仕上がり 造形スピードが速い 幅広い機能的用途 |
| 短所 | 装置と材料が高価 材料の選択肢が限定的 造形品は熱と長時間のUV光に弱い。 メンテナンスと専任のオペレーターが必要 | 材料によっては長時間の紫外線照射への耐性が低い |
| 代表的な用途 | コンセプトモデル ラピッドプロトタイピング 歯科・医療用途 | コンセプトモデル ラピッドプロトタイピング 機能確認用試作 ラピッドツール 治具 少量生産、量産前のテスト生産、カスタム生産 歯科モデル・器具 医療モデル・器具 ジュエリーの試作・鋳造 模型・小道具 |
| 最大造形サイズ | 294 x 192 x 148.6 mm(ベンチトップ型プリンタ)、最大1000 x 800 x 500 mm(大型プリンタ) | 最大353 x 196 x 350 mm(デスクトップやベンチトップ型3Dプリンタ) |
| 価格 | ベンチトップ型プリンタは20,000ドル前後から、大型の産業機は500,000ドル以上となることも。 | 格安光造形3Dプリンタの場合は$200〜$1000。工業品質SLA光造形3Dプリンタの場合は$2,500〜$10,000の範囲、大型の光造形3Dプリンタは$5,000〜$25,000。 |
| 材料 | 豊富なレジン材料(熱硬化性プラスチック)。スタンダード(不透明、クリア、カラー)、エンジニアリング、歯科・医療(生体適合性) | 豊富なレジン材料(熱硬化性プラスチック)。スタンダード系(不透明、クリア、カラー)、エンジニアリング系 (ABS、PPやシリコンのような高弾力性、耐熱性、ガラス充填材料) 、鋳造可能な種類、歯科や医療系 (生体適合性)。純シリコン、セラミック。 |
ニーズに合った3Dプリンタの選択
マテリアルジェッティングおよびSLA光造形のどちらも、高精度・高精密、滑らかな表面品質、高速造形、多様な材料など、独自の利点を持っています。しかし、SLA光造形技術の方が進化のスピードが速く、特にコスト、使いやすさ、そして可能な用途の範囲を考慮すると、独自の利点があります。
FormlabsのForm 4シリーズ光造形3Dプリンタは、99%のプリント成功率、拡大を続ける高機能材料のライブラリ、直感的な造形準備・管理ソフトウェア、そしてプロフェッショナルなサービスを、すべて一つのパッケージで提供します。Formlabsの品質を直接お確かめになりたい場合は、無償サンプルパーツをお申し込みください。お手元までお届けいたします。
お客様ビジネスに最適な3Dプリント製品については、1対1の相談セッションをご予約ください。各材料の比較やROI評価のほか、お持ちのデザインでテストプリントなども承っています。