
Spritzguss
Spritzguss
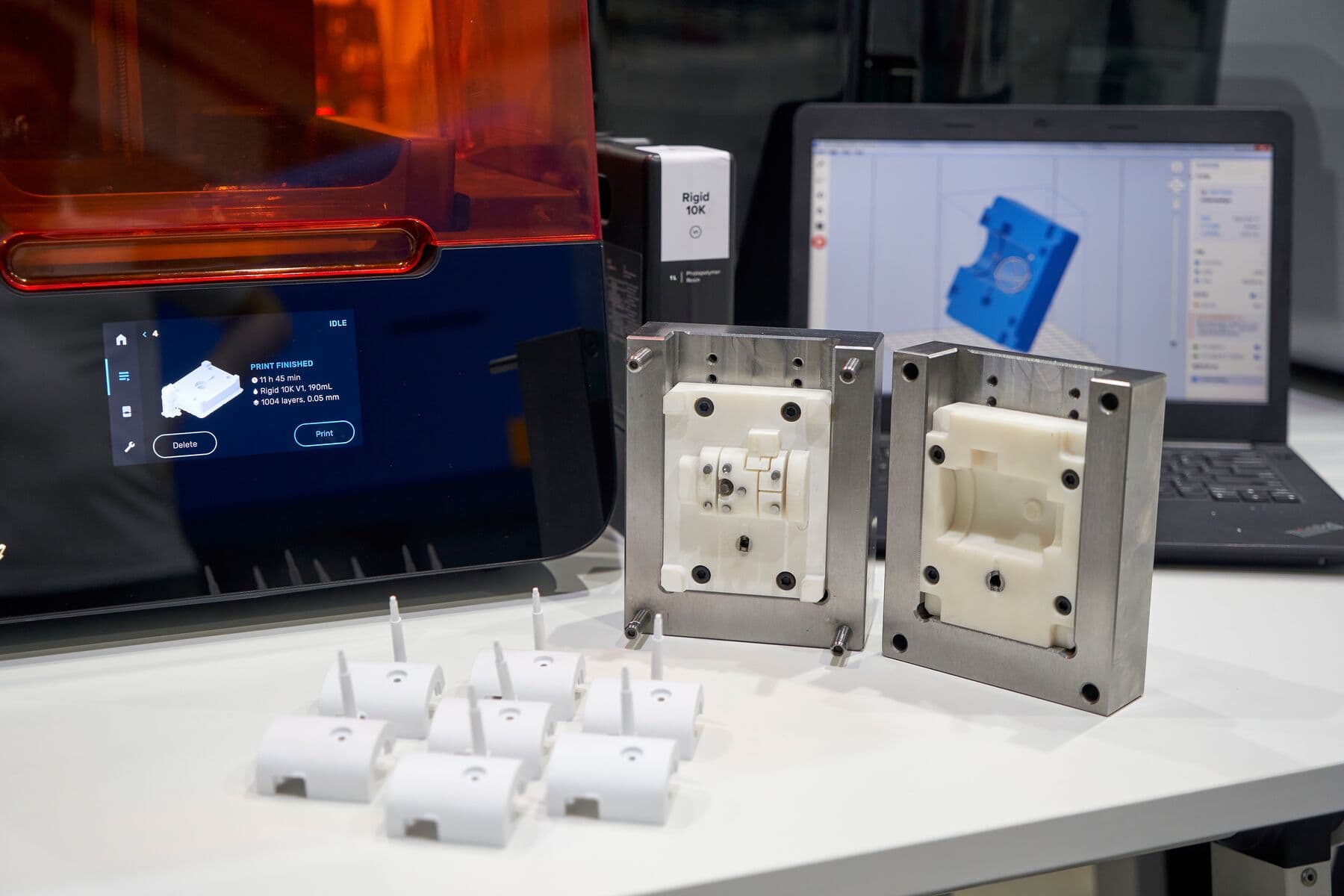
Spritzguss ist ein kostengünstiges Verfahren zur Massenproduktion identischer Teile mit engen Toleranzen. Traditionell werden beim Spritzgießen Werkzeuge aus Metall mit CNC-Bearbeitung oder Funkenerosion eingesetzt, die spezielle Ausrüstung, High-End-Software und Fachkräfte erfordern.
Der 3D-Druck ermöglicht es Anwendern, Spritzgussformen für die Prototypenentwicklung und die Kleinserienfertigung herzustellen. Im Vergleich zu Metallformen werden die Kosten und die Zeit erheblich reduziert, während gleichzeitig hochwertige und wiederholbare Teile produziert werden. SLA-gedruckte Teile haben eine glatte Oberflächenbeschaffenheit, hohe Präzision und sind chemisch gebunden, um dicht und isotrop zu sein.
3D-gedruckte Formen unterstützen eine breite Palette von Thermoplasten wie Acrylnitril-Butadien-Styrol (ABS), Acrylnitril-Styrol-Acrylat (ASA), Polyamid (PA), Polycarbonat (PC), Polyethylen (PE), Polyoxymethylen (POM), Polypropylen (PP), thermoplastische Elastomere (TPE) und thermoplastisches Polyurethan (TPU). Ein Material mit niedriger Viskosität trägt dazu bei, den Druck zu verringern und die Lebensdauer der Form zu verlängern.
- Polypropylen, Polyethylen und thermoplastische Elastomere lassen sich bei Hunderten von Zyklen leicht verarbeiten.
- Technischere Kunststoffe wie Polyamid oder Polycarbonat unterstützen eine geringere Anzahl von Durchläufen.
- Thermoplastisches Polyurethan kann am gedruckten Formteil haften bleiben. Verwenden Sie ein Trennmittel, um das Teil aus der Form zu lösen.
Von Formlabs empfohlene Materialien
Rigid 10K Resin ist ein industrietaugliches, hochgradig glasgefülltes Material, das sich als ideales Formmaterial für eine Vielzahl von Geometrien und Spritzgussprozessbedingungen eignet.
Mit einer Wärmeformbeständigkeitstemperatur (HDT) von 218 °C @ 0,45 MPa und einem Zugmodul von 10.000 MPa ist Rigid 10K Resin ein starkes, extrem steifes und thermisch stabiles Formmaterial, das seine Form unter Druck und Temperatur beibehält, um präzise Teile zu produzieren.
Alternativ eignet sich auch High Temp Resin für Spritzgussformen. High Temp Resin hat mit 238 °C @ 0,45 MPa die höchste Wärmeformbeständigkeitstemperatur aller Formlabs-Kunstharze und hält daher höheren Formtemperaturen stand, wobei es sich besonders für dünne Wände und feine Details eignet. Allerdings sind Formen, die mit High Temp Resin gedruckt werden, spröder als solche aus Rigid 10K Resin und brechen unter Druck viel früher.
Grey Pro Resin ist eine dritte Option, die nur für kleine und wenige Teile geeignet ist. Dieses Material sollte verwendet werden, wenn mit niedrigen Drücken und Temperaturen gearbeitet wird und die Maßgenauigkeit des spritzgegossenen Teils weniger entscheidend ist. Formen aus Grey Pro Resin biegen sich, bevor sie brechen, was die Genauigkeit mit der Zeit verschlechtert, wenn die Form verwendet wird.
Die geschilderten Eigenschaften sind in der folgenden Tabelle zusammengefasst, wobei mehr Punkte eine bessere Leistung unter der jeweiligen Bedingung bedeuten.
| Kriterien | Rigid 10K Resin | High Temp Resin | Grey Pro Resin |
|---|---|---|---|
| Hohe Formtemperatur und -druck | * * * | * * * | * |
| Hohe Anzahl von Zyklen | * * * | * | * |
| Dünne Wände | * * | * * * | * |
| Reduzierung der Harzkosten | * | * * | * * * |
Designüberlegungen
Wenn Sie ein Druckteil für den Spritzguss entwerfen, befolgen Sie die Best Practices von Formlabs für die additive Fertigung sowie die allgemeinen Regeln für den Entwurf von Spritzgussformen.
Allgemeine Richtlinien:
- Entwerfen Sie Teile mit 3° bis 5° Entwurfswinkel
- Halten Sie eine gleichmäßige Wandstärke über das gesamte Teil
- Runden Sie die Kanten ab
- Planen Sie eine Materialzugabe (mind. 0,5 mm) auf der Form ein und passen Sie die Größen durch Nachbearbeitung an.
Formlabs empfiehlt, vor der Produktion einen Satz der Form zu drucken, um die Maßabweichungen zu verstehen. Bearbeiten Sie das CAD-Modell, um diese Abweichungen im Formdesign zu berücksichtigen.
Zur Verlängerung der Formstandzeit:
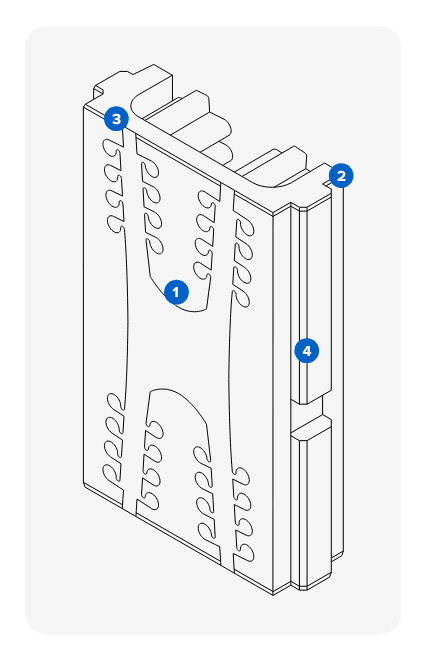
- Vergrößern Sie den Anguss, um den Druck im Hohlraum zu reduzieren.
- Eine Seite des Stapels ist flach, während die andere Seite das Design trägt. Dadurch wird die Gefahr einer Fehlausrichtung beim Einspannen der Form verringert und das Risiko von Graten reduziert.
- Fügen Sie große Luftkanäle (0,05 mm Tiefe) vom Rand der Kavität bis zum Rand der Form ein, um einen besseren Fluss in die Form, einen geringeren Druck und eine geringere Gratebildung im Anschnittbereich zu erzielen und so die Zykluszeit zu verkürzen.
- Vermeiden Sie dünne Querschnitte: Oberflächen mit einer Dicke von weniger als 1–2 mm können sich bei Hitze verformen.
- Integrieren Sie Kühlkanäle, um die Werkzeugtemperatur zu überwachen.
Zur Optimierung des Drucks:
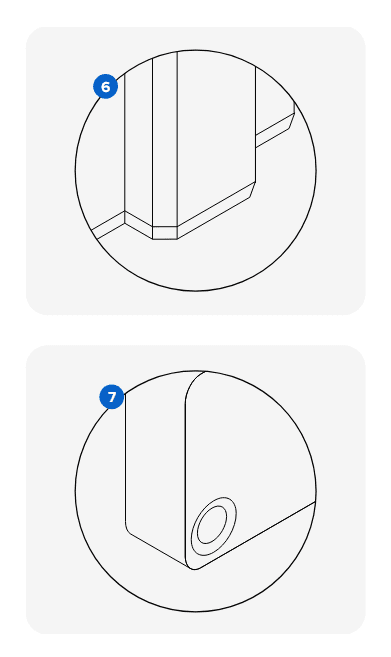
- Fügen Sie Fasen ein, um das Entfernen des Teils von der Konstruktionsplattform zu erleichtern.
- Bauen Sie Montagekomponenten oder Zentrierstifte an den Ecken ein.
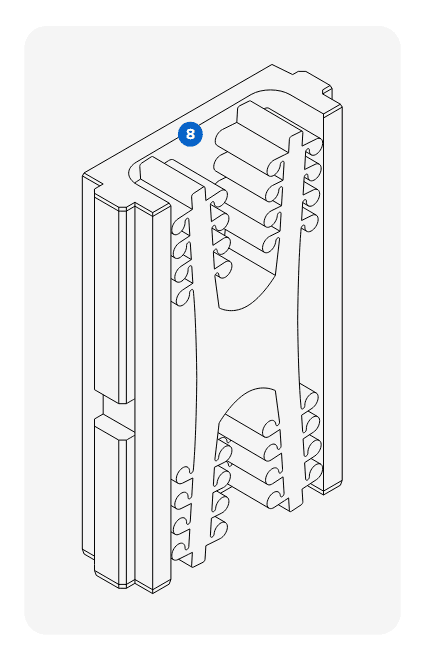
- Reduzieren Sie den Querschnitt in Bereichen, die die Aussparung nicht stützen, um Materialkosten zu sparen und das Risiko von Druckfehlern oder Verzug zu verringern.
Drucküberlegungen
Befolgen Sie die Best Practices von Formlabs zur Ausrichtung von Modellen und vermeiden Sie das Drucken von Stützstrukturen auf Formflächen. Sofern die Geometrie dies zulässt, drucken Sie die Form mit der flachen Seite direkt auf der Konstruktionsplattform, um den Verzug zu reduzieren. Durch den Verzicht auf Stützstrukturen sparen Sie so außerdem Druckzeit, Arbeitszeit und Harz. Wählen Sie die Grundfläche so aus, dass Überhänge minimiert werden.
- Drucken Sie beide Hälften der Formen ausgerichtet auf die Konstruktionsrichtung. Potenzielle Größenabweichungen werden gleichmäßiger, was die Qualität der Trennlinie verbessert.
- Stützen Sie alle frei hängenden Kerne ab, insbesondere solche mit kleinem Durchmesser.
- Drucken Sie mit einer Schichthöhe von 25–50 µm, um Maßgenauigkeit und ein reibungsloses Auswerfen des Kunststoffteils aus der Form zu gewährleisten.
- Drucken Sie für den Fall der Beschädigung mehrere Formkerne. Verwenden Sie auswechselbare Etagenwerkzeuge, sodass Sie neue Zyklen durchführen können, während die anderen Formensätze abkühlen, um die niedrige Wärmeleitfähigkeit der Kunststoffformen zu kompensieren und die Abkühlzeit zu reduzieren.
Überlegungen zur Nachbearbeitung
Befolgen Sie die bewährten Praktiken von Formlabs für das Waschen und Nachhärten der Drucke. Spezifische Anweisungen zum Waschen und Aushärten finden Sie in den einzelnen Materialartikeln.
- Bearbeiten Sie die Druckform, um kritische Maße wie Durchmesser und Außenflächen einzuhalten.
- Desktop-Fräsen, Bohren oder manuelles Schleifen unterstützen die Passung der beiden Formhälften und vermeiden eine Gratbildung.
- Verwenden Sie für dünne, überhängende Teile 3D-gedruckte Kerne mit Metalleinsätzen, um ein Brechen zu verhindern.
Um die Lebensdauer der 3D-gedruckten Form zu verlängern, empfiehlt Formlabs:
- Reduzieren Sie die Klemmkraft.
- Halten Sie Einspritzdruck und -geschwindigkeit niedrig, besonders zu Beginn des Vorgangs. Erhöhen Sie die Injektionsparameter schrittweise.
- Halten Sie die Werkzeugtemperatur unter 60 °C. So beschleunigen Sie die Abkühlung:
- Lassen Sie die Umgebungsluft die Form abkühlen.
- Kühlen Sie die Form mit Druckluft.
- Integrieren Sie Kühlkanäle in das Design.
- Bei manchen technischen Thermoplasten ist ein Formtrennmittel zu verwenden. Trennmittel sind weit verbreitet und Silikon-Trennmittel sind kompatibel mit Grey Pro Resin, High Temp Resin und Rigid 10K Kunstharz.
Empfehlungen und Einschränkungen für die Endverwendung
Der 3D-Druck ist eine leistungsstarke Lösung zur schnellen und kostengünstigen Herstellung von Spritzgussformen. Es wird besonders empfohlen für:
- Funktionales Prototyping in späteren Phasen mit Endverbrauchsmaterialien
- Produktvalidierung
- Kleinserienproduktion
Auch wenn 3D-gedruckte Formen bei sachgemäßer Verwendung Vorteile bieten können, gibt es immer noch Einschränkungen. 3D-gedruckte Polymerformen haben nicht die gleichen Leistungseigenschaften wie bearbeitete Metallformen. Einige Einschränkungen sind:
- Maßgenauigkeit
- Längere Abkühlzeiten
- Gedruckte Formen sind unter Hitze und Druck zerbrechlicher
- Die Haftung des Teils an der Form kann zu einer Verschlechterung der Form während der Entnahme führen
Weitere Ressourcen