Die besten Ergebnisse erzielen Sie, wenn Sie beim Entwurf und Druck von Teilen mit Silicone 40A Resin die nachstehenden Richtlinien beachten. Beispiele finden Sie im Abschnitt Modellvergleiche weiter unten.
Sich ausdehnende Bereiche
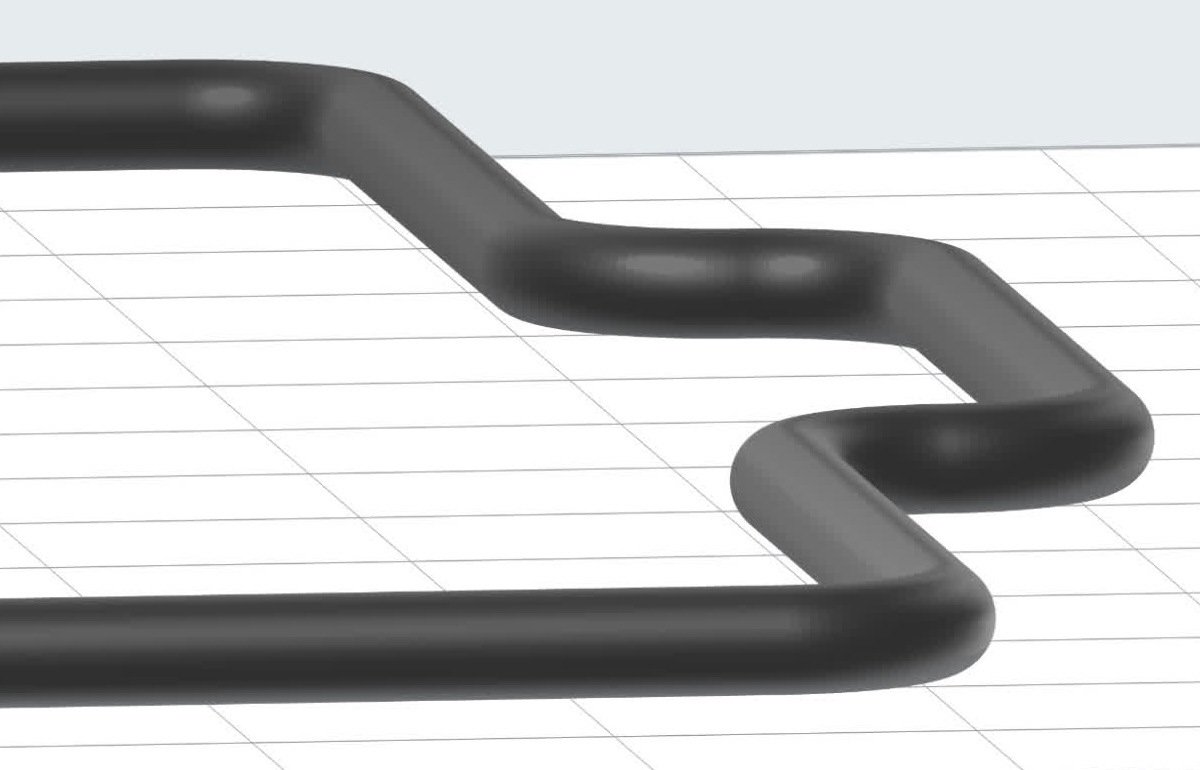
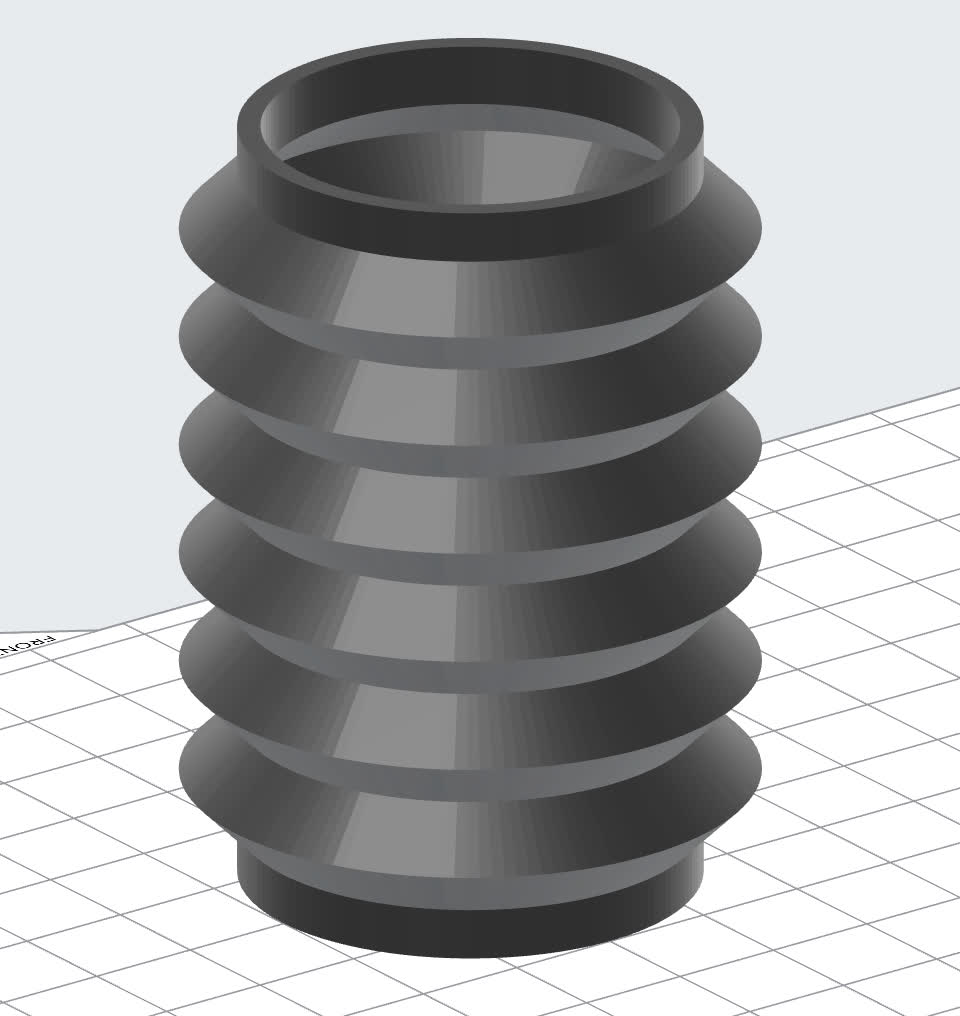
Vermeiden Sie nach Möglichkeit Ausrichtungen, bei denen Bereiche des Querschnitts des Modells sich mit fortschreitendem Druck vergrößern. Nach Möglichkeit sollten die größten Schichten des Teils nahe an der Konstruktionsplattform ausgerichtet sein.
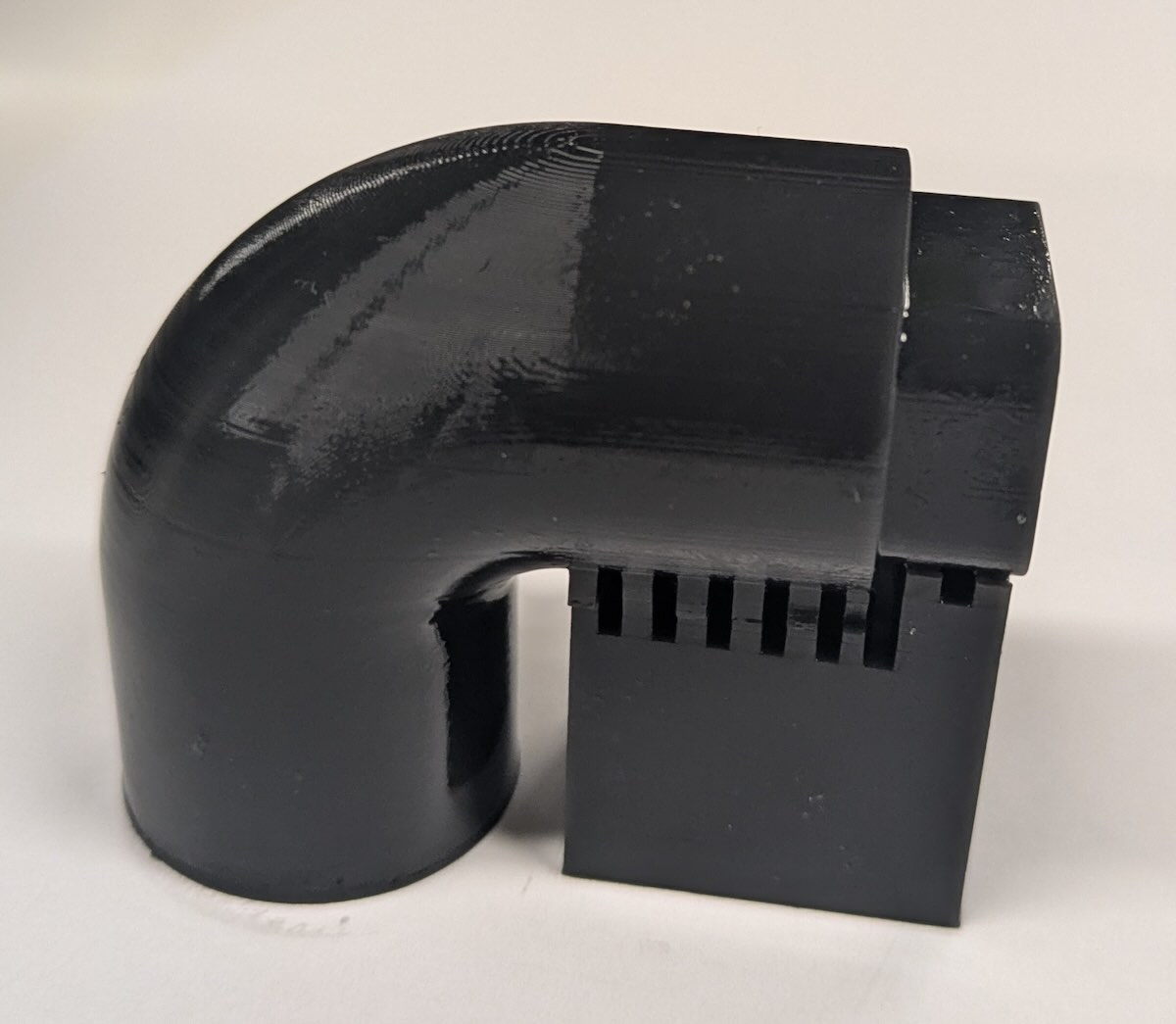
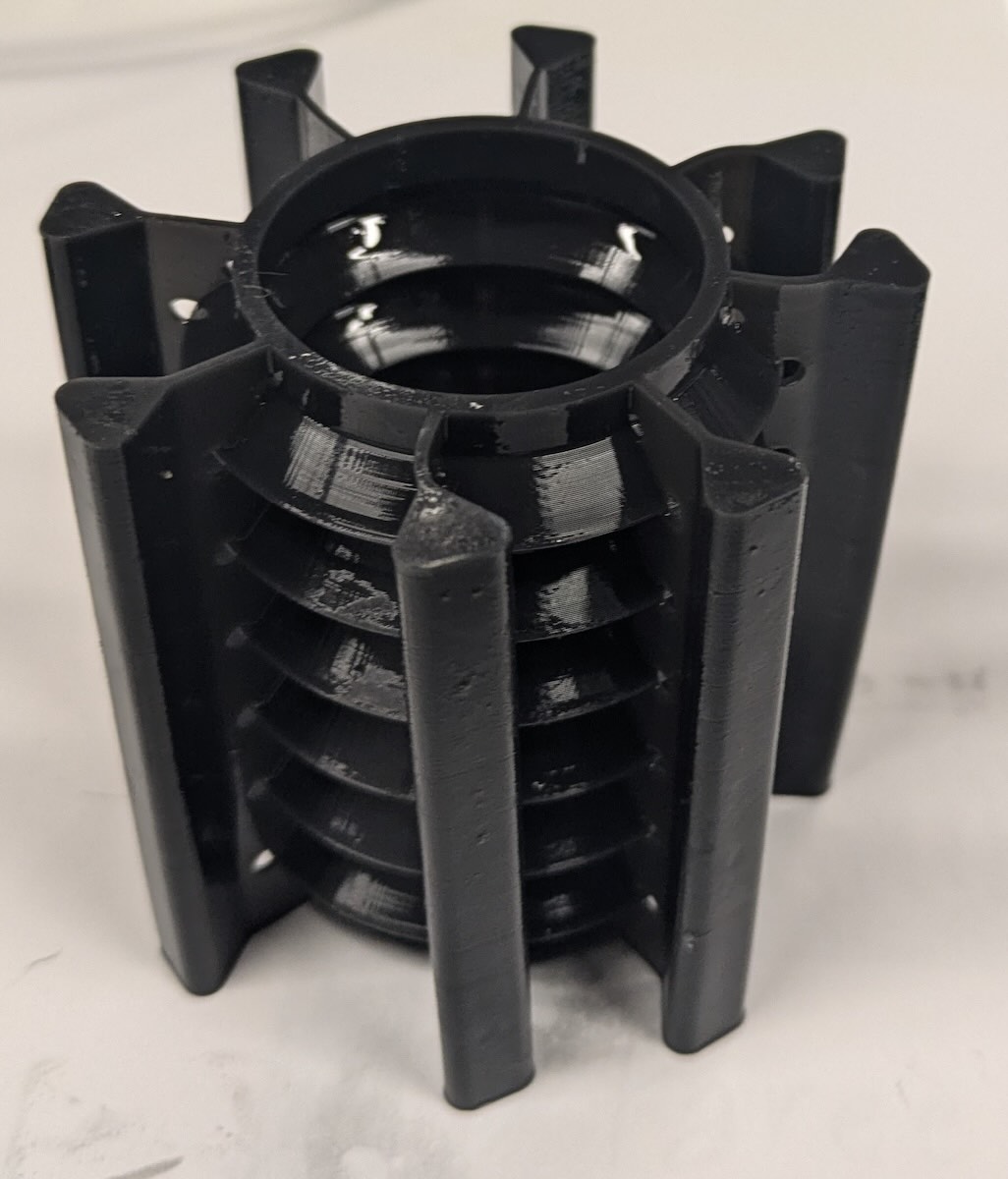
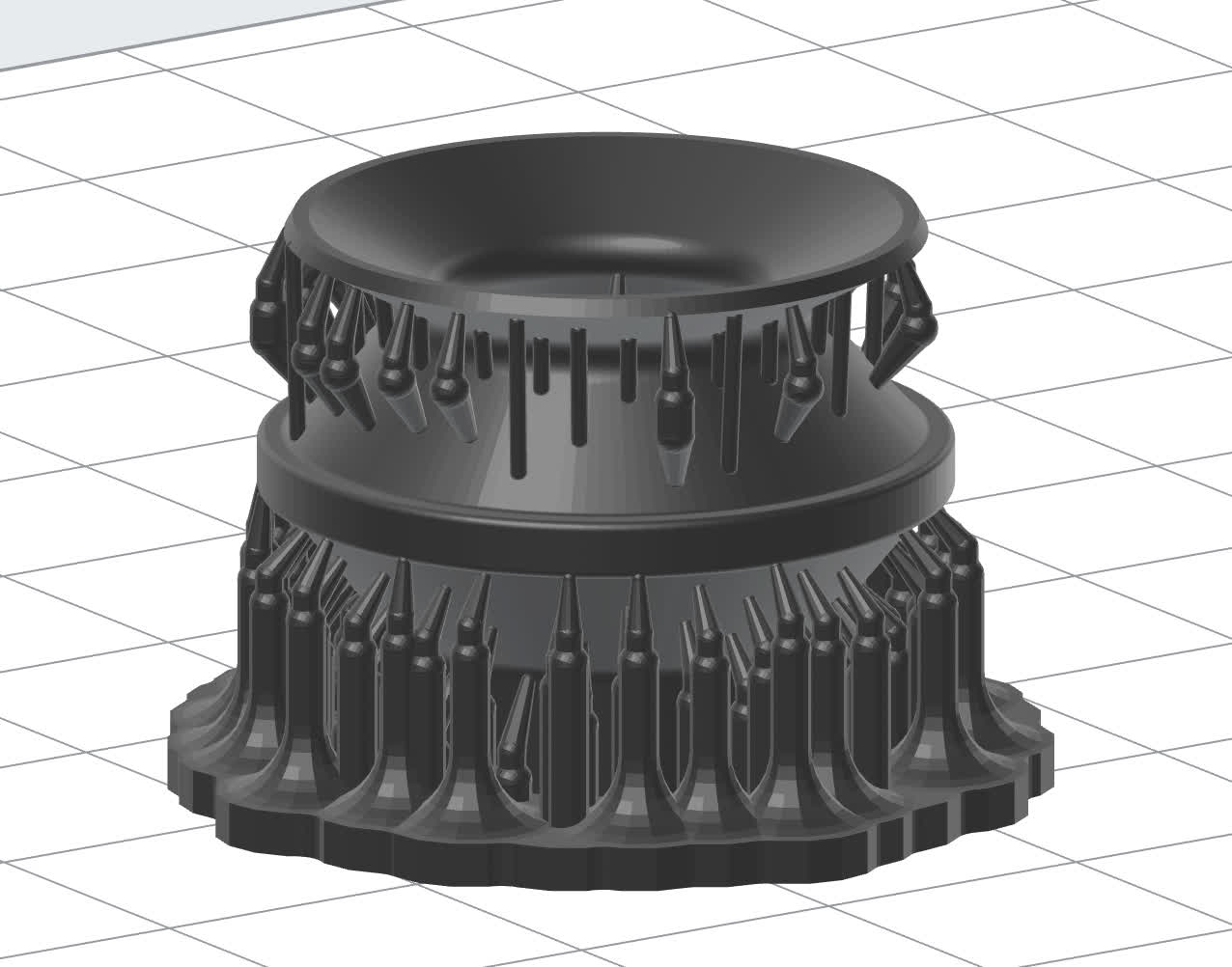
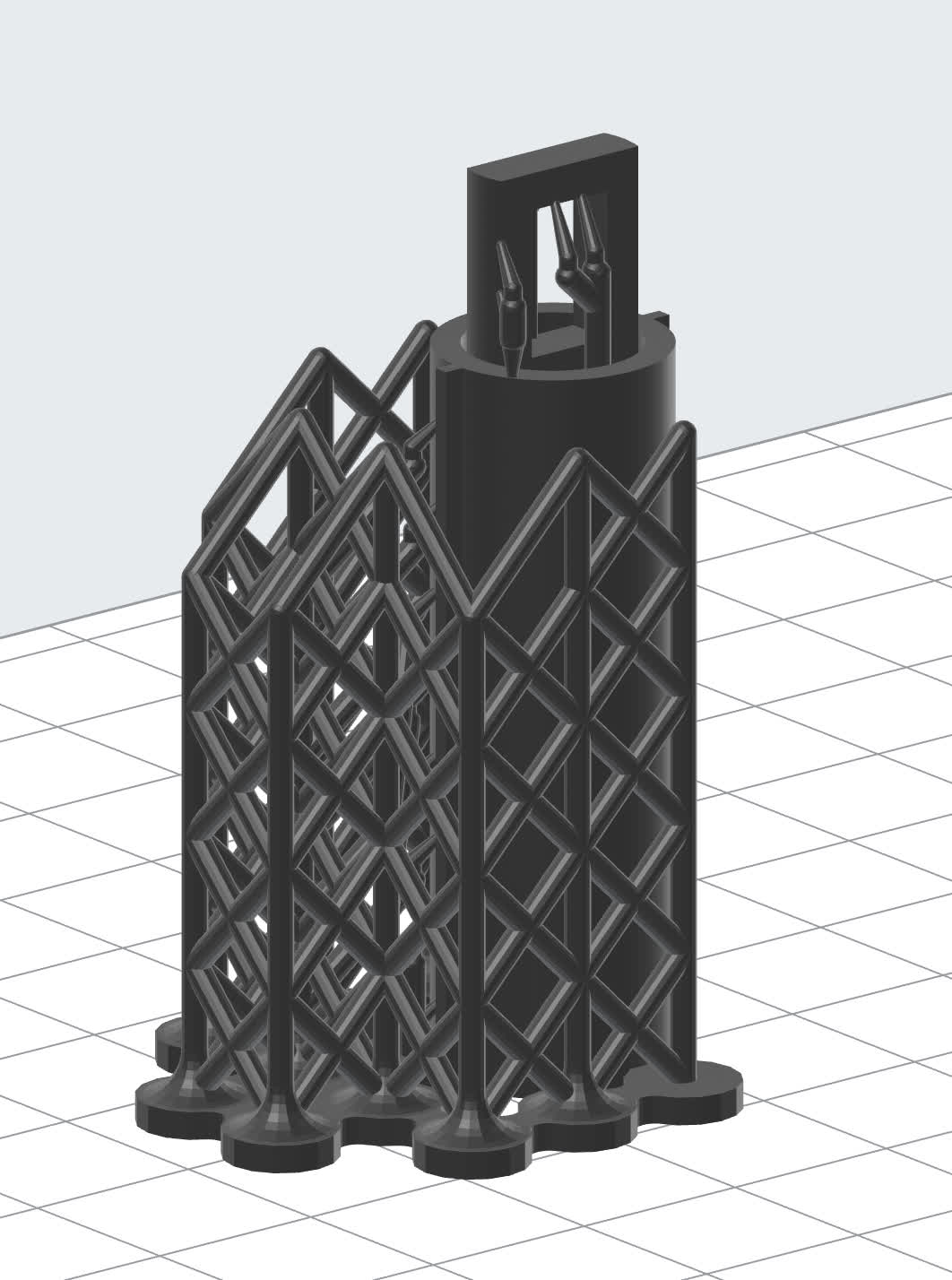
Benutzerdefinierte Sollbruchstellen
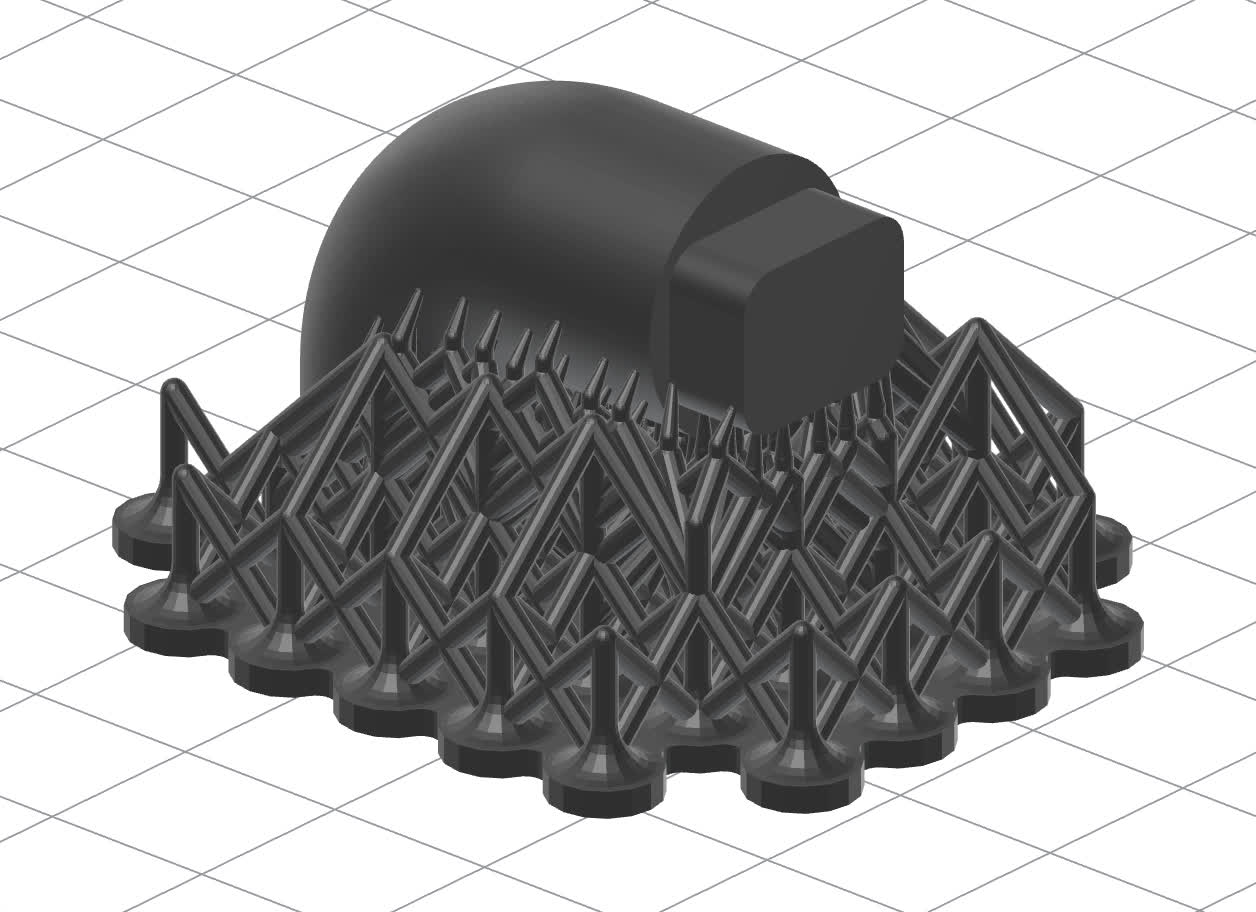
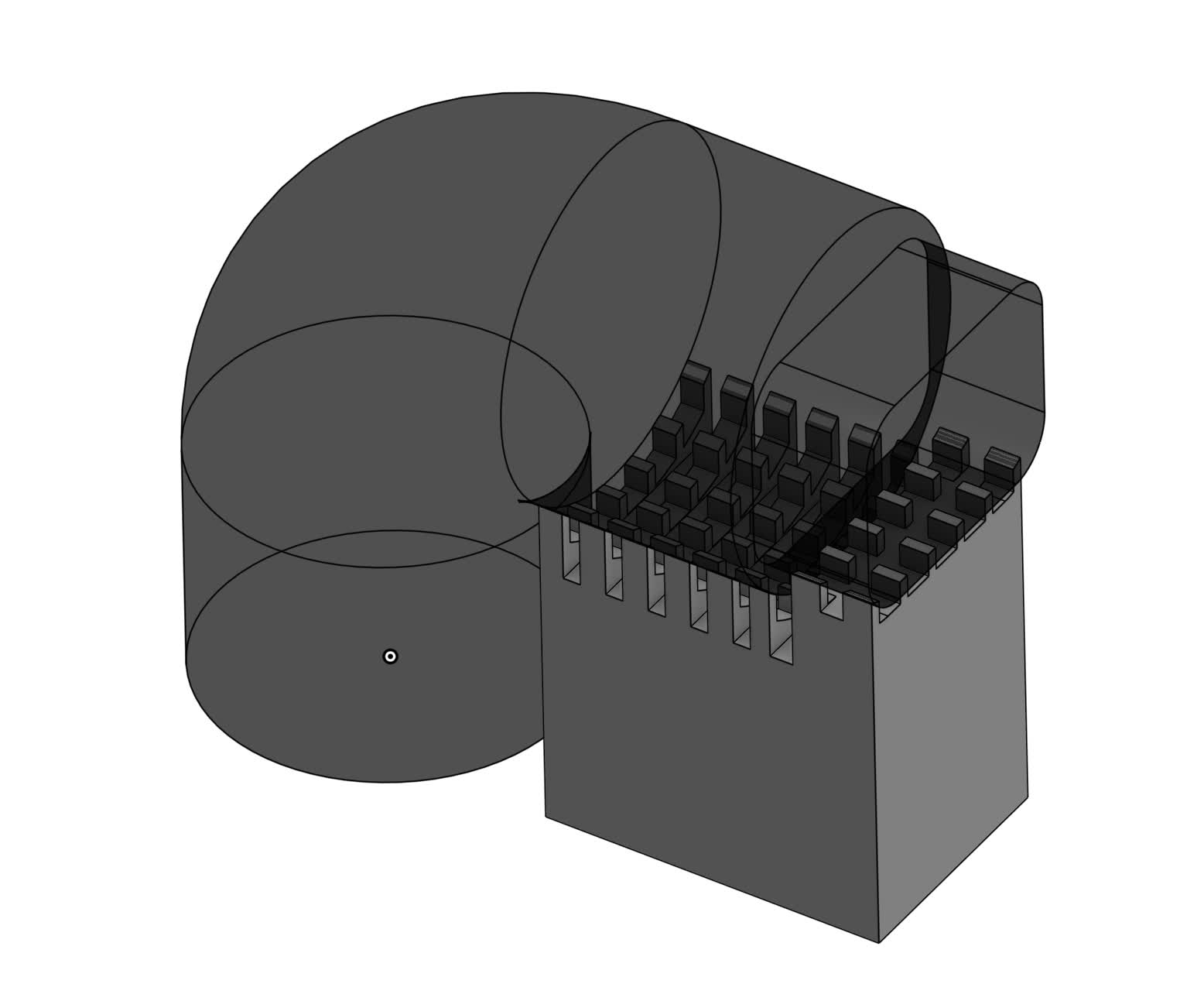
Das Entwerfen von benutzerdefinierten Stützstrukturen als Bestandteil der Druckgeometrie kann die Oberflächenbeschaffenheit und den Druckerfolg verbessern..
Parallelität und Sauberkeit der Plattform
Pflegen Sie Ihren Drucker und Ihre Konstruktionsplattform, um die Anzahl der Fehldrucke aufgrund von Haftungsverlusten auf der Konstruktionsplattform zu reduzieren.
- Kalibrieren Sie die Z-Achse Ihres Druckers neu und nehmen Sie eine Feinabstimmung vor, um Haftungsverluste zu korrigieren.
- Nachdem Sie Ihre Druckteile gewaschen und von der Konstruktionsplattform entfernt haben, besprühen Sie die Konstruktionsplattform mit Isopropylalkohol und reiben Sie sie mit einem Küchenpapier trocken. Rückstände von gewaschenem Silikon und Butylacetat können die Haftfestigkeit künftiger Drucke verringern.
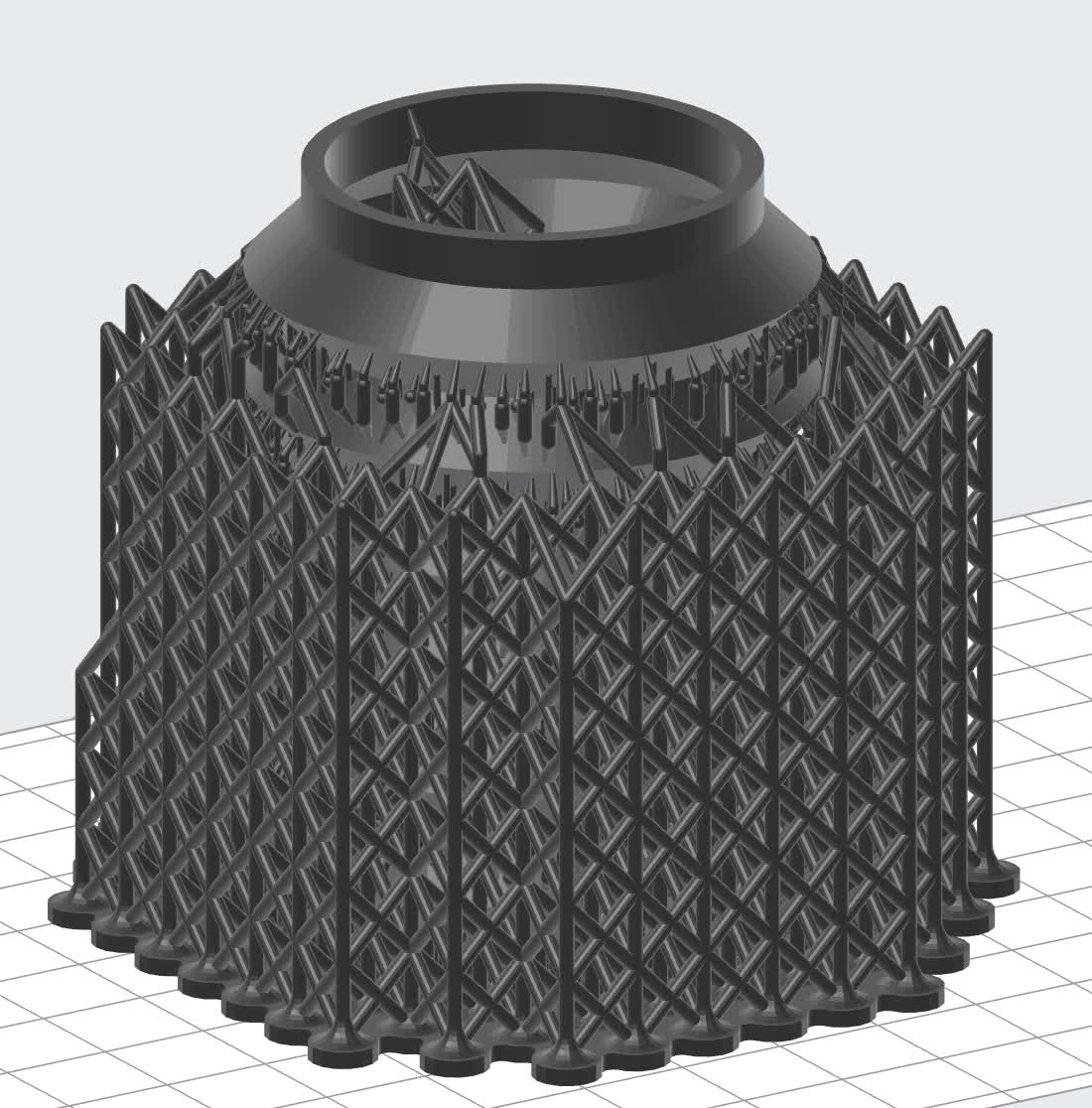
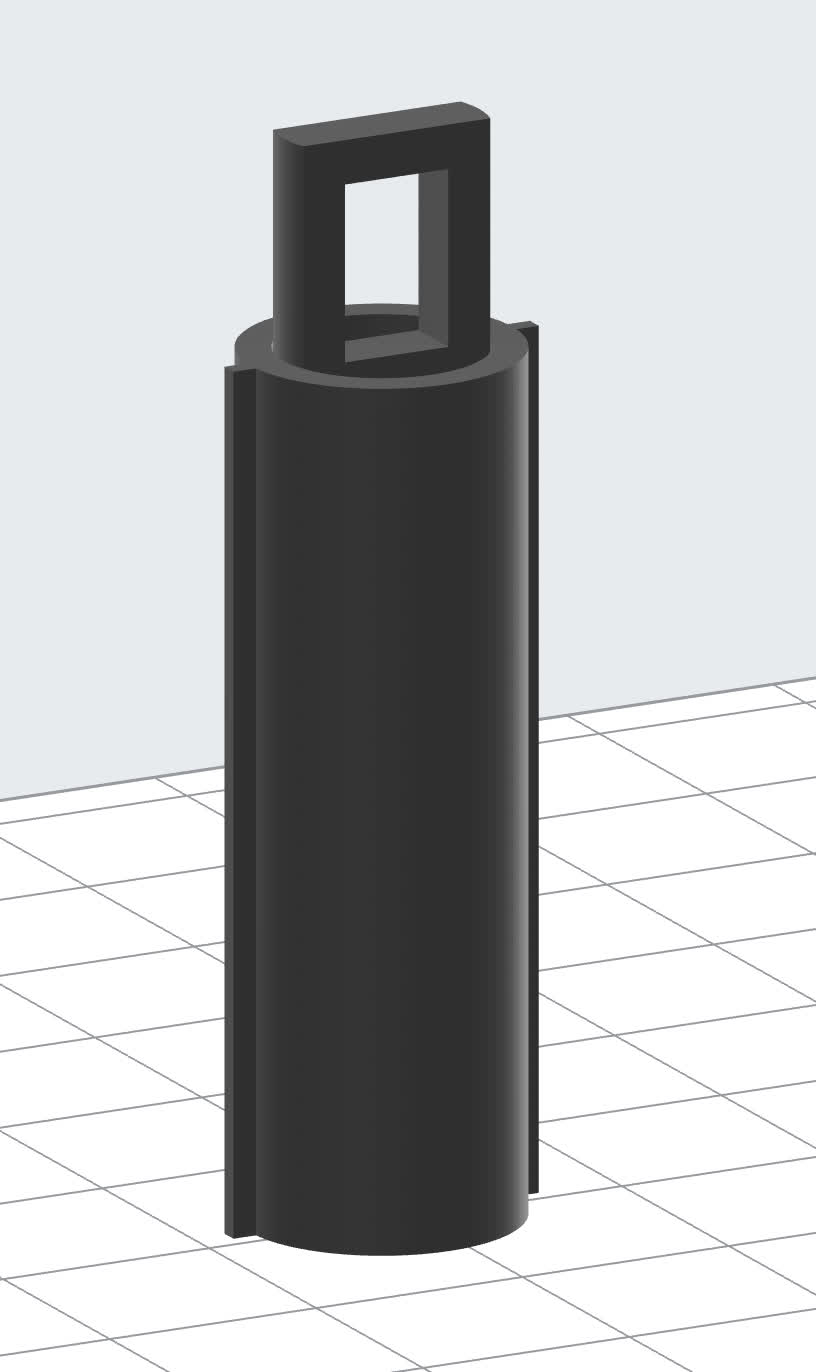
Drucken auf der Plattform mit Stützstrukturen
Das Drucken auf der Konstruktionsplattform gibt dem Modell eine solide Basis und reduziert die Anzahl der erforderlichen Stützstrukturen. Wenn möglich, setzen Sie den Raft Type (Raft-Typ) für Modelle, die direkt auf der Konstruktionsplattform gedruckt werden, auf None (Kein Raft).
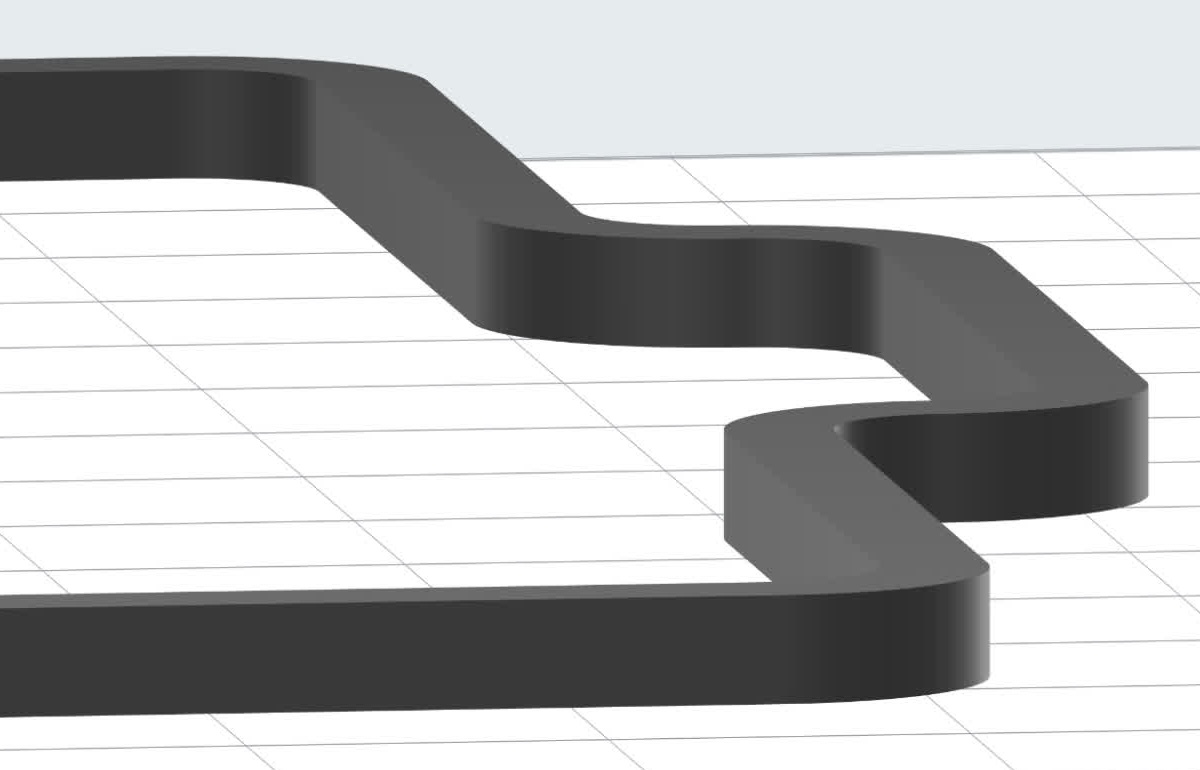
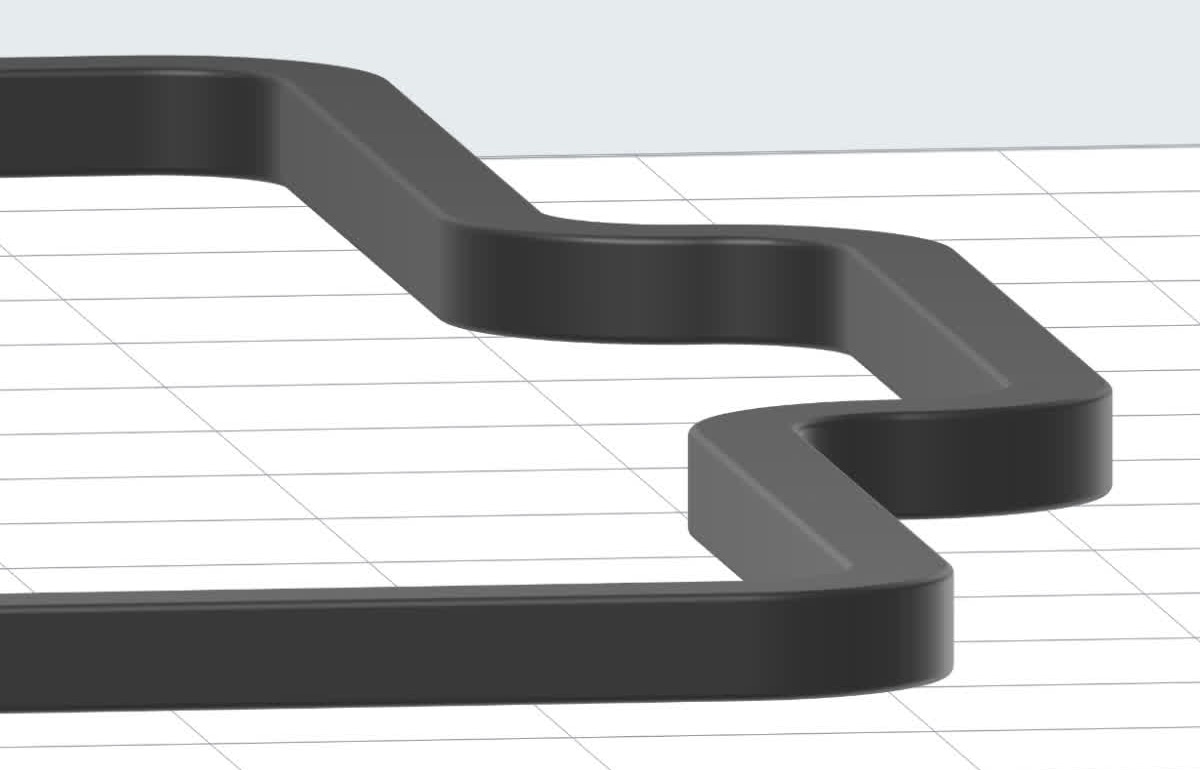
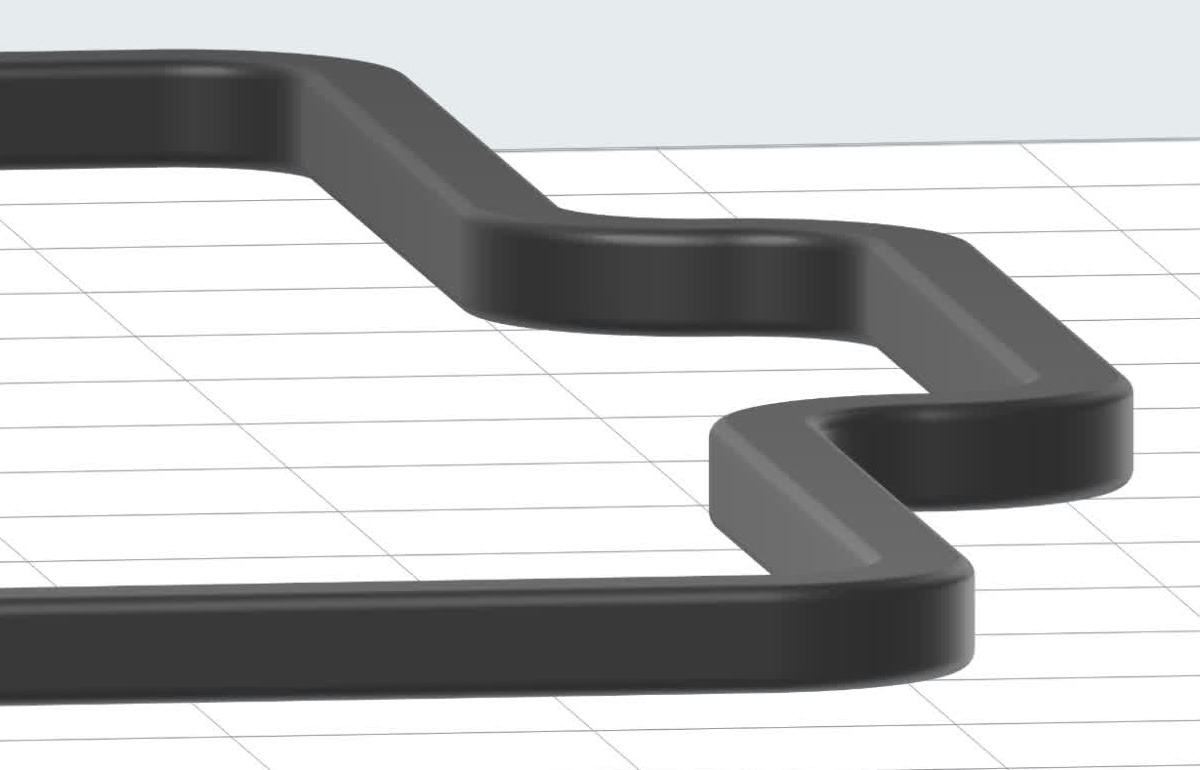
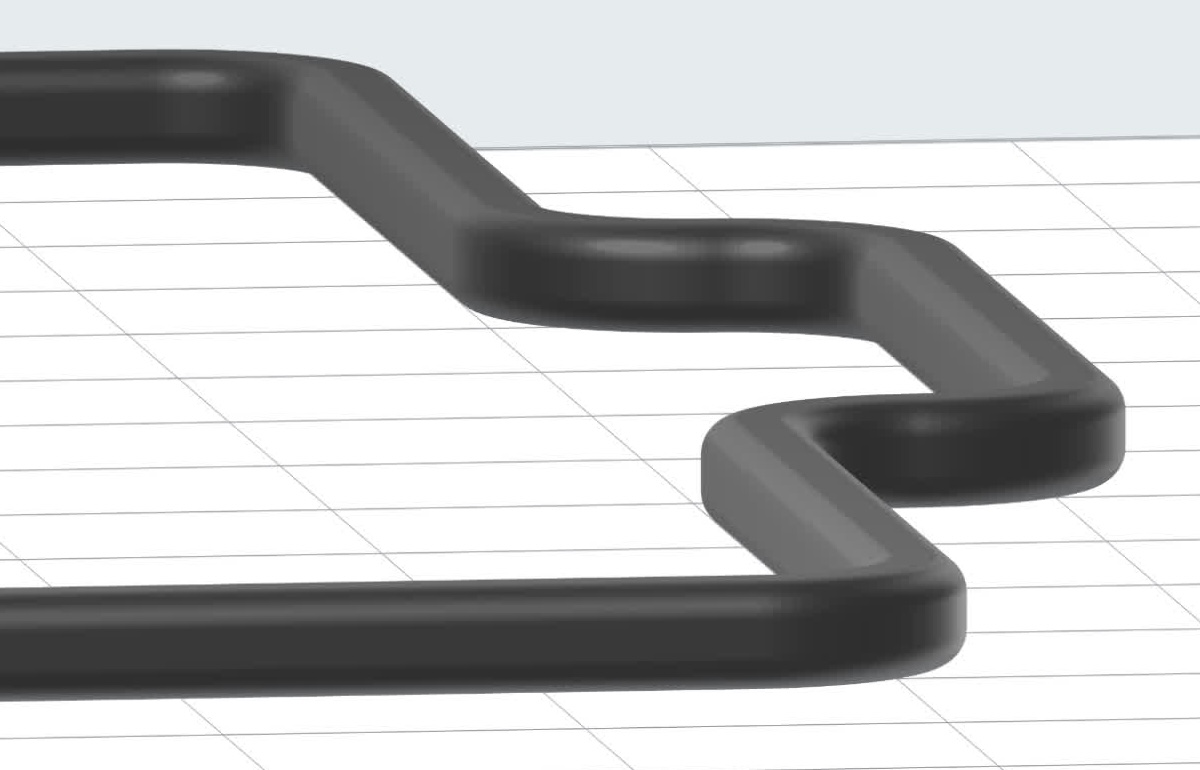
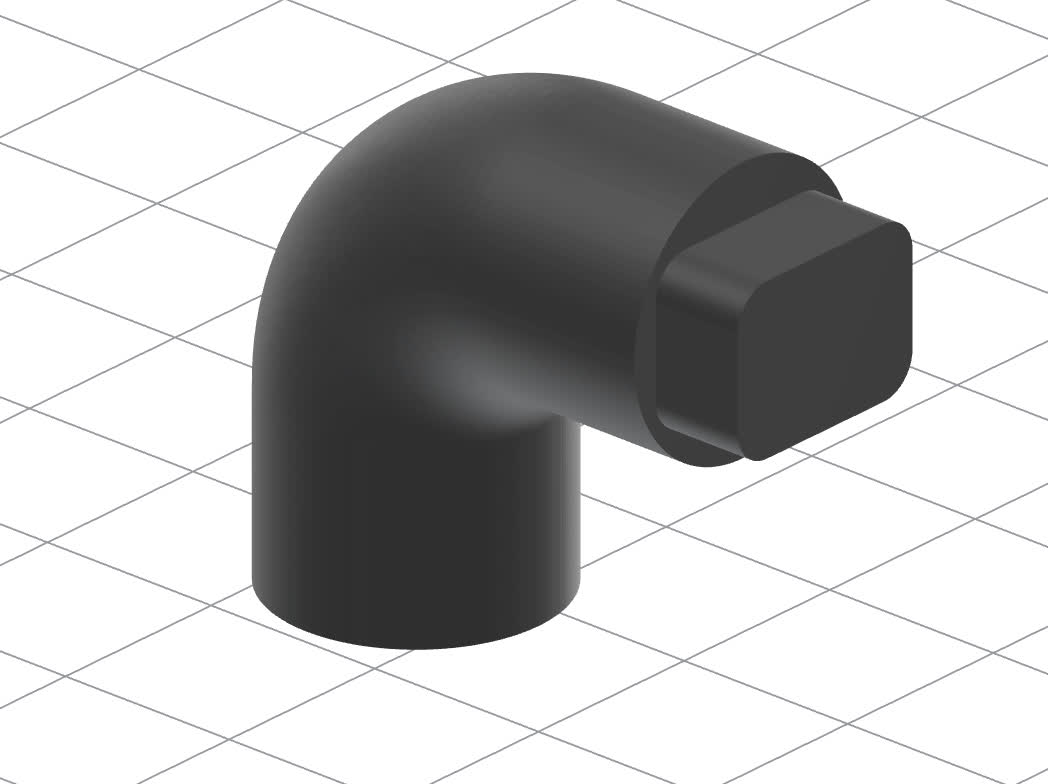
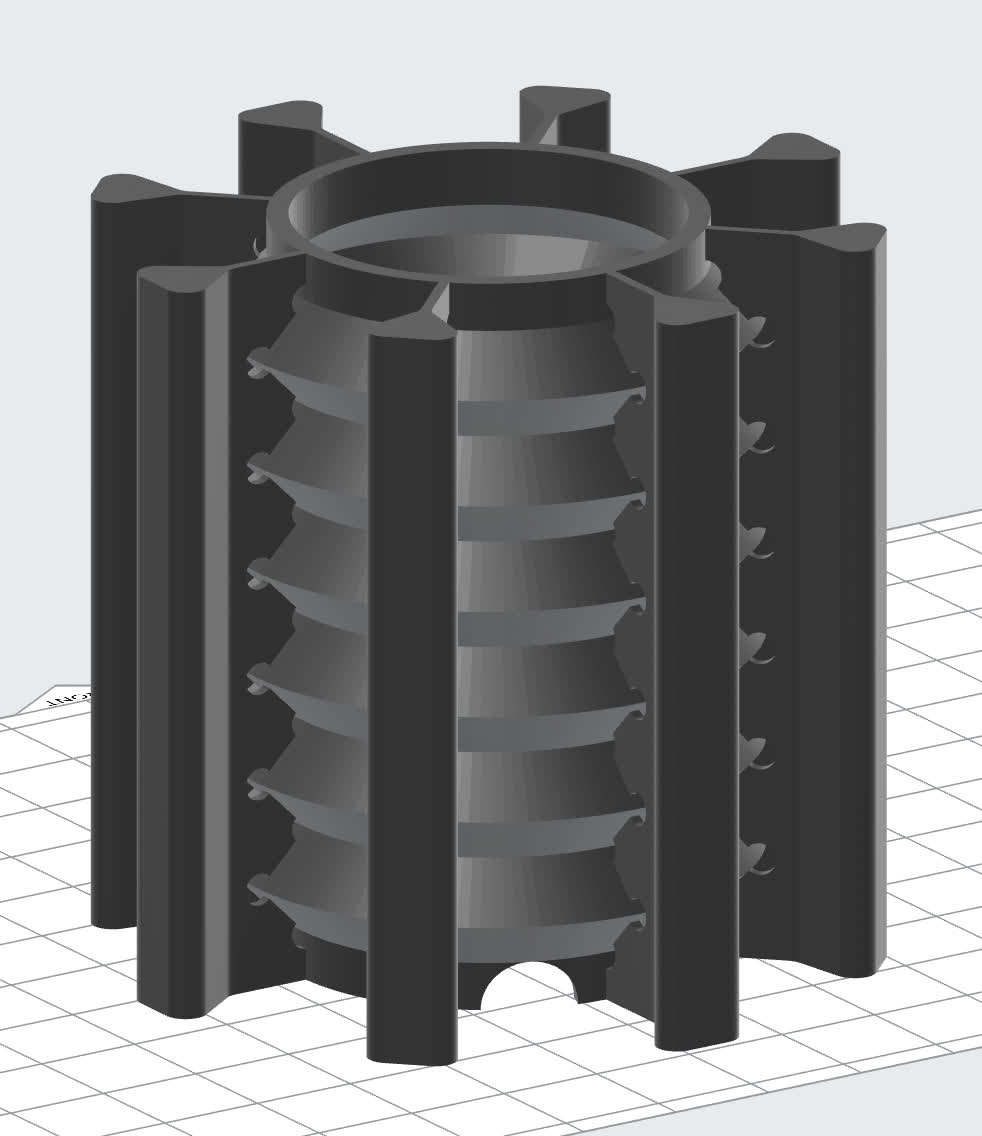
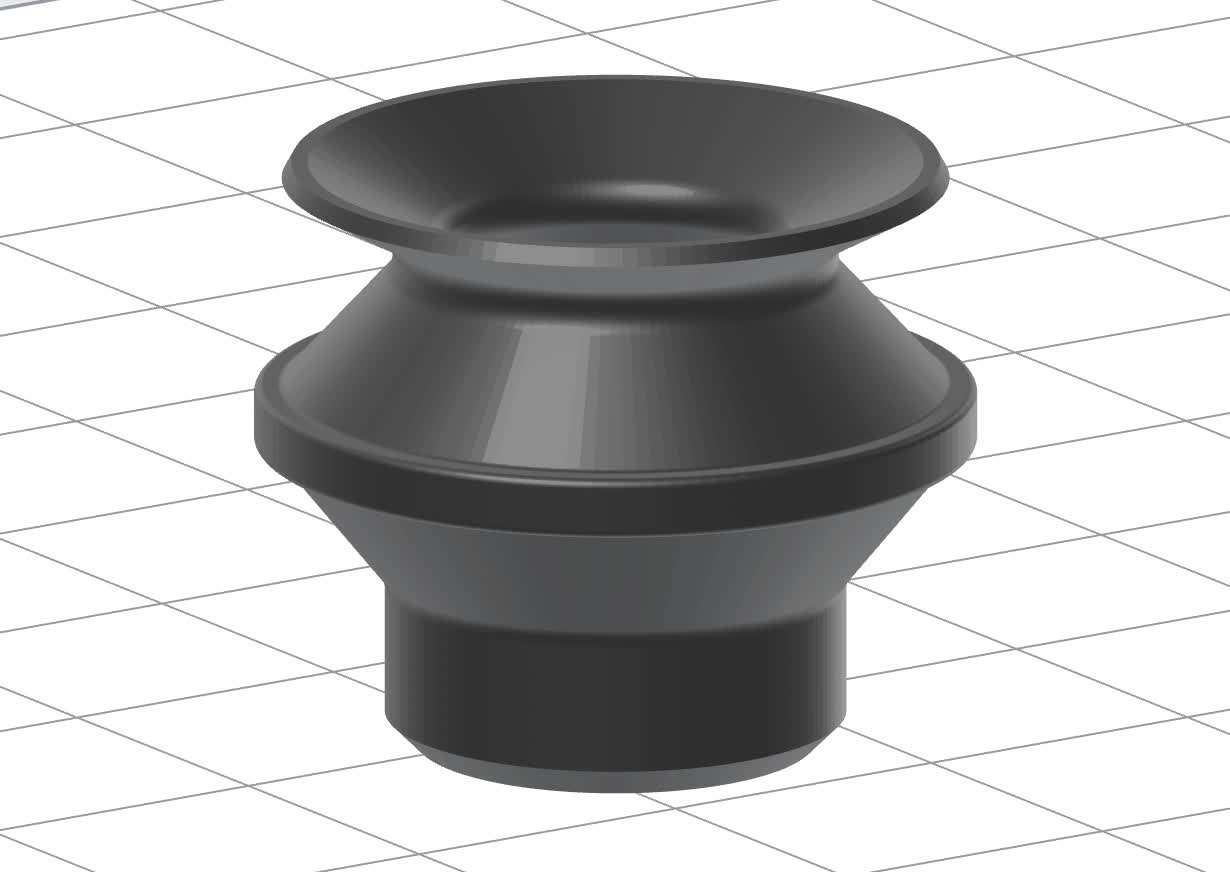
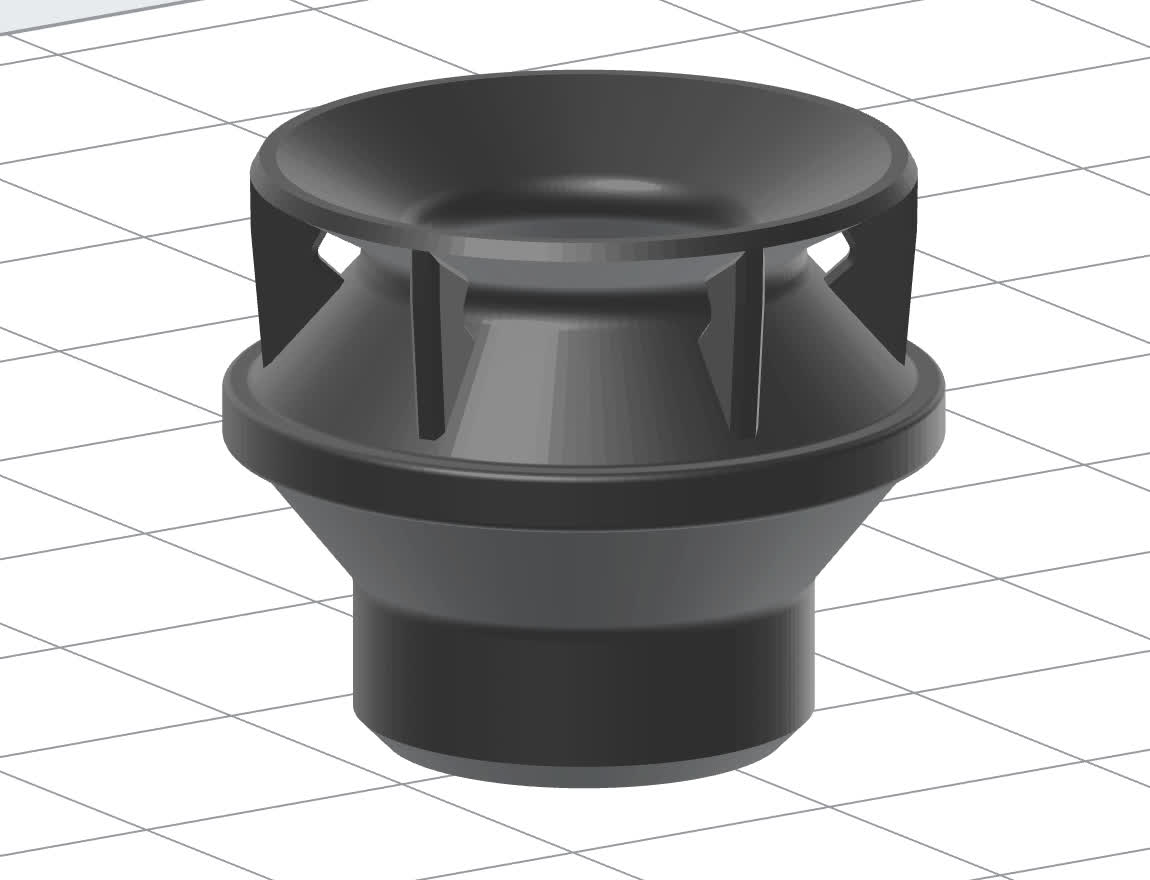
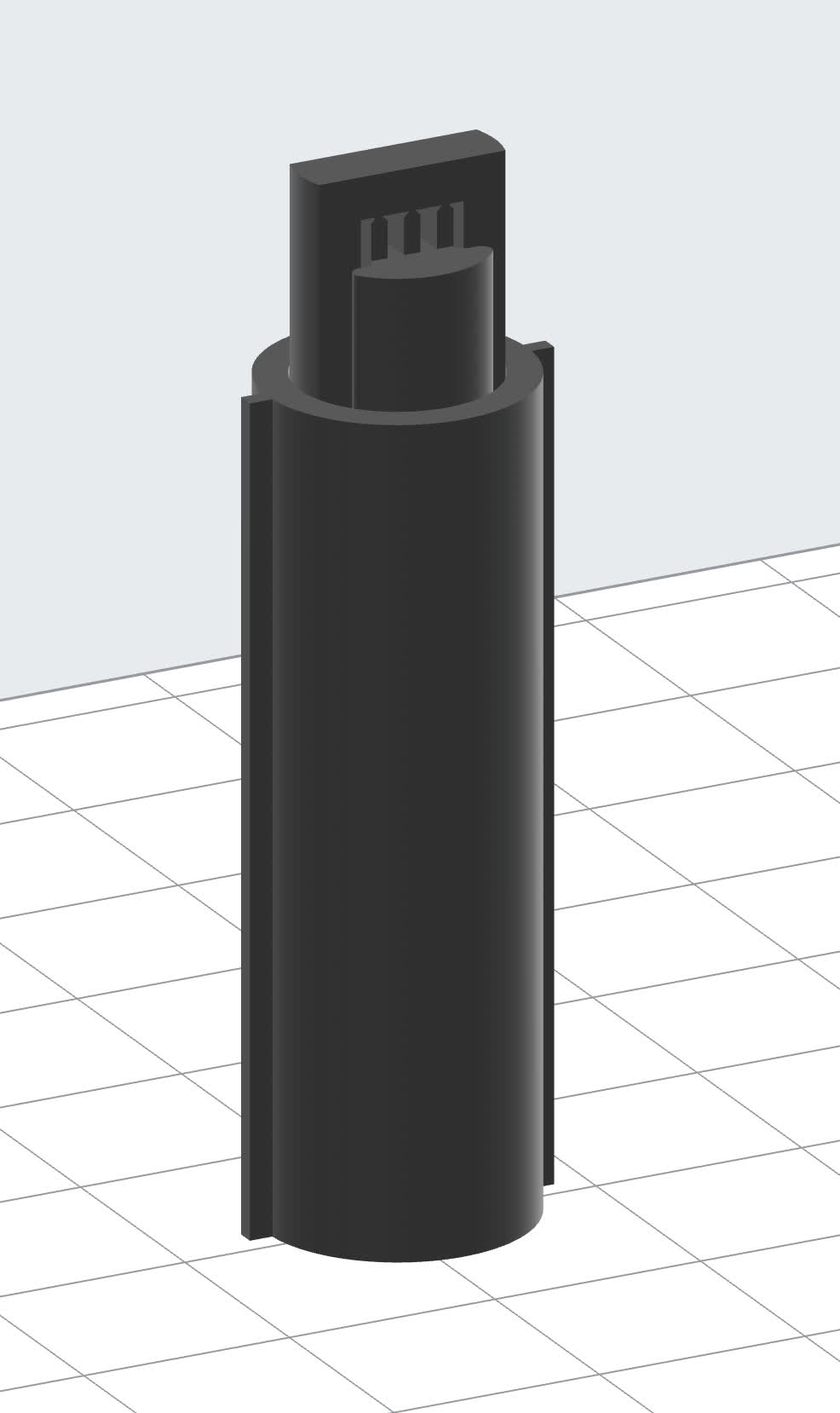
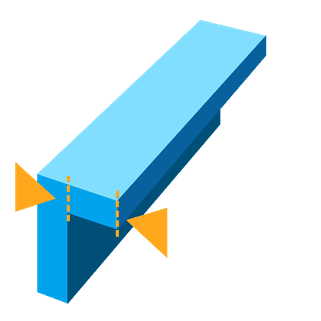
Kantenprofil beim Druck auf der Plattform
Wenn Sie direkt auf der Plattform drucken, beachten Sie das Profil Ihres Modells. Modelle ohne Rundung oder mit einer geringen Rundung um ihre Basis drucken zuverlässiger als solche mit einer größeren Rundung. Laden Sie die Modelle für die folgenden Beispiele herunter, um sie genauer zu begutachten, oder drucken Sie sie selbst aus.