Hinweis:
Überprüfen Sie zur Vermeidung von Schäden am Gerät die Kompatibilitätstabelle für Harztanks unter Verwendung des richtigen Materials, damit Sie einen für dieses Material kompatiblen Harztank verwenden.

Hinweis:
Überprüfen Sie zur Vermeidung von Schäden am Gerät die Kompatibilitätstabelle für Harztanks unter Verwendung des richtigen Materials, damit Sie einen für dieses Material kompatiblen Harztank verwenden.
Verwenden Sie Formlabs Castable Resin, um Schmuck mit filigranen Details im Feingussverfahren herzustellen. Castable Resin wurde speziell für den Feinguss entwickelt und brennt ohne Asche oder Rückstände aus.
Hinweis:
Vermeiden Sie es, dieses Material länger als einen Monat in einem Standard-Harztank oder zwei Monate in einem Resin Tank LT aufzubewahren, um ein Auslaufen des Harzes und daraus resultierende Schäden zu vermeiden.
Castable Resin ist ein Acrylat-Photopolymer, bei dem ein anderes Verfahren als der herkömmliche Wachszeitplan eingesetzt werden muss. Castable Resin schmilzt nicht bei niedrigen Temperaturen, sondern geht in die Gasphase über. Der empfohlene Ausbrennzeitplan ist so ausgelegt und getestet worden, dass Castable Resin schrittweise in die Gasphase übergeht. Der langsame Übergang verringert die Wahrscheinlichkeit, dass sich aufgrund von schneller Ausdehnung des Druckteils in der Einbettmasse Risse bilden.
Einige Kunden haben berichtet, dass Formlabs Clear Resin zum Gießen geeignet ist. Für spezialisiertere Gießereien, die bereits Erfahrung im Gießen von Photopolymeren gesammelt haben, könnte dieses Material interessant sein, da es feine Details, eine hohe Oberflächengüte und kürzere Aushärtezyklen ermöglicht.
Erforderliches Zubehör
Von Formlabs:
Von Drittanbietern:
Anmerkung:
Um mehr über die Leistung oder die spezifischen Materialeigenschaften von Castable Resin zu erfahren, lesen Sie bitte das Sicherheitsdatenblatt (SDB) und das Technische Datenblatt (TDB). Beziehen Sie sich primär auf das SDB zu den Themen Sicherheit und Handhabung von Formlabs Materialien.
Übersicht des Arbeitsablaufs
Hinweis:
Dies ist eine gekürzte Version der vollständigen Anweisungen im Anwendungsleitfaden Einführung in das Gießen von 3D-gedruckten Schmuckmustern [en]. Detaillierte Anweisungen zu Design, Einstellungen und Modellausrichtung für Castable Resin finden Sie im Anwendungsleitfaden.
Design für den Guss
Gießen ist sowohl eine Fähigkeit als auch eine Kunstform. Für gute Ergebnisse ist das Design des Gussteils genauso wichtig wie die Materialeigenschaften. Weitere Informationen finden Sie in unserem Whitepaper 3D-Druck von Schmuck: Grundlegende Designparameter, Stützstrukturen und Ausrichtung (nur auf Englisch).
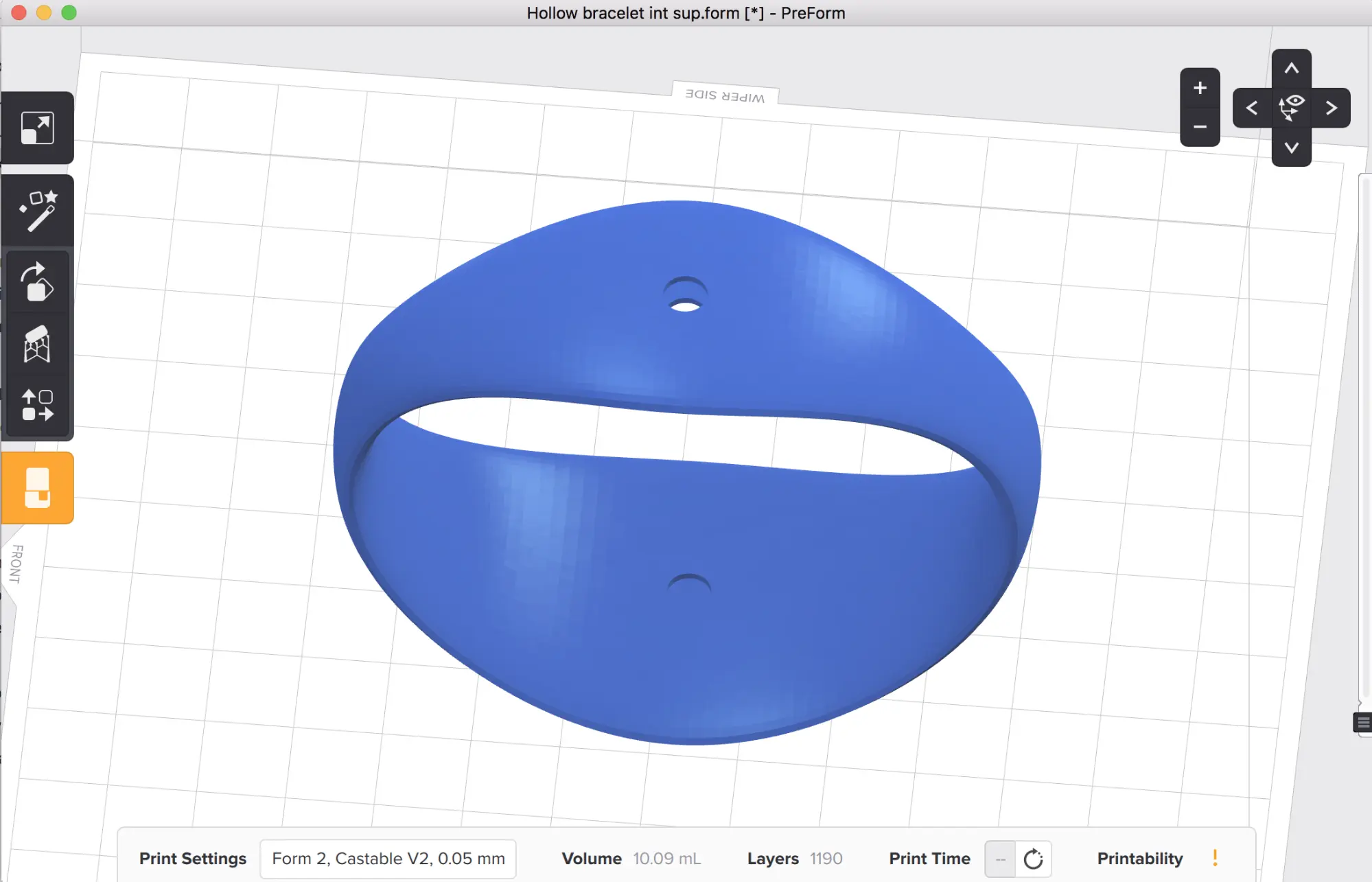
Fügen Sie bei dicken Geometrien Belüftungslöcher im Teil ein, um sicherzustellen, dass beim Ausbrennen ein ausreichender Luftstrom vorhanden ist.
Druck und Vorbereitung der Teile
Installieren oder aktualisieren Sie PreForm und richten Sie dann den nächsten Druckauftrag ein.
So bereiten Sie in PreForm ein Modell für den Druck vor:
Die Druckeinstellungen für Castable Resin in PreForm sind für den Druck von Schmuck optimiert, wobei diejenigen Merkmale und Details im Fokus stehen, die für Juweliere am wichtigsten sind. Bei den meisten Designs liefert eine Schichthöhe von 50 Mikrometern die besten Ergebnisse und höhere Druckgeschwindigkeiten.
Schütteln Sie die Kartusche und mischen Sie Castable Resin im Harztank vor dem Druck. Castable Resin enthält Titandioxid, das sich vom restlichen Gemisch abscheidet, wenn dieses längere Zeit nicht verwendet wird. Es entstehen weiße kristalline Ablagerungen oder Ausflockungen, besonders häufig außen am Harztank oder dem Druckteil. Mischen Sie das Harz regelmäßig, um eine normale Druckleistung des Harzes zu erzielen.
Fertigstellung
Der Form Wash bewegt das Lösungsmittelbad und entnimmt die Teile nach der vorgegebenen Zeit. Waschen Sie die Teile gemäß den Einstellungen im Supportartikel Zeiteinstellungen beim Form Wash. Achten Sie besonders auf Informationen zu den mechanischen Eigenschaften oder den Anforderungen an die Biokompatibilität.
Stellen Sie sicher, dass sich der IPA vollständig verflüchtigt hat, bevor Sie mit dem Nachhärten und dem Gießen beginnen, da der IPA sonst die Einbettmasse beeinträchtigen und zu Lochfraß führen kann.
Nachhärtungsanforderungen
Um die Festigkeit des Teils und seine Strukturintegrität in der Einbettmasse zu erhöhen, sollten die Oberflächen von Druckteilen, die mit Castable Resin hergestellt wurden, vollständig und gleichmäßig nachgehärtet werden. Härten Sie die Teile unter 405-nm-Licht und Hitze nach, bis die Oberfläche hart und steif ist.
Die Nachhärtungslösungen unterscheiden sich hinsichtlich Heizleistung, Wellenlänge des Lichtes und Leistung stark. Wenn Sie den Form Cure verwenden, härten Sie die Teile aus Castable Resin bei 60 °C mindestens vier Stunden lang nach. Kleine UV-Quellen wie UV-Nageltrockner für den Hausgebrauch verwenden UV-Licht (0–400 nm) und können bis zu acht Stunden benötigen, um Teile ordnungsgemäß nachzuhärten, während industrielle UV-Härteöfen nur zwei Stunden benötigen.
Anmerkung:
UV-Lichthärtungsgeräte für Nagellack sind ein guter Einstieg, auch weil die Teile für gewöhnlich sehr nah an den Leuchtröhren platziert werden. Die Teile werden sehr heiß (manchmal über 60 °C) und die Hitze hilft den Teilen, vollständig auszuhärten. Höhere Aushärtetemperaturen führen zu schnellerem Aushärten. Untersuchen Sie die Teile unbedingt auf Verzug.
Drehen Sie die Teile beim Nachhärten, um eine gleichmäßige Einwirkung von Licht und Wärme zu gewährleisten. Der Form Cure dreht die Teile automatisch. Bei anderen Methoden müssen die Teile während der Nachhärtung möglicherweise manuell gewendet oder gedreht werden.
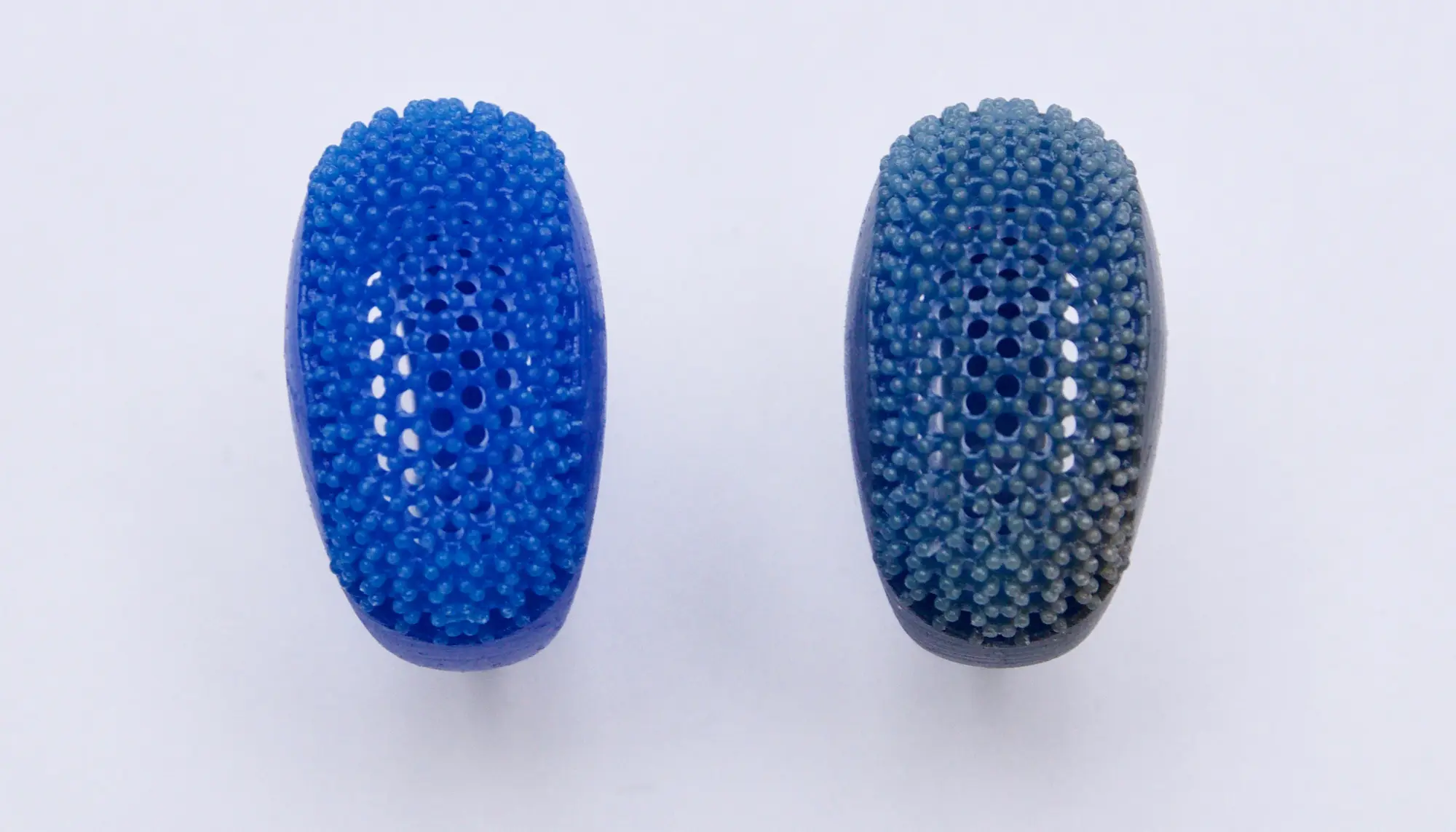
Vergleich von grünem (vor dem Nachhärten) Castable Resin (links) und nachgehärtetem Castable Resin (rechts).
Während des Nachhärtens kann die Farbe des Druckteils von leuchtendem Blau zu mattem Dunkelblau umschlagen. Diese Photobleichung tritt bei einigen Lichtarten als natürlicher Effekt auf. Wenn ein Bereich des Teils photogebleicht ist, ist dies ein Hinweis darauf, dass die Lichteinwirkung ausreichend ist. Beim Nachhärten von Teilen mit Stützstrukturen sollten 30 Minuten zusätzliche Nachhärtungszeit einberechnet werden, nachdem die Stützstrukturen entfernt wurden, damit die Berührungspunkt-Oberflächen vollständig nachgehärtet werden.
Alle Oberflächen unter den Stützstrukturen müssen gleichmäßig gehärtet werden. Bei größeren Teilen wie Armbändern kann es von Vorteil sein, das Teil auf der Stützstrukturen zu härten, um möglichem Verzug vorzubeugen und zu gewährleisten, dass das Teil seine ursprüngliche Form auch bei höheren Temperaturen beibehält.

Verwendung von Seitenschneidern zum Entfernen von Stützstrukturen von einem Teil.
Entfernen Sie das Stützstrukturmaterial nach dem Nachhärten vorsichtig von Ihrem Druckteil. Verwenden Sie feines Schleifpapier (Körnung 400 und höher), um Stützspuren vorsichtig zu schleifen.

Polieren eines Teils mit einem Polieraufsatz.
Polieren Sie die Oberfläche mit Polierpapier oder einem Polieraufsatz. Behandeln Sie das Teil nach dem Schleifen nicht mit Mineralöl.
Guss mit Castable Resin
Ausführliche Schritte zum Gießen mit Formlabs-Kunstharzen finden Sie im Supportartikel Einführung in das Gießen mit Formlabs-Kunstharzen und in anderen Formlabs-Ressourcen.
Hinweis:
Befolgen Sie die Sicherheitshinweise des Herstellers der Einbettmasse.
Fehlerbehebung
Die erfolgreiche Anwendung von Castable Resin hängt aufgrund zusätzlicher Arbeitsschritte beim Gussvorgang von mehr Variablen ab als bei anderen Formlabs Materialien. Berücksichtigen Sie die Tipps und Empfehlungen zu jedem Prozessschritt, wenn Sie Fehlerdiagnose betreiben.
Weitere Ressourcen