Hinweis:
Überprüfen Sie zur Vermeidung von Schäden am Gerät die Kompatibilitätstabelle für Harztanks unter Verwendung des richtigen Materials, damit Sie einen für dieses Material kompatiblen Harztank verwenden.

Hinweis:
Überprüfen Sie zur Vermeidung von Schäden am Gerät die Kompatibilitätstabelle für Harztanks unter Verwendung des richtigen Materials, damit Sie einen für dieses Material kompatiblen Harztank verwenden.
Surgical Guide Resin ist ein Material, das für den 3D-Druck von Klasse-I-Produkten wie Bohrschablonen, Bohrschablonen, Pilotbohrschablonen und Größenbestimmungsschablonen entwickelt wurde. Es wurde spezifisch für Formlabs Drucker entwickelt, um Qualität, Genauigkeit und mechanische Eigenschaften zu verbessern, und eingehend mit Autoklaven, Lösungsmitteln und Implantatsystemen getestet.

Recommended for:
Anmerkung:
Um mehr über die Leistung oder spezifische Materialeigenschaften von Surgical Guide Resin zu erfahren, lesen Sie bitte das Sicherheitsdatenblatt (SDB) und das Technische Datenblatt (TDB). Beziehen Sie sich primär auf das SDB zu den Themen Sicherheit und Handhabung von Formlabs Materialien.
Vergleich mit anderen Materialien
Surgical Guide Resin ist mit einer relativ hohen Dehnung und Zugfestigkeit konzipiert, um die Sprödigkeit und Bruchgefahr zu minimieren, die bei ähnlichen Materialien zu beobachten ist. Im Vergleich zu Dental SG Resin übertreffen die höhere Biegefestigkeit und der höhere Biegemodul von Surgical Guide Resin die Anforderungen der ISO-Norm und bieten eine bessere Leistung mit der für zahnärztliche Bohrschablonen erforderlichen Konsistenz. In der nachfolgenden Tabelle sind die relevanten Materialeigenschaften aufgeführt, die die Mindestanforderungen der ISO-Normen erfüllen:
| Mechanische Eigenschaft | Dental SG Resin | Surgical Guide Resin |
|---|---|---|
| Biegefestigkeit | ≥ 50 MPa | ≥70 MPax |
| Biegemodul | ≥1500 MPa | ≥2000 MPa |
Weitere Informationen zu den Leistungseigenschaften der Formlabs-Kunstharze finden Sie in der Bibliothek der Datenblätter zu den Materialeigenschaften.
Erforderliches Zubehör
Von Formlabs:
Von Drittanbietern:
Übersicht des Arbeitsablaufs
Hinweis:
Dies ist eine gekürzte Version des Anwendungsleitfadens 3D-Druck von Bohrschablonen [en]. Lesen Sie den Anwendungsleitfaden für detaillierte Anweisungen zum Arbeitsablauf für Surgical Guide Resin.
Scan
Sammeln Sie anatomische Daten über das Patientengebiss mithilfe eines optischen Scanners. Das Patientengebiss muss entweder direkt mit einem Intraoralscanner oder unter Zuhilfenahme eines optischen Desktopscanners zur Erfassung eines Abdrucks aus Polyvinylsiloxan (PVS) gescannt werden. Für eine vollnavigierte Bohrschablone erfassen Sie mithilfe eines Scanners für digitale Volumentomographie (DVT, Englisch: Cone-Beam Computed Tomography, CBCT) auch die Osteotomie des Patienten.
Gleichen Sie den intraoralen Scan und den CBCT/DVT-Scan ab, indem Sie mithilfe manueller Werkzeuge die Bezugspunkte bestimmen und für die Feinheiten automatische Werkzeuge nutzen. Bestimmen Sie ggf. den Nervus mandibularis.
Design
Verwenden Sie ein CAD-Dentalsoftwarepaket, um die Bohrschablone zu entwerfen. Für optimalen Halt und Präzision verwenden Sie Bohrschablonen für den ganzen Zahnbogen. Die Designschritte unterscheiden sich je nach Softwarepaket. Wenden Sie sich an den Softwareanbieter, um Einzelheiten zur Erstellung eines Modells aus Patientenscans zu erhalten. Wählen Sie eine Software, die den Export in das offene Dateiformat STL unterstützt.
Passen Sie die Designeinstellungen für jede Bohrschablone sorgfältig an, um ein Höchstmaß an Sicherheit, Präzision und Komfort zu erzielen. Befolgen Sie die nachstehenden Richtlinien, um stabile und langlebige Ergebnisse zu erzielen, wenn Sie Bohrschablonen auf dem Form 2 entwerfen. Verändern Sie die empfohlenen Werte je nach Marke und Größe der verwendeten Führungshülsen.
| Design-Einstellung | Empfohlener Mindestwert | Empfohlener Höchstwert |
|---|---|---|
| Wandstärke Gewährleistet die strukturelle Stabilität, sollte groß genug für ausreichende Festigkeit und Haltbarkeit sein. | 2,0 mm | n/a |
| Abstand zu den Zähnen Beeinflusst, wie fest die Schablone auf den Zähnen des Patienten sitzt – höhere Werte sitzen lockerer, niedrigere Werte sitzen fester. | 0,050 mm | 0,070 mm |
| Abstand zur Hülse Gewährleistet einen festen Presssitz beim Einsetzen der Metallführungshülse. | 0,000 mm | 0,040 mm |
Drucken mit Surgical Guide Resin
Hinweis:
Überprüfen Sie zur Vermeidung von Schäden am Gerät die Kompatibilitätstabelle für Harztanks unter Verwendung des richtigen Materials, damit Sie einen für dieses Material kompatiblen Harztank verwenden.
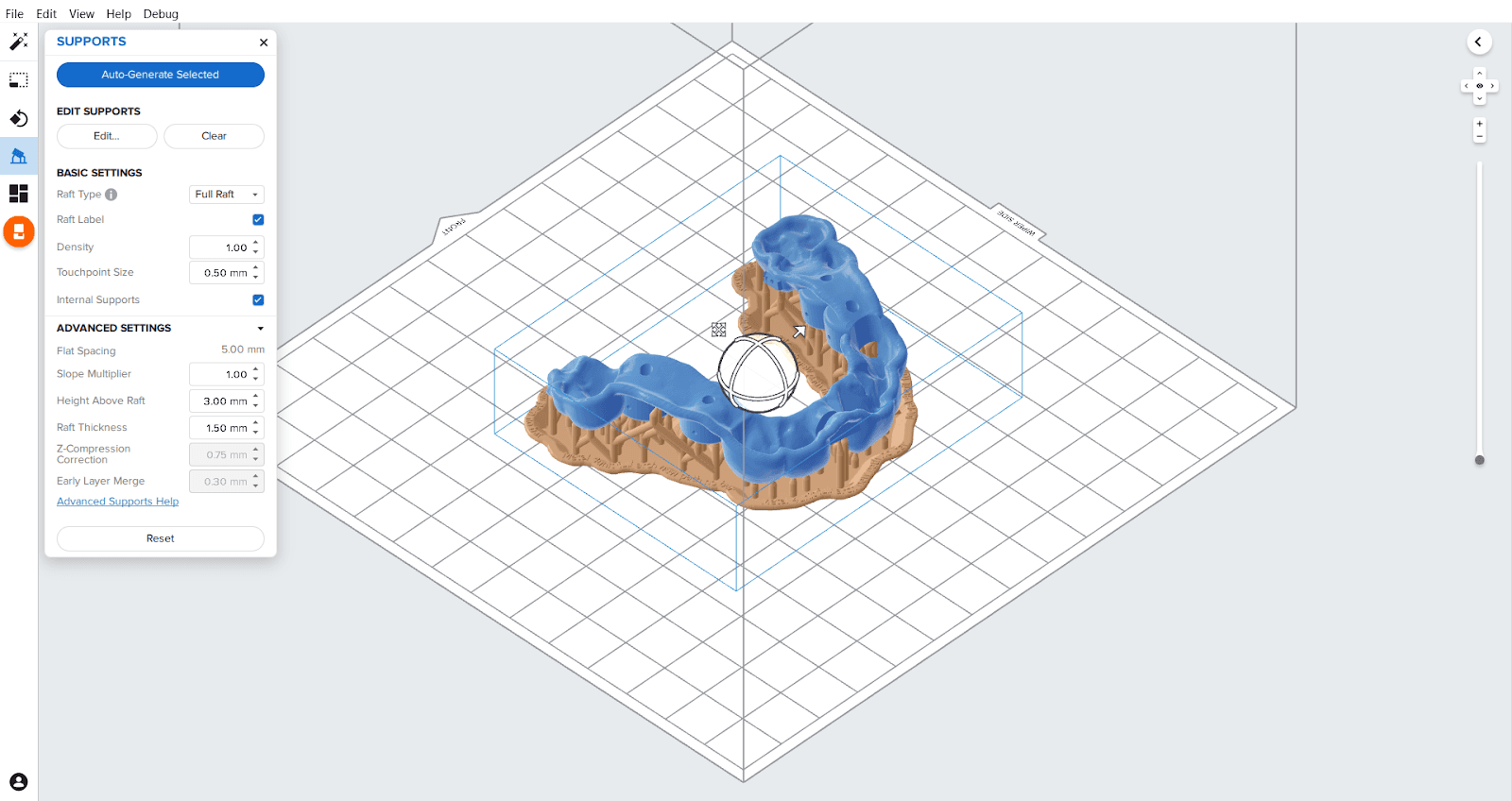
Installieren oder aktualisieren Sie PreForm und richten Sie dann den nächsten Druckauftrag ein.
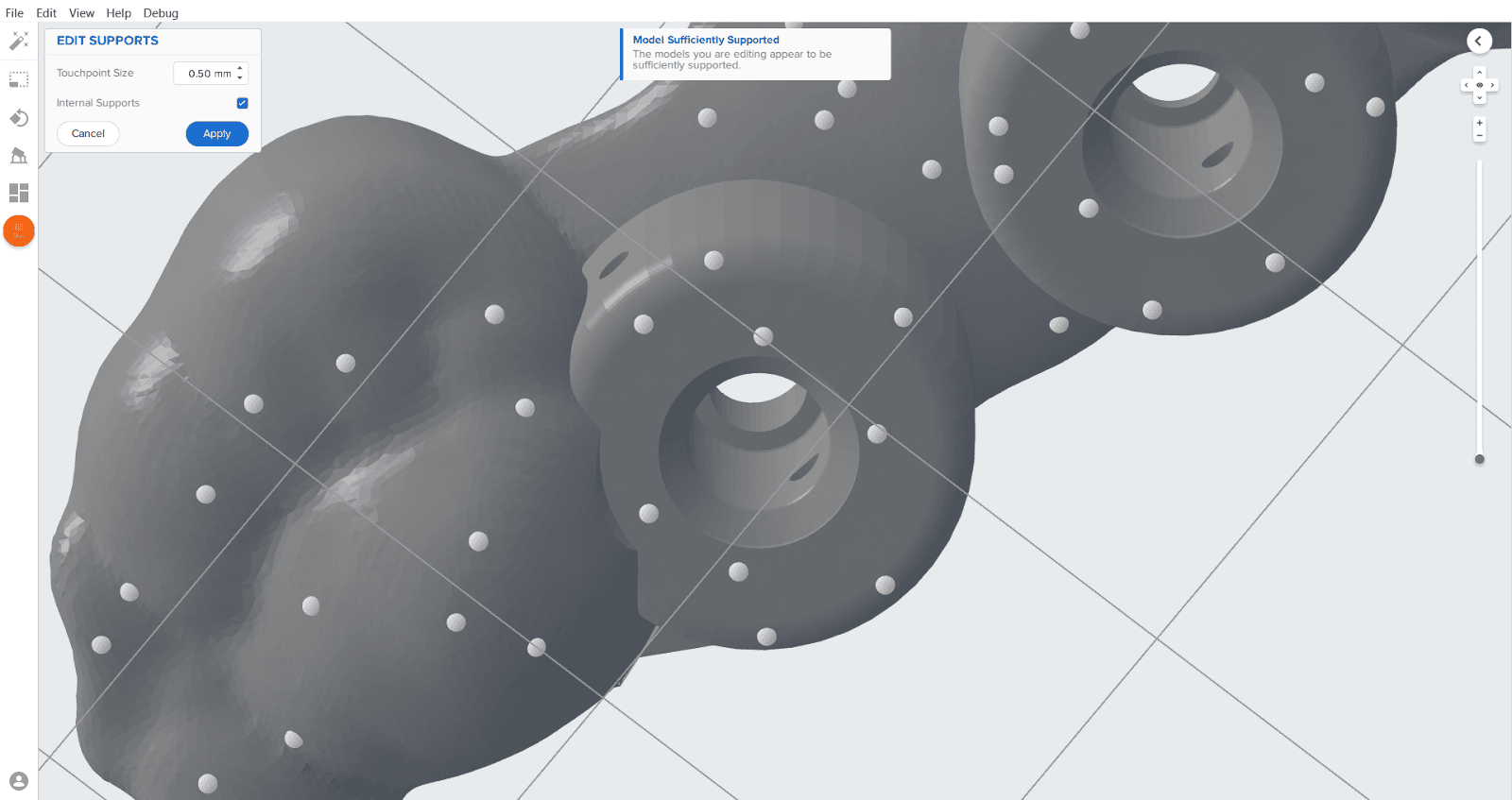
So bereiten Sie in PreForm ein Modell für den Druck vor:
Schütteln Sie die Harzkartusche sorgfältig und drehen Sie sie mehrmals. Setzen Sie einen Harztank, die Harzkartusche und eine Konstruktionsplattform in den Drucker ein.
Hinweis:
Zur Gewährleistung vollständiger Konformität und Biokompatibilität ist für Surgical Guide Resin ein dedizierter Harztank, eine dedizierte Konstruktionsplattform und ein dediziertes Finish Kit erforderlich, welche nur mit Formlabs-Kunstharzen für biokompatible Anwendungen verwendet werden dürfen.
Fertigstellung
Der Form Wash bewegt das Lösungsmittelbad und entnimmt die Teile nach der vorgegebenen Zeit. Waschen Sie die Teile gemäß den Einstellungen im Supportartikel Zeiteinstellungen beim Form Wash. Achten Sie besonders auf Informationen zu den mechanischen Eigenschaften oder den Anforderungen an die Biokompatibilität.
Hinweis:
Lassen Sie die Teile mindestens 30 Minuten an der Luft trocknen, um überschüssigen Isopropylalkohol (IPA) von den Druckteiloberflächen zu entfernen. Die Umgebungsfeuchtigkeit und die Dicke der Druckteile können die Trocknungszeit beeinflussen, da für dickere Objekte längere Trockenzeiten erforderlich sind. Ein Druckteil, das nicht vollständig trocken ist, kann die Autoklavierergebnisse beeinträchtigen. Für eine optimale Leistung sollten Sie größere und dickere Teile über Nacht trocknen, bevor Sie sie nachhärten.
Nachhärtungsanforderungen
Surgical Guide Resin muss nachgehärtet werden, um Biokompatibilität und optimale mechanische Eigenschaften zu erreichen. Das Nachhärten ist ebenfalls wichtig, um die Bohrschablone vollständig zu härten und so die Sicherheit und den Komfort des Patienten zu gewährleisten.
Im Supportartikel Einstellungen für Zeit und Temperatur beim Form Cure finden Sie Empfehlungen zum Nachhärten. Während des Nachhärtens ist ein Farbumschlag von transparenter, gelber Farbe in transparentes Orange zu beobachten.
Stützstrukturen entfernen
Hinweis:
Entfernen Sie Stützstrukturen erst nach dem Nachhärten, um sicherzustellen, dass Druckteile sich nicht verziehen.
Verwenden Sie den im Formlabs Finish Kit enthaltenen Seitenschneider oder andere Werkzeuge zum Entfernen von Teilen, um die Stützstrukturen an den Berührungspunkten, die an der Bohrschablone befestigt sind, vorsichtig zu durchtrennen. Gehen Sie vorsichtig vor, da das nachgehärtete Material spröde sein kann. Die Stützstrukturen können auch mit anderem Spezialwerkzeug wie Trennscheiben oder runden Schneidinstrumenten wie Karbidbohrern entfernt werden.
Anweisungen zur Nachbearbeitung, Desinfektion, Sterilisation und Montage finden Sie im Anwendungsleitfaden 3D-Druck von Bohrschablonen [auf Englisch].
Biokompatibilität
Surgical Guide Resin ist nicht zytotoxisch, kein Sensibilisator, nicht reizend und entspricht der ISO 10993-1:2018.
Weitere Ressourcen