
Note:
The guidelines below were developed using Formlabs Clear Resin printing at 100 microns on the Form 2. You may experience slight variations with other Formlabs resins, different Formlabs printers, and various layer thicknesses.
A successful 3D print starts with a well-designed model. Follow our best practices to optimize designs and reduce failures.
Note:
The guidelines below were developed using Formlabs Clear Resin printing at 100 microns on the Form 2. You may experience slight variations with other Formlabs resins, different Formlabs printers, and various layer thicknesses.
Minimum supported wall thickness
Recommended: 0.4 mm/400 microns
A supported wall is one that is connected to other walls on two or more sides. A supported wall with a thickness of 0.4 mm or less may warp due to the peel forces exerted on the part during the peel process.
Note: Washing thin walls
Take care when washing parts with thin walls, which may absorb solvents such as IPA during the washing process. Spending an extended duration in a washing solution can cause deformation of the part, so minimize how long the part is immersed in IPA to limit this effect.
Minimum unsupported wall thickness
Recommended: 0.4 mm/400 microns
An unsupported wall is one that is connected to other walls on fewer than two sides. An unsupported wall with a thickness of 0.4 mm or less may warp or detach from the model during printing.

Note: Washing thin walls
Take care when washing parts with thin walls, which may absorb solvents such as IPA during the washing process. Spending an extended duration in a washing solution can cause deformation of the part, so minimize how long the part is immersed in IPA to limit this effect.
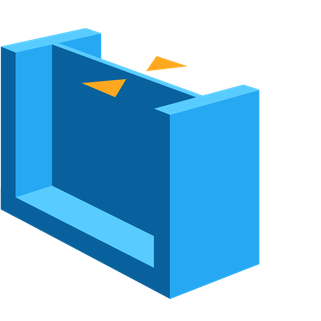
Maximum unsupported overhang length
Recommended: 3.0 mm/3000 microns
An overhang refers to a part of the model that extends parallel to the build platform. Printing such features without support is discouraged, as layers that cannot maintain their structure often warp or detach. Horizontal overhangs beyond 3 mm do not completely form and become increasingly deformed as the length of the overhang increases. Change the orientation of the model, or click Supports and select Internal Supports in PreForm to ensure overhangs are supported.

Minimum unsupported overhang angle
Recommended: 19° from level
(35 mm long × 10 mm wide × 3 mm thick)
An overhang set at an angle of 19 degrees or less can break off the model during the peel process. Refer to the support article Moving and rotating a model in PreForm to rotate flat surfaces to be more self-supporting.

Maximum horizontal support span length
Recommended: 21 mm/21,000 microns
(5 mm width × 3 mm thick)
Span is the distance between two supports. Printing horizontal spans is discouraged, but certain geometries may print successfully. For a 5 mm wide and 3 mm thick beam, spans longer than 21 mm are more likely to fail. Wider beams must be kept shorter to avoid print failures.

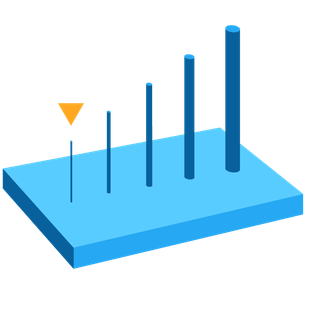
Minimum vertical-wire diameter
Recommended for a 7 mm-tall wire: 0.4 mm/400 micron diameter
Recommended for a 30 mm-tall wire: 1.5 mm/1500 micron diameter
A wire is a feature whose length is at least two times greater than its width. A wire with a 0.4 mm width can be up to 7 mm tall before it begins to deform. Similarly, a wire with a 1.5 mm width can be up to 30 mm tall before it begins to deform.
Note: Washing small wires
Take extra care when washing thin wires, as they are weakened by IPA and can easily be damaged. Minimizing how long the part is immersed in IPA limits this effect.
Minimum embossed detail
Recommended: 0.1 mm/100 microns
Embossed details are shallow raised features on the surface of a model like text. Details less than 0.1 mm thick and 0.1 mm tall may not be visible on the completed print.

Minimum engraved detail
Recommended: 0.4 mm/400 microns
Engraved details are imprinted or recessed features on the surface of a model. Details recessed less than 0.4 mm deep or 0.4 mm wide may fuse with the rest of the model during printing.

Minimum clearance
Recommended: 0.5 mm/500 microns
Clearance is the distance between two parts of a model (e.g., the distance between a pair of gears). Parts may fuse if clearance is less than 0.5 mm.

Minimum hole diameter
Recommended: 0.8 mm/800 microns
Holes with a diameter of less than 0.8 mm in the X-, Y-, and Z-axes may close during printing.

Minimum drain hole diameter
Recommended: 3.5 mm/3500 micron diameter
Drain holes are recommended for resin to escape in models that are a fully enclosed cavity (like a hollow sphere or hollow cylinder printed directly on the build platform). Without drain holes of at least 3.5 mm in diameter, the part may trap resin or air and lead to a cupping blowout failure.
