Hinweis:
Überprüfen Sie zur Vermeidung von Schäden am Gerät die Kompatibilitätstabelle für Harztanks unter Verwendung des richtigen Materials, damit Sie einen für dieses Material kompatiblen Harztank verwenden.

Hinweis:
Überprüfen Sie zur Vermeidung von Schäden am Gerät die Kompatibilitätstabelle für Harztanks unter Verwendung des richtigen Materials, damit Sie einen für dieses Material kompatiblen Harztank verwenden.
Feinguss ist ein Gießverfahren zur Herstellung von Metallteilen mit komplizierten Formen, die auf andere Weise nicht hergestellt werden können. Mit Clear Cast Resin von Formlabs können Sie sofort Teile herstellen, ohne Werkzeuge, lösliche Kerne oder sonstige komplexe Wachsformungsverfahren. Merkmale wie Hinterschneidungen, Kanäle und dünne Wände, die beim Wachsinjektionsverfahren schwer zu modellieren sind, lassen sich leicht in 3D drucken.
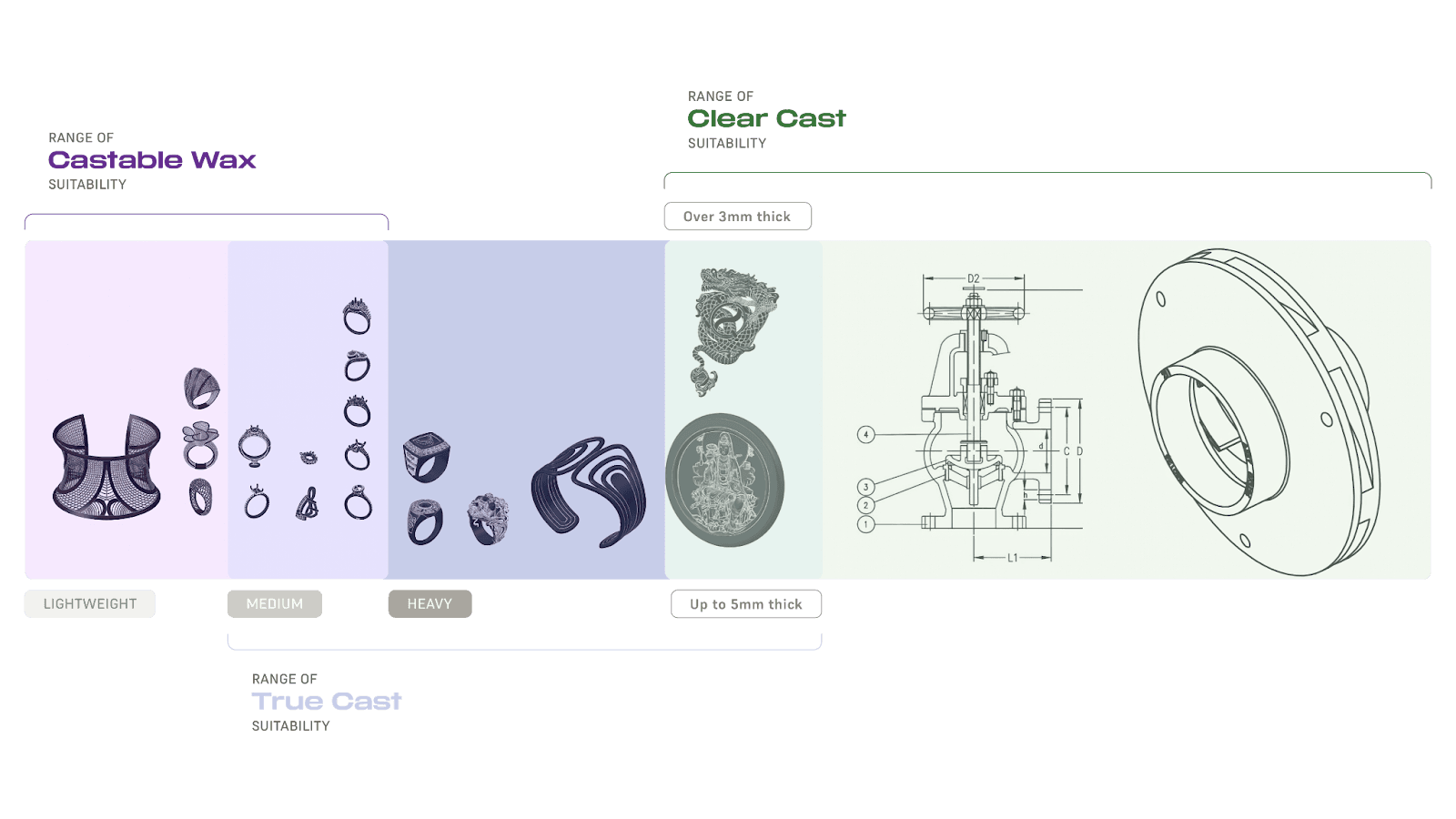
Clear Cast ist für größere Formen ausgelegt, insbesondere für Formen, bei denen die Wandstärke über den Großteil des Stücks größer als 3 mm ist. Für eine ordnungsgemäße Funktion benötigt es Gitterstrukturen und Ablauflöcher, da ein massives Teil mit hoher Wahrscheinlichkeit Risse in den Formen verursacht.

Clear Cast Resin lässt sich in 50 und 100 Mikrometern drucken.
Erforderliches Zubehör
Tipp:
Der benutzerspezifische Link zu Materialise Magics bietet einen ermäßigten Preis.
Hinweis:
Lesen Sie das Whitepaper für detaillierte Anweisungen zum Arbeitsablauf.
Designrichtlinien
Berücksichtigen Sie bei der Auswahl eines Gießharzes die Gießeigenschaften der einzelnen Materialien. Für kleinere Teile oder Drahtfiligran verwenden Sie Castable Wax Resin. Für mittelschweren bis schweren Schmuck oder kleine technische Komponenten verwenden Sie True Cast Resin. Für größere Feingussformen verwenden Sie Clear Cast Resin.
Die „verlorenen“ Modelle für den industriellen Feinguss müssen stark genug sein, um dem Druck beim Eintauchen in den keramischen Schlicker standzuhalten, und gleichzeitig dünn genug, um sauber auszubrennen. Dünne Wände verhindern Risse, die durch thermische Ausdehnung beim Ausbrennen entstehen. Es gibt Softwarelösungen, die das Teil aushöhlen und durch ein inneres Gittergerüst verstärken. Das Gitter stützt die Außenwand des Teils, verhindert Verformungen und ermöglicht das Drucken mit dünnen Wänden. Der Gusskanal kann auch als Teil des Modells in 3D gedruckt werden. Für die Herstellung hochwertiger Gussteile ist ein Gitter erforderlich. Daher wird empfohlen, einen Wert von 3 mm über den Großteil des Stücks nicht zu unterschreiten.
Nachdem Sie das Teil mit Ihrer CAD-Software konstruiert haben, importieren Sie die CAD-Datei in das Gittermodul und legen die Einstellungen für die äußere Schale, die Gitterstruktur und die Ablauflöcher fest. Dünnere Wände verbessern den Gusserfolg, erhöhen aber das Risiko von Fehldrucken und können die Teile schwächen.
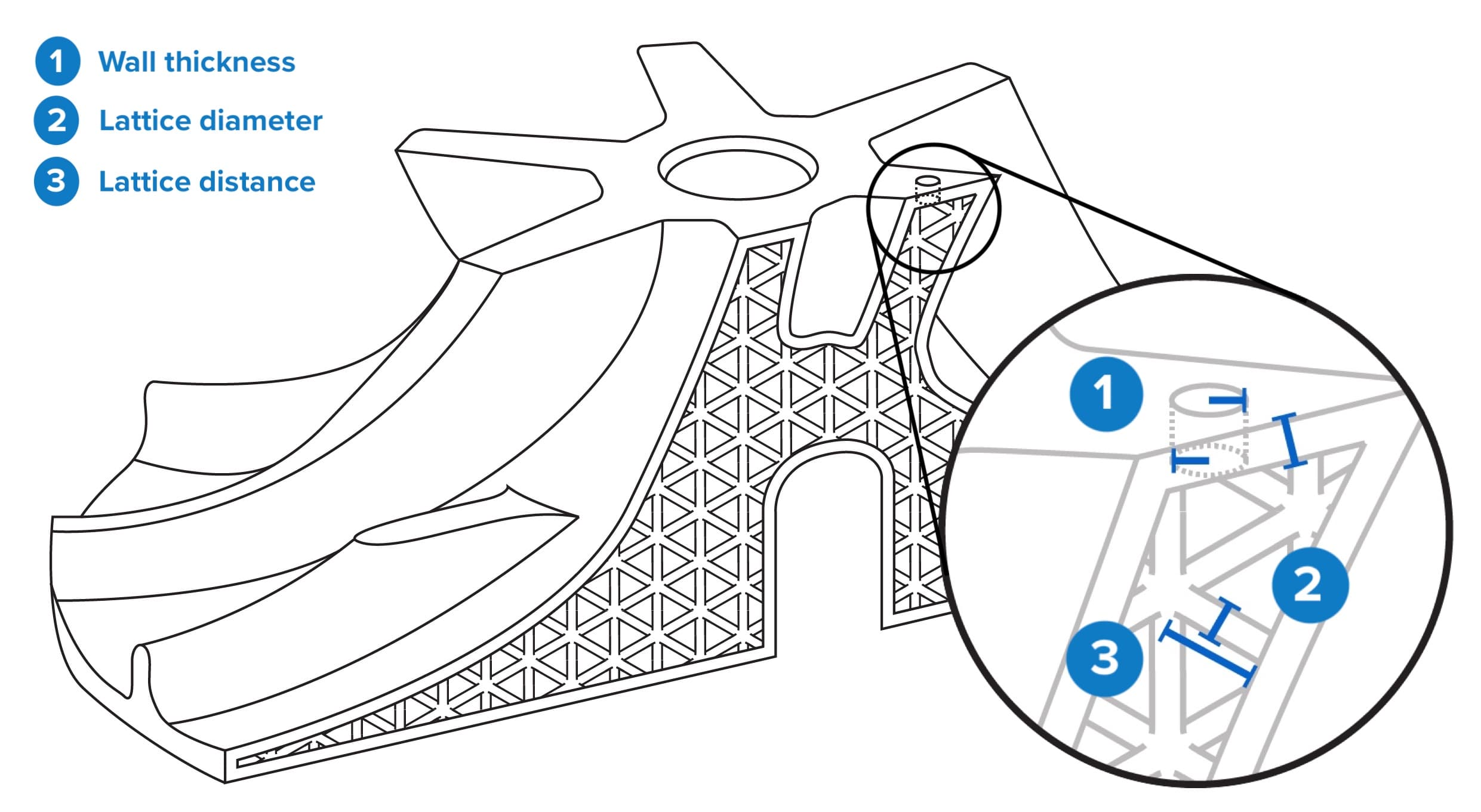
Empfehlungen für die Druckeigenschaften
| Wandstärke | Gitterdurchmesser | Gitterabstand | |
|---|---|---|---|
| Äußerst konservativ | 1 mm | 1 mm | 3 mm |
| Konservativ | 1 mm | 0,50 mm | 3 mm |
| Common | 0.75 mm | 0,75 mm | 3 mm |
| Empfohlen | 0,5 mm | 1 mm | 3 mm |
| Detailgröße | 0,5 mm (Standard) | ||
| Lochgröße | 2 mm (Minimum, bei Bedarf erhöhen) | ||
Große, dickwandige Teile
Bei größeren Teilen, die dickere Wände haben sollen, können Sie die Wände ebenfalls für den Druck aushöhlen. Sie könnten beispielsweise eine große Statue mit insgesamt 5 mm dicken Wänden drucken, sofern Sie die Wände mit Ihrer Gitterstruktur-Software aushöhlen und mit einer Gitterstruktur versehen.
Ablauflöcher erstellen
Ablauflöcher verringern das Risiko von Fehldrucken, die durch Hohlkörperbildung verursacht werden, und ermöglichen das Ablaufen von flüssigem Kunstharz aus dem Teil.
Teile mit Gitterstrukturen können zu großen Dateigrößen führen, die die Druckvorbereitung und die Erstellung der Stützstrukturen verlangsamen. Konvertieren Sie Ihre exportierten Dateien in das Format 3MF, um die Dateigröße zu verringern.
Drucken mit Clear Cast Resin
Hinweis:
Überprüfen Sie zur Vermeidung von Schäden am Gerät die Kompatibilitätstabelle für Harztanks unter Verwendung des richtigen Materials, damit Sie einen für dieses Material kompatiblen Harztank verwenden.
Installieren oder aktualisieren Sie PreForm und richten Sie dann den nächsten Druckauftrag ein.
So bereiten Sie ein Modell in PreForm für den Druck vor:
Fertigstellung
Bei Form Wash und anderen Waschsystemen wird das Lösungsmittelbad gerührt und die Teile werden nach einer bestimmten Zeit aus dem Bad entfernt. Waschen Sie die Teile gemäß dem Supportartikel für Ihr Gerät. Achten Sie besonders auf Informationen zu den mechanischen Eigenschaften oder den Anforderungen an die Biokompatibilität.
Nach einer ersten Wäsche trocknen Sie die Teile und reinigen die Gitterstruktur mit Druckluft. Waschen Sie das Teil erneut und säubern Sie es gründlich mit Druckluft, wobei Sie darauf achten, so viel IPA und Kunstharz wie möglich aus dem Inneren zu entfernen. Wenn IPA und Kunstharz in das Teil eindringen, kann das Gehäuse weich werden, sodass es sich nicht zum Gießen eignet.
Nachhärtungsanforderungen
Clear Cast Resin muss nachgehärtet werden, um seine optimalen mechanischen Eigenschaften zu erreichen. Befolgen Sie die Best Practices von Formlabs bei der Entscheidung, ob Sie die Stützstrukturen vor oder nach dem Nachhärten entfernen. Im Supportartikel für Ihr Gerät finden Sie Empfehlungen zum Nachhärten.
Befolgen Sie die Anweisungen in den Supportartikeln Entfernen von Stützspuren und Fortgeschrittene Techniken zur Entfernung von Stützstrukturen, um die Druckteile nachzubearbeiten.
Vorbereiten des Modells
Hinweis:
Lesen Sie das Whitepaper für detaillierte Anweisungen zum Arbeitsablauf.
Auffüllen von Ablauflöchern
Es gibt drei Hauptmethoden zum Auffüllen von Ablauflöchern:

Prüfen Sie die Passung der Löcher, indem Sie Druckluft in das letzte Loch pressen und auf Undichtigkeiten achten.
Verkleben mehrerer Teile
Sie haben ähnliche Möglichkeiten, mehrere Teile vor dem Gießen zusammenzukleben, wenn Ihr Design das Konstruktionsvolumen Ihres Druckers überschreitet:
Ausbrand
Befolgen Sie Ihren üblichen Prozess für die Montage des Musters, die Erstellung der Schale und den Ausbrand. Zum Ausbrennen empfiehlt Formlabs einen Flash-Fire-Ofen mit einer Temperatur von 700 bis 900 °C für zwei Stunden. Verwenden Sie zum Entwachsen der Teile keinen Autoklav, da dies zu einer Ausdehnung, Verziehen und Verbeulen der Teile führen kann, und oft Risse in der Schale entstehen. Prüfen Sie nach dem Ausbrennen, ob die Schale Risse oder Grate aufweist, und blasen Sie etwaige Ascherückstände aus der Form.

Befolgen Sie Ihr übliches Verfahren zum Gießen und Fertigstellen.