Nota:
Formlabs ha ritirato dal mercato questo materiale, quindi non è più possibile acquistarlo. Per informazioni su altri materiali Formlabs, visita la pagina Scelta della resina più adatta.

Nota:
Formlabs ha ritirato dal mercato questo materiale, quindi non è più possibile acquistarlo. Per informazioni su altri materiali Formlabs, visita la pagina Scelta della resina più adatta.
Avviso:
Per evitare danni alla macchina, controlla la tabella di compatibilità dei serbatoi resina nell'articolo Scelta dei materiali più adatti per assicurarti di utilizzare un serbatoio resina compatibile con questo materiale.
Il flusso di lavoro per la PU Rigid 650 Resin è più complesso rispetto ad altri materiali SLA di Formlabs. Formlabs consiglia di acquistare forniture aggiuntive di terze parti per garantire il successo della stampa con le resine poliuretaniche.
Il poliuretano viene utilizzato per le sue eccellenti capacità di assorbimento del rumore, di resistenza chimica e le sue proprietà fisiche. In genere, le parti in poliuretano sono realizzate mediante colata o stampaggio a iniezione e reazione. La PU Rigid 650 Resin è stata sviluppata con un'ibridazione chimica che la rende compatibile con le stampanti SLA di Formlabs.

Le parti stampate con la PU Rigid 650 Resin hanno una resistenza agli urti estremamente elevata e le proprietà fisiche del poliuretano, che le rendono ideali per le applicazioni finali destinate a essere esposte a condizioni difficili.
La PU Rigid 650 Resin e la PU Rigid 1000 Resin sono state valutate come dispositivi a contatto con la pelle in conformità con la normativa ISO 10993-1.
Nota:
Per ulteriori informazioni sulle prestazioni o sulle proprietà specifiche dei materiali della PU Rigid 650 Resin, consulta la scheda dati di sicurezza (SDS) e la scheda tecnica. Leggi sempre la scheda dati di sicurezza come principale fonte di informazioni per comprendere come manipolare e usare in sicurezza i materiali Formlabs.
È consigliata per:
Non è consigliata per:
La resina PU Rigid 650 Resin stampa a 50 micron e 100 micron.
Confronto con altri materiali
Per confrontare le proprietà rilevanti dei materiali, fai riferimento alla tabella sottostante:
| PU Rigid 650 Resin | PU Rigid 1000 Resin | Resistenza alla rottura per trazione (MPa) |
|---|---|---|
| 34 ± 3,4 | 35 ± 3,5 | Modulo di trazione (GPa) |
| 0,67 ± 0,06 | 0,92 ± 0,09 | Allungamento a rottura (%) |
| 170 ± 17 | 80 ± 8 | Resistenza alla flessione (MPa) |
| 22 ± 1,1 | 32 ± 1,6 | Modulo flessionale (GPa) |
| 0,57 ± 0,03 | 0,75 ± 0,03 | Resistenza all'impatto IZOD (J/m) |
| 375 | 170 | Temperatura di deflessione sotto carico (HDT) a 1,8 MPa (°C) |
| 59 | 64 | Temperatura di deflessione sotto carico (HDT) a 0,45 MPa (°C) |
| 82 | 79 |
Per ulteriori informazioni sulle proprietà e le prestazioni delle resine Formlabs, consulta il nostro catalogo delle schede tecniche delle proprietà dei materiali.

Risorse richieste
Prodotti da Formlabs:
Prodotti da terzi:
Panoramica del workflow
Avviso:
Leggi la guida all'uso della PU Rigid 650 Resin e segui le linee guida di Formlabs per ottenere risultati uniformi e di alta qualità.
Il flusso di lavoro per la PU Rigid 650 Resin è più complesso rispetto agli altri materiali SLA di Formlabs. Formlabs consiglia l'acquisto di forniture di terze parti aggiuntive per garantire il successo della stampa con le resine poliuretaniche.
Formlabs raccomanda l'uso di un essiccatore per migliorare il controllo del clima e dell'umidità durante la stampa e lo stoccaggio della PU Rigid 650 Resin e della PU Rigid 1000 Resin.
I flussi di lavoro possibili quando si stampa con la PU Rigid 650 Resin di Formlabs sono molteplici, a seconda delle esigenze e delle risorse disponibili. È possibile stampare con un essiccatore o in condizioni ambientali e si può stampare utilizzando l'erogazione automatica della resina (come con le altre resine Formlabs) o riempiendo manualmente il serbatoio resina (non disponibile sulla Form 2).
| Procedimento | Metodo | Vantaggi | Considerazioni | Quando usarlo |
|---|---|---|---|---|
| Consigliato | Riempimento automatico in armadio a secco | Risultati ottimali e procedura semplice | Richiede un armadio a secco | Stampa frequente con la PU Rigid 650 Resin |
| Basso costo | Riempimento automatico in condizioni ambientali | Basso costo e semplicità | Vita utile breve | Stampa in condizioni ambientali |
| Modificato | Erogazione manuale in armadio a secco | Prolunga la vita utile della resina | Richiede un armadio a secco e potrebbe essere necessaria una regolazione precisa | Stampa intermittente o ripetuta della stessa parte |
Nota:
Se scegli di utilizzare il flusso di lavoro consigliato o modificato, puoi lasciare la stampante nell'essiccatore quando stampi con altre resine. Tutte le resine Formlabs possono stampare con successo in condizioni di bassa umidità.
Pot life
La PU Rigid 650 Resin è sensibile al calore e all'umidità. Viene spedita in un flacone di alluminio con una cartuccia di resina vuota. Una volta aperto il flacone di alluminio, la durata a magazzino della resina è di circa un mese.
Una volta che la resina viene versata in una cartuccia o in un serbatoio, l'esposizione prolungata all'umidità dell'aria inizia a polimerizzarla e la sua viscosità aumenta finché la stampa non è più possibile. Il periodo in cui la viscosità della resina è compresa in un intervallo di stampa valido nel serbatoio o nella cartuccia è chiamato vita utile.
| Umidità relativa | Durata della resina |
|---|---|
| 45% | 24 ore |
| 30% | 2 giorni |
| 15% | 3 giorni |
| 5% | 7 giorni |

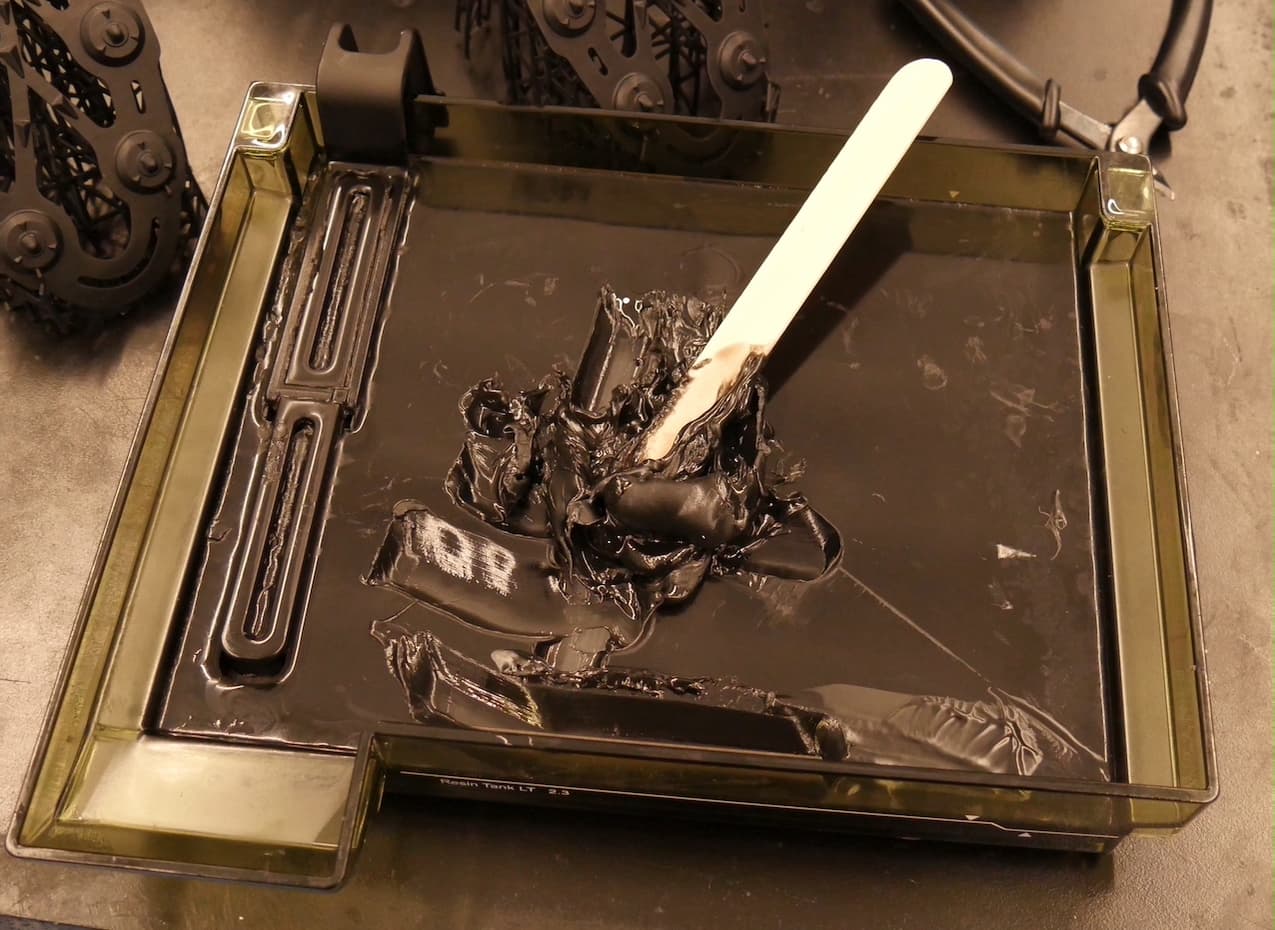
A sinistra: PU Rigid 650 Resin ancora utilizzabile. A destra: PU Rigid 650 Resin non più utilizzabile.
Per determinare se la PU Rigid 650 Resin in un serbatoio resina è utilizzabile, trascina una spatola o un altro strumento piatto e smussato sul fondo del serbatoio. Se la resina si riversa nello spazio lasciato dallo strumento, è ancora utilizzabile. In alternativa, utilizza un viscosimetro a tazza Zahn #5 per determinare se la viscosità della resina supera i 2000 cP. Sostituisci la resina nel serbatoio resina o aggiungi resina fresca dalla cartuccia di resina se la viscosità supera i 2000 cP.
Preparazione della stampa con la PU Rigid 650 Resin
Prima d'iniziare una stampa, prepara la resina e la stampante.
Se prevedi di stampare utilizzando il riempimento automatico, riempi la cartuccia di resina:

Se utilizzi il flusso di lavoro consigliato o modificato, installa la stampante nell'essiccatore:
Stampa con la PU Rigid 650 Resin
Avviso:
Per evitare danni alla macchina, controlla la tabella di compatibilità dei serbatoi resina nell'articolo Scelta dei materiali più adatti per assicurarti di utilizzare un serbatoio resina compatibile con questo materiale.
Prima di impostare la stampa successiva, installa o aggiorna PreForm.
Per preparare un modello di stampa in PreForm:
Avviso:
Le parti stampate con entrambe le resine PU aderiscono fortemente alla piattaforma di stampa. Formlabs consiglia di stampare tutte le parti su supporti per facilitare la rimozione dalla piattaforma di stampa e ridurre i danni accidentali alla parte durante la rimozione.
Lavaggio
Avviso:
Leggi la guida all'uso della PU Rigid 650 Resin e segui le linee guida di Formlabs per ottenere risultati uniformi e di alta qualità.
La Form Wash e la Form Wash L agitano il bagno di solvente e rimuovono le parti dal bagno dopo un tempo prestabilito. Lava le parti stampate sulla piattaforma di stampa per evitare danni. Lava le parti in PGDA per due minuti e usa aria compressa per soffiare via il solvente dalle parti. Se necessario, ripeti più volte l'operazione.
Rimuovi le parti dalla piattaforma di stampa dopo il lavaggio in PGDA. Fai scorrere con cautela uno strumento di rimozione o un coltello per raschiare sotto il bordo smussato della base. Stacca lentamente le parti dalla piattaforma di stampa. Pulisci la resina liquida in eccesso dalla piattaforma di stampa con un flacone spray di PGDA o alcool isopropilico.
Consiglio:
Stampa con una Build Platform 2, la cui superficie di stampa consente una facile rimozione delle parti. In alternativa, riscalda leggermente la piattaforma di stampa con un asciugacapelli o un dispositivo simile per facilitare la rimozione delle parti.
Le parti possono essere immerse in un bagno di acetato di n-butile per non più di 15 secondi per accelerare l'evaporazione del PGDA. Usa l'aria compressa per rimuovere l'acetato di n-butile in eccesso dalle parti. Non utilizzare un recipiente della Form Wash per il bagno nell'acetato di n-butile, in quanto non è stato testato con alte concentrazioni di solvente.
Posiziona le parti su carta da forno o su una superficie antiaderente simile in condizioni ambientali per almeno 24 ore per consentire l'evaporazione di tutto il PGDA rimanente. Assicurati che tutto il solvente si asciughi prima della polimerizzazione post-stampa, perché ciò può influire sulla finitura superficiale.
Avviso:
Le resine poliuretaniche non devono essere lavate con alcool isopropilico, che può reagire con le parti stampate e può influenzare negativamente le proprietà del materiale.
Requisiti per la polimerizzazione post-stampa
La PU Rigid 650 Resin deve essere sottoposta a polimerizzazione post-stampa in una camera di polimerizzazione a umido. Per ulteriori informazioni sui materiali di terze parti consigliati, consulta l'articolo di assistenza Strumenti e materiali consigliati (resine poliuretaniche).
Il ciclo di polimerizzazione post-stampa per la PU Rigid 650 Resin è più lungo rispetto alle altre resine SLA Formlabs. Il tempo di polimerizzazione post-stampa dipende dallo spessore della parte.
Formlabs consiglia di sottoporre a polimerizzazione post-stampa la maggior parte delle parti senza supporti. I supporti sono più difficili da rimuovere se sono stati polimerizzati. Tuttavia, a causa della bassa resistenza meccanica a secco del materiale e delle temperature elevate in fase di polimerizzazione post-stampa, alcune geometrie sono soggette a cedimenti o deformazioni prima che il materiale sia stato completamente polimerizzato. Le parti con tali geometrie devono essere sottoposte a polimerizzazione post-stampa su supporti.

Per la polimerizzazione post-stampa delle parti stampate con la PU Rigid 650 Resin di Formlabs:
Nota:
Alcuni forni a umidità Anova Precision potrebbero dover essere calibrati per ottenere la temperatura e l'umidità desiderate. Monitora la temperatura e l'umidità all'interno del forno utilizzando un termometro e un sensore di umidità. Regola i controlli del forno come necessario per ottenere una lettura di 46 ºC e 70% di umidità relativa (UR) all'interno del forno.
| Tempi di polimerizzazione post-stampa a 46 °C e 70% di umidità relativa | ||
|---|---|---|
| Spessore della parte | PU Rigid 650 | PU Rigid 1000 |
| 2 mm | 3 giorni | 3 giorni |
| 3 mm | 3 giorni | 4 giorni |
| 6 mm | 4 giorni | 5 giorni |
| 9 mm | 12 giorni | 9 giorni |
| 12 mm | ~14 giorni | ~14 giorni |
Tra una stampa e l'altra
Mantieni il serbatoio resina e il PGDA tra una stampa e l'altra per garantire un flusso di lavoro uniforme e di successo.
Pulizia del serbatoio resina
Prima di continuare a stampare, Formlabs consiglia di controllare l'interno del serbatoio resina per verificare che non vi siano resina polimerizzata o detriti che possano interferire con le stampe successive. Fai riferimento alle istruzioni per l'ispezione dell'interno del serbatoio resina su una Form 3, Form 3+, Form 3B, Form 3B+ e su una Form 2.
Sostituzione o riciclaggio del PGDA
Il solvente PGDA finirà per saturarsi di particelle di resina solidificata a causa della polimerizzazione della resina e non sarà più efficace nel lavaggio delle parti. Formlabs consiglia di sostituire il solvente PGDA quando si iniziano a notare piccole particelle di resina polimerizzata sulle parti dopo un ciclo di lavaggio. In generale, questo fenomeno inizia a verificarsi dopo la stampa e il lavaggio di parti con 10 litri di resina o dopo diverse settimane di utilizzo del solvente in una Form Wash.
Puoi sostituire il PGDA saturo di resina con PGDA fresco. In alternativa, puoi filtrare le particelle di resina solidificata dal PGDA e riutilizzare il solvente. Per filtrare il PGDA:
Avviso:
Non versare la resina liquida o parzialmente polimerizzata negli scarichi, e non smaltirla insieme ai rifiuti domestici. Non versare il diacetato di glicole propilenico (PGDA) che contiene resina disciolta nelle fognature e non smaltirlo con i rifiuti domestici. I metodi corretti e sicuri per lo smaltimento del PGDA usato variano in base alle normative locali.
Risorse addizionali