Hinweis:
Überprüfen Sie zur Vermeidung von Schäden am Gerät die Kompatibilitätstabelle für Harztanks unter Verwendung des richtigen Materials, damit Sie einen für dieses Material kompatiblen Harztank verwenden.

Hinweis:
Überprüfen Sie zur Vermeidung von Schäden am Gerät die Kompatibilitätstabelle für Harztanks unter Verwendung des richtigen Materials, damit Sie einen für dieses Material kompatiblen Harztank verwenden.
Mit Tough 1500 Resin können steife und biegsame Teile produziert werden, die sich auch bei wiederholter Beanspruchung biegen lassen und schnell wieder in ihre Ausgangsposition zurückkehren. Dieses Material eignet sich ideal für funktionsfähige Prototypen, Halterungen und Vorrichtungen, die vorübergehend durchgebogen oder hohen Belastungen ausgesetzt werden.

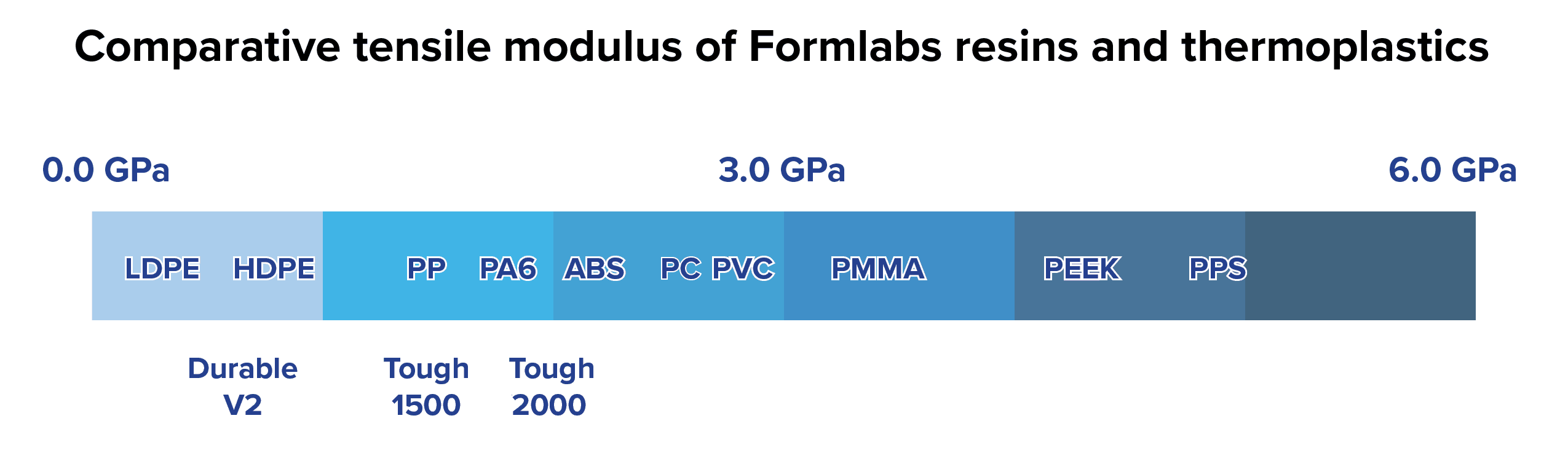
Formlabs hat Tough 1500 Resin entwickelt, um die Lücke in den mechanischen Eigenschaften zwischen Durable Resin und Tough 2000 Resin zu schließen. Tough 1500 Resin bietet ähnliche Festigkeit und Steifigkeit wie Polypropylen und ist somit erste Wahl für die Prototypenentwicklung von Endprodukten aus diesem Material.
Empfohlen für:
Nicht empfohlen für:
Anmerkung:
Weitere Informationen über die Leistung oder spezifische Materialeigenschaften von Tough 1500 Resin finden Sie im Sicherheitsdatenblatt (SDB) und im Technischen Datenblatt (TDB). Beziehen Sie sich primär auf das SDB zu den Themen Sicherheit und Handhabung von Formlabs Materialien.
Vergleich mit anderen Materialien

Tough 1500 Resin hat Materialeigenschaften, die zwischen Durable Resin und Tough 2000 Resin liegen, was es zu einem widerstandsfähigen, robusten und vielseitigen Material macht.
In der folgenden Tabelle finden Sie einen Vergleich der relevanten Materialeigenschaften:
| Durable Resin V2, nachgehärtet (60 °C) | Tough 1500 Resin, nachgehärtet (70 °C) | Tough 2000 Resin, nachgehärtet (80 °C) | |
|---|---|---|---|
| Ultimative Zugfestigkeit (MPa) | 31,8 | 33 | 46 |
| Zugmodul (GPa) | 1,26 | 1,50 | 2,20 |
| Bruchdehnung (%) | 49,0 | 51,0 | 48,0 |
| Biegemodul (GPa) | 0,82 | 1,40 | 1,90 |
| Izod-Schlagzähigkeit (J/m) | 109 | 67 | 40 |
| HDT @ 1,8 MPa (°C) | -- | 45 | 53 |
| HDT @ 0,45 MP (°C) | 43,3 | 52,0 | 63 |
Weitere Informationen über die Leistungseigenschaften der Formlabs-Kunstharze finden Sie in der Bibliothek der Datenblätter zu den Materialeigenschaften.
Erforderliches Zubehör
Drucken mit Tough 1500 Resin
Hinweis:
Überprüfen Sie zur Vermeidung von Schäden am Gerät die Kompatibilitätstabelle für Harztanks unter Verwendung des richtigen Materials, damit Sie einen für dieses Material kompatiblen Harztank verwenden.
Installieren oder aktualisieren Sie PreForm und richten Sie dann den nächsten Druckauftrag ein.
So bereiten Sie in PreForm ein Modell für den Druck vor:
Hinweis:
Verwenden Sie beim Druck mit Tough 1500 Resin immer Stützstrukturen. Drucken Sie Ihre Teile nicht direkt auf der Konstruktionsplattform.
PreForm hat zwei Einstellungen für Tough 1500 Resin: 50 Mikrometer und 100 Mikrometer. Weitere Informationen zu den verfügbaren Einstellungen und der Kompatibilität finden Sie im Supportartikel Das richtige Material wählen.
Fertigstellung
Der Form Wash bewegt das Lösungsmittelbad und entnimmt die Teile nach der vorgegebenen Zeit. Waschen Sie die Teile gemäß den Einstellungen im Supportartikel Zeiteinstellungen beim Form Wash. Achten Sie besonders auf Informationen zu den mechanischen Eigenschaften oder den Anforderungen an die Biokompatibilität.
Hinweis:
Wenn Druckteile aus Tough 1500 Resin für den Hautkontakt verwendet werden, waschen Sie die Teile 20 Minuten lang in einer Form Wash mit IPA ≥99 %, um die Biokompatibilitätsanforderungen zu erfüllen.
Wenn das Modell hohl ist oder interne Kanäle hat, stellen Sie sicher, dass das flüssige Harz gründlich aus diesen Bereichen gespült wird. Lassen Sie die Teile vor dem Nachhärten vollständig trocknen.
Nachhärtungsanforderungen
Tough 1500 Resin muss nachgehärtet werden, um seine optimalen mechanischen Eigenschaften zu entfalten. Lassen Sie die mit Tough 1500 Resin gedruckten Teile auf Stützstrukturen aushärten, um ein Verziehen und andere Deformierungen zu vermeiden.
Empfehlungen für die Nachhärtung finden Sie im Supportartikel Zeit- und Temperatureinstellungen beim Form Cure.