
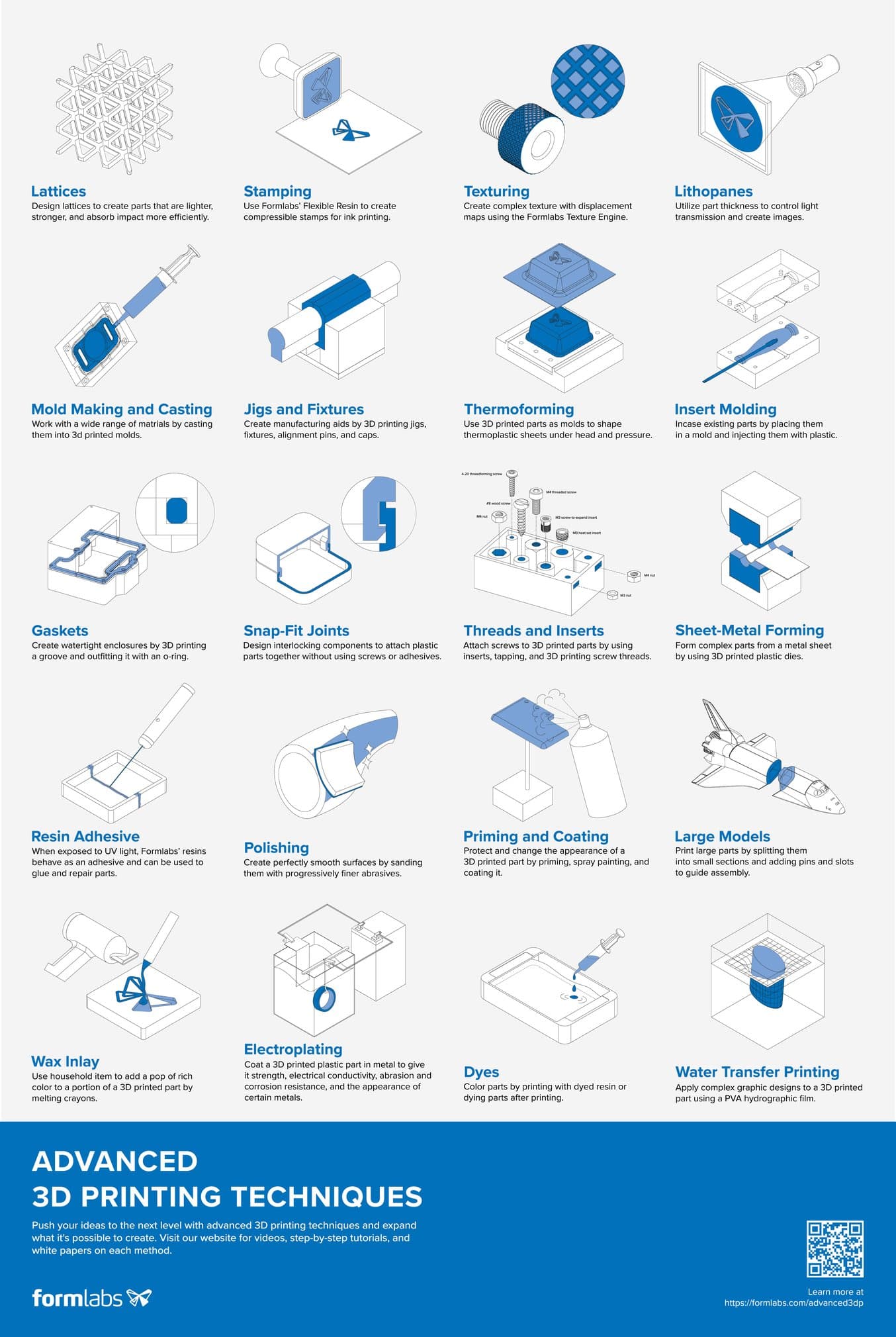
3Dプリントは強力なツールですが、Formlabsの光造形3Dプリンタなら、誰でも簡単にプリントを始められます。3Dプリント工程に高度な技術を取り入れることで製作の可能性が大きく広がり、仕上げや組み立て、製造工程に至るまで、3Dプリント製の金型、電解めっき、表面のテクスチャリング、フィッティング、最大造形サイズを超える大型パーツの造形など、さまざまな応用が可能になります。
CADと3Dモデリング
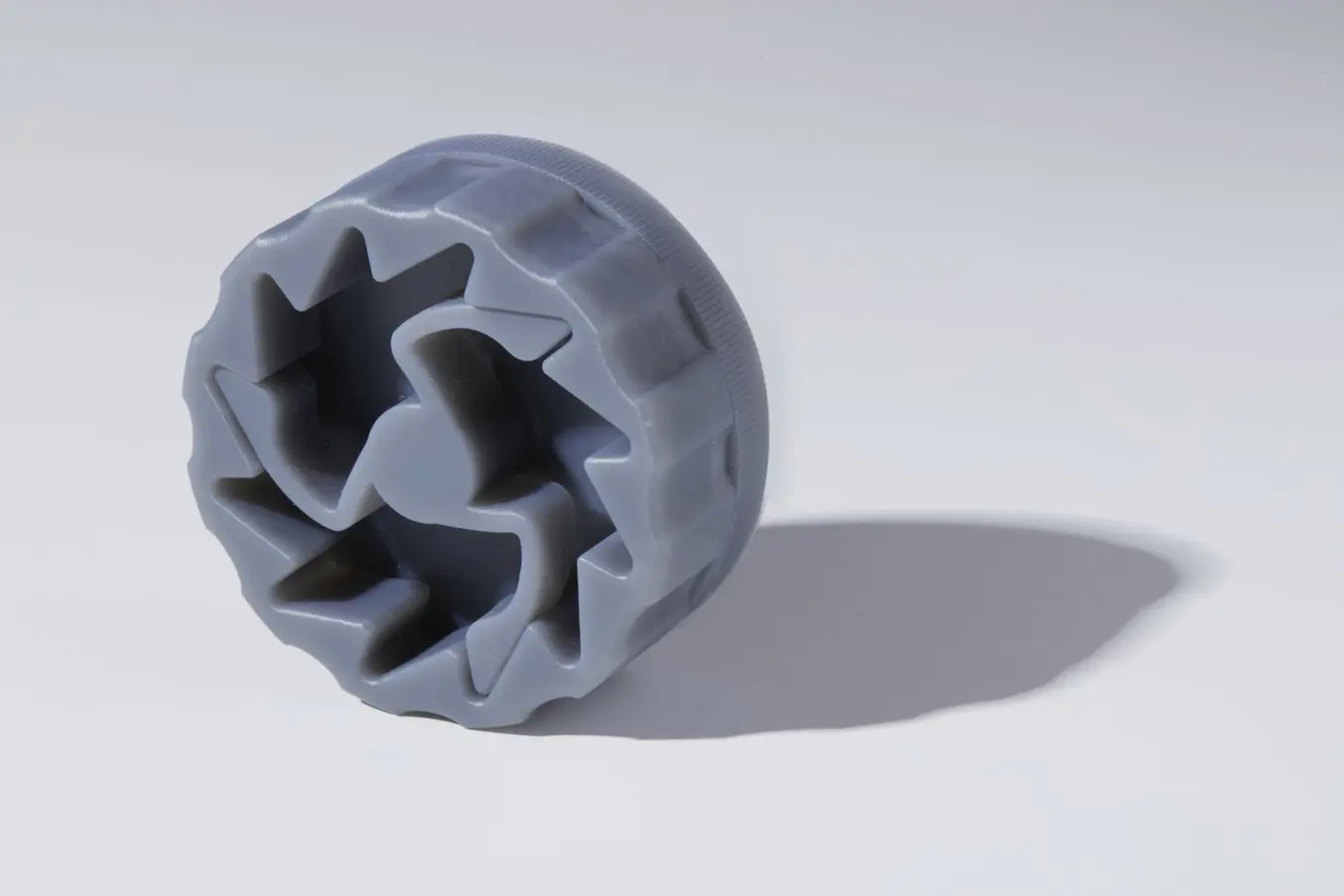
スナップフィット式ジョイント

このプラスチック製電子機器ケースはFormlabsの光造形3Dプリンタで造形。
ネジや接着剤を使わずにプラスチック部品を固定できるスナップフィット部品には、実に多彩な形状があります。スナップフィットは、カスタムエンクロージャの設計時に造形品同士をかみ合わせて固定するための方法としてよく採用されます。
詳しくは、スナップフィット式エンクロージャの設計から3Dプリントまでを解説した手順ガイドをご覧ください。
大型モデル
コンパクトなデスクトップサイズ 3Dプリンタの実力を判断する際は、最大造形サイズにとらわれない考え方が必要です。大型パーツは小さなセクションに分割してプリントし、組み立てがしやすいようにピンやスロットを追加することも可能です。機能的な使用が想定されない部分には接着剤などの使用も有効です。
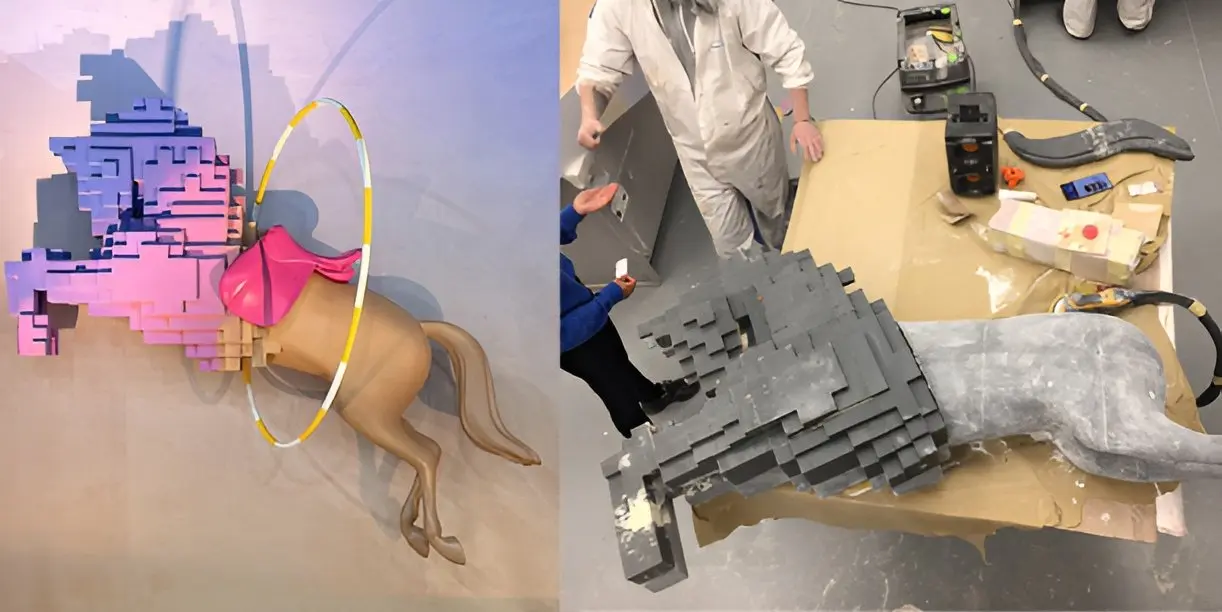
Formlabs Formシリーズ3Dプリンタの高精度造形により、Harlequinは小さな部品を組み合わせて実物大モデルを簡単に製作。
詳しくは大型モデルの組み立てガイド、そして世界の有名企業向けに大型3Dプリントモデルを製作するビジュアルマーチャンダイジング企業 Harlequin Designのケーススタディをご覧ください。
ラティス構造

3Dプリント製のラティス構造を採用したNew Balanceの2種類のシューズは、従来製法のパーツより少ない材料・軽量で衝撃を吸収しエネルギーを返す。
ラティス構造は、3Dプリント製のパーツにはよく見られる形状です。穴やスロット、貫通路など多数のネガティブフィーチャーを、サイズや角度を問わずシンプルかつコスト効率よく生成できるためです。これらネガティブフィーチャーによって必要な材料量の削減や造形時間の短縮を叶えながら、構造強度と部品性能を維持・向上できます。
柔軟材や半剛性材にラティス構造を用いると、多方向からの応力・ひずみを吸収する能力が高まり、必要な部分には必要な柔軟性を、他の部分には圧縮やたわみに耐える強度を付与できます。
詳細は、New Balanceのケーススタディをご覧ください。
フレクシャ
コンプライアントメカニズムとしても知られるフレクシャには、弾性体の変形によって力や動きを生み出すリビングヒンジなどの柔軟機構が含まれます。コンプライアントメカニズムを活用することで、高精度かつ低ヒステリシスのメカニズムを実現できます。
このコンプライアントメカニズムはTough 1500レジンで造形したもの。
3Dプリント製のコンプライアントメカニズムを実際にお手に取って確認したい場合は、PU Rigid 650レジンの無料サンプルをお申し込みください。
ガスケット

Silicone 40AレジンでプリントしたDorman Productsのカスタムガスケット。
カスタム部品や少量製作で作る水密部品、ガスタイト(空気の漏れない)部品は、海洋研究や水中ロボット工学、持続可能な技術工学、石油・ガス産業、防衛産業など、さまざまな業界で必要とされています。溝を3DプリントしてOリングを装着すれば、水密エンクロージャを製作できます。
こちらの技術資料では、水密エンクロージャの3Dプリントについて、耐圧試験の結果やOリングの選定方法などもあわせてご確認いただけます。
アセンブリ
ねじ山とヘリサート
3Dプリント製の部品を使って高強度かつ機能的なアセンブリを構築する最適な手法を把握しておくと、時間もコストも大幅に削減できます。ねじ、ボルト、ねじ山は、機械部品の組み立てや位置合わせ、動力伝達に広く用いられる一般的な手段です。ヘリサートやタップ、そして3Dプリント製のねじ山を使って、3Dプリント製部品にねじを取り付けます。
ねじ山を3Dプリントする方法や、3Dプリント製部品にねじ山付きヘリサートを追加する方法については、こちらの記事をお読みください。
レジンによる接着
Formlabsのレジンは、UVライトを照射すると接着剤のような働きをします。シリンジなどを使って接着したい部分にレジンを塗布した後、波長405nmのレーザーペンやポインターでUV光を照射すれば、数秒で穴を補修したり部品同士を接着したりできます。Formlabsレジンの特性上、この方法を行うには波長405nmのレーザーペンまたはポインターが必要です。
レジンによる接着の詳細については、Formlabsフォーラムをご覧ください。
製造技術
治具や固定具

治具、固定具、位置決めピン、キャップを3Dプリントし、製造補助用の治具を製作可能。
シートメタル成形
3Dプリント製のプラスチックダイを使い、板金(メタルシート)から複雑形状の部品を成形します。その強度や剛性、そして長期間使用できる耐久性により、金属部品は電化製品から建築資材、自動車のボディパネルに至るまで、様々な用途で使用されます。板金加工には従来、金属を切削加工して作るダイが必要で、多くの場合は外部の受託メーカーに製作が委託されています。Formlabs光造形3Dプリンタを用いることで、板金加工用のプラスチックダイを社内で造形し、時間とコストを大幅に削減できます。
型製作と鋳造
シリコンや熱可塑性プラスチックなどの多様な材料を、3Dプリント製の成形型(二つ割の射出成形型、オーバモールド、圧縮成形型、エッグシェルモールド)に射出・注入して成形できます。これらの成形方法は、試作品・ベータ品の少ロット量産、カスタムメイドの実製品の生産に用いられることがあります。
インサート成形
インサート成形は射出成形の一種で、既存部品を成形型にセットし、その周囲にプラスチックを射出して成形する方法です。インサート成形は、金属部品の周りにプラスチックの層を追加する際によく用いられます。例としては、金属製ドライバーにプラスチック製ハンドルを取り付ける場合などです。また、断熱パイプや配線などの製造、あるいは電子部品をプラスチックに埋め込む際にもインサート成形が用いられます。

インサート成形にも3Dプリント製の成形型を活用可能。
インサート成形の概要と応用法をこちらのガイドでご紹介しているほか、3件のケーススタディをまとめた技術資料もダウンロードいただけます。
熱成形
3Dプリント製の型を用いて、熱・圧力化で熱可塑性のシートを成形することもできます。3Dプリント製の熱成形型はベンチトップサイズのマシンと工業用マシンのどちらでも使用でき、機能確認用試作や部品のパイロット生産、実製品のカスタムまたは少量生産を、効率的かつ低コストで行うことできます。歯列矯正器具から梱包資材まで、熱成形は汎用性の高い製造法です。
詳細は各種ガイド、リソース、ケーススタディをご覧いただくか、技術資料をダウンロードしてご確認ください。
スタンピング

Flexibleレジンで3Dプリントしたカスタムスタンプ。
Formlabs Flexible 80Aレジンを使えば、押印可能なインク式スタンプを製作できます。こちらのガイドでは、7つの簡単な手順でカスタムスタンプを製作する方法をご紹介します。
リトファン
リトファンは、当たる光の強さや質によって見え方が変化する立体画像です。薄い部分は光を多く透過することで明るく見え、厚い部分は暗く見えます。各部の厚みを調整して光の透過率を制御することで、光造形3Dプリントでこのような画像を製作できます。

リトファンを光にかざしたり、LEDバックライトで照らすと画像が浮かび上がる。
無料のリトファンジェネレーターの使い方ガイドや、上級ツール・技術のチュートリアルをぜひご覧ください。
後処理
染色

染色は、診断・教育用の解剖モデルなどをはじめとする3Dプリント製パーツに色を付ける方法の一つ。
着色レジンで造形するか、造形後に部品を染めることで着色できます。SLA光造形方式は精度の高さで知られていますが、FDM(熱溶解積層法)などの他の3Dプリント方式に比べてカラープリントの選択肢は限られます。Formlabs光造形3Dプリンタなら、Color Kitを使って簡単に単色プリントが可能です。その他の着色方法として、着色レジンでの造形、造形後の染色、アクリル塗装、中空部品への着色などがあります。各方法の最適な用途と使用方法については、こちらのガイドをご覧ください。
香り付け

エイプリルフールのジョークから始まった企画が現実に。この3Dプリント製イチゴは本当にイチゴの香りがする。
レジンにフレグランスオイルを混ぜてから造形することで、香り付きのパーツを製作できます。詳しいレシピと手順はガイドをご覧ください。
電解めっき

SLA光造形方式の造形品は表面が滑らかできめ細かく、電解めっきに最適。
電解めっきを活用することで、特定の金属が持つ強度、導電性、耐摩耗性、耐腐食性、外観を、3Dプリント製のプラスチックパーツなど異なる材料による独自のメリットを持つ部品に付与することができます。
SLA光造形方式3Dプリントは、非常に滑らかな表面や繊細な質感の表面を持ったパーツを造形できるため、プラスチックと金属という2つの材料の移動がスムーズになり、電解めっきに向いています。また、水密性のあるパーツも製作が可能なため、電解めっきプロセスで必要な電解槽に浸してもパーツが損傷することがありません
電解めっきの詳細についてはこちらの記事をご覧いただき、SLA光造形品の電解めっき活用戦略と使用例については技術資料をダウンロードしてご確認ください。
研磨
段階的に細かくなる研磨剤で表面を削ることで、完全に滑らかな表面品質を得られます。ペンサンダーは平面や緩やかな曲面に対しても均一な仕上げを施せます。研磨/ポリッシュ/バフビット付きのロータリーツールでは、SLA光造形品に光沢ある鏡面仕上げを施すことができます。平面や緩やかな曲面にはペンサンダーも有効です。
経験豊富なエンジニアとお客様の声をもとに、労働時間と造形単価を削減しながら表面品質を向上させ、滑らかな平面やエッジにより全体の外観を高める厳選された3Dプリント仕上げツールを開発しました。
プライミング、塗装、コーティング
プライミング、スプレー塗装、コーティングにより、3Dプリント部品を保護しながら外観をカスタマイズできます。
塗装の第一歩は、サンディングで表面を滑らかに整えることです。表面が整ったら、プライマーを塗布して塗料が密着しやすい均一な下地を作ります。塗装と研磨の後にクリアコートを施すことで、部品を保護できます。
必要な材料一覧と詳細な手順については、こちらのガイドをご覧ください。
テクスチャ
Formlabs Texture Engineを使い、ディスプレイスメントマップで複雑な表面テクスチャを生成できます。Texture Engineは、3Dプリント可能なモデルにテクスチャを適用するために開発された無料かつ軽量のウェブアプリケーションです。多くのプラスチック部品では、表面にテクスチャやパターン(模様)を加えることで質感向上や用途最適化が行われています。従来は二次加工で行われますが、3Dプリントならプリントデータに直接テクスチャやパターンを適用できます。
水転写プリント
ハイドログラフィックスとも呼ばれる水転写プリントでは、PVA製フィルムを用いて3Dプリント部品に複雑なグラフィックを転写します。水中転写プリントは、視覚的なパターンを追加して製品をカスタマイズしたい時によく用いられます。水面に浮かぶ部分的に溶解したカラーフィルムに対象物を浸すと、フィルムが対象物を包み込み、グラフィックが表面へ転写されます。複合的な曲面を持つオブジェクトは、他の方法ではグラフィックの着色が困難です。
3Dモデルは画像テクスチャでデザインされることが多く、「UVマップ」を使ってモデル全体に貼り付けることができます。修正したUVマップを転写フィルムに印刷し、3Dプリント品の表面に拡散テクスチャを施します。通常の模様が繰り返されるハイドログラフィックスと異なり、UVテクスチャはモデル上で正確な位置合わせが必要です。そのため、フィルムがモデルを包み込む挙動をシミュレートし、予測する方法が求められます。
コンピュータハイドログラフィックスでフルカラーのパターンを適用する方法については、こちらのガイドをご覧ください。
3Dプリントの進化
Formlabs光造形3Dプリンタは、エンジニアリングや製造、歯科・医療、航空宇宙、エンターテインメントに至るまで、幅広い用途と業界で活躍します。MSLA(マスク式光造形)3Dプリンタ Form 4シリーズは、SLA光造形の次の変革として、寸法精度や表面品質を損なうことなくかつてない高速造形を実現します。直感的なワークフローと最高水準の信頼性を備えたForm 4とForm 4Lなら、手軽にプリントが可能なため、トラブル対応ではなくアイデアの実現に大切な時間をお使いいただけます。
以下からFormlabs光造形3Dプリンタの詳細をご確認ください。お客様企業の目標達成にどう3Dプリントを活用できるのかについて、3Dプリントのスペシャリストへのご相談も承っております。お気軽にご相談ください。


