

Fuseシリーズ SLSデザインガイド
SLS(粉末焼結積層造形)方式によるプリントを成功させるには、モデルをSLS 3Dプリント用に最適化することが大切です。このガイドでは、Fuseシリーズプリンタで造形する際に設計上考慮すべき点や重要な寸法について解説します。
注:下記のガイドラインは、FuseシリーズプリンタでFormlabsの材料を使って3Dプリントするための一般的な参考資料となります。これらの推奨事項はほとんどの状況に適用されますが、すべての状況や材料をカバーしているわけではありません。追加情報や考慮事項については、材料別のガイドラインをご参照ください。
Fuseシリーズ SLSデザインガイド
SLS(粉末焼結積層造形)方式によるプリントを成功させるには、モデルをSLS 3Dプリント用に最適化することが大切です。このガイドでは、Fuseシリーズプリンタで造形する際に設計上考慮すべき点や重要な寸法について解説します。
注:下記のガイドラインは、FuseシリーズプリンタでFormlabsの材料を使って3Dプリントするための一般的な参考資料となります。これらの推奨事項はほとんどの状況に適用されますが、すべての状況や材料をカバーしているわけではありません。追加情報や考慮事項については、材料別のガイドラインをご参照ください。
参考寸法
この基準寸法はNylon 12パウダー用に策定されたもので、Fuseシリーズプリンタで3Dプリントする際の基本的なガイドラインとなります。材料特有の設計上の注意点と、Nylon 12パウダーの一般的な3Dプリント結果との差異については、「材料別の特性」セクションをご覧ください。
サポート無しの壁の最小厚み
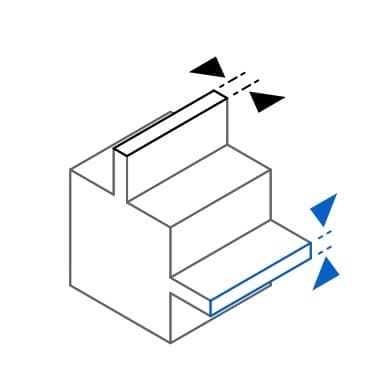
垂直壁:0.6mm / 600μm
水平壁:0.3mm / 300μm
サポート無しの壁とは、2辺以下で他の壁と接続されている壁のことを指します。サポート無しの垂直壁の厚みが 0.6mm以下、またはサポート無しの水平壁の厚みが0.3mm以下になると、プリント中に壁が反ったり、モデルから離れたりしてしまう恐れがあります。壁は薄くなるほど、強度が減ります。
サポート付きの壁の最小厚み
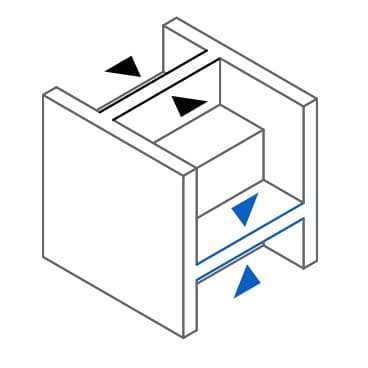
垂直壁:0.6mm / 600μm
水平壁:0.3mm / 300μm
サポート付きの壁とは、2辺以上で他の壁と接続されている壁のことを指します。サポート付きの垂直壁の厚みが0.6mm以下、またはサポート付きの水平壁の厚みが0.3mm以下になると、プリント中に壁が反ったり、モデルから離れたりしてしまう恐れがあります。壁は薄くなるほど、強度が減ります。
最小ピン/ワイヤー径
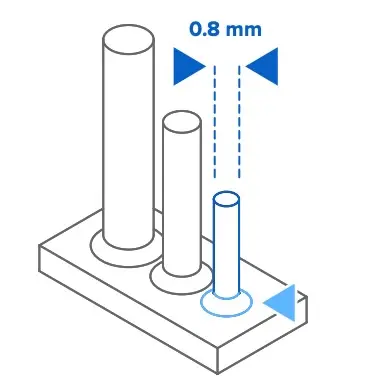
推奨:直径0.8mm / 800μm
ピンまたはワイヤーは、その長さが少なくとも幅の2倍以上あるのが特徴です。直径0.8mm未満のピンまたはワイヤーは、プリント中に変形したり折れたりすることがあります。
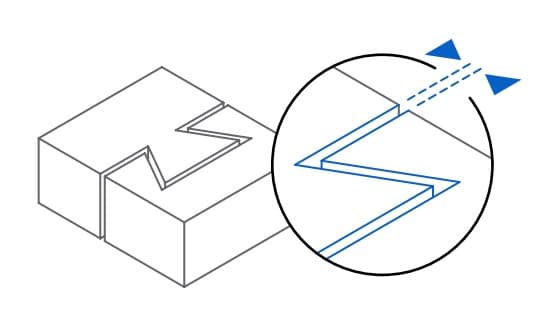
注:細いワイヤーのクリーニング
細いワイヤー付きのパーツをプリントした場合、デリケートな形状のため、パウダーケーキから取り出す時に特別な注意を払う必要があります。パーツの大部分に接するエッジ部分に切れ目を入れておくと、このリスクを軽減することができます。
アセンブリの最小公差
20mm²未満のフィーチャー:0.2mm / 200μm
20mm²以上のフィーチャー:0.4mm / 400μm
クリアランスとは、モデルの2つのパーツの間に必要な距離です(例:2つのギアの間の距離など)。組み立て用の継手や歯車など、プリント後にメッシュまたはインターフェースとして使用するモデル同士の間には僅かなスペースを設けてください。
最小クリアランスと一体型アセンブリのクリアランス
20mm²未満のフィーチャー:0.3mm / 300μm
20mm²以上のフィーチャー:0.6mm / 600μm
クリアランスとは、モデルの2つのパーツの間に必要な距離です(例:2つのギアの間の距離など)。最終的にアセンブリとして組み立てるパーツをプリントする時は、プリント中にパーツ同士が融合しないよう間にクリアランスを確保するようにしてください。
個別パーツのクリアランス
最小1.0mm / 1,000μm
推奨:5.0mm / 5,000μm
クリアランスとは、モデルの2つのパーツの間の距離のことです。別々のパーツとしてプリントし、互いに影響し合わないようにすべきパーツ同士の間には、最低 5mm のクリアランスを開けてください。近接パーツの熱によるたわみの影響を最低限に抑えることができます。
穴の最小直径
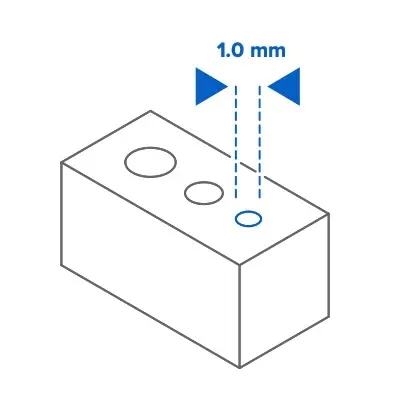
推奨:0.1mm / 100μm
X、Y、Z軸で直径が0.1mm未満の穴はプリント中に閉じてしまうことがあります。穴のプリント精度は、穴の直径の大きさだけでなく、その穴がある壁の厚さによっても変わります。壁が厚ければ厚いほど、穴の精度は落ちます。貫通穴は、プリントした材料がすべて後処理段階で適切に処理されるための見通しクリアランスを確保する必要があります。
ヒント:同心円状の穴を正確に開けるには、設計段階で小さなパイロット穴を設けておき造形後にリーマーを使って目的の直径まで穴を広げてください。
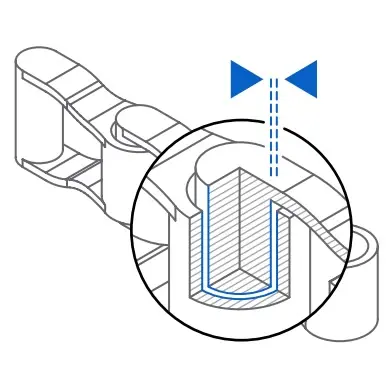
水抜き穴の最小直径
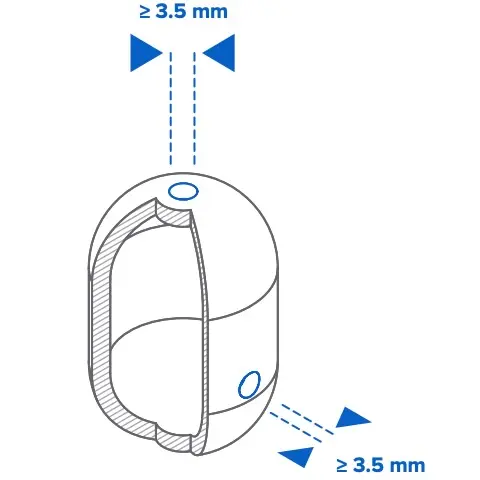
推奨:直径3.5mm / 3,500μm
内部にキャビティがある場合、適切な大きさの水抜き穴を設けないと、未焼結パウダーがキャビティ内に溜まってしまいます。最良の結果を得るためには、空洞部を設計する際に、直径3.5mm以上のドレインホールを少なくとも2つ設ける必要があります。
ヒント:水抜き穴のサイズや数を増やすと、内部のキャビティから未焼結パウダーを排出しやすくなります。内面を綺麗な状態に保つには、クリーニングツールで容易にアクセスできるような設計にします。
最小凸面のディテール
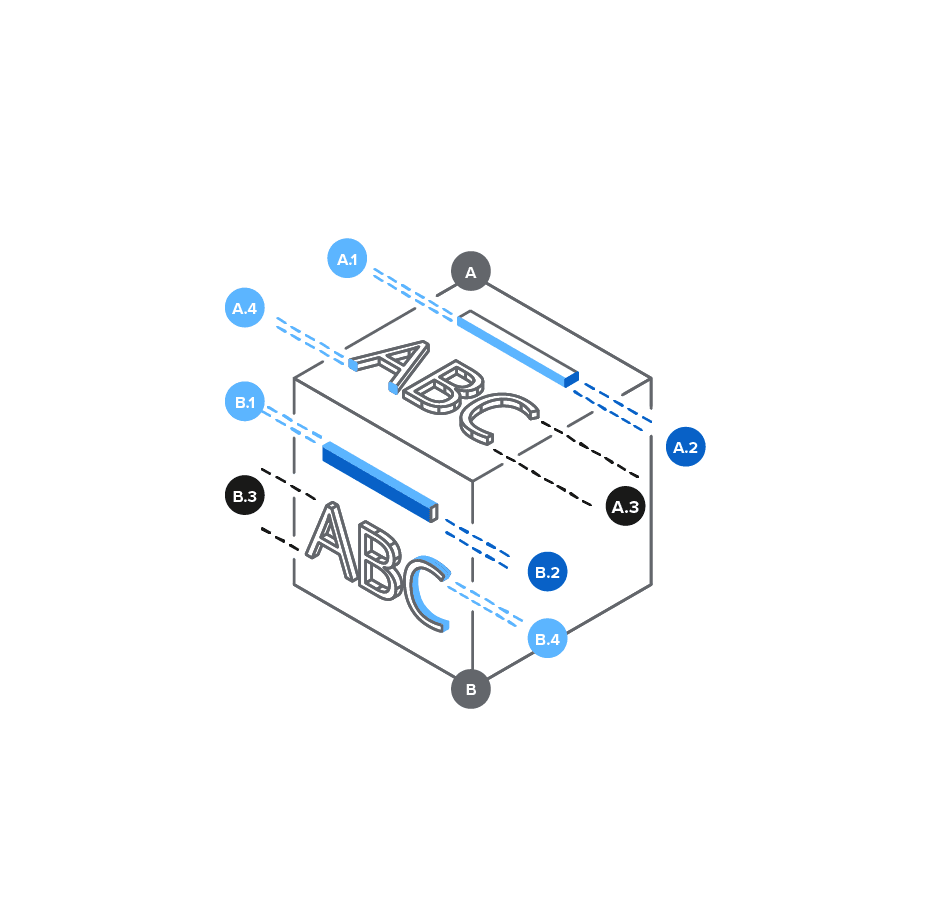
A. 水平面:
A.1 深さ:0.15mm / 150μm
A.2 幅:0.35mm / 350μm
A.3 文字の高さ:4.5mm / 4,500μm
A.4 文字の深さ:0.3mm / 300μm
B. 垂直面:
B.1 深さ:0.35mm / 350μm
B.2 幅:0.4mm / 400μm
B.3 文字の高さ:4.5mm / 4,500μm
B.4 文字の深さ:0.3mm / 300μm
エンボス加工とは、モデル表面に文字などを浮き彫りにして加工する浅い隆起のことです。小さな凸面の特徴は、仕上げたパーツにハッキリ見える形で現れない場合があります。エンボス形状のテキストを最適な状態で仕上げるために、可能な限り太字のフォントを使用してください。
表現可能な最小デボス加工
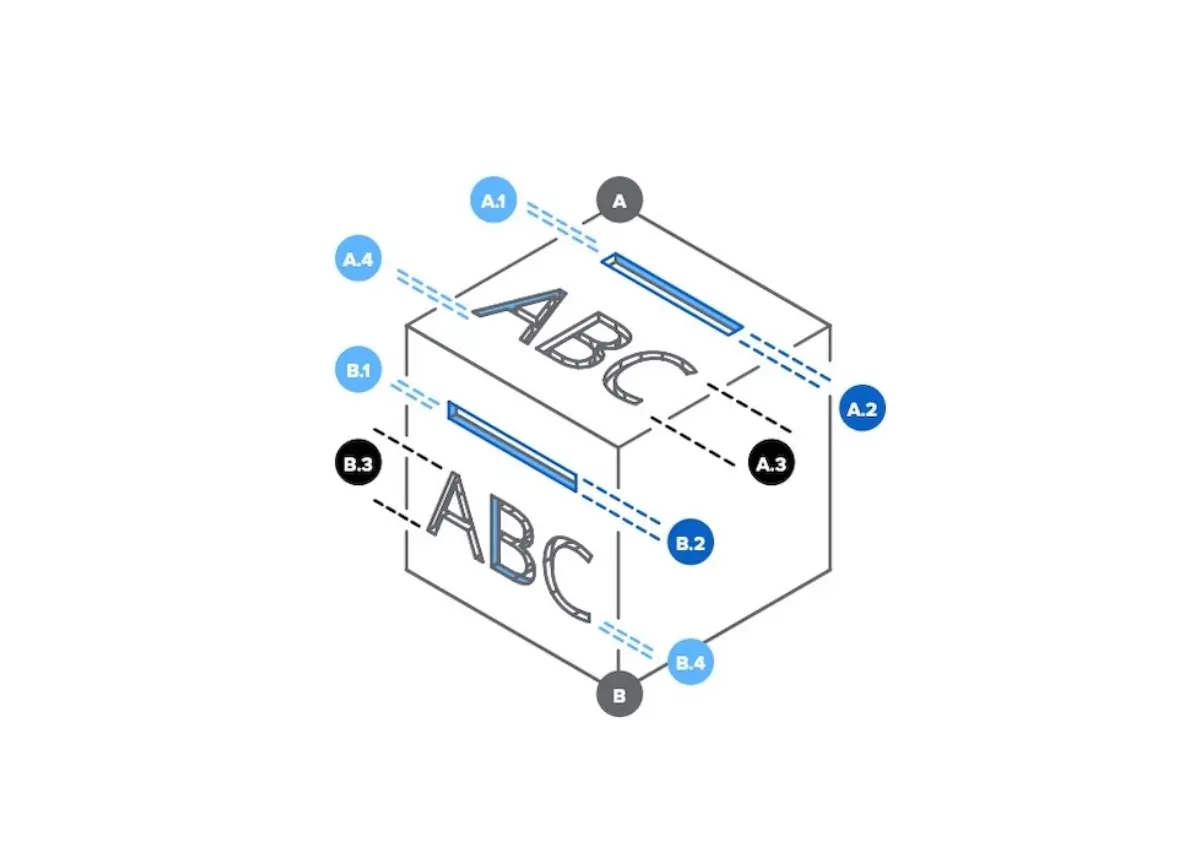
A. 水平面:
A.1 深さ:0.1mm / 100μm
A.2 幅:0.3mm / 300μm
A.3 文字の高さ:3.0mm / 3,000μm
A.4 文字の深さ:0.3mm / 300μm
B. 垂直面:
B.1 深さ:0.15mm / 150μm
B.2 幅:0.35mm / 350μm
B.3 文字の高さ:3.0mm / 3,000μm
B.4 文字の深さ:0.3mm / 300μm
デボス加工とは、モデル表面に刻印などの窪みをつけて加工する形状のことです。小さな凹面の特徴は、仕上げたパーツにハッキリ見える形で現れない場合があります。デボス加工のテキストを最適な状態で仕上げるために、可能な限り太字のフォントを使用してください。

3Dプリントを始める
Formlabsの使いやすく包括的なエコシステムは、3Dプリントを始めやすい設計です。Formlabsの3Dプリンタと材料をご覧になり、お客様のニーズに合ったものを見つけてください。
プリントを成功させるための設計
SLS方式3Dプリントは、造形中に未焼結のパウダーが造形品を支えるため、専用のサポート材が不要です。どの製造方法でも同じですが、3Dプリントの成功と最適な結果を実現するために、設計時にモデルを最適化する方法があります。ここで紹介する推奨事項は、必要な材料とプリント時間を削減しながら、プリントの成功率を高めるのに役立ちます。
壁の厚みを均一にする
推奨:直径3.5mm / 3,500μm
内部にキャビティがある場合、適切な大きさの水抜き穴を設けないと、未焼結パウダーがキャビティ内に溜まってしまいます。最良の結果を得るためには、空洞部を設計する際に、直径3.5mm以上のドレインホールを少なくとも2つ設ける必要があります。
ヒント:水抜き穴のサイズや数を増やすと、内部のキャビティから未焼結パウダーを排出しやすくなります。内面を綺麗な状態に保つには、クリーニングツールで容易にアクセスできるような設計にします。
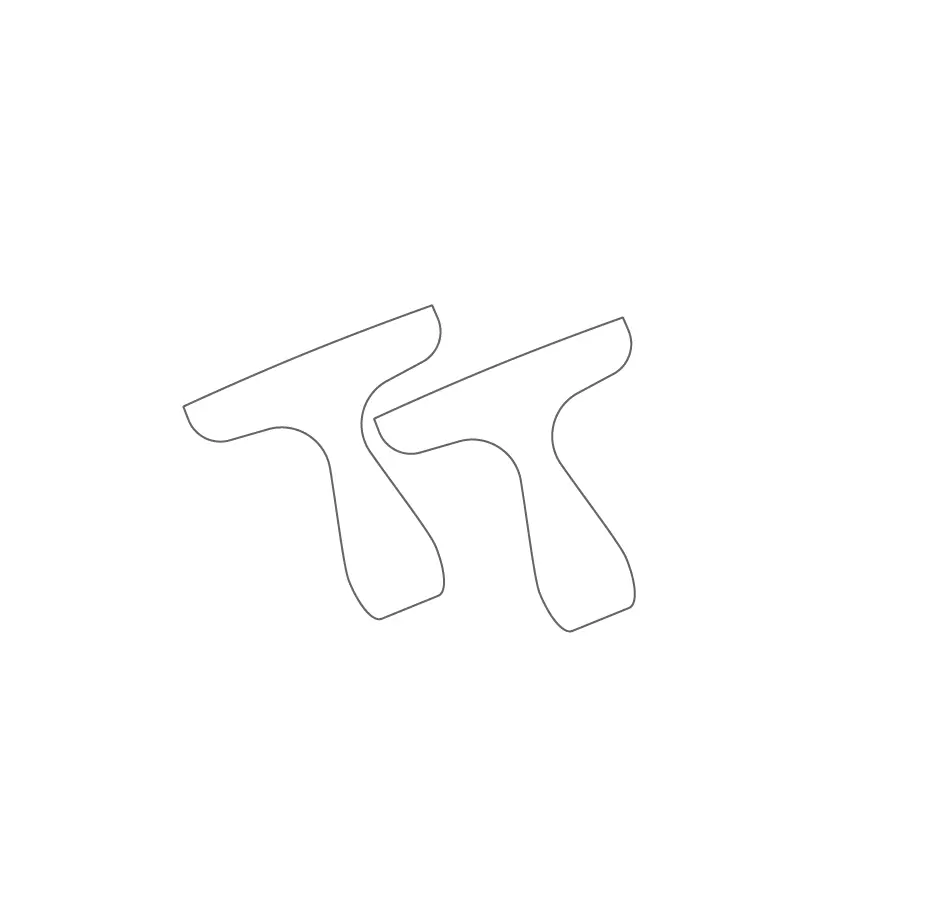
応力集中を減らす
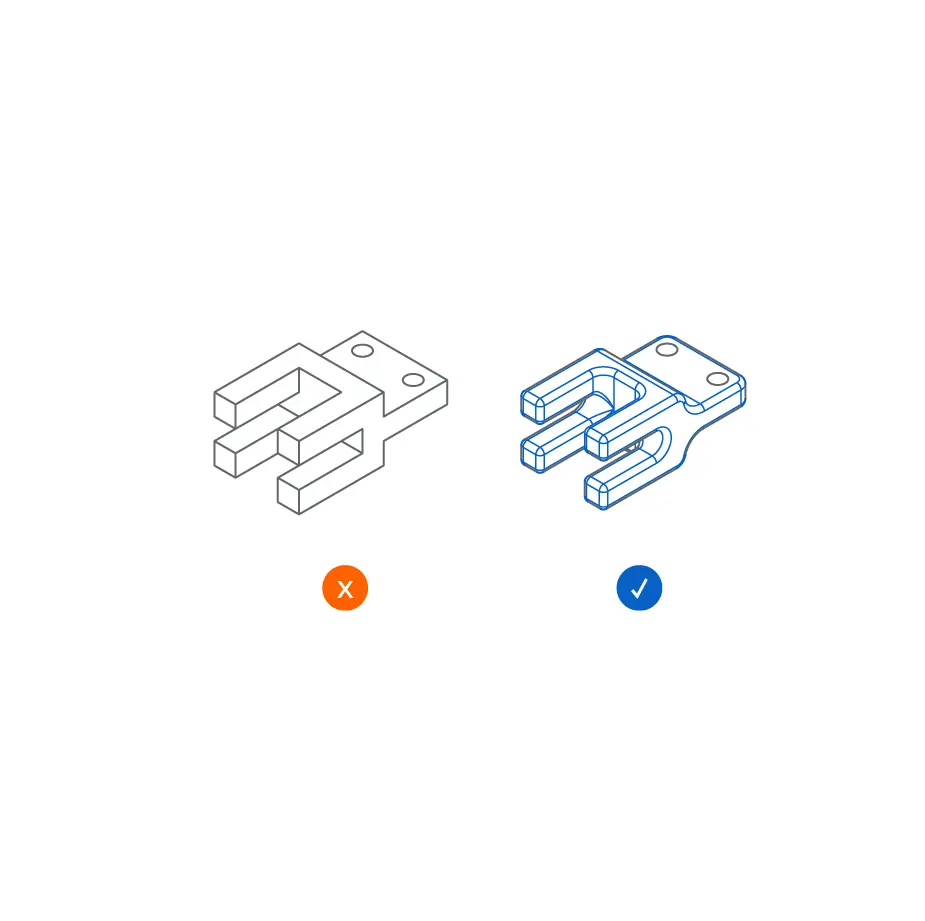
厚みのあるベースから薄く突出した部分がある形状などの場合、断面の形状が急激に変化する箇所に応力が集中しやすくなります。このような応力の集中を減らすには、エッジの形が徐々に変化するような形状に設計してください。
アスペクト比を調整する
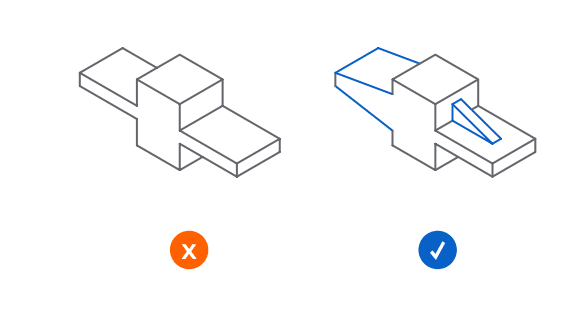
アスペクト比の高いモデルは、たわみが発生しやすくなります。リブやドラフトなどの形状を持たせると、カンチレバーやワイヤーなどの薄く突出した箇所がたわむリスクを軽減できます。
ラティス構造の設計
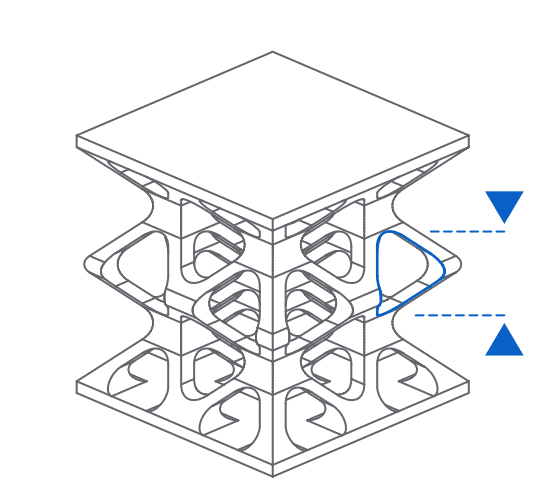
ラティス構造を設計する際は、造形後に余分なパウダーを格子状の部分から取り除く必要があります。Fuse Siftでパウダーを簡単に除去できるようラティス間の隙間は8mm以上にし、完璧に密閉されていない箇所をキープすることでパウダーが中に閉じ込められないようにします。
ハードウェアを設計に組み込む
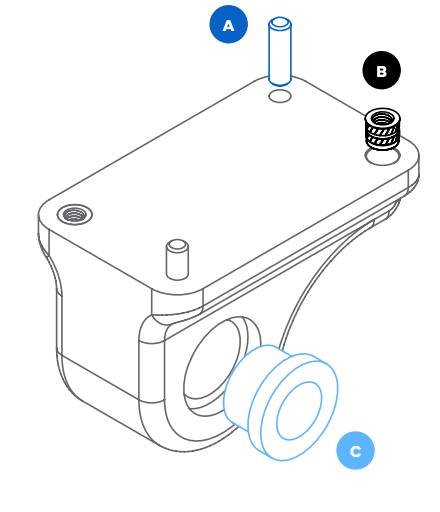
プリント後の造形品にハードウェアを組み込む必要がある場合は、その箇所を確認してください。例:
- 位置決めを正確に行うためのダウエルピン
- 耐久性に優れたねじ式のヒートヘリサート
- シャフトやレールを通す同心円状のブッシング
確信が持てない時は、まずテストプリントをお試しください。
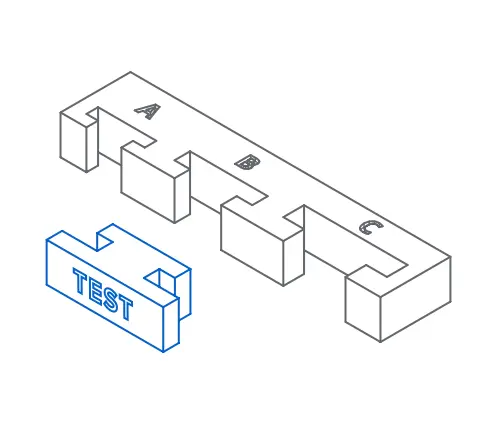
手元の設計でプリントが成功するかどうか確信が持てない場合は、気になる部分の形状の縮小版をテストプリントすることをお勧めします。形状を分離し、実際に製作予定の製品と同じ角度でテスト品をプリントすることで、設計の成否を予測することができます。
注:大型のモデルをプリントする前に、寸法の異なる複数のテスト品(厳しい公差から始め、0.1mmずつ増やしたもの)をまとめてプリントし、それぞれのフィット感を確認する方法もあります。
モデルの方向付けとビルドチャンバー内のパッキング
Fuseシリーズのビルドチャンバー内のモデルの配置も、プリントの成功率に影響することがあります。モデルを配置する際に考慮すべき注意点は以下のとおりです。
モデル同士の距離
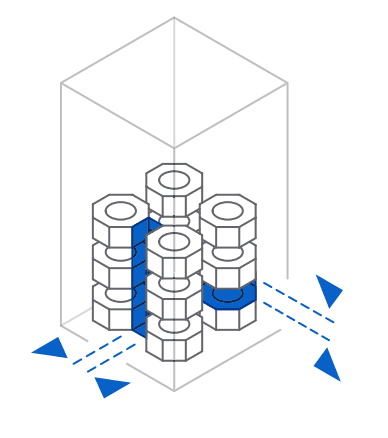
ビルドチャンバー内にモデルを配置する際、高品質な結果を得るためには、モデル同士の間隔を最低5mm開けてください。チャンバー内でモデルを分散させると、熱がこもりにくくなります。
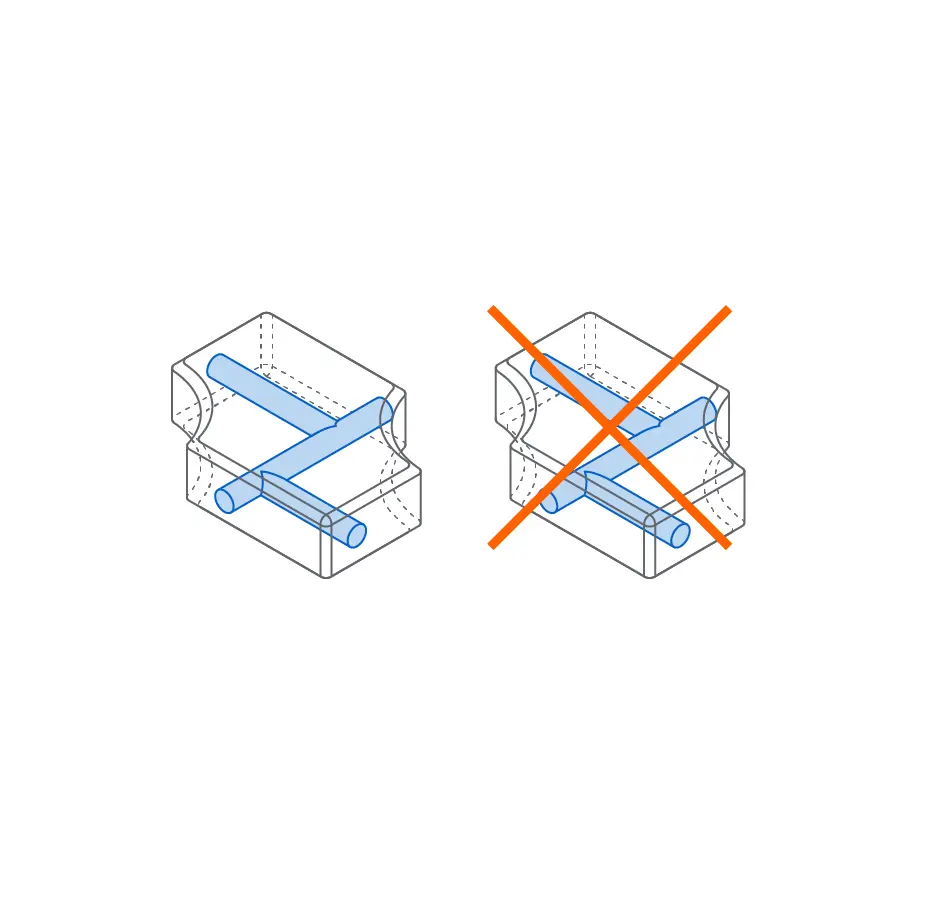
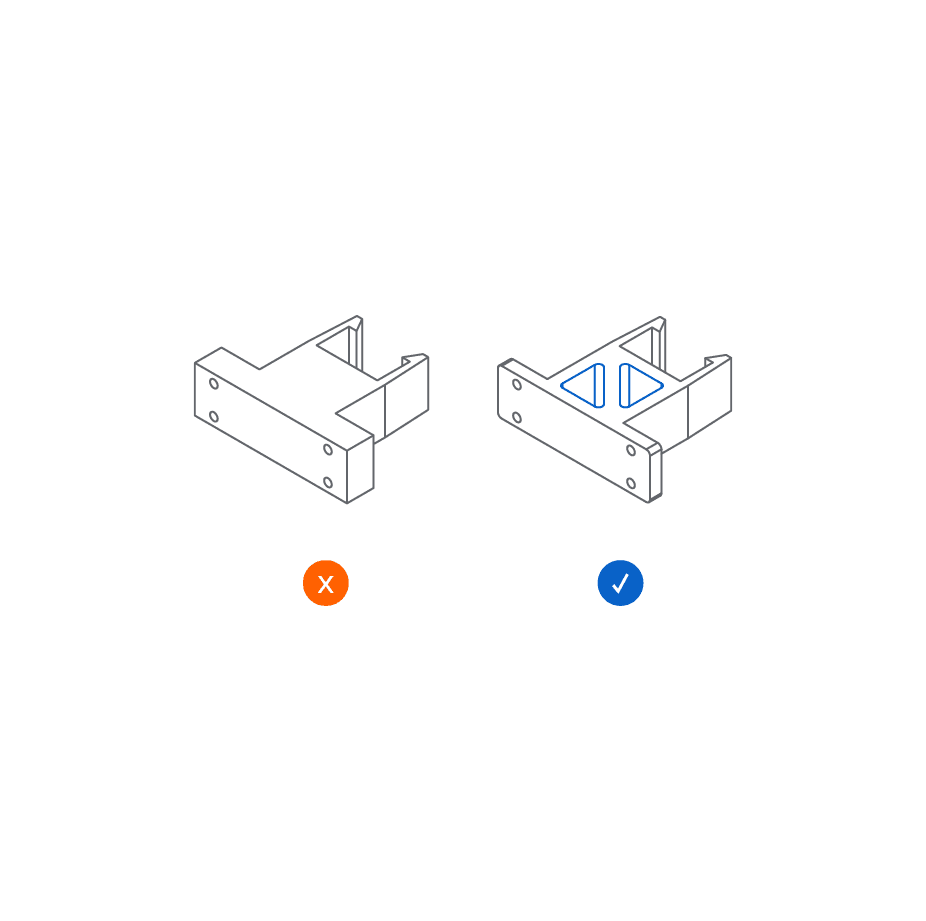
嵌め合い部品
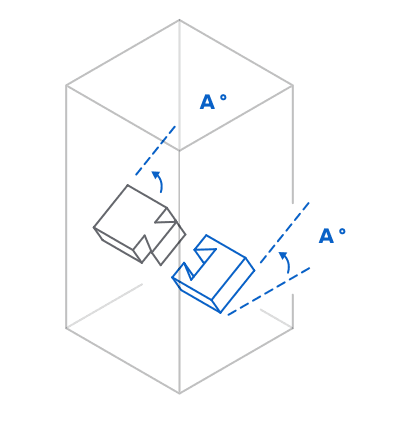
嵌め合い部品として設計する場合は、造形品同士が上手く噛み合うよう、3Dプリント時に嵌合部が同じ方向を向くように配慮する必要があります。
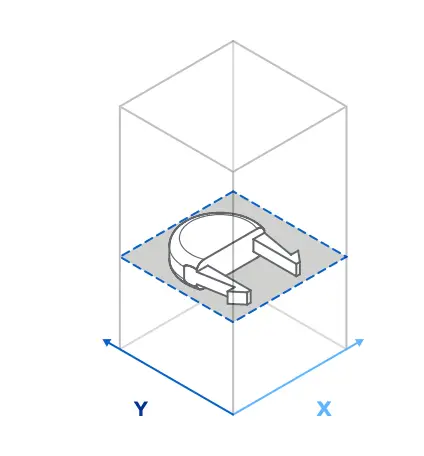
高アスペクト比の部品
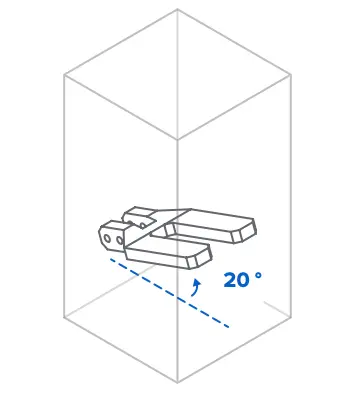
幅が広く比較的平らな高アスペクト比の部品は、たわみを最小限に抑えるため、20度程度のわずかな角度でプリントする必要があります。
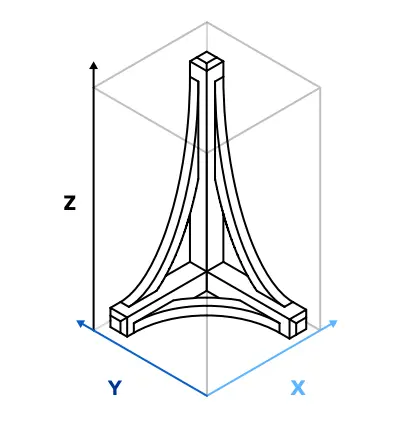
曲線形状
推奨:直径3.5mm / 3,500μm
内部にキャビティがある場合、適切な大きさの水抜き穴を設けないと、未焼結パウダーがキャビティ内に溜まってしまいます。最良の結果を得るためには、空洞部を設計する際に、直径3.5mm以上のドレインホールを少なくとも2つ設ける必要があります。
ヒント:水抜き穴のサイズや数を増やすと、内部のキャビティから未焼結パウダーを排出しやすくなります。内面を綺麗な状態に保つには、クリーニングツールで容易にアクセスできるような設計にします。
寸法精度
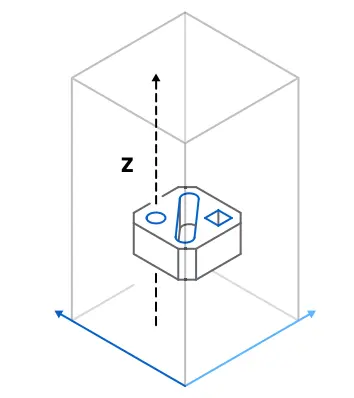
穴やピンなどの形状は、軸がZ方向を向いていると最も正確にプリントできます。可能であれば、チャンバー内で垂直になるように配置してください。
表面品質
丸みを帯びた面や輪郭など、表面を滑らかに仕上げたい場合は、その表面を下向きにしてプリントしてください。一方、シャープな仕上がりにしたい箇所は上向きにしてください。
最大造形サイズとパッキング密度
最大造形サイズとは、Fuse 1シリーズプリンタでプリント可能な最大造形容積のことです。最大造形サイズ内であればパッキング密度には物理的な制約がないため、最大造形サイズいっぱいまでプリントが可能です。造形のサイズを最大化し、無駄になるパウダーを最小限に抑えます。最大造形サイズは材料によって若干変動する場合があります。詳細は以下のセクションをご確認ください。
材料別の特性
Fuseシリーズのプリンタでより優れたプリント結果を得るためには、使用する材料の特性を考慮することが重要です。Fuseシリーズのプリンタで様々なパウダーを使ってアディティブマニュファクチャリングを行うにあたり、ユーザーが設計を最適化するのに役立つガイドラインを以下にご紹介します。
最大造形サイズ
材料によって熱膨張率が異なるため、Fuseシリーズのプリンタで造形可能な最大造形サイズは材料によって異なります。各材料の最大造形サイズは下表を参照してください。
| 材料 | 最大サイズ |
| Nylon 12パウダー |
159.8 x 159.8 x 295.5mm |
| Nylon 12 GFパウダー |
160.1 x 160.1 x 297.3mm |
| Nylon 12 Toughパウダー |
158.8 × 158.8 × 293.5mm |
| Nylon 12 Whiteパウダー |
159.8 × 159.8 × 293.8mm |
| Nylon 11 パウダー |
158.6 x 158.6 x 294.4mm |
| Nylon 11 CFパウダー |
162.0 x 162.0 x 287.6mm |
| TPU 90Aパウダー |
152.1 x 152.1 x 294.9mm |
Nylon 12パウダーを使う場合の設計上の考慮点
Nylon 12パウダーは、バランスのとれた材料特性、プリントや後処理のしやすさ、生体適合性などが特徴の優れた万能材料です。本ガイドラインはNylon 12パウダーを想定して作成されており、本材料に関する追加の設計留意事項はありません。
Nylon 12 Toughパウダーを使う場合の設計上の考慮点
Nylon 12 Toughパウダーは、ビルドチャンバー全体で高い靱性と寸法精度を維持した状態で造形でき、強度を犠牲にすることなくたわみの少ない高耐久の部品をプリントできます。
この材料に特化した設計上の考慮点は以下のとおりです:
- モデルの位置:表面欠陥を減らすため、モデルがビルドチャンバーの中央に向くようにし、ビルドチャンバーの壁や床、特に奥の壁につかないよう離して配置してください。
- モデル同士の間隔:最高な表面品質を実現しパウダー除去の手間を最低限に抑えるために、すべてのモデルが互いから最低 5mm 離れるように配置してください。
Nylon 12 GFパウダーを使う場合の設計上の考慮点’
Nylon 12 GFパウダーは剛性と耐熱性に優れ、負荷がかかっても安定性を維持できる造形品を製作できます。生体適合性を備えているため、皮膚接触のある用途でもお使いいただけます。
この材料に特化した設計上の考慮点は以下のとおりです:
-
表面粗さ:Nylon 12パウダーでプリントした造形品に比べて、表面品質が粗くなります。滑らかな仕上げが必要な設計には、機械加工ややすりがけその他工程など追加の表面処理が必要になります。
-
脆性:ガラス強化材料のNylon 12 GFパウダーは剛性が向上しているものの、その分造形品の脆さが増します。華奢なエンボス形状を施す場合、後処理工程や実製品用部品としての使用中に破損しないよう、やや厚みを持たせた方が良い場合があります。脆性は特にレイヤー間で顕著になるので、強度が必要な形状にはできるだけXY平面に沿うように配置して造形するのが一般的です。
-
水抜き穴:Nylon 12 GFパウダーでプリントした造形品は、Nylon 12パウダーでプリントした造形品よりもSurface Armorが固くなります。そのため水抜き穴のサイズはやや大きめが適しており、ブラスタ処理を施した最終的な洗浄工程で表面を完全に洗浄できるよう、すべての表面(内側および外側)が見える設計が理想的です。
Nylon 12 Whiteパウダーを使う場合の設計上の考慮点
Nylon 12 Whiteパウダーは、Nylon 12パウダーの優れた性質と使い勝手はそのままに、ホワイトの造形品を製作できる材料です。このパウダーで作る機能確認用試作や実製品用部品はブランド戦略に合わせて容易に染色が可能なほか、鮮明なコントラストと繊細なディテールを表現した医療器具・モデルを製作できます。
この材料に特化した設計上の考慮点は以下のとおりです:
- モデルの位置:表面欠陥を減らすため、モデルがビルドチャンバーの中央に向くようにし、ビルドチャンバーの壁や床、特に奥の壁につかないよう離して配置してください。
- モデルの向き:大きな平面がある場合は、造形面に対して垂直になるように方向づけをすると、最高の品質を引き出すことができます。平らな面がビルドチャンバーの正面に向かないようにしてください。
- 積層痕:軸方向にわずかな曲面があると、造形品に積層痕ができます。
- モデル同士の間隔:最高な表面品質を実現しパウダー除去の手間を最低限に抑えるために、すべてのモデルが互いから最低 3mm 離れるように配置してください。
Nylon 11パウダーを使用する場合の設計上の考慮点
Nylon 11パウダーでプリントした造形品は、Nylon 12パウダーでプリントした造形品よりも高い延性が備わっています。衝撃や振動への耐性が高く、生体適合性用途向けに認定された材料です。
Nylon 11パウダーに特化した設計上の考慮点は以下のとおりです:
-
たわみ:Nylon 11パウダーは、XY平面で大きな断面をプリントした場合、たわみが発生しやすくなります。高アスペクト比のモデルを造形する場合は、ガイダンスに従ってたわみの影響を最小限に抑えてください。
-
クリアランス:一体型アセンブリの場合、コンポーネント間に大きめの間隔が必要になります。一体型アセンブリのコンポーネント間には少なくとも1mmの距離を設け、アセンブリの要件に最適な間隔を正確に実現するために何度か試作・検証プロセスを繰り返す必要があります。
-
繊細なフィーチャー:Nylon 11パウダーで表現可能な最小サイズは、Nylon 12パウダーの場合よりもわずかに大きく、モデルのフィーチャーの向きによっても変わります。これは、小さな窪みや突出部のある構造、薄肉構造、文字のエンボス・デボス加工など、繊細なフィーチャーの造形に影響を与える可能性があります。華奢なフィーチャーのプリントを成功させるためには、一体型またはアセンブリ型の造形品を実際にプリントする前に、目的のフィーチャーを縮小したテスト品をプリントして実現可否を確認すると良いでしょう。
Nylon 11 CFパウダーを使用する場合の設計上の考慮点
Nylon 11 CFパウダーは、剛性、耐熱性、衝撃強さ、引張強さに優れた高機能材料です。また、Nylon 11パウダーよりもたわみが発生しにくいため、大きな断面のある造形品のプリントに適しています。
-
表面粗さ: Nylon 12GFパウダーと同様、Nylon 12パウダーでプリントした造形品に比べて表面品質が粗くなります。滑らかな仕上げが必要な設計には、機械加工ややすりがけその他工程など追加の表面処理が必要になります。
-
X、Y、Z軸の異方性:炭素繊維材料の場合、X軸またはプリンタの前扉に平行で配列される傾向があるため、造形品の機械特性がX軸方向とY軸方向で異なります。他の3Dプリント品と同様、Z軸方向の機械的特性も異なり、一般的にXY方向の特性よりも低くなります。剛性と強度を最大化するために、X軸に沿うように配置します。
TPU 90Aパウダーを使用する場合の設計上の注意点
TPU 90Aパウダーは、高い引裂強さと破断伸びを持つエラストマー材料です。ショア硬度90Aを備える本材料は、ゴムのようなしっかりとした特性を持っています。ソリッド形状を格子構造に変えることで、目標とする剛性を満たしながらより柔軟性のある造形品が実現します。TPU 90Aパウダーには生体適合性があるため、皮膚接触用途にも適しています。
-
分厚い断面: 華奢なフィーチャー(小さなピン、穴、厚さ3~4cm以上のフィーチャーの上面に施すエンボス・デボス文字など)は細部まで正確に表現できない可能性があります。これは造形品に熱がこもるためで、モデルの向きを変えたり、内部を空洞にすることで改善される場合があります。
-
繊細なフィーチャー:TPU 90Aパウダーで表現可能な最小サイズは、Nylon 12パウダーの場合よりもわずかに大きく、モデルを配置する方向によっても変わります。これは、小さな窪みや突出部のある構造、薄肉構造、文字のエンボス・デボス加工など、繊細なフィーチャーの造形に影響を与える可能性があります。華奢なフィーチャーのプリントを成功させるためには、一体型またはアセンブリ型のモデルを実際にプリントする前に、目的のフィーチャーを縮小したテスト品をプリントして実現可否を確認すると良いでしょう。
-
たわみ: TPU 90Aパウダーはたわみが発生する傾向にあります。たわみは通常、造形品の底面に多く発生します。高アスペクト比のモデルを造形する場合は、ガイダンスに従ってたわみの影響を最小限に抑えてください。
-
寸法精度:造形時の配置も、造形品の寸法精度に影響を与える場合があります。寸法精度を最大限に高めるためには、モデルをビルドチャンバーの底に向かって高密度で配置してください。
-
クリアランス:一体型アセンブリの場合、コンポーネント間に大きめの間隔が必要になります。一体型アセンブリを意図した通りに確実に機能させるためには、間隔を1mm以上に設定してください。断面の厚いセクションに近づける場合は感覚を大きくし、断面の薄いセクションに近づける場合は間隔を小さめにします。
-
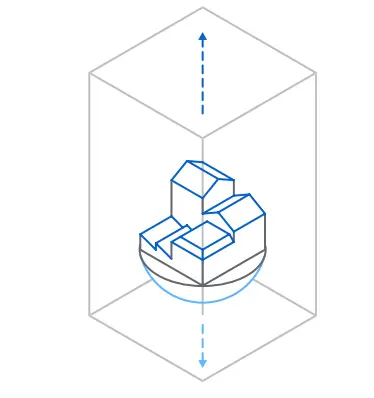
円形状の伸び率: XY平面上に軸を持つ円形状は、円形というよりも、やや卵形や楕円形に伸長する傾向があります。この影響を軽減するためには、円形状の軸がZ方向を向くように配置してください。
無償サンプルパーツをお申し込みいただくと、Formlabs材料の品質を実際にお確かめいただけます。お客様の用途に最適なソリューションについては、Formlabsまでお気軽にお問い合わせください。