Anmerkung:
Formlabs hat dieses Material aus dem Programm genommen und bietet es nicht mehr zum Kauf an. Informationen zu anderen Formlabs-Materialien finden Sie unter Auswahl des richtigen Harzes.

Anmerkung:
Formlabs hat dieses Material aus dem Programm genommen und bietet es nicht mehr zum Kauf an. Informationen zu anderen Formlabs-Materialien finden Sie unter Auswahl des richtigen Harzes.
Hinweis:
Überprüfen Sie zur Vermeidung von Schäden am Gerät die Kompatibilitätstabelle für Harztanks unter Verwendung des richtigen Materials, damit Sie einen für dieses Material kompatiblen Harztank verwenden.
Der Arbeitsablauf für PU Rigid 1000 Resin ist komplexer als für andere Formlabs SLA-Materialien. Formlabs empfiehlt den Kauf von zusätzlichem Zubehör von Drittanbietern, um den Druckerfolg mit Polyurethanharzen zu gewährleisten.
Polyurethan wird wegen seiner hervorragenden Geräuschdämmung, chemischen Beständigkeit und physikalischen Eigenschaften verwendet. Üblicherweise werden Polyurethan-Teile durch Gießen oder Reaktionsspritzgießen hergestellt. PU Rigid 1000 Resin wurde mit einer hybriden chemischen Zusammensetzung entwickelt, die es mit Formlabs SLA-Druckern kompatibel macht.

Druckteile aus PU Rigid 1000 Resin sind besonders schlagfest und weisen die physikalischen Eigenschaften von Polyurethan auf, deshalb eignen sie sich ideal für Endanwendungen, die rauen Bedingungen ausgesetzt sind.
PU Rigid 650 und PU Rigid 1000 Resin sind gemäß ISO 10993-1 für den Hautkontakt zugelassen.
Anmerkung:
Um mehr über die Leistung oder die spezifischen Materialeigenschaften von PU Rigid 1000 Resin zu erfahren, lesen Sie das Sicherheitsdatenblatt (SDS) und das Technische Datenblatt (TDS). Beziehen Sie sich primär auf das SDB zu den Themen Sicherheit und Handhabung von Formlabs Materialien.
Empfohlen für:
Nicht empfohlen für:
PU Rigid 1000 Resin lässt sich mit 50 und 100 Mikrometern Schichtdicke drucken.
Vergleich mit anderen Materialien
In der nachfolgenden Tabelle finden Sie einen Vergleich der relevanten Materialeigenschaften:
| PU Rigid 650 Resin | PU Rigid 1000 Resin | |
|---|---|---|
| Zugfestigkeit (MPa) | 34 ± 3,4 | 35 ± 3,5 |
| Zugmodul (GPa) | 0,67 ± 0,06 | 0,92 ± 0,09 |
| Bruchdehnung (%) | 170 ± 17 | 80 ± 8 |
| Biegefestigkeit (MPa) | 22 ± 1,1 | 32 ± 1,6 |
| Biegemodul (GPa) | 0,57 ± 0,03 | 0,75 ± 0,03 |
| IZOD-Schlagfestigkeit (J/m) | 375 | 170 |
| Wärmeformbeständigkeitstemperatur (HDT) @ 1,8 MPa | 59 | 64 |
| Wärmeformbeständigkeitstemperatur (HDT) HDT @ 0,45 MPa (°C) | 82 | 79 |
Weitere Informationen zu den Leistungsmerkmalen der jeweiligen Formlabs-Kunstharze erhalten Sie in der Bibliothek mit technischen Datenblättern zu den Materialeigenschaften.

Erforderliches Zubehör
Von Formlabs:
Von Drittanbietern:
Übersicht des Arbeitsablaufs
Hinweis:
Lesen Sie den Verwendungsleitfaden für PU Rigid 1000 Resin und befolgen Sie die Richtlinien von Formlabs, um gleichbleibend hochwertige Ergebnisse zu erzielen.
Der Arbeitsablauf für PU Rigid 1000 Resin ist komplexer als der für andere Formlabs SLA-Materialien. Formlabs empfiehlt den Kauf von zusätzlichem Zubehör von Drittanbietern, um den Druckerfolg mit Polyurethanharzen zu gewährleisten.
Formlabs empfiehlt die Verwendung eines Trockenschranks, um Temperatur und Feuchtigkeit beim Drucken und Lagern von PU Rigid 650 Resin und PU Rigid 1000 Resin besser zu kontrollieren.
Beim Drucken mit einem Formlabs PU Rigid 1000 Resin gibt es je nach Ihren Bedürfnissen und den verfügbaren Ressourcen mehrere mögliche Arbeitsabläufe. Sie können in einem Trockenschrank oder unter Umgebungsbedingungen drucken, und Sie können mit automatischer Harzabgabe (wie bei anderen Formlabs-Kunstharzen) oder durch manuelles Befüllen Ihres Harztanks (nicht verfügbar für den Form 2) drucken.
| Arbeitsablauf | Methode | Vorteile | Überlegungen | Wann zu verwenden |
|---|---|---|---|---|
| Empfohlen | Automatisches Befüllen im Trockenschrank | Beste Ergebnisse und einfacher Arbeitsablauf | Erfordert Trockenschrank | Häufiges Drucken mit PU Rigid 1000 Resin |
| Geringe Kosten | Automatisches Befüllen unter Umgebungsbedingungen | Geringe Kosten und einfach | Kurze Topfzeit | Drucken unter Umgebungsbedingungen |
| Modifiziert | Manuelle Abgabe im Trockenschrank | Verlängert die Topfzeit des Harzes | Erfordert Trockenschrank und Feinabstimmung kann erforderlich sein | Drucken in Intervallen oder wiederholtes Drucken desselben Teils |
Anmerkung:
Wenn Sie sich für den empfohlenen oder modifizierten Arbeitsablauf entscheiden, können Sie Ihren Drucker beim Drucken mit anderen Harzen im Trockenschrank lassen. Alle Formlabs-Kunstharze können bei niedriger Luftfeuchtigkeit erfolgreich gedruckt werden.
Topfzeit
PU Rigid 1000 Resin ist empfindlich gegenüber Hitze und Feuchtigkeit. Es wird in einer Aluminiumflasche mit einer leeren Harzkartusche geliefert. Nach dem Öffnen der Aluminiumflasche ist das Harz etwa einen Monat haltbar.
Sobald das Harz in eine Kartusche oder einen Tank gegossen ist, härtet es durch die anhaltende Einwirkung von Luftfeuchtigkeit aus, und seine Viskosität nimmt zu, bis ein Druck nicht mehr möglich ist. Der Zeitraum, in dem die Harzviskosität im Harztank oder in der Kartusche innerhalb eines druckbaren Bereichs liegt, wird als Verarbeitungszeit bezeichnet.
| Relative Luftfeuchtigkeit | Topfzeit des Harzes |
|---|---|
| 45 % | 24 Stunden |
| 30 % | 2 Tage |
| 15 % | 3 Tage |
| 5 % | 7 Tage |
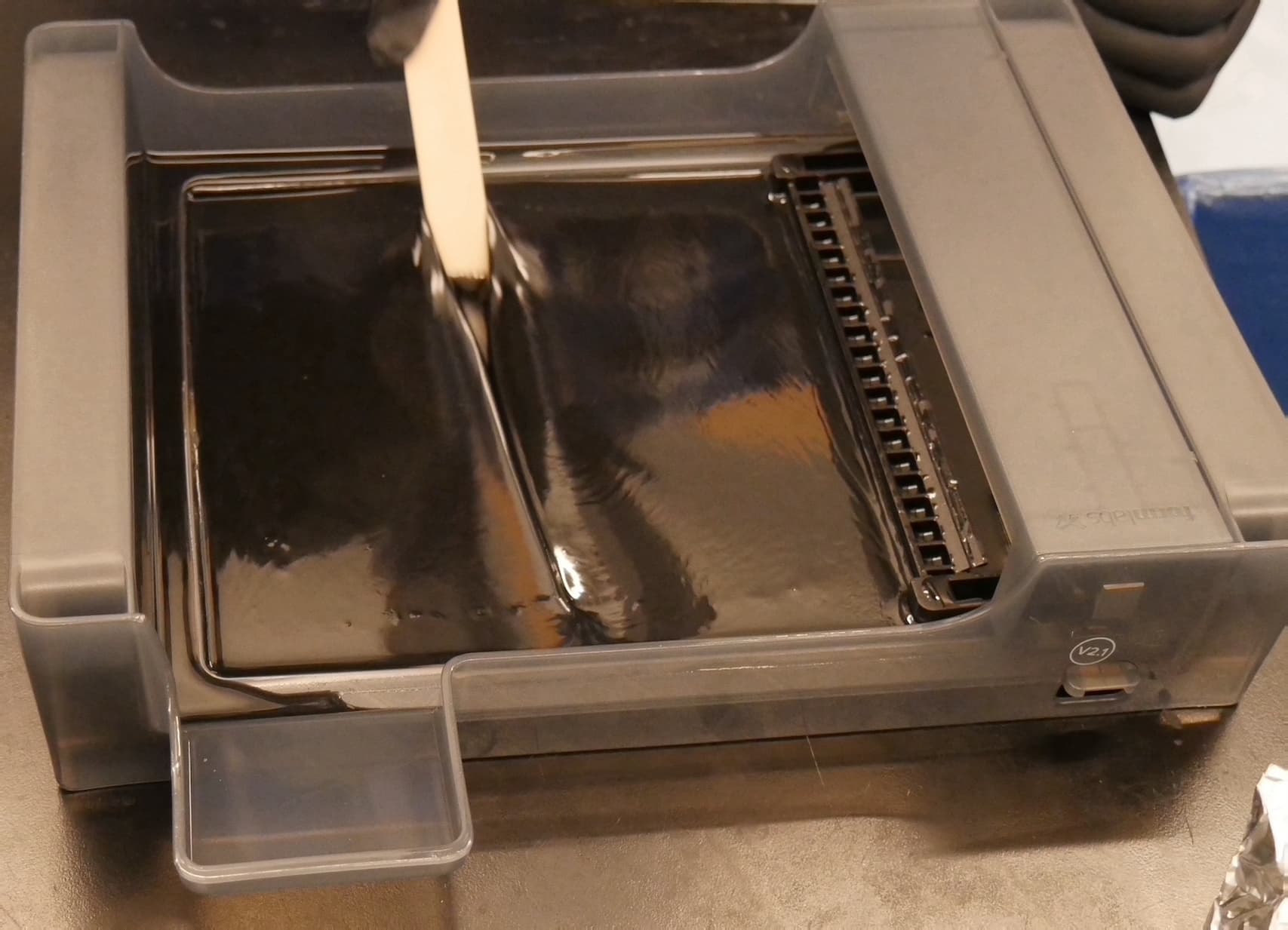
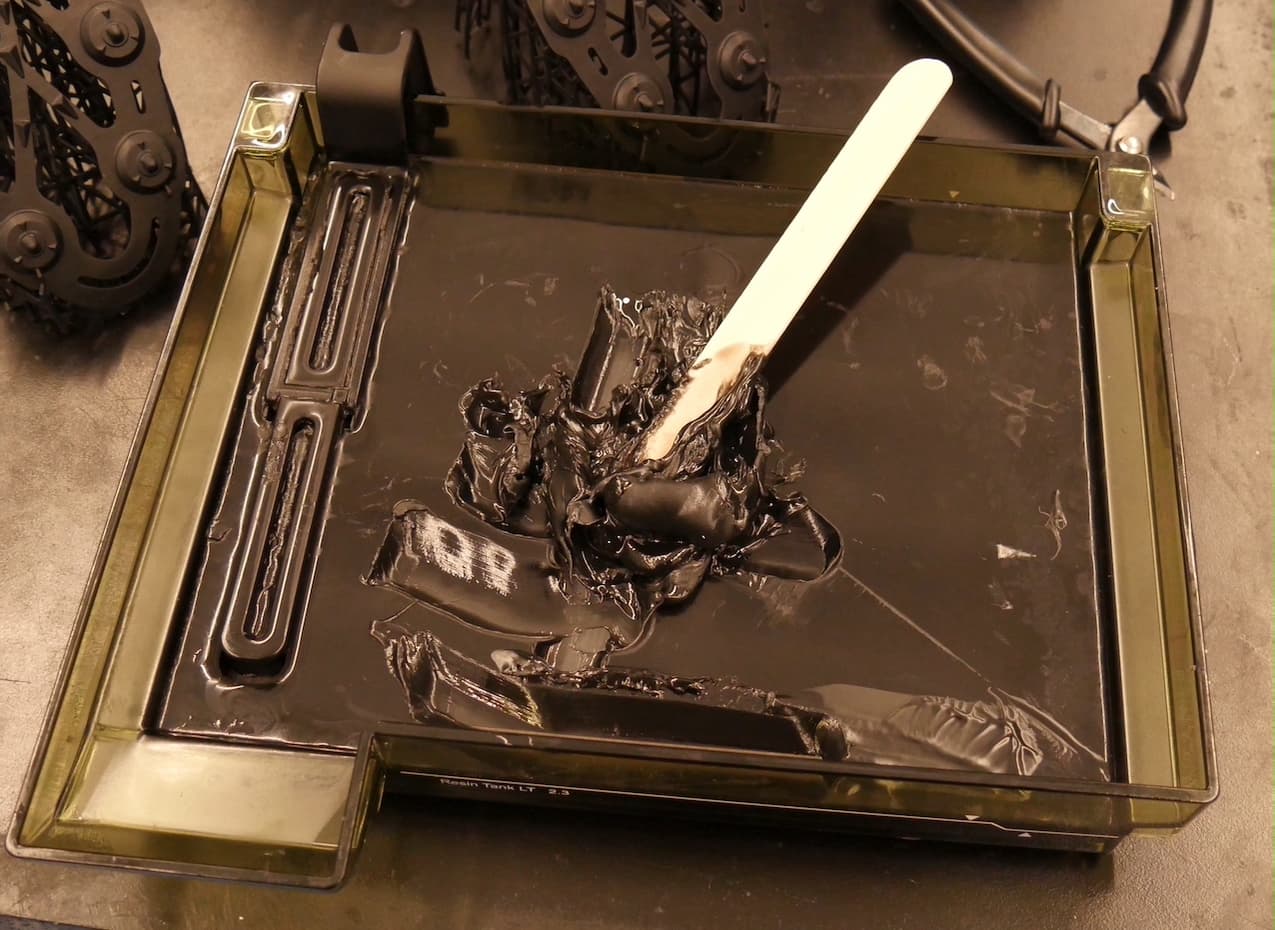
Links: PU Rigid 1000 Resin, das noch brauchbar ist. Rechts: PU Rigid 1000 Resin, das nicht mehr brauchbar ist.
Um festzustellen, ob das PU Rigid 1000 Resin in einem Harztank verwendbar ist, ziehen Sie einen Spatel oder ein anderes flaches, stumpfes Werkzeug über den Boden des Tanks. Wenn das Harz den vom Werkzeug hinterlassenen Spalt füllt, ist es noch verwendbar. Alternativ können Sie mit einem Zahn-Viskositätsmessbecher Nr. 5 feststellen, ob die Viskosität des Harzes 2000 cPs überschreitet. Wechseln Sie das Harz im Harztank oder fügen Sie frisches Harz aus der Harzkartusche hinzu, wenn die Viskosität 2000 cPs überschreitet.
Vorbereitungen für den Druck mit PU Rigid 1000 Resin
Bevor Sie mit dem Drucken beginnen, bereiten Sie das Harz und den Drucker vor.
Wenn Sie mit automatischer Befüllung drucken möchten, füllen Sie die Harzkartusche:

Wenn Sie den empfohlenen oder modifizierten Arbeitsablauf verwenden, installieren Sie Ihren Drucker in Ihrem Trockenschrank:
Drucken mit PU Rigid Resin
Hinweis:
Überprüfen Sie zur Vermeidung von Schäden am Gerät die Kompatibilitätstabelle für Harztanks unter Verwendung des richtigen Materials, damit Sie einen für dieses Material kompatiblen Harztank verwenden.
Installieren oder aktualisieren Sie PreForm und richten Sie dann den nächsten Druckauftrag ein.
So bereiten Sie in PreForm ein Modell für den Druck vor:
Hinweis:
Druckteile aus beiden PU-Harzen haften stark an der Konstruktionsplattform. Formlabs empfiehlt, alle Teile auf Stützstrukturen zu drucken, um das Entfernen von der Konstruktionsplattform zu erleichtern und versehentliche Beschädigungen des Teils beim Entfernen zu vermeiden.
Waschen
Hinweis:
Lesen Sie den Verwendungsleitfaden für PU Rigid 1000 Resin und befolgen Sie die Richtlinien von Formlabs, um gleichbleibend hochwertige Ergebnisse zu erzielen.
Der Form Wash und der Form Wash L bewegen das Lösungsmittelbad und entnehmen die Teile nach einer festgelegten Zeit. Waschen Sie Druckteile auf der Konstruktionsplattform, um Schäden zu vermeiden. Waschen Sie die Teile zwei Minuten lang in PGDA und blasen Sie das Lösungsmittel mit Druckluft von den Teilen ab. Wiederholen Sie den Waschvorgang, sofern notwendig.
Nehmen Sie die Teile nach dem Waschen in PGDA von der Konstruktionsplattform. Schieben Sie vorsichtig ein Ablösewerkzeug oder einen Spachtel unter die abgeschrägte Kante des Rafts. Trennen Sie die Teile langsam von der Konstruktionsplattform. Reinigen Sie die Konstruktionsplattform mit einer Sprühflasche mit PGDA oder Isopropylalkohol von überschüssigem flüssigen Kunstharz.
Tipp:
Drucken Sie mit einer Build Platform 2, deren Druckoberfläche eine einfache Entnahme der Teile ermöglicht. Alternativ können Sie die Konstruktionsplattform auch mit einem Föhn oder einem ähnlichen Gerät leicht erhitzen, um das Entfernen der Teile zu erleichtern.
Teile können für höchstens 15 Sekunden in ein Essigsäure-n-butylester-Bad getaucht werden, um die Verdunstung von PGDA zu beschleunigen. Blasen Sie überschüssiges n-Butylacetat mit Druckluft von den Teilen ab. Verwenden Sie keinen Form-Wash-Behälter für das n-Butylacetatbad, da dieser nicht für hohe Konzentrationen des Lösungsmittels getestet wurde.
Legen Sie die Teile mindestens 24 Stunden lang auf Pergamentpapier oder eine ähnliche antihaftbeschichtete Unterlage, damit das restliche PGDA verdunsten kann. Stellen Sie sicher, dass das gesamte Lösungsmittel vor der Nachhärtung getrocknet ist, da sonst die Oberflächenbeschaffenheit beeinträchtigt werden kann.
Hinweis:
Polyurethanharze sollten nicht mit Isopropylalkohol (IPA) gewaschen werden, da dieser mit den Druckteilen reagieren und eine Verschlechterung der Materialeigenschaften verursachen kann.
Nachhärtungsanforderungen
PU Rigid 1000 Resin müssen in einer Feuchtekammer nachgehärtet werden. Weitere Informationen zu empfohlenen Verbrauchsmaterialien von Drittanbietern finden Sie im Supportartikel Empfohlenes Werkzeug und Zubehör (PU-Kunstharze).
Der Nachhärtezyklus für PU Rigid 1000 Resin ist länger als bei anderen Formlabs SLA-Harzen. Die Nachhärtezeit hängt von der Dicke des Teils ab.
Bei den meisten Teilen empfiehlt Formlabs die Nachhärtung ohne Stützstrukturen. Stützstrukturen sind bei nachgehärteten Teilen schwieriger zu entfernen. Aufgrund der geringen Festigkeit des Materials vor dem Nachhärten und der hohen Temperaturen beim Nachhärten neigen einige Geometrien jedoch dazu, sich leicht zu verziehen oder abzusacken, bevor das Material vollständig nachgehärtet ist. Teile mit solchen Geometrien sollten auf Stützstrukturen nachgehärtet werden.

Nachhärtung von Teilen, die mit dem Formlabs PU Rigid 1000 Resin gedruckt wurden:
Anmerkung:
Einige Anova-Precision-Feuchteöfen müssen kalibriert werden, um die gewünschte Temperatur und Feuchtigkeit zu erreichen. Überwachen Sie die Temperatur und die Feuchtigkeit im Ofen mit einem Thermometer und einem Feuchtigkeitssensor. Stellen Sie die Ofenregler nach Bedarf ein, um eine Temperatur von 46 ºC und 70 % relative Luftfeuchtigkeit (RH) im Ofen zu erreichen.
| Nachhärtungszeiten bei 46 ºC und 70 % relativer Luftfeuchtigkeit (RH) | ||
|---|---|---|
| Teiledicke | PU Rigid 650 | PU Rigid 1000 |
| 2 mm | 3 Tage | 3 Tage |
| 3 mm | 3 Tage | 4 Tage |
| 6 mm | 4 Tage | 5 Tage |
| 9 mm | 12 Tage | 9 Tage |
| 12 mm | ~14 Tage | ~14 Tage |
Zwischen den Drucken
Überprüfen Sie Harztank und PGDA zwischen den Drucken, um einen erfolgreichen und konsistenten Arbeitsablauf zu gewährleisten.
Reinigung des Harztanks
Bevor Sie mit dem Drucken fortfahren, empfiehlt Formlabs, das Innere des Harztanks auf ausgehärtetes Harz oder Ablagerungen zu überprüfen, die nachfolgende Drucke beeinträchtigen können. Befolgen Sie die Anweisungen zur Inspektion des Inneren des Harztanks auf einem Form 3, Form 3+, Form 3B, Form 3B+ und auf einem Form 2.
Austausch oder Recycling von PGDA
PGDA-Lösungsmittel wird mit der Zeit durch die Aushärtung des Harzes mit verfestigten Harzpartikeln gesättigt und ist dann nicht mehr wirksam beim Waschen Ihrer Teile. Formlabs empfiehlt, das PGDA-Lösungsmittel zu ersetzen, wenn Sie feststellen, dass nach dem Waschgang kleine Partikel des ausgehärteten Harzes auf Ihren Teilen zurückbleiben. Im Allgemeinen beginnt dies nach dem Drucken und Waschen von Teilen mit 10 Litern Harz oder nach mehreren Wochen der Verwendung von Lösungsmitteln in einem Form Wash.
Sie können Ihr mit Harzpartikeln gesättigtes PGDA durch frisches PGDA ersetzen. Alternativ können Sie die verfestigten Harzpartikel aus dem PGDA filtern und das Lösungsmittel wiederverwenden. So filtern Sie Ihr PGDA:
Hinweis:
Schütten Sie kein flüssiges oder teilweise gehärtetes Kunstharz in den Ausguss und entsorgen Sie es nicht im Hausmüll. Schütten Sie kein Propylenglykoldiacetat (PGDA) mit gelöstem Harz in den Ausguss und entsorgen Sie es nicht im Hausmüll. Sichere und angemessene Entsorgungsmethoden für gebrauchte PGDA variieren je nach Standort.
Weitere Ressourcen