
TPU 90Aパウダー は、鉄道メーカーで使用されるクッション部品からロボット工学で用いられるグリッパーまで、さまざまな用途で多くのFormlabsユーザーから信頼されている材料です。Fuseシリーズは、多段階の製作工程が求められる金型を使わずに、高品質かつ高耐久、そして自由な形状を持ったエラストマー部品の製造を可能にしてきました。
現在、FormlabsのPreForm設定エディタ(PSE)により、SLS 3Dプリント製TPU部品の可能性がさらに広がっています。PreForm設定エディタからTPU 90Aパウダーの硬度を変更し、より柔らかくコンプライアントな部品を作ることができます。材料の切り替えや追加のクリーニング/メンテナンスを必要とせず、PSEを活用することで新たなデザインを試したり、実製品で使用するエラストマー材料に近づけたりすることができます。
Formlabsでは、さまざまな硬度を持つTPUパーツを製作するために、異なる造形設定の組み合わせを検証してきました。しかし、PreForm設定エディタは、開発者やイノベーターの皆様による新たな挑戦を後押しする取り組みの一環であり、用途に適したデュロメーター硬度と表面品質を持つパーツを製作するためには、お客様ご自身でテストや微調整を行っていただく必要がある場合もございます。
PreForm設定エディタで異なる硬度に合わせる
TPUパウダーを異なる硬度でプリントし、新たな可能性を引き出すためには、主に2つの設定を理解する必要があります。
-
Fill Laser Power(プリント時のレーザー出力): レーザー出力を制御できます。レーザー出力が低いとTPU粒子がそれほど高密度に焼結されず、柔らかい造形品が出来上がります。ただし、レーザー出力を低くしすぎると全く焼結せず、フィーチャーがしっかりと形成されないことがあります。
-
Fill Hatch Spacing(造形ハッチ間隔):レーザーの走査間隔を制御できます。レーザーの走査間隔を広くすると材料が柔らかくなりますが、この間隔が広すぎると目に見える欠陥が表面に生じたり、盛り上がっている箇所で剥離が生じたりすることがあります。
より柔らかい硬度でプリントするには、Fill Laser Power(プリント時のレーザー出力)またはFill Hatch Spacing(造形ハッチ間隔)のいずれか、もしくは両方を変更します。この2つの設定を適切に組み合わせることで、以下のような結果が得られます。
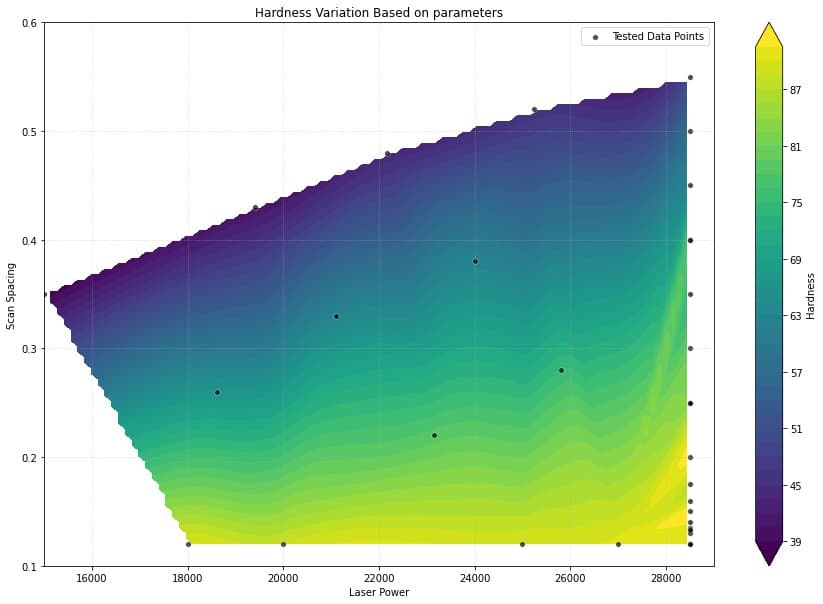
このグラフからも分かるように、試験中のショア硬度は38Aに達しました。一般的に、造形ハッチ間隔は造形品の硬度により大きな影響を与え、プリント時のレーザー出力はその影響を増幅します。例えば、硬度60Aの造形品を焼結する場合、造形ハッチ間隔は0.35 mm、プリント時のレーザー出力は21,000 mWから始めるとよいでしょう。
プリント時のレーザー出力が非常に低い、または造形ハッチ間隔が広い極端なケースでは、目に見える形で表面に何かしらの影響が出る可能性があります。フィーチャーによってはうまく形成されず、表面が「ぼやけた」または「ボロボロした」質感になることがあります。パーツの厚みを変更することで、フィーチャーの形成(解像)に与える影響を軽減できる場合もあります。通常、分厚いパーツの場合は、たとえ造形ハッチ間隔が広めに設定されていても良好に形成される傾向にあります。Formlabsでは、0.45 mmを超える間隔で薄肉のパーツをプリントすることは推奨していません。
PSEを使用してパウダーのショア硬度をカスタマイズするための詳細な手順については、PSE使用ガイドをご覧ください。
PSEを使用した異なる硬度設定に関する試験と分析は、Fuse 1+ 30Wプリンタで行いました。PSEはFuse 1でも使用可能ですが、結果は上記詳細と一致しない場合があります。
設定変更が機械的特性に及ぼす影響
クッション部品のプロトタイプには、異なる硬度を持つTPUパーツが役に立つ。

TPU 90Aパウダーは皮膚安全認証を取得しているため、より柔らかいデュロメーターはギアのカスタム制作に最適。
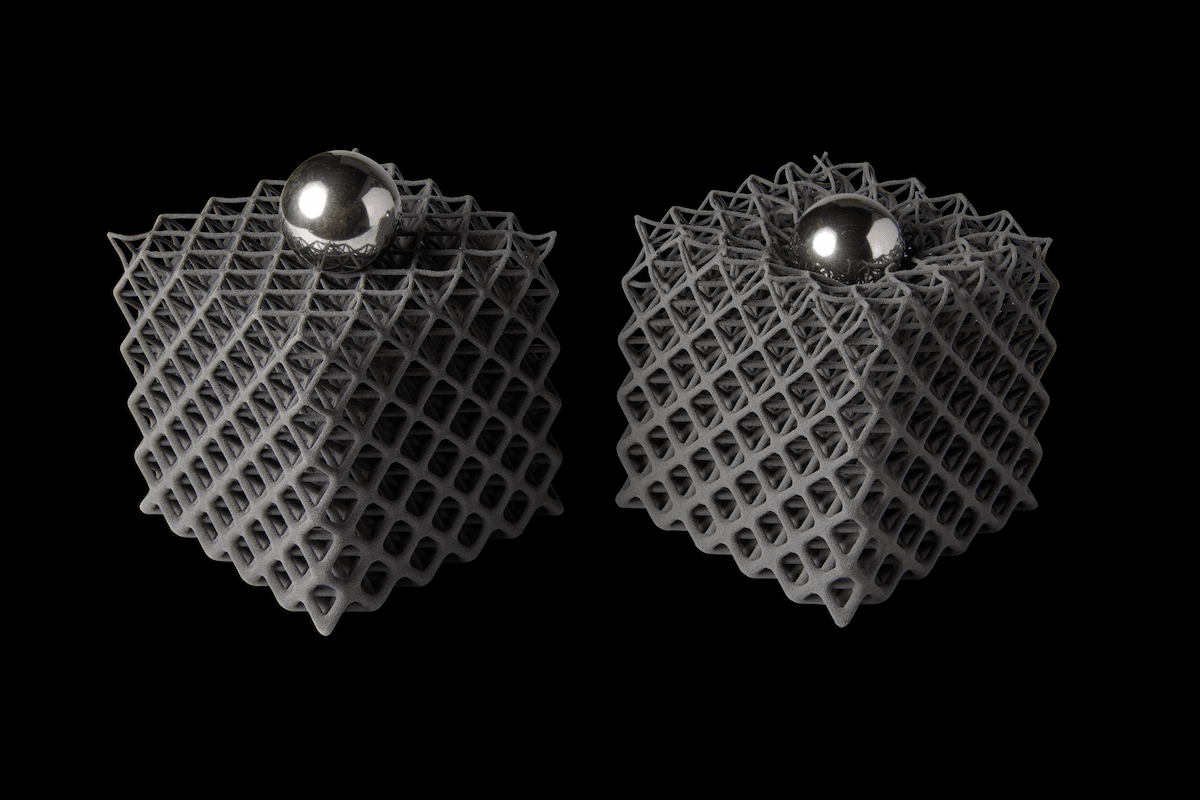
パーツの柔らかさが増すほどかさ密度が下がり、顕微鏡レベルでは発泡材のような質感になります。これは機械的特性だけでなく水密性にも影響するため、ある程度の機械的抵抗や摩耗への耐性が要件となる用途での使用を想定している場合は、必ず十分なテストを行ってください。
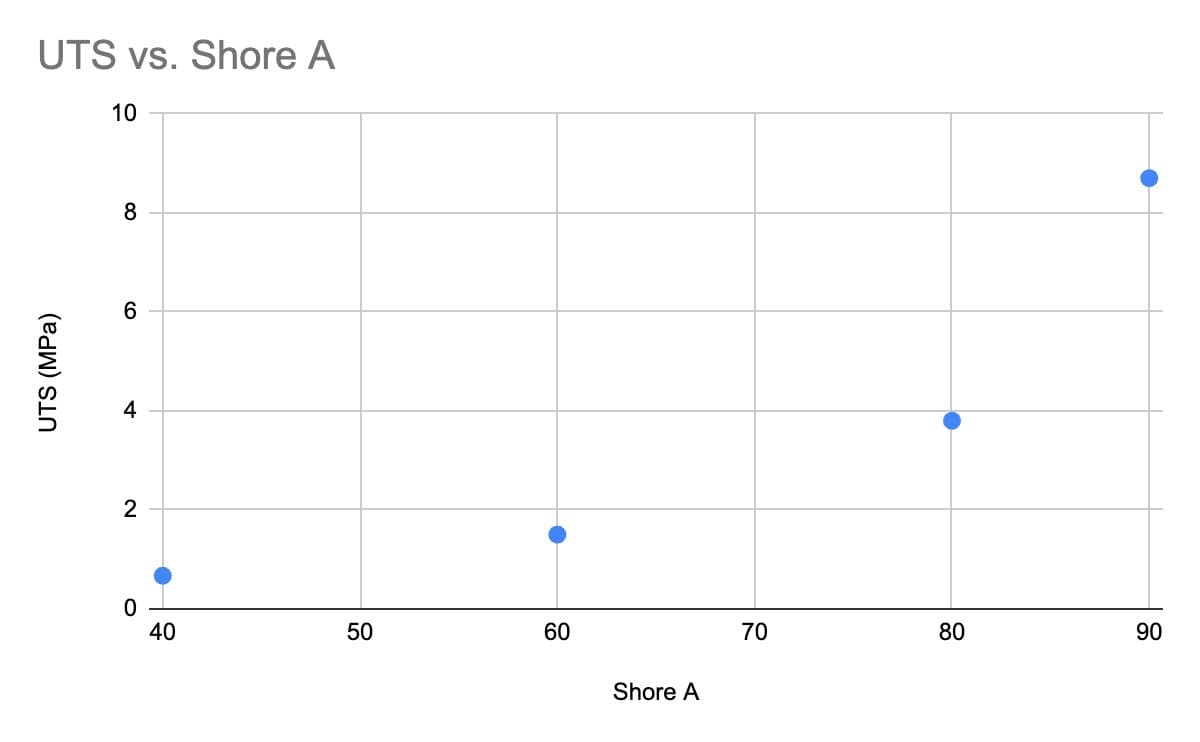
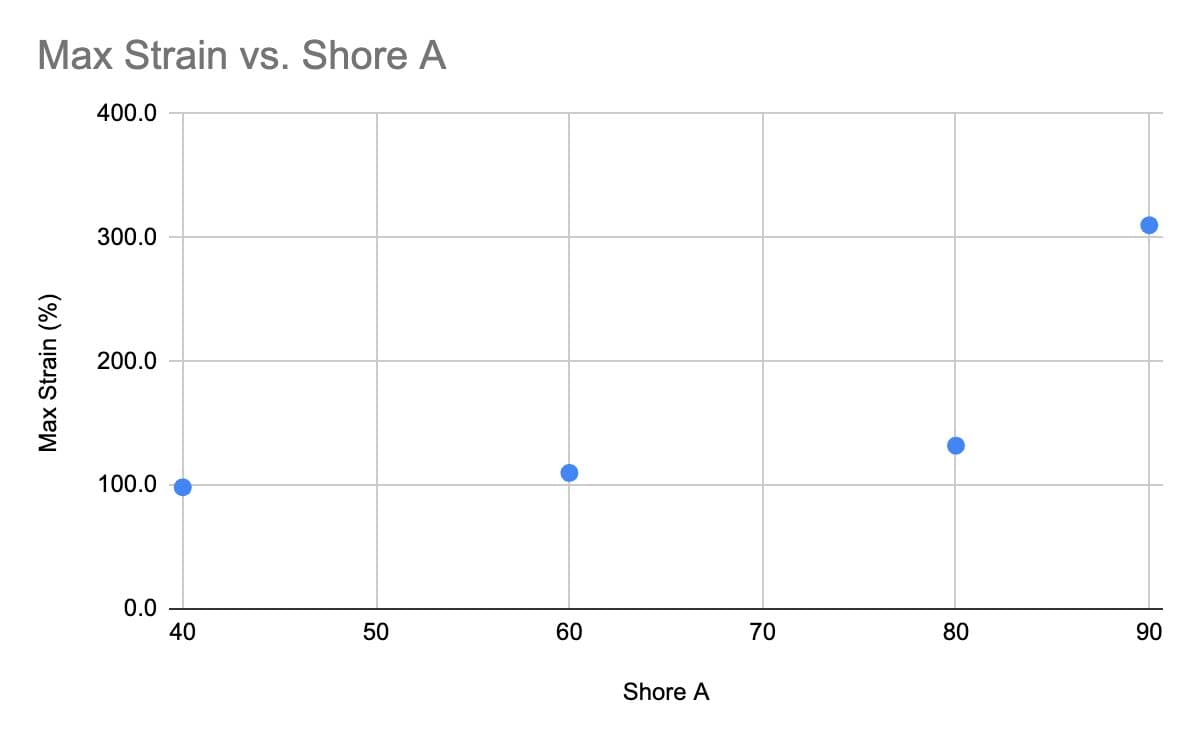
破断伸び(EAB)、最大引張強さ(UTS)、および剛性は、プリント時のレーザー出力と造形ハッチ間隔の変更による影響を受けます。

画像の引張棒のような細長いパーツでは、材料特性の変化が特に顕著になる。最奥(40A)、中央(60A)、手前(80A)のバーはそれぞれ硬度が異なる。
この影響をより正確に数値化するには、以下のグラフをご覧ください。硬度を90Aから80Aに下げると、造形品の最大引張強さと最大ひずみも50%以上減少します。そのため、パウダー除去中に造形品が破れやすく、細かなフィーチャーが損傷しやすくなります。
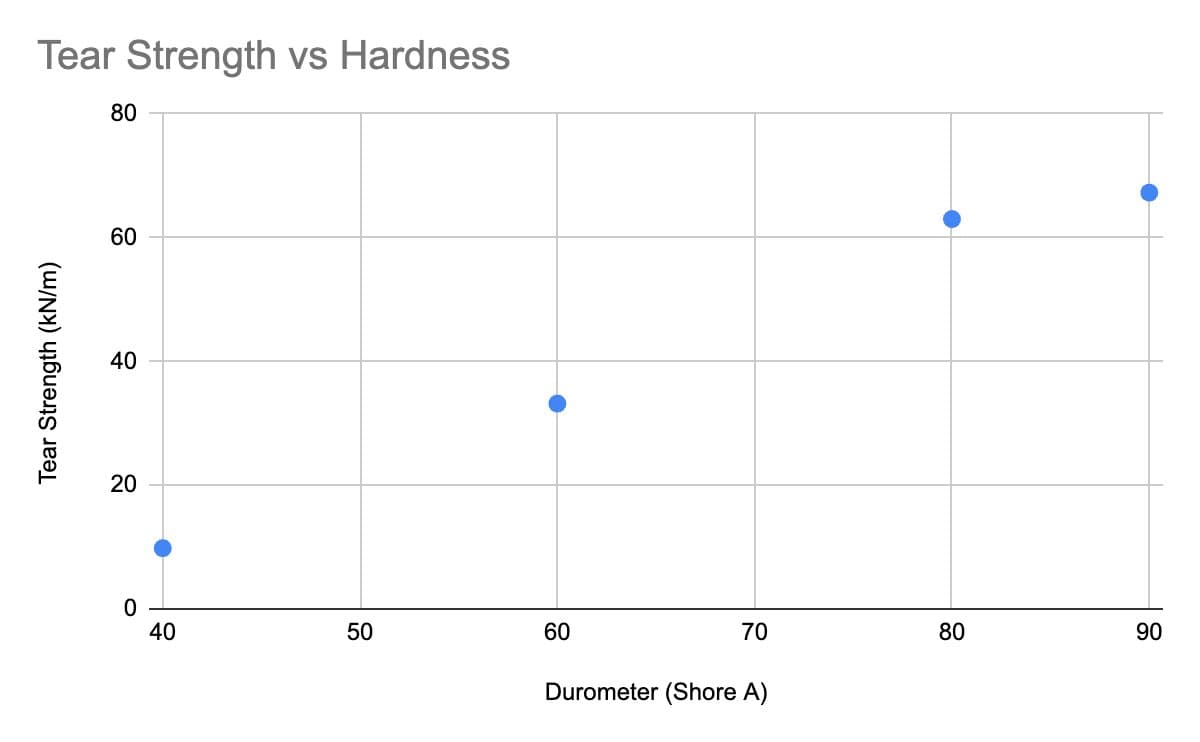
硬度を90Aから80Aに下げると、造形品の引裂強さにも大きな影響が出始め、高硬度の部品は公称引裂強さ66 kN/mに近づき、低硬度の部品は強度が急速に低下します。
TPUパウダーと硬度設定が新たな活用法を実現

さまざまな硬度でプリントできるTPUは、独自のアセンブリや用途に適したガスケットや振動減衰用パーツとして使用できる。

消耗品の試験では、デュロメーター硬度60AのTPUパウダーのような柔らかいエラストマー材料を使用することで、最終的な射出成形品に近づけた設計が可能に。
TPU 90Aパウダーは、大手フットウェアメーカー、スポーツ設備メーカー、航空宇宙メーカーにとって、より幅広い材料を使い、設計プロセスのさらに早い段階でより正確なプロトタイプの製作を可能にしています。ショア硬度が変更可能となることで、お使いのプリンタを変更したり追加のクリーニングやメンテナンスを行うことなく、まったく新しい材料特性の探究が可能になります。お客様独自の設定に適した試験プロトコルを用いることで、表面品質の高い、より柔らかくしなやかなパーツも実現できます。
TPU 90Aパウダーの詳細、または異なるデュロメーター硬度でSLSプリントしたTPUサンプルパーツのお取り寄せについては、Formlabsまでお気軽にお問い合わせください。PreForm設定エディタの詳細については、サポートページからもご確認いただけます。
生試験データ
下の表は、プリント時のレーザー出力と造形ハッチ間隔がショア硬度に及ぼす影響に関してFormlabsが行った試験の生データです。独自の造形設定を使用する際は、こちらのデータを参考にしてください。
| プリント時のレーザー出力 | 造形ハッチ間隔 | 硬度 |
|---|---|---|
| 15000 | 0.35 | 37.7 |
| 18000 | 0.12 | 90.1 |
| 18625 | 0.26 | 66.3 |
| 19400 | 0.43 | 40.4 |
| 20000 | 0.12 | 88.5 |
| 21100 | 0.33 | 62.7 |
| 22160 | 0.48 | 43.6 |
| 23150 | 0.22 | 78.6 |
| 24000 | 0.38 | 62.3 |
| 25000 | 0.12 | 89.8 |
| 25250 | 0.52 | 45.3 |
| 25800 | 0.28 | 74.9 |
| 27000 | 0.12 | 90.6 |
| 28500 | 0.12 | 89.8 |
| 28500 | 0.12 | 91.4 |
| 28500 | 0.13 | 90.7 |
| 28500 | 0.1325 | 89.5 |