

- カラー
- グレー
- 生体適合性
- 皮膚接触, 粘膜接触
- 3Dプリント方式
- SLS
- カテゴリ
- 高剛性, 耐熱性
- 代表的な用途
- 生産用治工具, ラピッドツーリング, 実製品用部品, ラピッドプロトタイピング
- 最大引張強さ
- 38.0 MPa
- 曲げ強さ
- 56.0 MPa
- ノッチ付きアイゾット
- 36.0 J/m
- 荷重たわみ温度@1.8MPa
- 113.0 °C
- 荷重たわみ温度@0.45MPa
- 170.0 °C
- 引張弾性率
- 2800.0 MPa
- 破断伸び
- 4.0 %
- 曲げ弾性率
- 2400.0 MPa
Nylon 12 GFパウダーは、工業用の過酷な使用環境に耐えられるよう、ガラス充填により剛性と耐熱性を強化した生体適合性材料です。構造的な剛性と耐熱性が重視される部品や治具・機能試作の製作には、Nylon 12 GFパウダーをお選びください。
適切なSLSパウダーの選択
SLSパウダーの種類によっては、他のパウダーよりも特定の用途に適しているものがあります。各パウダーに期待できることやガイドラインについては、こちらの記事をお読みください。
- カラー
- グレー
- 生体適合性
- 皮膚接触, 粘膜接触
- 3Dプリント方式
- SLS
- カテゴリ
- 高剛性, 耐熱性
- 代表的な用途
- 生産用治工具, ラピッドツーリング, 実製品用部品, ラピッドプロトタイピング
- 最大引張強さ
- 38.0 MPa
- 曲げ強さ
- 56.0 MPa
- ノッチ付きアイゾット
- 36.0 J/m
- 荷重たわみ温度@1.8MPa
- 113.0 °C
- 荷重たわみ温度@0.45MPa
- 170.0 °C
- 引張弾性率
- 2800.0 MPa
- 破断伸び
- 4.0 %
- 曲げ弾性率
- 2400.0 MPa
ボリュームディスカウント
- 20%
- 50 kg
- 25%
- 100 kg
- 30%
- 200 kg
- 35%
- 400 kg
- 40%
- 1,000 kg
- 45%
- 2,500 kg
- 50%
- 5,000 kg
- 55%
- 10,000 kg
対応機種
- 対応プリンタ
- Fuse 1+ 30W, Fuse 1
Nylon 12 GF Powder(6kg)PD-FS-P12B-01
Nylon 12 GFパウダーが選ばれる理由
Nylon 12 GFパウダーは、寸法や形状の精度維持が必要な機能確認用プロトタイプや強度が求められる実製品用部品に適しています。
* 材料特性は、パーツの設計や製造方法によって変わる場合があります。造形したパーツが目的の用途に適していることを検証するのは、製造元の責任です。
高剛性
恒常的な荷重に晒される実製品用部品の製作に適しています。
寸法精度
反りが発生しにくい高精度な材料です。
耐熱性
高温環境下でも寸法・形状の精度維持が可能な造形を実現します。
環境安定性
Nylon 12 GFパウダーによる造形品は吸湿性が非常に低く、光、熱、薬品への耐性を備えています。
代表的な用途
高い引張係数と熱安定性を備えたNylon 12 GFパウダーは、複合材料製の機能確認用プロトタイプ、または過酷な条件下での高い安定性を要する実製品用部品製作に活用できるもう1つの高機能材料です。

強度が求められる冶具や固定具、交換部品
Nylon 12 GFパウダーは、高い剛性と耐熱性が求められる実製品用部品の製作に適しています。

恒常的な負荷に晒されるパーツ
高い剛性と耐熱性を備えるNylon 12 GFパウダーは、特に自動車や航空宇宙産業でのパーツ製作にも有効です。

筐体や装置の小ロット生産
Nylon 12 GFパウダーを使うと、厳しい寸法公差のあるねじ部やソケット、あるいは可動部を備えたパーツの造形が可能です。

高温環境での使用
Nylon 12 GFパウダーを使ってFuseシリーズで製作したEVコネクタ。
| パラメータ | 値 |
|---|---|
|
最大引張強さ |
38MPa |
|
引張弾性率 |
2800MPa |
|
破断伸び(X/Y) |
4% |
| 破断伸び(Z) | 3% |
|
曲げ強さ |
56MPa |
| 曲げ弾性率 | 2400MPa |
| ノッチ付きアイゾット | 36J/m |
| 荷重たわみ温度@1.8MPa | 113°C |
| 荷重たわみ温度@0.45MPa | 170°C |
| ビカット軟化温度 | 175°C |
SLSパウダーのプリンタビリティを比較
| Nylon 12パウダー (推奨) |
Nylon 12 Toughパウダー | Nylon 12 Whiteパウダー | Nylon 11パウダー | Nylon 12 GFパウダー | Nylon 11 CFパウダー | TPU 90Aパウダー | |
|---|---|---|---|---|---|---|---|
| 空気/窒素環境の使用推奨 | 空気 | 空気 | 窒素* | 窒素** | 空気 | 窒素 | 空気 |
| リフレッシュ率 | 30% | 20% | 30% | 30% | 50% | 30% | 20% |
| 対応プリンタ | Fuse 1 Fuse 1+ 30W |
Fuse 1+ 30W | Fuse 1+ 30W | Fuse 1+ 30W | Fuse 1 Fuse 1+ 30W |
Fuse 1+ 30W | Fuse 1 Fuse 1+ 30W |
| 寸法精度 | 最高 | 最高 | 良好 | 良好 | 最高 | 良好 | 可 |
| 表面品質 | 最高 | 良好 | 良好 | 良好 | 最高 | 良好 | 可 |
| 造形速度 | 最高 | 良好 | 可 | 可 | 可 | 可 | 良好 |
| 細部の精細度 | 最高 | 最高 | 良好 | 可 | 可 | 可 | 良好 |
| 高アスペクト比形状 | 最高 | 最高 | 最高 | 可 | 良好 | 良好 | 可 |
| 断面が大きな形状 | 良好 | 最高 | 良好 | 可 | 良好 | 良好 | 可 |
* Nylon 12 Whiteパウダーを使って造形する際は、複数回の造形でもホワイトの外観を一貫して保つために窒素環境の使用が推奨されます。空気環境で造形した場合、時間が経つにつれてパウダーが黄ばむことが確認されています。造形品を染色する場合、パウダーの黄ばみは造形品の機能性にはほとんど影響しません。
** Nylon 11パウダーを使って造形する際は、窒素環境の使用が推奨されます。空気環境での造形も可能ですが、材料特性が最大限に発揮されず、パウダーの劣化も通常より早くなります。
後処理
後処理には、Fuse Siftパウダー回収装置とブラスタの使用をお勧めしています。Fuseシリーズで造形したパーツの後処理に関する詳細は、Formlabs発行のワークフローガイドをご参照ください。
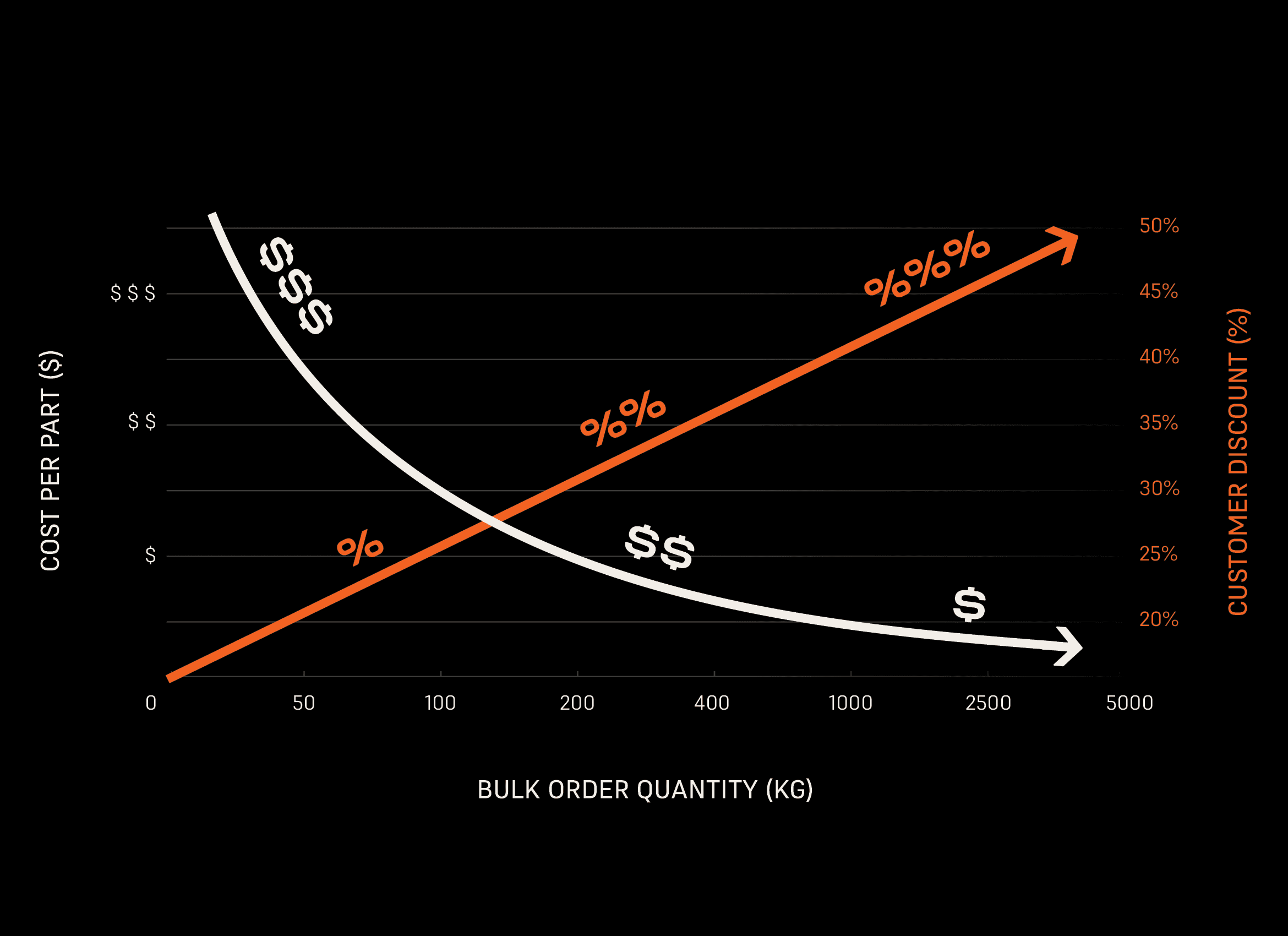
パウダーのボリュームディスカウントで造形単価を最安価に
SLSパウダーのボリュームディスカウントで、3Dプリントはコスト効率良く高い生産量を確保可能に。ボリュームディスカウントは50kg以上のパウダーをまとめて購入されるお客様に対して20%から適用され、割引後のパウダー価格は最安値で1kgあたり$45になります。
Nylon 12 GFパウダーの無償サンプルパーツをリクエスト
Formlabsの品質を手に取ってお確かめください。Formlabsのプリンタで実際に造形したNylon 12 GFパウダーのサンプル品をお届けします。
