

3Dプリント製のジュエリー型を活用した鋳造
鋳造に対応した光硬化性レジンによって、ジュエリーの製作方法が変わりつつあります。独立系デザイナーが独自のスタジオ内でコンセプトを考案したり、プロトタイプを製作したりできるようになってきました。鋳造所では生産能力が向上し、製作可能な品目が多様化するようになりました。デジタル製作技術がジュエリービジネスを成功させる鍵を握るようになってきました。本技術資料では、Formlabsの3Dプリンタを使って高級ジュエリーのピースを鋳造する方法を解説します。
3Dプリント製のジュエリー型を活用した鋳造
鋳造に対応した光硬化性レジンによって、ジュエリーの製作方法が変わりつつあります。独立系デザイナーが独自のスタジオ内でコンセプトを考案したり、プロトタイプを製作したりできるようになってきました。鋳造所では生産能力が向上し、製作可能な品目が多様化するようになりました。デジタル製作技術がジュエリービジネスを成功させる鍵を握るようになってきました。本技術資料では、Formlabsの3Dプリンタを使って高級ジュエリーのピースを鋳造する方法を解説します。
ダイレクトインベストメント鋳造とは?
ダイレクトインベストメント鋳造は、幅広い種類の金属で大小のパーツを製造する時によく用いられる金型製造法の一つで、ワックスを使用する場合にはロストワックス鋳造とも呼ばれています。5千年以上前に生まれた鋳造という技術は、金属部品を製造する最も容易な方法として知られ、製作者に幅広い種類の材料を使って製作する自由を与えています。
インベストメント鋳造では、手で彫るか、3Dプリントしたマスター(原型)から空洞のある鋳型を製作します。マスターは、耐火性鋳造材料(またはインベストメント)に浸し、それが乾いた後、固形化します。ワックスで作ったパターンまたは3Dプリントしたパターンは焼成工程で燃え尽き、パターンのデザインを逆にした陰型が残ります。その鋳型の空洞部分に溶融金属を流し込んで固めることで、金属部品が完成します。
ディテールの凝った複雑な形状のジュエリー用のワックスパターンを手作業で製作するためには、非常に高度な技術が必要です。高い需要やファストファッションに突き動かされるジュエリー業界では、手作業中心の工法では市場の変化のスピードに追い付くのが難しくなります。Formlabsが提供する先進的な材料や手頃な価格帯の3Dプリンタは、宝飾品の製造業者やデザイナーの働き方を大きく変貌させています。工業品質の製品をデスクトップで製作でき、これまで何時間も要していた複雑な形状の細かな調整作業なども、短時間で効率よく完了できるようになりました。

必需品
Formlabs製
- Formlabs SLA光造形プリンタ
- True Castレジン、Castable Wax 40レジン、Castable Waxレジン
- PreFormソフトウェア(無償)
- Finish KitまたはForm Wash
サードパーティ製
- Certus Prestige Optimaインベストメント
- 炉(732°Cまたは1400°F)、真空インベストメント装置、Neutec J2Rなどの鋳造システム
- 屋内で焼成を実施する場合は、Vent-A-Kilnなどの換気設備
True Castレジンの使用に関する詳細は、こちらのサポート記事をご覧ください。

相談セッションのご予約
3Dプリントのエキスパートに一対一でご相談いただける相談セッションをご用意しています。ROI 分析やテスト・プリントなどを通して、お客様のビジネスに最適なソリューションを一緒に考えましょう。
1. 鋳造用の設計
製作するパーツのデザインコンセプトからパターンの3Dプリントに至るまでのプロセスは、RhinoGold、JewelCADまたは3DesignといったCADソフトウェアを使ったベストプラクティスを活用することをお勧めします。
参照製品:
True Castレジン:繊細なジュエリーや複雑なエンジニアリング部品を最大5mmの厚みで正確な鋳造ができるよう開発されたワックス充填材料です。滑らかな表面品質とディテールまで高度に再現した高精細部品を製作できます。
Castable Wax 40レジン :鋳造性に優れたワックス含有率の高いダイレクト鋳造レジンで、石穴やデボスなど幅広いデザインに対応します。
Castable Waxレジン :ワックス含有率が低く、ワイヤーフィリグリーなどの非常に繊細な構造に対応できる生強度の高い特性を持っています。
|
Castable Wax 40レジン | True Castレジン | Clear Castレジン | ||
|---|---|---|---|---|---|
| 用途 | 精密な線条細工、軽量ジュエリー、歯科用途 | 中~重量級のジュエリー、小型エンジニアリング部品 | 中~重量級のジュエリー、メダリオン、フィギュア、および厚さ5mmまでの小型エンジニアリング部品 | 高負荷エンジニアリング用途(厚み3mm超) | |
| 対応プリンタ | Form 2 Form 3/+ Form 4 |
Form 2 Form 3/+ |
Form 4 | Form 2 Form 3/+ Form 4 |
インベストメントの破損を防ぐ
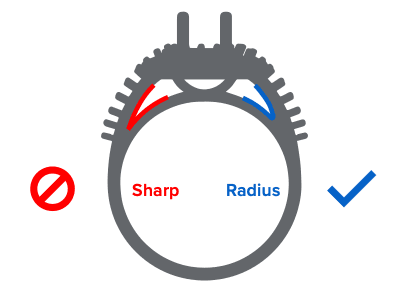
伝統的なワックスパターンも3Dプリントしたレジンパターンも、表面の滑らかな流れがデザイン的に重要である点など、多くの共通項があります。そのため、鋭利な角や縁を出来る限り作らないようにするべきです。縁が尖がっていると、溶融金属の乱流を増やすだけでなく、鋳型内に蓄積する膨張応力を高めることにも繋がります。
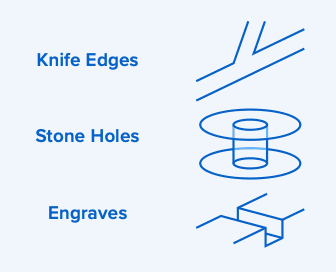
膨張応力が充満すると、レジンを直接鋳造する時の最も一般的な品質問題の一つであるインベストメント破損が発生する可能性が高まります。インベストメント破損の兆候は、彫り込みや石の穴あけ箇所など、鋳造するパーツの陰側の特徴に見られるようになります。インベストメント破損は通常、粗い鋳造面またはインベストメントの破片から生じるピッティング(孔食)に伴って発生します。
鋭い縁に加えて、陰側の特徴の深さにも注意する必要があります。確かな経験則で言えることは、彫り込んだチャネルや穴の幅を陰側の特徴の深さよりも大きくしておくことです。陰側の特徴が小さく、その特徴の周囲を埋めるインベストメントが脆弱な場合ほど、このガイドラインの重要性が増します。
Formlabsのエコシステムでは、True CastレジンとCastable Wax 40レジンは、膨張とインベストメント破損を最小限に抑えるようにデザインされており、ネガティブフィーチャーが要件となる場合に信頼性を高めることができます。ジュエリー用レジンの比較はこちらでご確認いただけます。
スプルー
繊細なスプルーチャネルは3Dプリントで作ると、その部分を手作りするより遥かに作業時間が節約でき、ディテールの細部の鋳型充填率を高めることができます。フィードスプルーは直線にするか、先が細くなるように設計してください。
PreFormで追加できるサポート材は、スプルーとして使用しないようにしてください。スプルーを3Dプリントする予定でしたら、そのデータをお使いのCADソフトウェアで作成したデザインに取り込むことをお勧めします。
フィードスプルーを3Dプリントするのは、例えば、レジンパターンの届かない部分と別のレジンパターンの同様の部分を繋ぐ箇所にワックススプルーを置くのが難しい場合だけに止めておくべきです。その理由は、本物のワックススプルーの方が、鋳造するパーツの品質を高めやすく、スプルーが溶け始めた時に酸素がパターンに届きやすくなるからです。
スプルーの接続ポイント
レジンパターンは溶けないので、重みのあるパーツをワックススプルーに繋ぐ(そして繋ぎとめる)のが難しい場合があります。お使いのCADモデルにスプルーの接続ポイントを追加しておくと、注いだフラスコに3Dプリントしたパターンが浮くのを防ぐことができます。このポイントは、指輪の輪の部分の底に単に穴を開けたり、湯口棒と接続するためにワックスを充填またはその周辺に注げるようにする小さな空洞の柱を作ったりする形でも構いません。

大きく厚みがあるパーツ
True Castレジンは、重厚なクラスリングのような厚さ5mmまでの厚いジュエリー用パーツの造形品のプリントと鋳造に適しています。一方、Castable Wax 40レジンは、モデルのほとんどの場所で4mmまでの断面に対応できます。モデルの厚みのある部分は、フィードスプルーに近ければ近いほど、鋳造がうまく行く確率が高まります。なお、形状が3mmを超える大きめのインベストメント鋳造には、Clear Castレジンも選択肢になります。
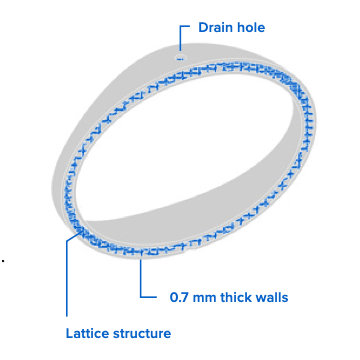
Castable Waxレジンは、彫像など大きくて一枚岩のデザインに使用する代替材料として有効です。Castable Waxレジンは生強度が高いので、空洞のあるデザインや薄壁のシェルをプリントする時のレジンとして使用できます。製作目的に応じてCastable WaxレジンとCastable Wax 40レジンを使い分けることによって、焼成工程でインベストメントに掛かる膨張応力を最低限に抑えることができます。内部が空洞のパーツからレジンを確実に流し出せるようにするためには、3mm以上の厚みがあるパーツはシェル化し、水抜き穴を追加しておく必要があります。
Formlabsでは、Castable Waxレジンでプリントする空洞のシェルの壁の厚みを0.7mmにすることを推奨しています。シェル化した大型のパーツの場合、内部に格子構造を追加しておくと、取扱い強度が高まります。Castable Waxレジンで空洞のある薄いシェル化したパターンをプリントする際、シェルの壁の最低厚み0.7mmの二倍近く(またはそれ未満)の部分がモデルにあるかどうかを確認してください。もしあれば、その部分はシェルをCADで作成する時に触れずに終わっている可能性があり、そのような部分が残っているパターンは鋳造には厚すぎます。厚すぎるパーツは、焼成工程の間の膨張性亀裂を引き起こす可能性が高いです。
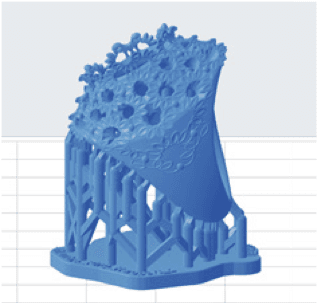
フィリグリー
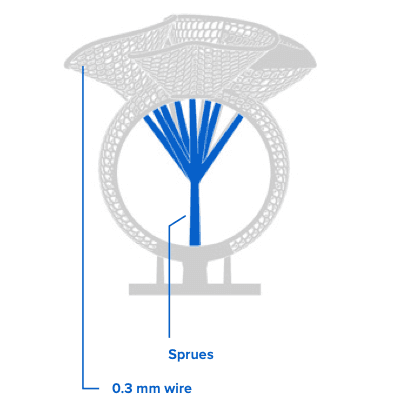
Castable Waxレジンは、複雑なフィリグリーを含むピースの製作に求められる非常に高い精度を特性の一つとして備えています。精細なワイヤメッシュの鋳造を成功させるのは容易ではありませんが、スプルーを計画的にデザインに取り込めば可能です。
精細なメッシュは、ワイヤの直径が最小0.3mmまでならプリント可能です。プリントしたフィリグリーは脆弱で、サポートを取り外すと簡単に壊れてしまいます。フィリグリーはできるだけ自立できるように設計するべきです。
フィリグリーを設計する際、3Dプリントしたスプルーを鋳造後に取り外される「サポート」としての役割も果たせるように設計してください。細いチャネルで金属が凍結するのを避けるために、フィリグリーのメッシュの縁周辺の多くのポイントに溶融金属が流れるようにスプルーを追加してください。
備考:
Castable Wax 40レジンとTrue Castレジンは生強度が低いレジンですので、ワイヤフィリグリーをプリントする材料としては不向きです。

2. 鋳造用パーツのプリントと準備
プリント
ジュエリーのパターンは、FormlabsのSLA光造形デスクトッププリンタで個別または複数まとめてプリントできます。
方向付け
- Castable Wax 40レジンを使ってプリントする宝飾品の品質を最も高める方法として、シグネットリングなどのトップ部分に重みのあるパーツを、垂直にではなく、角度を付けるように向きを調整して支えた状態でプリントすることをお勧めしています。
- 軽量のジュエリーのデザインやCastable Waxレジンを使ってプリントするパーツは、垂直にしてプリントすることができます。
- True Castレジンでリングやその他の小さな部品をプリントする場合は、サポート材のタッチポイントを最小限にするために向きを垂直にします。その他のモデルの場合は、ビルドプラットフォームに対してモデルが30~45度の角度になるように傾けます。
上部が重いパーツで最良の結果を得るには、向きに角度を付けるようにしてください。
洗浄
きれいに鋳造するためには、プリントしたパーツを純度90%以上のイソプロピルアルコール(IPA)で入念に洗浄してください。硬化していない余分なレジンが残っていると、インベストメントの硬化に干渉し、鋳造欠陥の原因になる恐れがあります。
パーツをIPA溶液槽から取り出したら、完全に乾くのを待ちます。二次硬化と鋳造に移る前に、圧縮空気を使って、パーツからIPAを完全に蒸発させてください。洗浄し、乾燥させた後もパーツに粘り気が残っている場合は、お使いのIPAを純度の高いIPAに入れ替える必要があるかもしれません。
洗浄時間については、サポートページをご覧ください。
二次硬化
パーツの洗浄が不十分だと、二次硬化をしても鋳造結果は向上しません。プリントしたパーツの二次硬化は必ずしも必要ではありませんが、スプルー中にパーツが破損するようでしたら、取り扱い強度を高めるために二次硬化する選択肢もあります。プリントするパーツが脆弱な場合、サポート材を取り外した後に二次硬化することをお勧めします。未加工パーツの場合は、まだ柔軟性があるため、サポートを切り取った時に崩れる可能性は低いです。タッチポイントの痕が残っている場合は、二次硬化後に1,000番のサンドペーパーで研磨して取り除くことができます。
二次硬化の時間や設定については、Form Cure V2およびForm Cure V1のそれぞれの詳細をご確認ください。
備考:
パーツを二次硬化すると僅かに縮む(<1%)可能性があります。
3. スプルーツリーを作る
後処理したパーツを粘り気のあるスプルーワックスでメインのスプルーツリーに繋げます。プリントした各パターンとそれぞれのフィードスプルーの間の接点を滑らかにするために、ワックスを溶かします。

ワックスヒートペンを使うと、ワックススプルーツリーにレジンパターンを繋げやすくなります。
厚みのあるパーツをツリーの下部に、薄いパーツをツリーの上部に配置します。3Dプリント製のパーツの場合は、従来のワックスツリーよりもパーツ同士の間に若干のスペースが必要な場合があります。「薄くシェル化した」大型のパーツを鋳造する時は、水抜き穴をすべてワックスで埋め、インベストメント材料がプリントに進入することを防ぐようにしてください。
鋳造バリア
Formlabsでは、3Dプリントしたパターンを「鋳造バリア」フィルムに漬けることを推奨していません。鋳造バリアフィルムは、液状のワックスが加熱中に溶かすレジンの力を弱める可能性があります。
備考:
プリントしたレジンパターンは溶けません。プリントしたパターンをワックススプルーに繋げるのが難しい時は、強力瞬間接着剤または速硬化性エポキシを少量使用してみてください。また、別の方法として、モデルにスプルーの接続ポイントを足すと、繋ぎやすくなることもあります。
4. 鋳型を準備する
インベストメントフラスコ鋳型を準備する際の標準的な手順を下記に示します。真空インベストメント装置を使えば、インベストメントを均等に混合し、ガス抜きし、インベストメントを簡単且つきれいに注ぎ込むことができます。別の方法として、ミキサーと真空チェンバーを別々に使用することもできます。


1. スプルーのベースに鋳造用フラスコを付けます。穴の開いたフラスコを使用する場合は、インベストメントがその穴から漏れないように透明の梱包用ガムテープで全体を包んでください。
2. 製造元の指示内容に従って、インベストメントパウダーを冷たい蒸留水に混ぜます。
ヒント:
鋳型の強度を高めるために、インベストメントパウダーを冷たい蒸留水に入れたら、混ぜる前にホウ酸(水の重量の1%)をインベストメント水に溶かします。
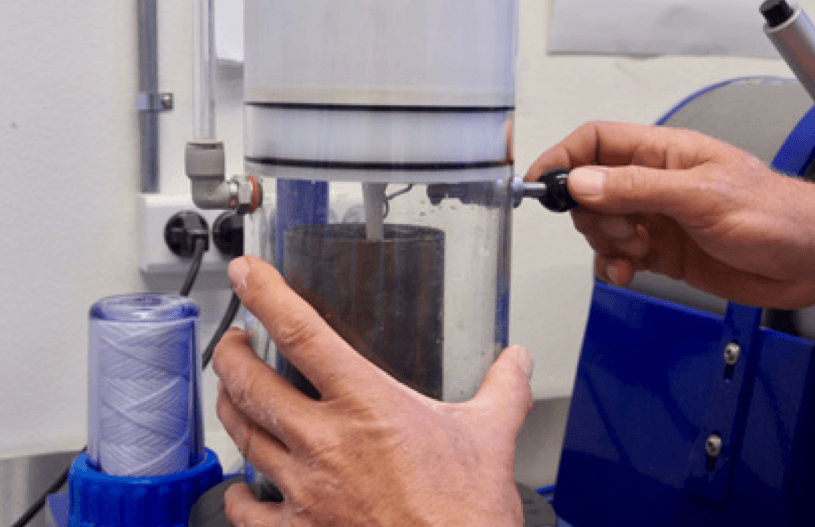
3. フラスコの横から、ゆっくりとパターンツリーを避けるようにしながらインベストメントを流し込みます。スムーズに流し込めば、水泡が内部に閉じ込められる確率が減ります。真空チェンバを使えば、フラスコから流し込む際に発生する水泡を取り除くことができます。インベストメントが乾き、固まるのを待ちます。
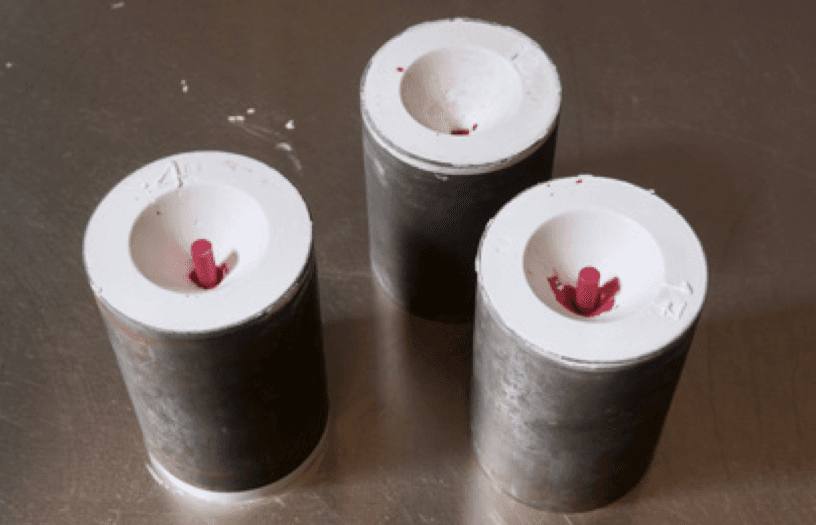
4. 慎重にフラスコからゴム製のスプルーベースを取り出し、振動のない環境で2~6時間放置します。インベストメントの製造元が推奨する安全対策に従ってください。Formlabsでは、
防塵マスクまたは保護マスクをしながら作業することを推奨しています。インベストメント材料のオプション
Formlabsでは、True Castレジン、Castable Wax 40レジン、Castable Waxレジンを使ってジュエリー用のインベストメント鋳造をする時のインベストメント材料として、Certus Prestige Optimaを推奨しています。Castable Wax 40レジンの方が、インベストメント材料として選択できるオプションは多いです。鋳造が難しそうな複雑なデザインの場合は、Nobilium Microfireなど、よりリン酸結合が強いインベストメント材料にアップグレードすることをご検討ください。代替のインベストメント材料をご使用される場合は、製造元が推奨する焼成条件を鋳造計画に採り入れるようにしてください。
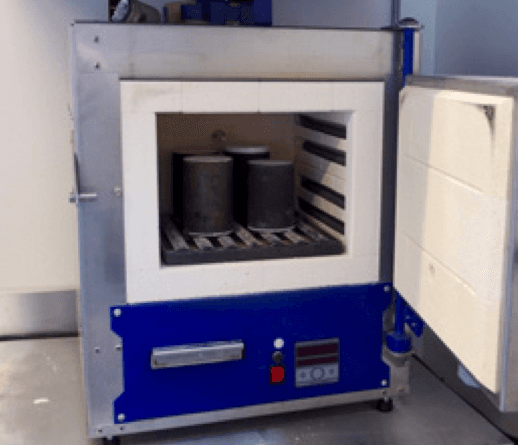
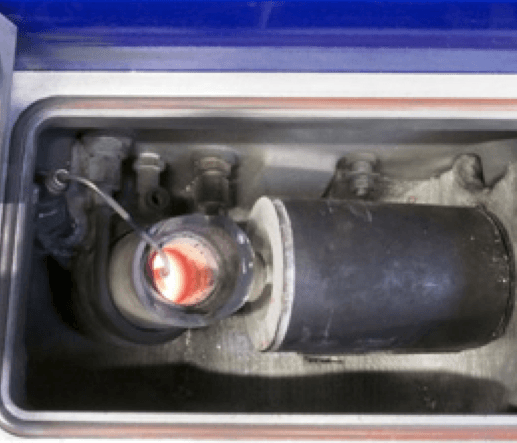
5. 焼成と鋳造
鋳造用フラスコを焼成用のオーブンの中に入れたら、推奨の焼成スケジュールに従ってオーブンを加熱してください。インベストメントの製造元の指示、フラスコの大きさや使用するプリント材料の量に応じて、焼成スケジュールを調整してください。
Formlabsでは、チェンバーの隅々まで空気が十分流れ、蒸発するレジンの蒸気が安全に排気されるようにするために、換気の良い炉(吸気口と排気口が両方設けられているタイプ)を使用することをお勧めしています。
短期焼成
燃焼時間が大幅に短い(4~8時間)のは、軽量な形状と強力なリン酸塩結合のインベストメント材料に限られます。リン酸結合が強いインベストメント材料を使えば、Formlabsのどのレジンで鋳造しても、より早く焼成することができるようになります。
ヒント:
- 換気は絶対に必要ですが、空気の流れが良いと、オーブン内の温度も下がりやすくなります。お使いの装置に合った焼成スケジュールが定まってきたら、オーブンとフラスコの温度を監視しながら、鋳造プロセスを調整するようにしてください。
- 強制換気を使う場合は、オーブンの隅々まで空気が流れるように、できるだけ吸引力を高めるようにしてください。
- オーブンが数多くのフラスコで埋まってしまうと、空気の流れが悪くなります。その場合は、空気の流れを良くするためにオーブンに酸素発生器を装着するか、低流空気路を設けてください。
鋳造
鋳型を炉と鋳物から取り出します。Neutec J2R(米国)およびIndutherm MCシリーズ(EU)などの遠心鋳造機または真空鋳造機は、使用が簡単で、高度にコントロール可能です。鋳造後は、鋳型を慎重に水で冷やし、余分なインベストメントを洗い流してください。
貴金属の互換性
Formlabsでは、True Castレジン、Castable Wax 40レジン、 Castable Waxレジンでプリントしたパターンが金銀銅を使って鋳造可能であることを実証するための試験を実施しています。金属の互換性はインベストメントの特性を真っ先に見極めなくてはならない重要な要素です。使用する金属によって、インベストメントに対する温度耐性が異なります。
Formlabsのダイレクト鋳造レジンは、完全な焼成のために少なくとも732℃への過熱が必要です。特定のインベストメントとレジンの適合性が不明な場合は、メーカーにお尋ねください。

フラスコは換気の良い焼成用オーブンに入れるようにしてください。
細い箇所が設けられているディテールの凝ったデザインの場合、真空または遠心鋳造法を採用した方が鋳型を埋めやすくなります。
フラスコは、水に浸けて冷やしてから取り出すようにしてください。
6. 焼成スケジュール
Formlabsでは、ジュエリーのインベストメント鋳造用素材として、True Castレジン、Castable Wax 40レジン、Castable Waxレジンを提供しています。Castable Wax 40レジンは、様々な焼成スケジュールにより柔軟に対応できるように設計されていますので、レジンを使って鋳造するのが初めてのユーザーでも失敗する可能性はそれほど高くありません。Castable Waxレジンをお使いの場合は、焼成条件を定めたガイドラインにより厳格に従う必要があり、品質の高い鋳造結果が得られるパターンの形状にも制約があります。
Certus Prestige Optimaまたは同等のインベストメント材料を使用した時の各材料の推奨焼成スケジュールは、下記のとおりです。
True Castレジン
インベストメントと金属に基づく時間と温度の完全な内訳は、True Castレジンの使用ガイドをご覧ください。
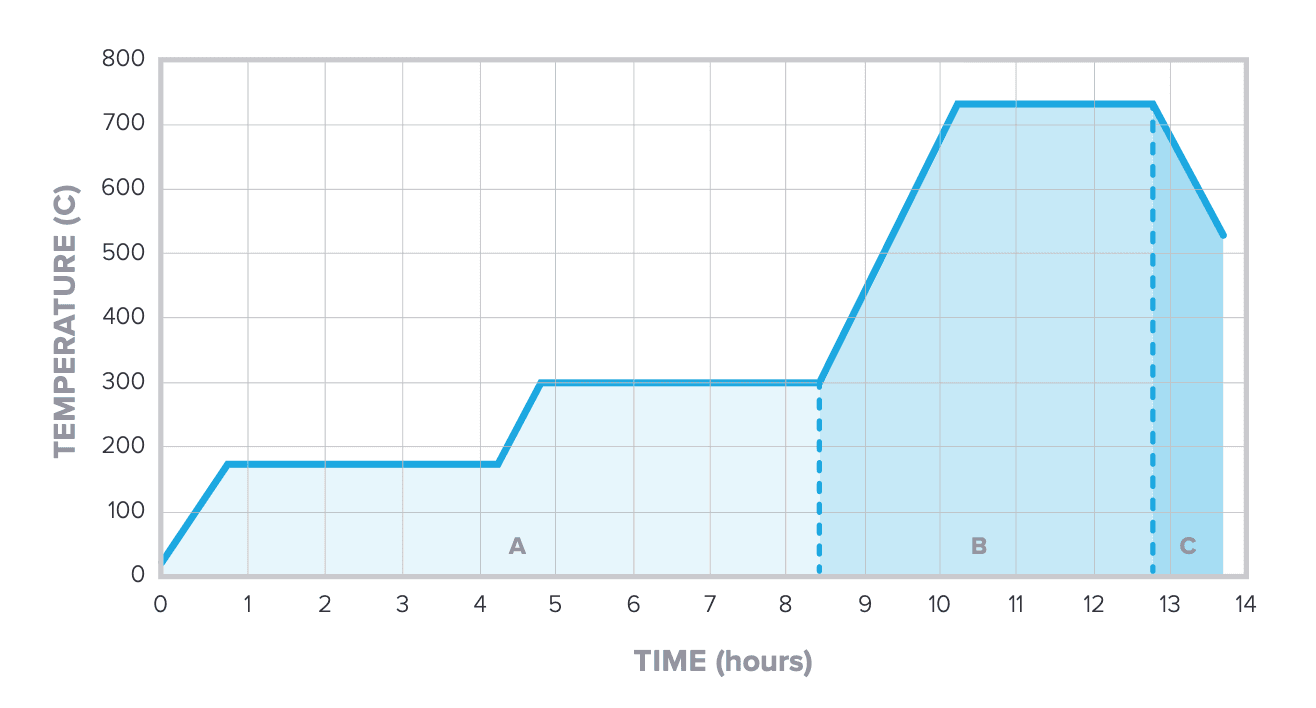
Castable Wax 40レジン
|
フェーズ |
製作期間 |
スケジュール(°C) |
スケジュール( °F) |
|
|
加熱したフラスコの乾燥 |
180分 |
55°C |
131°F |
|
|
A |
ランプ |
48分 |
2°C/分 |
3.6°F/分 |
|
ホールド |
180分 |
150°C |
302°F |
|
|
ランプ |
75分 |
2.0°C/分 |
3.6°F/分 |
|
|
ホールド |
108分 |
300°C |
572°F |
|
|
B |
ランプ |
108分 |
4.0°C/分 |
7.2°F/分 |
|
ホールド |
180分 |
732°C |
1,350°F |
|
|
C |
ランプ |
44分 |
5°C/分 |
-9°F/分 |
|
鋳造ウィンドウ |
最大2時間 |
望ましい鋳造温度 |
望ましい鋳造温度 |
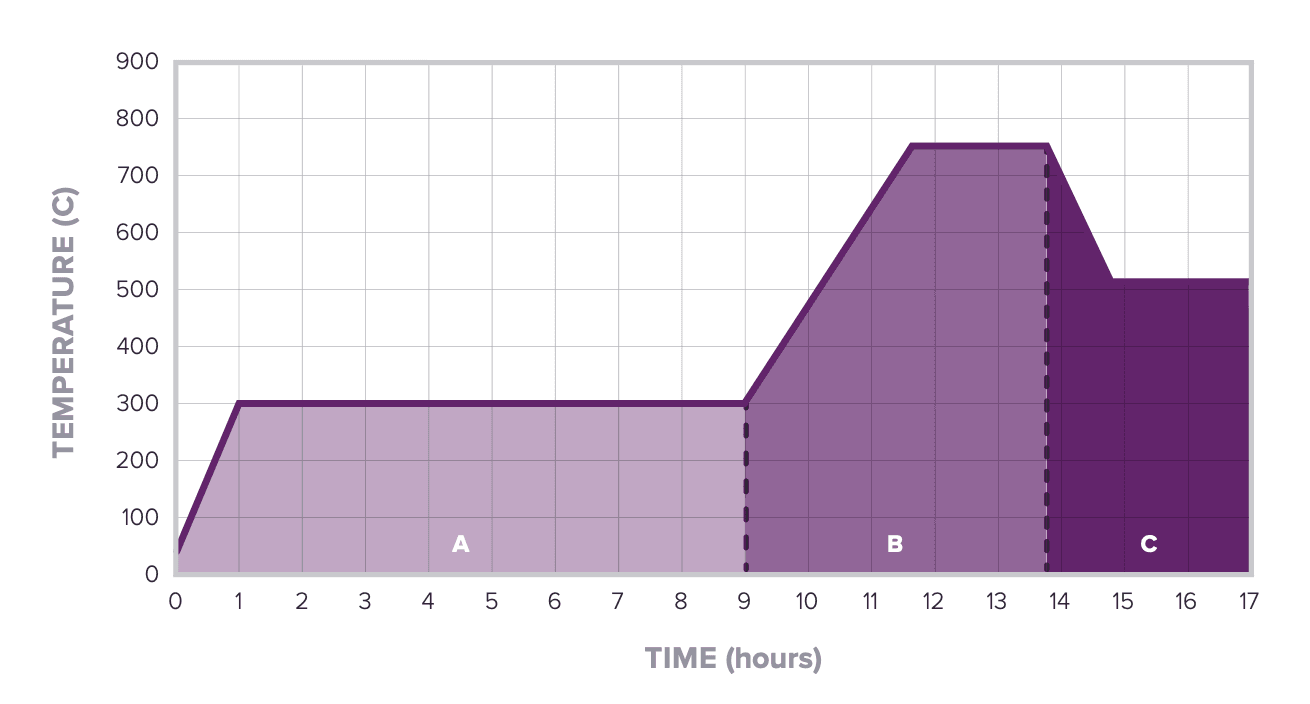
Castable Waxレジン
|
フェーズ |
製作期間 |
スケジュール(°C) |
スケジュール( °F) |
|
|
A |
フラスコの挿入 |
0分 |
21°C |
70°F |
|
ランプ |
60分 |
4.7°C/分 |
8.4°F/分 |
|
|
ホールド |
480分 |
300°C |
572°F |
|
|
B |
ランプ |
100分 |
4.5°C/分 |
8.1°F/分 |
|
ホールド |
180分 |
750°C |
1,382°F |
|
|
C |
ランプ |
60分 |
-4.0°C/分 |
-7.1°F/分 |
|
鋳造ウィンドウ |
最大2時間 |
望ましい鋳造温度 |
望ましい鋳造温度 |
鋳造に関するトラブルシューティング
|
課題 |
原因 |
解決策 |
|
穴やデボスが埋まり、表面に穴が開いている状態 |
レジンの熱膨張によって高まった応力によって局所的なインベストメント破損が発生 |
ランプの焼成速度を下げる |
|
CADのモデルの鋭利な角にフィレットを追加する |
||
|
CADの彫り込み部を浅くする |
||
|
(Castable Waxレジンをお使いの場合)Castable Wax 40レジンにアップグレードする |
||
|
ホウ酸を追加してインベストメントの強度を高める |
||
|
金属のフラッシング |
インベストメントの強度が足りないため、レジンの大部分の熱膨張により亀裂が発生 |
ランプの焼成速度を下げる |
|
レジンパターン間の間隔を広げる |
||
|
インベストメントに加える水の比率を下げる |
||
|
インベストメント鋳造後に放置する設定時間を延ばす |
||
|
インベストメント材料を切り替える |
||
|
表面粗さ(目に見えるインベストメント破損なし) |
液体ワックスを取り除く前に加熱し過ぎでレジンが沸騰している |
ランプの焼成速度を下げ、低温でホールドする時間を延ばす |
|
燃焼に必要な酸素の量が足りない |
焼成オーブンに流れ込む空気の量を増やす |
|
|
問題箇所にワックススプルーを足し、メインのフィードスプルーに繋げる |
||
|
鋳造前に、軽い真空圧でフラスコを取り出す |
||
|
レジンの横断面に厚みがあり過ぎるため、燃焼中に鋳型の壁にパーツが拘束されている |
Castable Wax 40レジン:
Castable Waxレジン
|
|
|
鋳造中に発生する小さな気泡 |
インベストメントの粘り気が高すぎる |
インベストメントに加える水の比率を下げる |
|
フラスコからガスを完全に抜くにはインベストメントの作業時間が短すぎる |
インベストメントに混ぜる水を冷水にする |
デジタルジュエリー製作の詳細を知る
Formlabs SLA光造形プリンタのシームレスなプリント工程、高精度、滑らかな表面品質で、デザインから製作までスムーズな移行を実現します。試着用ピース、すぐに鋳造可能な特注ジュエリー、再利用可能なジュエリー成形型の3Dプリント、Formlabsは様々な用途に最適な材料を取り揃えています。FormlabsのSLA光造形プリンタの詳細をご覧いただくか、お客様の用途に最適なソリューションについてFormlabsまでお問い合わせください。

ジュエリー製作や鋳造に役立つリソース
3Dプリントを既存の作業工程に組み込む方法を様々なリソースでご紹介しています。無償の技術資料のダウンロードやウェビナーの視聴が可能なほか、ジュエリー製作用途での3Dプリントのワークフローに関するガイドもご覧いただけます。
Formlabsは、Lars Sögaard Nielsen氏ならびにKEA(コペンハーゲン造形技術大学)の研究チームに対し、同チームの鋳造プロセスの文書化を許可していただいたことに深く感謝いたします。