

There is a widespread need for custom or low-volume watertight and gas-tight parts across several industries, such as marine research, underwater robotics, sustainable technologies engineering, oil and gas industries, and defense. Though some 3D printing technologies present an ideal solution for these parts, the common perception of additively manufactured parts is that they are porous and cannot be deployed in pressurized environments.
Through a partnership between Formlabs and the Undersea Robotics and Imaging Lab (URIL) at The University of Rhode Island, fused deposition modeling (FDM), stereolithography (SLA), and selective laser sintering (SLS) multi-part assemblies were printed and tested in an underwater simulation pressure chamber. The results of that testing as well as diagrams, O-ring recommendations, and design guidelines, are available in the white paper.
The testing results prove that 3D printing can consistently produce enclosures that are watertight, can be deployed in highly pressurized environments, and that the workflow for creating them is accessible and affordable. In this article, we will provide the testing results and clear guidelines on how to affordably 3D print customized watertight enclosures.

Book a Free Consultation
Get in touch with our 3D printing experts for a 1:1 consultation to find the right solution for your business, receive ROI analyses, test prints, and more.
Designing and Fabricating Custom Watertight Parts
While the waterproofness of different materials is inherently part of this experiment, the final results from the URIL are based on the watertightness of multi-part enclosures.
- Waterproofness refers to a material’s inherent ability to repel water or prevent water from adhering to or being absorbed by a part.
- Watertightness refers to an object’s ability to prevent water from entering or exiting an enclosure, and has much to do with the construction of the enclosure or assembly as opposed to the fundamental nature of the components’ material.
That the final results are concerned with only the watertightness of multi-part enclosures is because of the utility of this type of data — creating watertight enclosures is difficult, and when done with traditional methods, can be laborious and expensive. 3D printing presents a novel way of conducting high-quality deep-sea and coastal research, as well as aiding in a multitude of industries that have to conduct operations underwater, including defense, oil and gas, utilities, and more.
Applications For Watertight Parts
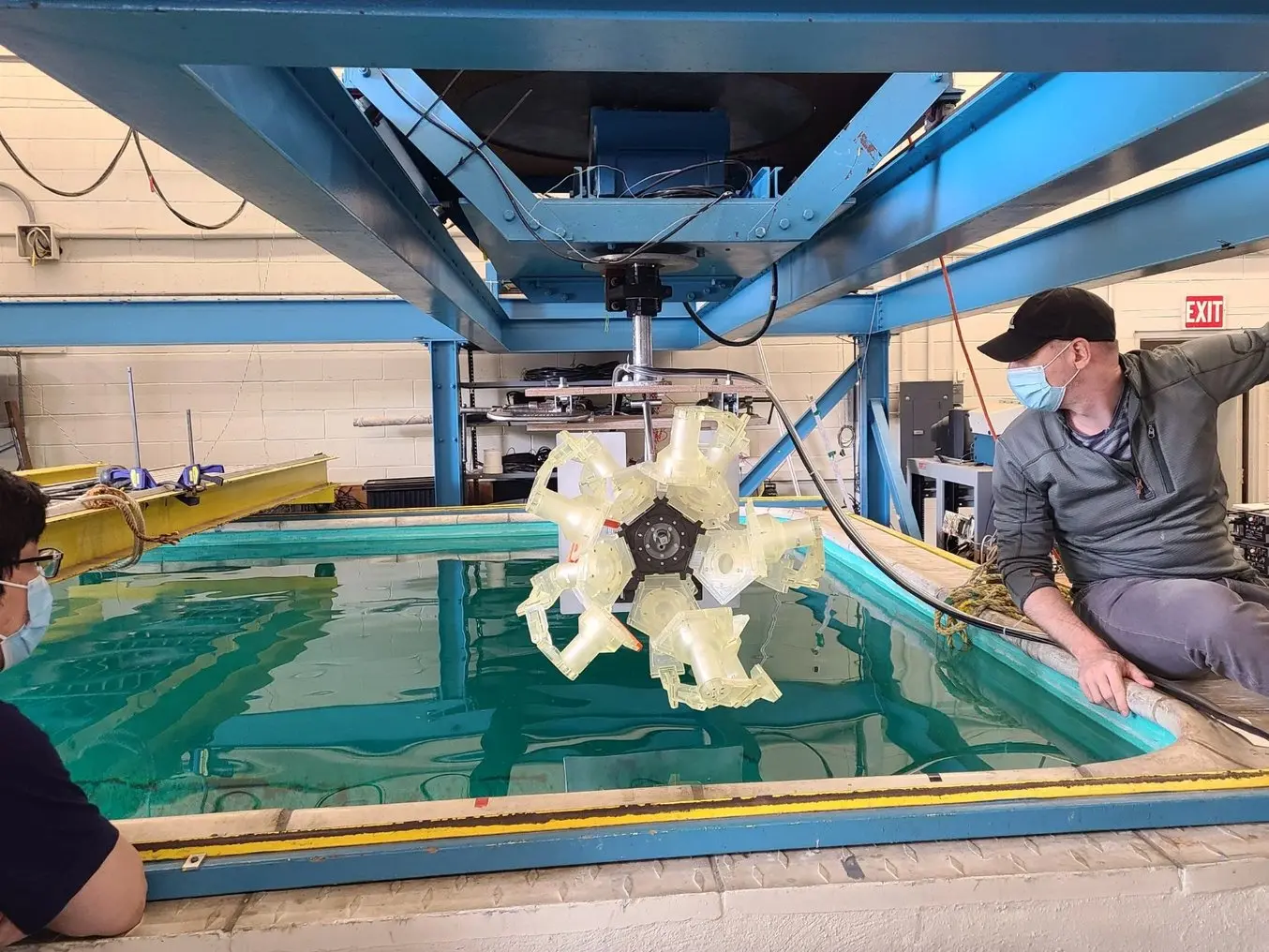
3D printing makes it possible to try out new and complex shapes for testing and sample-gathering equipment, like this tool with components printed in Clear Resin.

Watertight enclosures make it possible to take deep-sea images, like this photo of a vampireoteuthis, even without expensive underwater camera equipment.
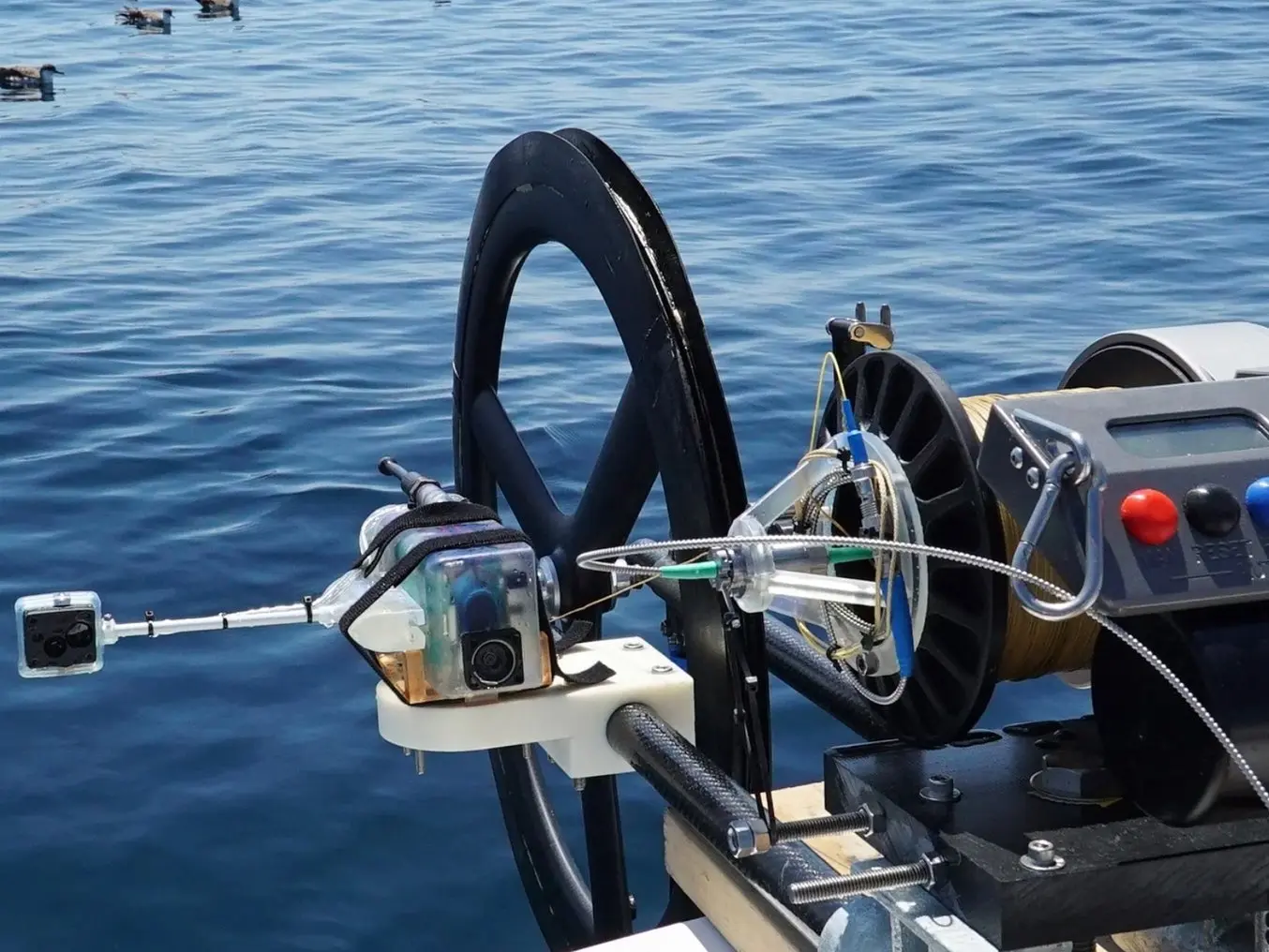
The agile nature of on-demand 3D printing makes custom jigs and fixtures for research at sea possible and cost-effective.
Watertight parts are deployed in scenarios as diverse as offboard motors for boating and recreation, deep-sea robotic exploration, underwater photography, and more. When parts are watertight, they can also hold other fluids. They are therefore extremely useful for applications where tubing carries liquids between components, such as automotive, chemical research, utilities, construction, and more.
For research applications in the ecology, geology, or climatology fields, creating customized equipment for study and sampling is often excessively expensive. Because each application is unique, and the environments where they’ll be deployed are ever-changing and difficult to manage from the surface, underwater or fluidic components often have to have some degree of customization.
3D Printing Watertight Parts at NOAA
To fight coral reef loss, scientists and researchers at NOAA’s Atlantic Oceanographic and Meteorological Laboratory (AOML) and their partner institutions are utilizing innovative methods to survey coral in the wild, reproduce certain conditions under controlled settings in labs, and then cultivate new species of coral that can better withstand the extreme environments of today.
The AOML has turned to 3D printing to facilitate their field and lab research. Using Formlabs printers has helped to standardize, as well as improve, the accuracy and comparability of their experiments, and facilitated the development of new technologies. The range of materials available for the Formlabs printers make it easy to design, iterate, and deploy 3D printed watertight parts.

The AOML's research requires sophisticated and often customized equipment for monitoring wild coral habitats. (images courtesy of NOAA)

The AOML lab designed and fabricated this Subsurface Automated Sampler for eDNA (SASe) using Formlabs SLA printers for the end-caps, sample cartridge, and internal armature.
Utilizing four Formlabs resin printers as well as the Fuse 1 selective laser sintering (SLS) printer, Nate Formel and his colleagues at AOML print heavy-duty sampler housings, jigs for experimental sensors and equipment, and customized components for their in-house aquaria — structures built to study coral fitness and methods to enhance coral resilience in the face of rising water temperatures and the extreme conditions of a changing climate.
“We now have these very customized 3D printed components that have the necessary connection points and through-holes to allow us to collect water samples. The original sampler design that motivated all of this, we stopped making it for $1,000 and started making it for $220. That means I can now put out five samplers when I used to only be able to put out one,” says Formel.
Current Fabrication Methods for Watertight Parts
Current methods for fabricating these watertight components typically involve well-known traditionally manufactured materials such as metal, injection molded plastics, or rubber. Mass-produced components are affordable, but to then configure them in such a way that meets the specific needs of the application can be difficult, and requires custom connectors, fixtures, or enclosures. For multi-fit assemblies, these parts are sealed together through a combination of a screw thread features, interlocking or mating features, O-rings, or gaskets.
Choosing O-rings can be extremely difficult, and dialing in the right parameters for your enclosure can be time-consuming. The Parker O-ring handbook has thousands of recommendations based on compression, diameter, thickness, material, pressurization, etc. The process of choosing a custom-sized O-ring is so difficult that many fall back on standardization and mass-produced components, which limits the capacity for innovation and new applications.
Watertight 3D Printing: Choosing the Right 3D Printing Technology
Underwater applications have traditionally been limited to well-funded ventures that can build expensive, customized machinery and equipment. 3D printing has the ability to change that — to fabricate customized goods for research and development at a fraction of the cost of traditional methods. To successfully deploy a 3D printed underwater solution, the right type of 3D printing technology and material should be carefully considered.
Underwater machinery or robotic components in industries like research, oil and gas drilling, and construction are all unique — the types of parts and the functions they need to perform are specific to the needs of that venture. Choosing the right 3D printer should reflect these unique needs, and though each type of technology has its own strengths, some are better suited to printing functional underwater parts than others.
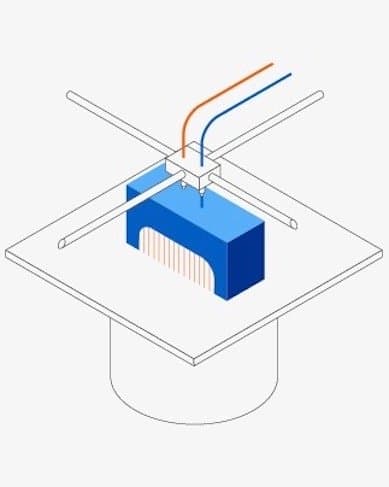
Fused deposition modeling (FDM) 3D printing technology.
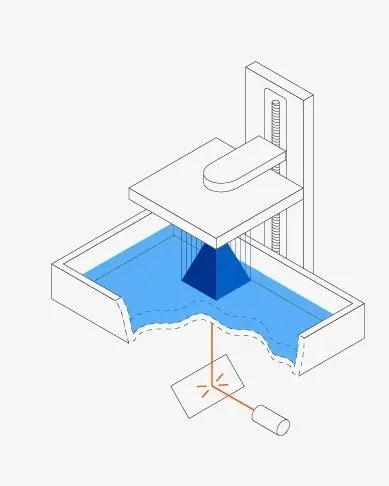
Stereolithography (SLA) 3D printing technology.
Selective laser sintering (SLS) 3D printing technology.
Fused Deposition Modeling (FDM)
The most commonly known form of 3D printing technology, fused deposition modeling (FDM), does not create watertight parts. From this inability arose a general misconception that 3D printed parts in general cannot be used in watertight applications. FDM technology extrudes melted plastic through a nozzle, laying down layer after layer, but not chemically binding them together.
FDM printed parts are anisotropic, meaning they have different mechanical properties based on the direction mechanical stress impacts them and are less dense than a similar object produced via alternative methods. Because layers are not chemically bonded together, liquids can seep into the surface of the part through the microscopic gaps in between layers. Enclosures printed on FDM printers are therefore not watertight unless the parts are heavily post-processed and sealed through some extra step such as vapor smoothing or coating. These parts will implode under pressure and crack along the layer lines.
If users need to create watertight parts with FDM 3D printers, designing the part without gaps, ports, or other apertures; ‘overextruding;’ and using thicker layers, are some techniques you can use to try and improve watertightness, along with the required extra post-processing (smoothing, sanding, coating). Choosing a filament like PETG or Polypropylene filament is another good way to try and improve watertightness, though these methods will not hold up in pressurized environments.
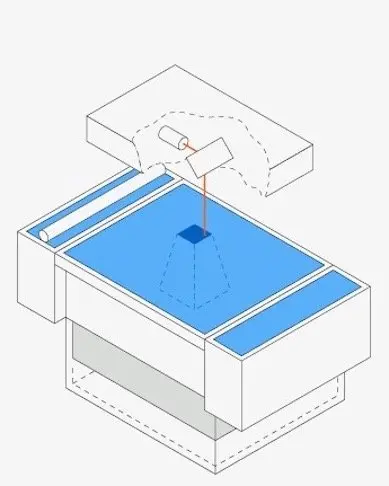
Stereolithography (SLA)
Stereolithography (SLA) 3D printed parts, conversely, are watertight, because each layer is chemically bonded to the next. SLA parts are formed by a process in which a laser cures liquid resin one layer at a time — crosslinking the polymer chains within that layer as well as with the layers directly before and after. This process creates smooth surface finishes with virtually no layer lines and a non-porous surface through which water cannot penetrate. The parts have extremely good tolerances, and so multi-piece assemblies, such as the enclosures used in the testing of this paper, can be threaded onto one another with almost no air gaps between them. When combined with a seal or gasket, the enclosures are fully watertight and can withstand immense pressure.
Selective Laser Sintering (SLS)
Selective laser sintering (SLS) technology creates parts by sintering a cross-section of the part on top of a powder bed, then covering it with new powder to begin again. The parts are somewhat isotropic, but can exhibit mechanical property differences depending on force application direction. SLS parts are watertight when designed with the appropriate tolerances and sealing techniques.
Designs Tips for 3D Printing Watertight Parts
As previously stated, the watertightness of an enclosure is dependent on both the waterproof qualities of the components themselves and the design of the enclosure — how those components fit together. SLA and SLS 3D printing technologies can create components with such tight tolerances that enclosures with interlocking features or those with screw threads can be completely watertight without additional steps. However, in extremely pressurized environments, such as those being tested in this experiment, additional steps such as using O-rings can increase the enclosures’ efficacy.
Enclosure Design
The University of Rhode Island Undersea Robotics and Imaging Laboratory (URIL) has a mission to democratize deep-sea research. Accessibly priced 3D printers like the Form 3+ and large-format Form 3L have made it possible to design and fabricate highly sophisticated deep-sea exploration tools and share those designs with the broader scientific community.
The URIL has published several papers on their deep-sea research, including a guide to the novel design for DEEPi, a deep-sea imaging and control system, an investigation of the use of passive stabilization to support SLA printing aboard a moving vessel at sea, and an inquiry into the use of biomimicry in enclosure design based on nautiloid shapes.
Principal Investigator Brennan Philips and PhD candidate Breanna Motsenbocker have been iterating their deep-sea camera and robotics enclosures for years, and published several papers detailing their findings. The lab has published their open-source design in an effort to make the fabrication process accessible to communities that have previously not had the funding to pursue underwater data collection or research.
The Undersea Imaging and Robotics Lab has made both designs — one used in testing with thin walls and the other, untested one, with thicker walls — open source and available for public reproduction. To access these designs, download the full white paper.
Biomimicry Designs
Philips and Motsenbocker, in collaboration with other researchers, have also studied how biomimetic designs can improve the functionality of their watertight enclosures. In a paper published in October of 2023, the researchers studied how the shell of the chambered nautilus (a member of the mollusk family) prevents water from entering their shell casing, even at extreme depths. The results could shed light on how their complex shell morphologies may reveal pressure-tolerant geometries comparable to the 'ideal' ones currently used in deep-sea marine robotics: simple spheres and cylinders, which have minimized surface area to volume ratio and easier manufacturability. To read the full results of their inquiry, visit the published journal article.
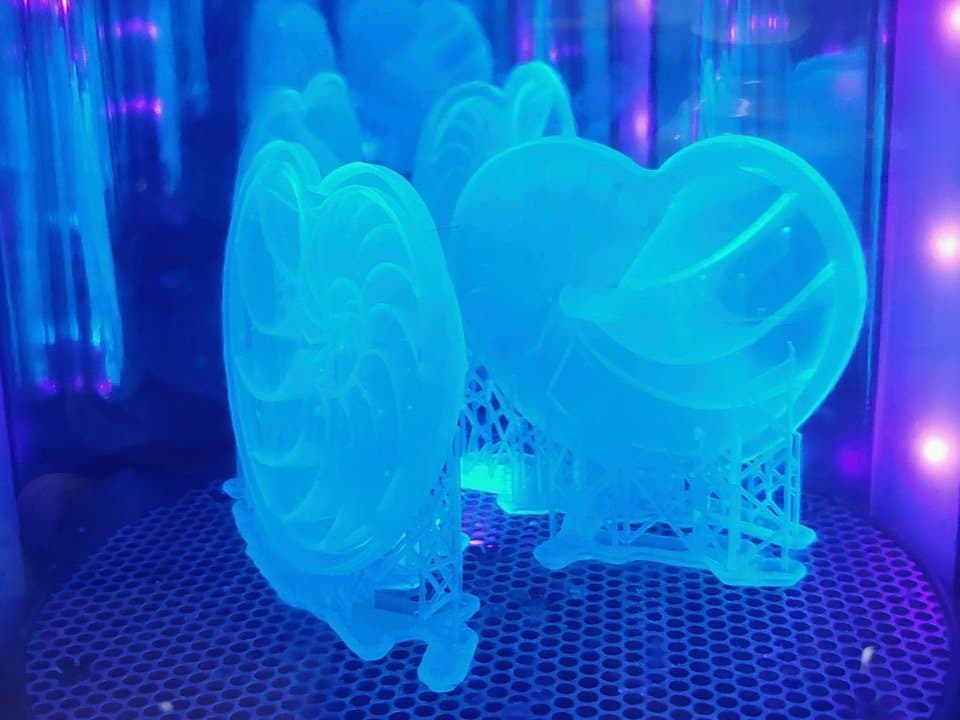
These 3D printed components are modeled on the chambered nautilus, a member of the mollusk family that can withstand enormous pressure underwater without damage to its shell.

Scanning mollusks (right) and using digital design to recreate their geometry for 3D printing (left, in Clear Resin) can help researchers understand how these animals have evolved to thrive in their inhospitable environment.

This larger part, printed in White Resin, could be used to enclose small cameras for deep-sea research.
How To Choose an O-Ring for a 3D Printed Watertight Enclosure
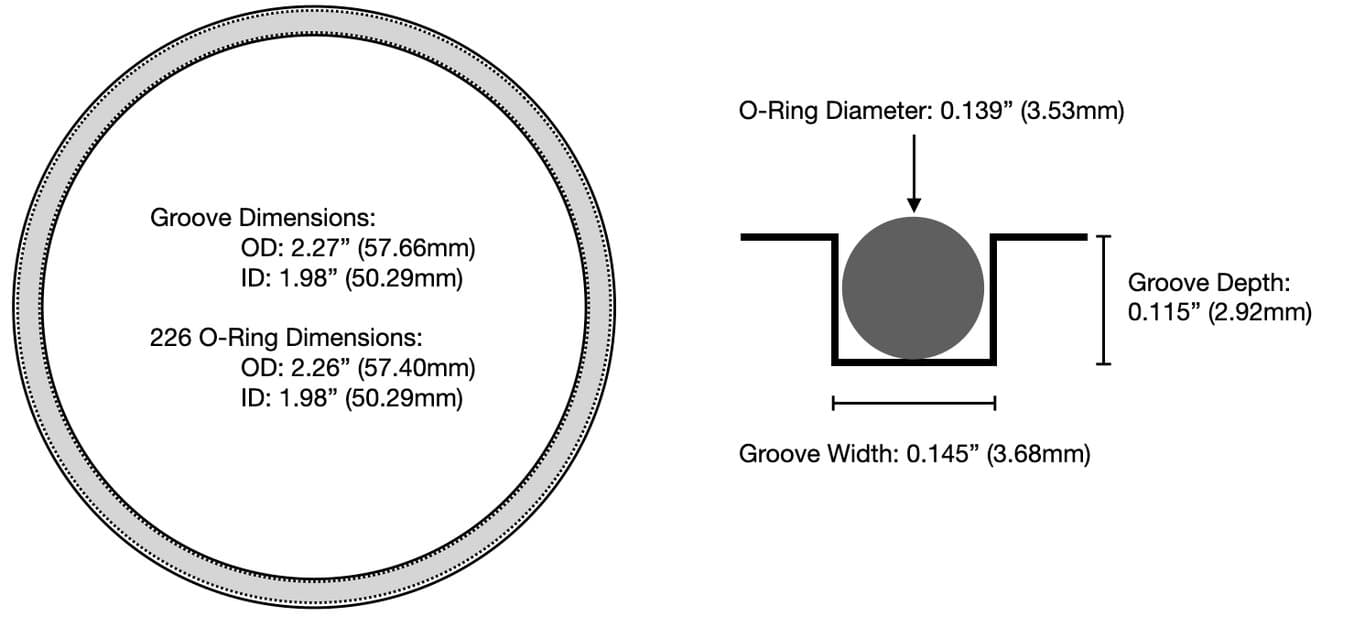
The Undersea Imaging and Robotics Lab has experimented and found success with both face seal O-ring seals and bore seals, but prefers face seal O-ring seals.
Once the inner and outer diameters for the housing are chosen, a face-seal O-ring can be selected based on the inner diameter. The O-ring should properly fit the face between the endcap and the body. ‘2-dash’ O-rings, or those with a ⅛” (0.139”) fractional width, create the most reliable seal for SLA printed parts. For specific recommendations and findings from the URIL, download the full white paper.
Watertight 3D Printing: Testing and Results
FDM, SLA, and SLS 3D printing technologies were used to create the enclosures; the Nylon 12 GF Powder was printed on the Fuse 1+ 30W SLS printer, while the other materials (Grey Resin, Clear Resin, BioMed Amber Resin, and Rigid 10K Resin) were printed on the Form 3+ SLA printer. FDM printed parts printed on a Craftbot machine using PLA filament were found to absorb water immediately upon submersion, and were eliminated from testing.

Nylon 12 GF Powder imploded at the lowest pressure, an average of 1304 psi.

BioMed Amber Resin withstood a much higher pressure, imploding at an average of 2907 psi.
The results demonstrated that SLA and SLS 3D printing are effective methods for creating watertight enclosures when combined with O-ring seals, with SLA 3D printing as the clear winner, with some parts surviving the extreme pressure equivalent to depths 4000 m below sea level. FDM printed parts were found unsuitable for this application, as they take on water immediately upon submersion and could not withstand any amount of pressurization.
The stiffer SLA materials performed the best under pressure, and post-processing methods such as media blasting can further improve performance by reducing surface porosity. To access the full results and see how each material performed, download our white paper.
To learn more about underwater robotics and how to leverage 3D printers and materials to fabricate completely watertight, pressure-tolerant enclosures, reach out to our team, who can put you in contact with experts in the Formlabs network currently working on these applications.
Not sure which 3D printing solution fits your business best? Book a 1:1 consultation to compare options, evaluate ROI, try out test prints, and more.